无铅制程管理作业规范
无铅的管理规定

4.3.3仓管人员在领取物料时,针对物料只在外包装上注明的物料,必顺在每种部品的料盘上分开贴上无铅标识贴,对于光宝产品的物料是以7和9开头的物料为无铅物料,针对此种物料同样还要在料盘上贴上无铅标识贴;
4.3.4生产部在货仓领取物料时,必顺100%检查所领取的无铅物料是否100%有贴无铅标识贴,并且在领用单据上要注明无铅制程;
4.6工程保证
4.6.1工程确保在产品进行无铅转换时及时,将对应的SOP发到相关部门。
4.6.2对于有铅部品向无铅部品的转换,工程部需将机器设备进行清洁。
4.6.3工程部要把无铅部品与有铅部品的区分方法提示到相关部门。
4.6.4无铅管理小组每周确认部品转换状态。
4.7IPQC:
4.7.1IPQC负责无铅部品转换过程中制程&执行状况进行确认。
三,职责
把握产品从进料开始的层层关口,全员参与,严防有铅和无铅的混用。
四,作业流程
4.1概述:
4.1.1索卡成立一专门的专案小组针对无铅制程的导入进行有效管理,所有有关于无铅部品的转换和信息将全部以专案小组为窗口,其它各生产部门要全力配合专案小组的工作,所有相关的无铅产品问题,由专案小组全权处理;
4.1.2专案小组的每周礼拜五定时的进生一次信息汇报,并负责把接收到的最新的有关于无铅的信息及时的向各个部门进生传达,礼拜天有顺序的对各个部门进行现埸培训;
4.5.4对于仓储部品发到生产部的部品,若发料的最小包装内还有小包装,生产部拆开包装后要在每一个小包装上无铅标识贴。
4.5.5对于每一个有铅部品向无铅部品的转换,生产部需将所有的有铅物料必需撤离现场并清洁生产设备。
4.5.6有铅、无铅所使用不同的治具(包括刮刀、钢网、搅拌刀、清洁剂等),必顺100%分开并作好标识。
深圳市某电子公司无铅制程作业规范--hulongy

处于尖锋温度的时间
t2
10秒
降温速率
每秒下降不超过6℃
Figure 1: Reflow profile for solder ability testing
t2
t1
T2
T1
Tsoak
Temperature
Time
8.2对于抗焊接热能力测试之迴焊曲线要求:
此迴焊曲线被定义在这章节描述相关产品于迴焊时零件受到最大热暴露温度,此温度量测标准为零件本体上方,所有测试零件必须能承受此迴焊曲线2次循环测试而不会影响产品外观机构、电气特性或可靠度。
6.2零件已完全无铅化生产2005年9月1日起的可接受焊接的表面的一般准则:
※锡铅镀层不被接受。
※此时不同的无铅镀层是开放讨论及评估。
7.0 DIP零件焊接要求:
7.1沾锡性测试是评估符合无铅零件本身焊材,端点,PIN脚于浴锡作业中之沾锡性要求,检验方法如下:
浴锡温度:235±5℃,浴锡时间:3~5秒。
浸锡部份最少有95%的面积为新锡层所覆盖。
7.2抗焊接热能力测试,是评估零件本身与印刷电路板组装时,所承受热冲击对零件的可靠度要求,检验方法依作业方式区分如下:
浴锡:温度260 +5/-2℃,浸泡时间:10 +5/-0秒,循环次数:2次。
电烙铁:最高温度:380±10℃,使用电烙铁时间:最多5秒,循环次数:2次。
8.0 SMD零件焊接要求:
焊接要求定义如下:
8.1焊锡性测试曲线是描述印刷电路板迴焊曲线最低温度的要求,这曲线是用来评估零件端点,PIN脚之焊锡性要求。
8.2抗焊接热能力曲线是描述印刷电路板迴焊曲线最高温度的要求,这曲线是评估零件的焊接在高温时所承受热衝击对零件的可靠度要求。
无铅制程作业规范

5.3.2在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅物料。
5.3.4SMT维修站设专门维修无铅产品区域﹐用“无铅制程专用”标示﹐无铅维修时所用材料不使用时要归还物料区。
5.3.5在生产无铅产品时于线头作标记(用红色“无铅制程”表示)﹐若生产有铅产品时将线头的标记取掉。
5.7.1所有报废品经工程、品保确认后交于客户确认无误后,统一交回客户处处理。报废品需在状态卡上标明不良情况并按无铅产品的要求放置。
5.7.2客退品由品保去客户处确认后,退回公司由工程部分析后处理。作业方式同工程部的作业。
5.8作业中关于印刷厚度、Profile、维修烙铁温度必须实行DOE并将得出的最佳参数设定于SOP内。
5.1.3检验状态标示﹕ACC(允收)在贴原有“OK”标签的基础上加贴无铅标签;REJ(拒收)在贴红色拒收标签的基础上贴绿色无铅标签并放置于原料仓的无铅不良品区。
5.2原料仓
5.2.1用白绿斑马胶带划一固定区域用来放置无铅材料﹐并标示“无铅材料”放置区﹐用红色斑马胶带划一固定区域用来放置无铅不良材料﹐并标示“无铅不良材料”放置区。
5.5工程部:
5.5.1在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅材料、物料。
5.5.2存放的无铅原物料(包括锡棒﹑flux﹑锡丝﹑烙铁等)、工具都需贴无铅标记。
5.5.3作业及作业完成后所用的材料、物料及工具都必须与有铅的区分开。
5.5.4无铅测试不良品﹐待维修品及已修品均装在装箱后于外箱标示绿色半成品状态卡。
5.6出货
5.6.1在成品仓用白绿斑马胶带划一无铅产品出货区﹐放置无铅待出货产品
5.6.2OQC出货检验时需检查“无铅出货区”内的产品是否为无铅产品,如为无铅产品是否有贴无铅标签。
无铅制程作业注意事项及管控重点
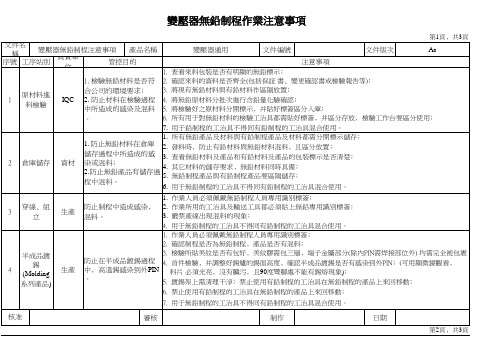
