1、CS夹层式结构2、滑雪板底烧结板底
建筑人造板的新产品—单板层积材

热压 热 压 生 产 线是单 板 层 积材 生产线设备投 资 最多 的部 分 数较少 有
2
、 。
4
、
单板 层 积 材 的生 产 成 本 与结构 用胶 合板 相似 剂
、 。
实 际 生 产成 本 因 各 厂 木材 原 料
。 。
胶枯
42 4
,
与胶合 板热 压 机相 比
(
,
单板 而层
劳力等 费 用 而 异
4美 元
e
t
r u e
t
n
u
w
d f
o r
e r e
a
d mp
五e
s
u
r
r e etn Nhomakorabear u e
tu
r e
o
o
t
o
m p
p
。
o
it
n
e s
N
a
r
w
e
t t
s
.
e e
h
dlo g id di
r e n
s
d
o
it d
e s
.
p
s
o
e e e
di
r e
g
s
473 59 i
e
F
-
心 七 x
a
n
d i g
o r e s
o o
t
e
d
v e
n
e
e
r
lu m b
w a y
o o
2
P
e r r
。
Da
r r e
ll
pi
e
600t套筒窑培训资料
600t/d贝肯巴赫环形套筒窑
生产工艺
1、贝肯巴赫环形套筒窑的主要特点
1.1设备配备了带TF监控系统的最先进的 自动控制系统, 使贝肯巴赫环形套筒窑 生产更加稳定,操作更为简便。
1.2由于贝肯巴赫环形套筒窑是负压生产, 利于环保。
1.3设备作业率高。 1.4石灰石原料、燃料及产量灵活可调。 1.5生产出的成品灰具有活性度高、二氧
用于预热驱动空气的一定量的废气(30%),经由悬挂 的上内筒(5)抽到热交换器。废气换热后温度降至300℃ 左右。下内筒(6)带有用于输导热回流气的入口和导管。
上、下内筒为双壁夹层钢结构,衬有耐火砖,由空气冷 却。被预热的空气从下内筒出来后,穿过嵌在7个上部拱桥 的7个冷却管(17),汇集到环形导管(18)中,然后作 为二次燃烧空气进入烧嘴(20)中。
01.12.03.02
01.12.03.03
01.12.03.05
01.12.04 01.12.05
数量 1套
7 7 14 14 1套 1套 1套 1 1套 1 2
1
1套
1
1
1套 1
集成式中央液压站 喷射管 喷射器挠性钢管 燃气烧嘴 烧嘴控制箱 阀门及过滤器 燃气燃烧系统的压力计和流量孔板 挠性钢套管 热值测量及控制设备 气流调节器及蝶阀 液压单元, 带中央液压系统 窑顶石灰石料位控制 带PLC的工艺盘
废气风机 1台 型号:LH-A-AR236SW(IDF);流量: 65,000Nm3/h;工作温度:250℃;设计温度:300℃; 静压:1150Pa;变频电机功率:710KW 690V 50Hz 布袋除尘器型号:LCM-G-3248全过滤速度0.87 m/min, 过滤面积3248 m2,工作温度180℃,过滤袋材质:P84 除尘风机1台 LH-FR193F(IDF) 流量