文件編號文件版次A 0審核制作日期變壓器無鉛制程作業注意事項1. 作業人員必須佩戴無鉛制程人員專用識別標簽﹔2. 確認制程是否為無鉛制程﹐產品是否有混料﹔3. 檢驗所貼美紋是否有包好﹐美紋膠需包三層﹐端子金屬部分(除內PIN需焊接部位外) 均需完全被包裹4. 首件檢驗﹐并調整好錫爐的錫面高度﹐確認半成品鍍錫是否有感染到外PIN﹔(可用顯微鏡觀看﹐倉庫儲存穿線﹑組立資材生產生產核准半成品鍍錫(Molding 系列產品)序號文件名稱原材料進料檢驗工序站別1234負責單位IQC變壓器無鉛制程注意事項管控目的變壓器通用1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
產品名稱注意事項1. 查看來料包裝是否有明顯的無鉛標示﹔2. 確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品有儲存過程中混料。
防止制程中造成感染﹐混料。
防止在半成品鍍錫過程中﹐高溫錫感染到外PIN 。
4. 將無鉛原材料分批次進行含鉛量化驗確認﹔5. 將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6. 所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7. 用于鉛制程的工治具不得同有鉛制程的工治具混合使用。
3. 查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔4. 其它材料的儲存要求﹐無鉛材料同時具備﹔3. 將現有無鉛材料與有鉛材料作區隔放置﹔1. 所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔2. 發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔ 料片 必須光亮﹐沒有臟污﹐且90度彎腳處不能有錫熔現象)﹔5. 鍍錫架上需清理干淨﹔禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔6. 禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔7. 用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
无铅制生产管理规范

编
号: 次:A/0
无铅制程生产管理规范
编制:黄 锋 审核:夏 平
版
总页数:4 批准/日期:徐利军
封
A 部
2/3
3/3
A/0 A/0 A/0
B 部分:更改记录 页次
1-3
版次
A/0
文件更改前
/
文件更改后
新编制
更改日期
2005-10-20
Page:1/1
教育经历200709201106湖南大学本科在校学习情况院校级三等奖在校实践经验200803201010大学生英语周刊衡阳市推销员到衡阳市区域经理2008年推销员在学校新生开学期间向学生和家长推销学生英语报20092010年学生英语报衡阳地区区域经理负责在衡阳各高校组建团队销售学生英语报团队培训团队维护最后指导团队销售
b: OSP 板检验完毕后,需要 3 小时内恢复真空包装。 4.2 资材对无铅物料的控制管理
版 页
次: A/0 次:2/3
4.2.1 为防止全面导入无铅产品之前,混淆有铅和无铅物料,仓库必须规划无铅物料存放区, 将无铅 物料存放于无铅物料存放区。 4.2.2 参照 3.1.3 注意区分有铅物料和无铅物料。 4.3.3 仓库发无铅物料时,须向领料员说明是无铅物料,不得同有铅物料混放、混用。 4.3.4 仓库收到生产退料回仓的无铅物料时,要确认是否有无铅物料的料号,确认为无铅物料后即刻 放置到无铅物料区。 4.3.5 未全面导入无铅产品生产前,生管发无铅产品的工单时,要在工作令上备注栏内注明“无铅产 品”字样表示是无铅产品工单。 4.3.6 入库的无铅成品,仓库规划专门区域放置,并做好“无铅成品”标示。 4.4 SMT 制程管理 4.4.1 SMT 物料管理 a. 所有的无铅材料仓库在送料上线时必需与有铅物料分开放置,单独用物料车送入 SMT,所有进 入 SMT 的无铅物料,SMT 生产车间应规划出专用摆放区摆放。 b. SMT 线体在生产无铅产品时,SMT 操作员应确认其所使用的物料是无铅物料,查看物料料号的 第 12 位数字是否是“1”字母,“1”表示为无铅材料,料号标示为*************1)并严禁用有 ( 铅产品物料盘装无铅物料。 c. SMT 无铅产品的不良品需单独装框,并记录产品的工单号与产品流水号,统一送指定助修人员 修理,在修理时所使用的焊锡丝必需为无铅焊锡丝。恒温烙铁需独立使用,无铅产品与有铅产 品不可互用。 4.4.2 SMT 锡膏管理 a. SMT 锡膏的使用请参照《SMT 锡膏/红胶使用规范》文件。 b. SMT 锡膏机操作员在生产无铅产品时,应确认所使用的锡膏是否符合产品要求。确认其型号规 格及成份含量(一般含量 Sn 锡/AG 银/Cu 铜)的要求,且需检查锡膏瓶上有无铅材料标示。 c. SMT 锡膏机操作员在使用无铅锡膏时,应使用专用的锡膏铲刀,严禁与有铅锡膏线体装有铅锡 膏的空瓶装无铅锡膏。 更换无铅生产时,印刷机擦纸需使用新的擦纸,严禁使用擦试过有铅锡膏产品的二次使用的擦
无铅作业规范
无铅作业规范一.目的使本公司顺利导入并实施无铅工艺,确保无铅产品的加工符合标准;二.适用范围适用于许继电子公司无铅产品加工;三.参考文件《RoHS培训教材》四.职责工程部制订无铅作业规范;负责无铅工艺的导入、培训及实施;生产部依据无铅作业规范,进行规范性操作;品质部依据《无铅作业规范》对产品制程进行督查;五.管理细则零部件采购:1、无铅化电子组装所涉及的零部件、焊料、助焊剂、清洁剂、胶带、标记等不得含有汞、镉、铅、六价铬、聚溴联苯(PBB)、聚溴二苯醚(PBDE)六种禁用物质,简称为无铅材料。
2、供应厂商的认定:应鉴别、选择、发展和确定具有能力制造提供无铅材料的供应厂商,作为无铅化电子组装所使用的材料的来源;3、无铅化电子组装所使用的材料要求通知、交付到供应厂商;4、要求厂商提供证明其符合无铅要求的相关资料文件,并在包装及零件上作无铅的标识;5、材料的采购定单必须明确指明无铅要求。
IQC:1、进料检验中对于厂商提交无铅材料的出货检验报告和测试报告等文件,必须进行确认,并作为品质记录保存;2、对于无铅材料和有铅材料必须予以严格区分,不可以混杂放置;3、检验完成后,必须对合格材料贴上合格标签或无铅标签。
员工规定:1、参与无铅生产人员必须经过相关培训,否则不能参与无铅生产;2、参与无铅生产人员所戴的防静电手套必须保持洁净;3、无铅生产人员与有铅生产人员不得交叉作业。
无铅相关文件规定:1、无铅产品所使用的图纸(使用绿色封面)、作业指导书、流程图必须有无铅标识。
辅料存放及使用规定:1、无铅焊膏应单独存放并作明显的无铅标识;2、无铅物料应单独存放并作明显的无铅标识;3、生产无铅产品使用的网板应单独存放(使用无铅网板专用存放柜);4、清洗网板或无铅线路板使用的脱脂棉、无纺布、无纺纸不能与有铅清洗混用。
本公司的标签如下:无铅清洗规定:1、无铅PCB清洗区应与有铅PCB清洗区分离并作明显的无铅标识;2、无铅PCB清洗使用的毛刷与有铅PCB清洗使用的毛刷分离并作明显的无铅标识;3、无铅PCB清洗后应单独放置不能与有铅PCB混放;4、无铅印刷区应独立并作明显的无铅标识。
SMT车间RoHS制程规定(精华版)
SMT车间RoHS制程规定一、目的:鉴于世界上大部分的国家,出于环境保护的目的,出台的一系列限制在电子电气设备中使用有害物质的法规,将于2006年7月1日起执行以及客户的要求。
公司决定引入无铅制程,为规范无铅制程的管理,严格控制生产流程,防止在生产过程中的铅污染,本车间特出台此规定。
二、范围:本规定适用于SMT车间无铅生产流程。
三、生产过程切换确认:;在切换工作完成后,当班管理人、IPQC必须跟据《SMT无铅制程检查表》的内容对各岗位进行检查、确认,待确认合格后方可开始生产;2、在生产过程中,禁止使用没有RoHS标示的工具、物料等一切物品,特殊情况下必须经当班管理人确认后才能使用。
四、无铅制程中各岗位要求:。
为防止在生产过程中由于人员的原因造成铅污染,所有人员在做生产无铅产品的准备工作前,都应用清水清洗双手;准备工作完成后,用酒精擦拭双手,戴上无铅专用手套,方可进行生产。
生产过程中,所有人员都应随时保持双手的清洁,而且只负责在无铅生产中各自的岗位,不得随意接触标示不明确的PCB板和工具、物品、物料等,反之负责有铅生产的操作员,必须用清水清洗双手,并用酒精擦拭双手,戴上无铅专用手套,经管理人员许可后,方可接触无铅物料、专用工具或上岗,否则不得接近无铅线体。
连班时除了由班长指定暂替的人员外,其它人员不得替班,替班人员应做好双手的清洁工作,如未指定替代人员,经管理人员同意后,可停线连班。
1、物料:物料员在将配料单送往仓库时,应讲明所需元件数量,同时应特别提醒仓管员所有元件,都必须标有无铅标示。
如“RoHS、PB-FREE、LEAD FREE、Pb”等。
接料时,需核对物料是否有无铅标示;无误后,方可将物料放于无铅物料区,并进行标示,标示除需写明该物料的规格、型号等外,还须在物料架贴上无铅标示,并写明责任人,且备料时应用专用的箱子装并标明。
无铅锡膏来料时,应确认该批次是否为无铅锡膏,无误后,方可将锡膏存放于无铅专用的冰箱中。
电子元件无铅制程作业注意事项及管控重点

文件編號文件版次A0制作﹕日期﹕ 轉換器無鉛制程作業注意事項倉庫儲存貼片﹑穿線24負責單位IQC 3核准﹕半成品焊接文件名稱原材料進料檢驗工序站別1管控目的序號產品名稱注意事項1.查看來料包裝是否有明顯的無鉛標示﹔2.確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
3.將現有無鉛材料與有鉛材料作區隔放置﹔4.將無鉛原材料分批次進行含鉛量化驗確認﹔5.將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6.所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品在儲存過程中混料。
防止在半成品焊接過程中﹐人員及工制具的感染。
生產資材生產防止制程中造成感染﹐混料。
2.發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔4.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
4.焊接時烙鐵的溫度嚴格按照SOP 規格作業。
5.無鉛制程產品與有鉛制程產品要區隔儲存﹔2.作業所用的工治具及輸送工具都必須貼上無鉛專用識別標簽﹔3.查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔4.其它材料的儲存要求﹐無鉛材料同時具備﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔第1頁﹐共3頁3.嚴禁產線出現混料的現象﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔2.確認制程是否為無鉛制程﹐產品是否有混料﹔3.半成品進行端PIN 焊接時﹐需根據現實情況采取必要措施確寶端PIN 不受到感染。
審核﹕6.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1.所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔第2頁﹐共3頁文件編號文件版次A0制作﹕日期﹕4.烘烤時采用無鉛制程專用烤箱作業﹐不得與有鉛制程產品混合使用烤箱。
无铅工艺控制管理

无铅工艺控制管理现在工厂应该把注意力转到如何实现无铅转变上面,同时提出一个符合RoHS 法例的管理办法。
产品的材料成分是否符合无铅的规定?他们是否具有通过正确的热循环周期?关于制造商,这些是很重要的,特别是同时使用含铅材料与无铅材料的厂商,要能够做到在正确的时间里把正确的原料放在正确的地方。
目前的情况大部分公司已经使用一种方法把含铅与无铅装配作业分开。
这些方法包含,使用针对具体方法的专门的装配线或者者工作站,在特定时间进行的分组工作,把原材料分开,与用不一致颜色的工作服来区分车间人员,说明他们所承担的不一致工序。
然而,不论是那种情形,实际上存在一些细微的变化,不容易操纵,不容易觉察到。
这样的例子有:● 电路板可能同时有含铅元件与无铅元件,但由于开孔的设计不一致,模板是完全不一致的。
● 产品中混合使用无铅与含铅元件,在进行再流焊接,温度处于能够同意的边沿。
● 电路板最后需要通过绕线工序,但这需要用到其他的工艺。
● 要求改变作业制程,但是没有与车间有效地进行沟通。
所有这些情况,都能够用MES来管理。
有智力的MES管理智能型MES解决办法中的管理,是从工厂办公室开始,新产品推出(NPI)的准备工作或者者产品的修改就是在这里进行的。
整个制造过程,包含电路板装配之前与之后的步骤,都是有智力的,当发生上述情况时,它能够确定出现了什么事,同时加以操纵。
元件的管理程序也是预先装在机器中的,同时链接着它支持的客户、供应商与制造厂。
关于给定的产品,这个系统迅速地检查材料清单(BOM),并与往常的版本进行比较。
关于材料清单中每一个元件,元件工程师找出厂里有的、能够使用的元件,同时确定什么是厂里没有的新元件。
工程师查看材料清单中制造厂的元件型号,同时与自己厂里有的元件型号参照,进一步看看厂里的元件是否与元件清单相配。
假如一个厂商的无铅元件的型号稍有改变,比如后缀有变化,就要进行全面搜索,确认这个型号的元件能够用于具体的焊接工艺。
无铅波峰焊制程及工艺管控(更新铅含量限值)

1.0目的为保持无铅波峰焊工艺过程的稳定,实行对缺陷的预防,检验无铅波峰焊制程是否符合产品的焊接质量要求,工艺及制程管控以此规程为依据。
2.0范围本公司使用的无铅波峰焊及无铅波峰焊(以下简称波峰焊)生产的所有产品。
3.0职责3.1PIE:负责工艺文件、日常保养文件的制定;对波峰焊生产过程中的异常问题提供技术支持;无铅锡炉焊锡杂质的含量检测报告分析及异常处理;3.2生产部:负责设备的申购、验收,监控无铅锡炉焊锡杂质的含量、送样检测成分;波峰焊操作人员按本规程要求对波峰焊制程进行监控,执行日常维护保养相关要求;3.3品管部:负责波峰焊生产过程中的稽核。
4.0内容4.1影响波峰焊接效果的主要因素(鱼骨图)元器件引线PCB温度条件助焊剂焊锡设计波峰焊接环境储存和搬运操作者4.2波峰焊相关工作参数设置和控制要求分发:B 参照﹕OP05 文件编号﹕4.2.1单板预热温度:单板预热温度指产品的实际温度,波峰焊预热温度设定值以获得合格波峰焊曲线时设定温度为准;4.2.2锡炉温度(无铅):锡炉温度控制在265±5℃,PCB上焊点温度的最低值必须≥235℃;4.2.3如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊设备的实际性能与客户协商确定的标准,以满足客户和产品的要求。
4.3波峰焊基本设置要求;4.3.1波峰类型:如无特别指定,均单独使用二波峰(平流波)进行焊接;4.3.2波峰高度:要求吃锡深度为PCB厚度的1/3~2/3;4.3.3运输速度:1400~1800mm/min;4.3.4夹送倾角:5~5.5度;4.3.5助焊剂喷雾压力:3~5Bar;4.3.6除以上参数设置标准范围外,如客户对其产品有特殊指定要求则由工程师在产品作业指导书上依其规定指明执行。
4.4温度曲线参数控制要求4.4.1PCB的焊接预热温度应在助焊剂厂家推荐的范围内(助焊剂参数资料);4.4.2预热区PCB板温度值为78~120℃(使用CST-2088助焊剂,如更换助焊剂,需参考助焊剂相关参数资料);4.4.3PCB零件面温度必须小于160℃;4.4.4预热区零件面板温的温升斜率每秒4℃以下;4.4.5120℃<Tg<170℃,Ta <120℃( Tg玻璃转换温度, Ta板预热温度);4.4.6浸锡时间:要求控制在3~5秒;4.4.7PCB在波峰焊出口处焊点温度在140℃以下。
01-05 无铅制程换线作业规范
上海佑准電子
無鉛制程換線作業辦法
編
號
制
定
05年03月20日
修
訂
年月日
版
次
A版0次
頁
次
第1頁共1頁
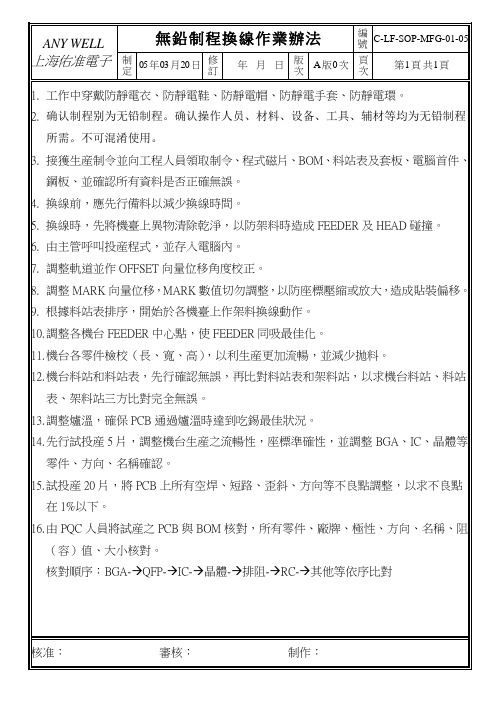
1.工作中穿戴防靜電衣、防靜電鞋、防靜電帽、防靜電手套、防靜電環。
2.确认制程别为无铅制程。确认操作人员、材料、设备、工具、辅材等均为无铅制程所需。不可混淆使用。
3.接獲生産制令並向工程人員領取制令、程式磁片、BOM、料站表及套板、電腦首件、鋼板、並確認所有資料是否正確無誤。
15.試投産20片,將PCB上所有空焊、短路、歪斜、方向等不良點調整,以求不良點在1%以下。
16.由PQC人員將試産之PCB與BOM核對,所有零件、廠牌、極性、方向、名稱、阻(容)值、大小核對。
核對順序:BGA-QFP-IC-晶體-排阻-RC-其他等依序比對
核准:審核:制作:
4.換線前,應先行備料以減少換線時間。
5.換線時,先將機臺上異物清除乾淨,以防架料時造成FEEDER及HEAD碰撞。
6.由主管呼叫投産程式,並存入電腦內。
7.調整軌道並作OFFSET向量位移值切勿調整,以防座標壓縮或放大,造成貼裝偏移。
9.根據料站表排序,開始於各機臺上作架料換線動作。
10.調整各機台FEEDER中心點,使FEEDER同吸最佳化。
11.機台各零件檢校(長、寬、高),以利生産更加流暢,並減少抛料。
12.機台料站和料站表,先行確認無誤,再比對料站表和架料站,以求機台料站、料站表、架料站三方比對完全無誤。
13.調整爐溫,確保PCB通過爐溫時達到吃錫最佳狀況。
14.先行試投産5片,調整機台生産之流暢性,座標準確性,並調整BGA、IC、晶體等零件、方向、名稱確認。
产品无铅制程注意事项

產品無鉛制程注意事項一﹑作業要求﹕1.材料的儲存﹐無鉛材料與有鉛材料必須作好標示區分儲存﹐避免材料在儲存過程中相互接觸而產生感染﹔2.無鉛制程要采用專人專線作業﹐在作業過程中并用“LF”作標示﹐表示為無鉛制程作業﹔3.采用無鉛制程作業的產品要與現生產的有鉛制程產品作完全的區隔﹐避免兩種不同制程的產品相互接觸而感染﹔4.在生產作業過程中所使用的工治具﹑設備﹑膠盆等要進行徹底的區分﹐不能混合使用﹐并做好無鉛標示以便區分。
避免兩種不同制程的產品通過其它路徑相互感染﹔5.本次無鉛制程的導入試作﹐目的是針對產品的外PIN無鉛化﹐固在作業過程中要特別注意的是在端子焊接后的品質管控。
6.產品端子焊接后的擺放整齊﹐不可重疊堆放。
7.半成品檢修指定使用無鉛錫絲﹐焊接烙鐵頭應指定使用全新的并作好標示區分。
二﹑制程作業條件﹕1.半成品端子焊接前的工序與現時生產作業方法相同﹐不作方法變更﹐但使用工治具應指定為無鉛專用。
2.端子焊接錫錫絲更改為無鉛材料﹐作業方法和焊接條件與現時作業條件方法一致﹐針對焊接烙鐵頭應指定使用全新的并作好標示區分。
3.半成品/成品清洗與現時生產作業方法相同。
4.印字作業要求同現生產的作業要求相同﹐但印字模具要使用新的﹐不能同有鉛產品的印字模具混合使用。
5.成品鍍錫使用錫棒為無鉛純錫﹐錫爐溫度設定為350±10℃﹐鍍錫時間為3±1秒﹐使用錫爐應從新申領全新的﹐并指定為專用和做好標示。
6.成品測試要求所使用的測試座的新的﹐不能同有鉛產品的測試座混合使用﹐避免造成交叉感染。
7.無鉛產品燒機針對使用以前舊燒機板的IC座須先使用酒精清干淨后﹐再進行燒機。
注﹕1.以上沒有提及的工序作業方法均與現時作業一致﹐但產品要注意區分2.在生產過程中﹐作業人員必須同有鉛制程作業人員作完全的區分﹐工作台面要用洒精進行擦清﹐制程作業要指定作業區域﹐并非無鉛作業人員不得接觸無鉛制程產品。
无铅制程管制重点

無鉛制程之管制點一.進料部分﹐材料如何檢驗?如何標示?如何儲存?1.進料部分材料檢驗﹐已制定相關的檢驗標准﹐已按無鉛要求進行檢驗﹐比如所有無鉛底座﹐在檢驗吃錫度時﹐就采用鍍純錫﹐過迥流焊時采用過無鉛要求的迥流焊溫度曲線﹐但因我司目有能力對重金屬元素進行檢測﹐同時供應商也不愿意每一批都送檢測公司檢測﹐現在目前只能要求供應商提供保証書﹐及變更確認書﹐因無鉛制程非常難控制﹐也不知道供應商制程管能力﹐所以只能定期對供應商進行稽核。
現在正在評估購買檢測儀器的事﹐因儀器費用過高﹐還需進一步評估。
2.已全面要求供應商送料方面﹐必須以無鉛材料作優先進料了。
3.無鉛材料與有鉛材料都有分開儲存﹐無鉛材料所存放的溫度﹐環境都有嚴格的要求﹐防止材料儲存過程中產生感染。
4.材料部分有列出材料削減計划表﹐同時也決定對供方應商進行稽核﹐確保材料無鉛化﹐但沒有儀器檢測﹐只有盡最在努力去管控﹐但還是不能提供100%的保証。
二.制程部分”1.無鉛制程之流程如何管控﹐及QC流程圖無鉛制程從原材料進料到產品出貨都有嚴格的區分管控﹐所有工冶具都有區分開﹐大量生產時﹐將采用專用生產作業線進行作業﹐工作場地環境﹐作業要求都有嚴格的標准。
無鉛制程QC 流程圖流程 負責單位 要求2. 無鉛制程于制程中如何標示?加LF 標示牌﹐專用生產作業線作業。
3. 間接之物如何管制(例如﹐錫爐﹐分裝盤﹐工冶具等物) 所有間接物料工冶都采用新的﹐能符合要求的設備及工具。
4. 檢驗設備及冶具是否無鉛。
可以滿足無鉛要求﹐因為我們采用同樣的工冶具可以制作到含鉛量在1000ppm 以下的產品﹐從而可以証明此工冶具不會感染產品。
1. 查看是否為無鉛材料﹐然后按無鉛材料確認。
2. 是否有變更確認書﹐保証書。
3. 其它要求是否符合我司要求1. 將無鉛材料存入無鉛材料專用區﹐并貼好標簽。
1. 所有工冶具都采用無鉛專用工冶具﹐2. 采用專業生產線作業﹐3. 所有要求﹐嚴格按工程SOP 作業。
无铅制程钢网使用及管控作业标准规范
3、钢网储存前应先确认钢网清洗质量.
4、钢网于该机种停产后仍应保存六个月份可办理报废.
5、钢网储存区域分有铅与无铅专区,不可混放置。
三、钢网报废:
1、钢网因工程变更、变形及五点张力低于35N,导致无法使用时得办理报废.
2、钢网因该机种停产后违规定年限(半年)得办理报废.
(2)钢网于上线前应确认无变形或受力撞击发生,避免影响锡膏印刷质量.
(3)上线前须使用钢板张力计在钢网的四周及中心测量钢板的张力,确认钢板张力在35N以上。
2、使用中:
(1)钢网于使用中,不得有任何杂质异物渗入其中,以免影响红胶、锡膏成份.
(2)使用中应避免钢网受外力撞击而变形.
(3)使用时应定期(由机器设定)擦拭钢网,以确保印刷质量.
3、钢网之报废得会同工程、品保等相关单位检验后经单位主管签核后方可办理报废.
钢网编码原则:LFⅩⅩⅩⅩⅩ
编号
机种
版本
厚度
入厂
时间
使用
时间
无铅PCB板面序号 管理标签:
核准:审核:制作:
(4)每半小时使用人工擦拭,并检查钢网一次.
(5)在使用过程中,钢网管理员需每天到产线检测钢网的五点张力,记录钢网的累计印刷次数(附件:钢网累计印刷频率记录表)
(6)钢刮刀使用100000次为临界点,100000-200000次为使用观察期,在观察期内如有异常及时申请报废,使用超过200000次直接报废。印刷员需每天记录刮刀的使用次数及累计项。(附件:刮刀累计印刷频率记录表)
ANY WELL
上海佑准电子
无铅钢网使用及管控作业标准规范
编
号
制
定
07年05月20日
无铅波峰焊制程及工艺管控

1.0目的为保持无铅波峰焊工艺过程的稳定,实行对缺陷的预防,检验无铅波峰焊制程是否符合产品的焊接质量要求,工艺及制程管控以此规程为依据。
2.0范围本公司使用的无铅波峰焊及无铅波峰焊(以下简称波峰焊)生产的所有产品。
3.0职责3.1PIE:负责工艺文件、日常保养文件的制定;对波峰焊生产过程中的异常问题提供技术支持;无铅锡炉焊锡杂质的含量检测报告分析及异常处理;3.2生产部:负责设备的申购、验收,监控无铅锡炉焊锡杂质的含量、送样检测成分;波峰焊操作人员按本规程要求对波峰焊制程进行监控,执行日常维护保养相关要求;3.3品管部:负责波峰焊生产过程中的稽核。
4.0内容4.1影响波峰焊接效果的主要因素(鱼骨图)元器件引线PCB温度条件助焊剂焊锡设计波峰焊接环境储存和搬运操作者4.2波峰焊相关工作参数设置和控制要求分发:B 参照﹕OP05 文件编号﹕4.2.1单板预热温度:单板预热温度指产品的实际温度,波峰焊预热温度设定值以获得合格波峰焊曲线时设定温度为准;4.2.2锡炉温度(无铅):锡炉温度控制在265±5℃,PCB上焊点温度的最低值必须≥235℃;4.2.3如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊设备的实际性能与客户协商确定的标准,以满足客户和产品的要求。
4.3波峰焊基本设置要求;4.3.1波峰类型:如无特别指定,均单独使用二波峰(平流波)进行焊接;4.3.2波峰高度:要求吃锡深度为PCB厚度的1/3~2/3;4.3.3运输速度:1400~1800mm/min;4.3.4夹送倾角:5~5.5度;4.3.5助焊剂喷雾压力:3~5Bar;4.3.6除以上参数设置标准范围外,如客户对其产品有特殊指定要求则由工程师在产品作业指导书上依其规定指明执行。
4.4温度曲线参数控制要求4.4.1PCB的焊接预热温度应在助焊剂厂家推荐的范围内(助焊剂参数资料);4.4.2预热区PCB板温度值为78~120℃(使用CST-2088助焊剂,如更换助焊剂,需参考助焊剂相关参数资料);4.4.3PCB零件面温度必须小于160℃;4.4.4预热区零件面板温的温升斜率每秒4℃以下;4.4.5120℃<Tg<170℃,Ta <120℃( Tg玻璃转换温度, Ta板预热温度);4.4.6浸锡时间:要求控制在3~5秒;4.4.7PCB在波峰焊出口处焊点温度在140℃以下。
有铅、无铅区分标示作业管理规范
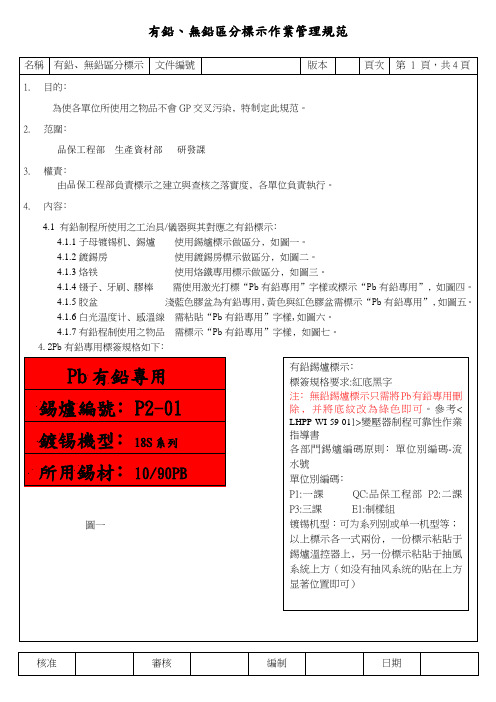
三號鍍錫房 (Pb 有鉛專用)
有鉛鍍錫房標示﹕
標簽規格要求:紅底黑字
注﹕無鉛鍍錫房直接使用白色A4紙打印鍍錫房即可(或外購標示牌)
圖二
镊子
膠棒 牙刷 圖四
流水 編號
圖三
P1-A -001
班別代號 部門 代號 有鉛烙鐵標示﹕
標簽規格要求﹕紅底黑字
注﹕1.無鉛烙鐵標示只需在編號后加上LF 及底紋改為綠色即可。
2.班別代號可根據需要自行添加。
各部門烙鐵標簽的部門代碼﹕ P1:一課 QC:品保工程部 P2:二課
P3 :三課 E1﹕制樣組
5 CM
Pb 有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直接用紅色紙張列印)
Pb 有鉛專用
圖五
圖六
有鉛膠盆標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
淺藍色膠盆用于有鉛制程正常品使用﹐不得
用于其它無鉛制程
有鉛產品之不良品與報廢品使用之膠盆都
需標示Pb有鉛專用。
Pb有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
其它物品有鉛專用標示﹕
如﹕治具﹑清洗槽﹑盛助焊劑铁盘
其它有鉛制程治具可用
“Pb 有鉛專用”字樣標示即可。
圖七。
无铅制程作业注意事项

文件編號文件版次A0制作﹕日期﹕無鉛制程作業注意事項倉庫儲存24負責單位IQC 3核准﹕半成品焊接貼片﹑穿線文件名稱原材料進料檢驗工序站別1無鉛制程注意事項管控目的序號產品名稱 1.查看來料包裝是否有明顯的無鉛標示﹔2.確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
3.將現有無鉛材料與有鉛材料作區隔放置﹔4.將無鉛原材料分批次進行含鉛量化驗確認﹔5.將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6.所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
防止在半成品焊接過程中﹐人員及工制具的感染。
生產資材生產防止制程中造成感染﹐混料。
2.發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔4.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
4.焊接時烙鐵的溫度嚴格按照SOP 規格作業。
5.無鉛制程產品與有鉛制程產品要區隔儲存﹔2.作業所用的工治具及輸送工具都必須貼上無鉛專用識別標簽﹔3.查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔第1頁﹐共3頁3.嚴禁產線出現混料的現象﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔2.確認制程是否為無鉛制程﹐產品是否有混料﹔3.半成品進行端PIN 焊接時﹐需根據現實情況采取必要措施確寶端PIN 不受到感染。
審核﹕1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品在儲存過程中混料。
注意事項1.所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔4.其它材料的儲存要求﹐無鉛材料同時具備﹔6.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔文件編號文件版次A0制作﹕日期﹕3.使用的所有工治具均為無鉛制程專用﹐且貼無鉛制程專用標簽區分存放﹔4.烘烤時采用無鉛制程專用烤箱作業﹐不得與有鉛制程產品混合使用烤箱。
无铅制程控制程序

1 目的巨仲電子公司爲配合2006年7月1日世界各國對電子產品無鉛環保需求, 減少對地球環境污染, 本公司於2005年全面導入環保無鉛製程, 進而制定此管制辦法2 范围本办法适用于本公司生产管理、設備以及所有會造成污染的工、治具等。
3 定義3.1何謂無鉛製程舉凡公司內部之任何產品, 在製程中任何有害物質含量皆須符合ROHS規範, 若此規範有與其他客戶的規範相抵觸, 則以客戶規範為主。
因有害物質多種,為方便簡稱,故以無鉛概稱。
4 組織權責4.1 工程單位負責規範廠內有鉛、無鉛製程4.2 製造單位負責確實執行運作4.3 品保單位負責監督管控4.4 研發單位負責制定可靠度詴驗5 作業內容5.1 無鉛治具制定–舉凡生產用治具、模具皆由工程單位向供應商索取樣品後移交至品保單位, 由品保單位統一送到公證單位進行檢驗, 待檢驗合格後由工程單位下單給採購通知廠商製作, 而該份檢驗合格報告有效期限為一年由品保單位歸檔紀錄追蹤並每年抽測 1 pcs送樣檢驗。
5.2 無鉛物料制定5.2.1 錫膏- 由工程單位向供應商索取樣品後移交至品保單位, 由品保單位統一送到公證單位進行檢驗, 待檢驗後由品保各相關單位通知是否合格, 而該份檢驗合格報告有效期限為一年由品保單位歸檔紀錄追蹤並每年抽測500g送樣檢驗。
5.3 無鉛製程制定–工程單位須在SOP內詳述機種是有鉛或是無鉛產品, 便於產線上能清楚區別,並協助製造單位規劃廠內有鉛生產區與無鉛生產區。
5.4 廢棄物回收制定5.4.1 廢棄物定義–舉凡過期錫膏或與錫膏接觸後不可使用之抹布、手套、膠筒、針頭等等工具…5.4.2 回收容器標示–回收容器上須清楚標示為: 一般廢棄物, 危險可回收廢棄物(無鉛) , 危險不可回收廢棄物, 等三種5.4.3 廢棄物回收–丟棄危險廢棄於回收筒須填寫廢棄物管制一攬表5.5 錫膏區隔5.5.1 錫膏容器上須貼上有鉛錫膏或無鉛錫膏標示且分開擺放5.5.2 存放錫膏的冰箱須標示出有鉛存放區與無鉛存放區5.5.3 錫膏追溯性:產線上領用錫膏時須於《錫膏用量管制表》填寫上機種名稱、制令單編號、供應商批號、流水序號、使用時間、…等,以有效追溯到供應商。
SMT制程无铅管制办法

SMT制程无铅管制办法1.0目的。
控制不良品,保障公司的无铅制程的顺利进行。
2.0使用范围本公司所有无铅制程。
3.0 内容3.1 SMT车间3.1.1 锡膏的管制:A锡膏的储存:所有无铅锡膏都必须有特殊的标识有铅锡膏区分,并且单独用冰箱保存,保存的条件:0℃-10℃的温度下密封保存,有效期为6个月。
(注:新进锡膏在放冰箱之前贴好状态标签,注明日期并填写《锡膏、红胶进出冰箱管制表》; 生产结束或因故停止印刷时,钢网板上剩余的锡膏或红胶放置时间不得超过1小时B 锡膏的使用:回温:将原装锡膏瓶或红胶从冰箱取出后,在室温21℃-27℃时放置时间不得少于4小时,使之充分回温之室温为宜注意最长的回温时间不得超过八小时,并在锡膏瓶或红胶瓶的状态标签纸上写明解冻时间,同时填好《锡膏、红胶进出冰箱管制表》;锡膏搅拌手工:用搅拌刀按同一方向搅拌5-10分钟,以合金粉与助焊剂搅拌均匀为准。
自动搅拌机:按照《AV30锡膏搅拌机作业指导书》方法进行。
在使用时仍需用手工按同一方向搅动1分钟使用环境: 温度范围:21℃-27℃湿度范围:30%-65%使用投入量:半自动印刷机,印刷时钢网上锡膏成柱状体滚动,直径为1-1.5mm即可。
使用原则:新锡膏开瓶后必须八小时内使用完毕,如果未使用完则必须报废3.1.2 无铅产品的生产原则上需要固定生产线生产,如果是试产不能固定生产线则必须要求在生产之前培训该生产线所有作业员工,使之了解无铅产品与有铅产品的异同及其注意事项3.1.3 无铅印刷:印刷无铅产品之前必须将印刷机的刮刀、钢网、搅拌刀清洗干净,上面不能任何残留物,并且注意无铅印刷的工艺参数与有铅工艺参数不尽相同,印刷时须重新设定工艺参数;印刷完毕后须检查印刷质量以保障流入下工序的都是良品;3.1.4 贴片:因为无铅锡膏的表面张力教大,所以贴片要求贴准确,不能有偏位等不良;3.1.5 回流因为无铅锡膏的融点温度高所以温度曲线及设定有所不同,我公司采用的无铅合金为SN 96.5% Ag 3.0% Cu 0.5%融点温度为217度;结合我公司的产品对温度曲线的要求为:A 预热温度:室温——140度的升温速度为 1.5-3度/秒; B 恒温:140——170度的时间为60-150秒 C 170——217度的时间设定为20-50秒 D 峰值温度 230-240度 E 217度以上的时间设定为40-60秒3.1.6 QC检验由于无铅焊接的焊点表面比较粗糙,外观检验的标准必须单独有一套检验标准区别有铅检验标准,由于无铅制程在我公司是首次导入,如果生产时还没有无铅检验标准,则可以按照我司现有的有铅检验标准的下限值检验无铅产品;3.1.7 不良品的维修由于无铅锡膏的融点温度较高,所以在无铅不良品维修时必须更换高温烙铁嘴,烙铁温度也必须调高至380-400度;并且维修时注意使用无铅焊锡丝;3.2 板卡车间3.2.1焊膏与助焊剂的管制所有无铅焊膏与助焊剂都必须有特殊的标识区分以便与有铅锡膏、助焊剂;建议分开保存,保存条件:无铅焊膏必须保存在干燥通风的环境下, 助焊剂必须保存在密封的容器中,环境要求干燥通风.3.2.2 波峰焊由于无铅焊膏的融点温度高及其润湿性差,对助焊剂的要求不一样,所以它相应的对波峰焊参数也不一样,管控要求为:A 预热温度:100+/-10度;B 锡槽的温度为260+/-5度 C 浸锡时间约5秒内 D 松香流量为50 E 最高温降到150度的时间不得超过10S3.2.3 QC检验由于无铅焊接的焊点表面比较粗糙,外观检验的标准必须单独有一套检验标准区别有铅检验标准,由于无铅制程在我公司是首次导入,如果生产时还没有无铅检验标准,则可以按照我司现有的有铅检验标准的下限值检验无铅产品;3.2.4 不良品的维修由于无铅锡膏的融点温度较高,所以在无铅不良品维修时必须更换高温烙铁嘴,烙铁温度也必须调高至380-400度;并且维修时注意使用无铅焊锡丝;3.3 物料及成品的管控3.3.1 由于无铅产品要求是整个产品中铅的含量小于1000PPM,因此要求产品中使用的物料、外包装材料、辅料等都要求是无铅;3.3.2所有无铅物料及产品都必须有其特定的物料编码系统以区别有铅物料及产品,并且物料及产品的外包装上必须有无铅标识;3.3.3 无铅物料及产品的存放都必须单独的仓库存放,它的储存条件跟含铅物料及产品一样,并且必须要一套单独的管理系统或者同一系统中将其单独跟含铅物料及产品区分开;4.0 实施日期:自发布之日起实施!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的:为使SMT无铅生产作业流程顺畅,及确保产品的品质保证,同时使所有参与者有流程可以遵循。
2.范围: SMT以及各相关配合单位均属之
3.权责:SMT课
4.定义:无
5:作业说明:因SMT产线不分无铅制程专线,故制订出一套通用的作业流程。
各单位的作业人员必须严格按照此流程来执行。
5.1:备料:划分出指定区域用于无铅材料的发放,物料組人員在发无铅材料時,要在
材料上要贴有无铅标签已便区分。
无铅锡膏与有铅锡膏应分开置放,标示明确,不同型号的无铅锡膏应该要标
示明确
5.2:领料:在无铅产品生产前由产线领班依照无铅制程点检表(见附档)進行点检点检
无异常后方可生产。
(备注:在无铅制程中所使用的锡膏,锡丝,助焊剂必须和
客戶确认的规格一致)。
产线物料放置:生产无铅产品前需将产线所有的有铅产品及与有铅产品相关的物品清除干净。
所有的无铅材料必须用颜色来划分区域放置。
5.3:印刷:在印刷中所使用到的锡膏,搅拌刀,钢网,刮刀及清洗剂都为无铅专用,必
须贴有无铅标签。
印刷机内部必须清洁干净(包括传输皮带,顶PIN)。
印刷机作业人员必须核对钢板上的产品名称,版本,钢板厚度,印刷不良的PCB必须用无铅专用的无尘布清洁。
5.4:贴片:在贴片中的顶PIN及传输皮带必须清洁干净,所使用的吸嘴为无铅专用,
必须贴有无铅标示。
贴片所使用到的材料必须有指定区域放置。
产线作业人员在对
料时必须注意每一盘料上有没有无铅标示。
5.5:回焊炉:生产无铅产品时必须将轨道的链条,炉膛清洁干净。
产线技术员应随时注意回焊炉的溫度是否正常,链条速度是否运转正常,以免因温度及链条速度不正常,而导致产品的不良。
本公司无铅制程的标准炉温为:
a: 升温区斜率:1--3℃/SEC以下
b: 恒温区:110℃---190℃的时间为60----120SEC
c: 超过220℃以上的时间为30----60SEC
d: PEAK TEMP: 240±5℃
e: 降温斜率为4---6℃/SEC
5.6:后检:后检需划分出无铅产品指定位置,放置PCB的上板架及周转台车必须贴上无
铅标示,以免与有铅产品产生混淆。
5.7:维修:维修时使用的烙铁(370--400℃),锡丝,助焊剂,静电毛刷,镊子及所使用
的各种治具必须为无铅专用(有无铅标签)。
必须划分出区域专门维修无铅产品。
维修台必须保持清洁干净(没有残留的锡渣)。
5.8:SMT的半成品放置:划分出指定区域来放置SMT所生产出来的无铅产品的半成品。
并且在状态单上注明为无铅产品。
5.9:成品送验:无铅产品应与有铅产品区分开送验。
并在送验单上注明为无铅产品。
注意事项:
⑴:无铅PCB在拆封后必须在24小时内完成SMT的全制程。
⑵:无铅PCB在拆封后,未能立即上线生产,必须放入防潮箱。
⑶:无铅产品在生产时,必须打开氮气,防止氧化。
⑷:无铅产品在投产时须以单包逐一拆封方式投产,务必减少PCB外嚗时间。
⑸:无铅产品产出后在状态单上标明生产顺序及时间,以落实先进先出的原则。
附件:
生产制程<有铅v.s 无铅> 生产治工具/设备比较查检表:。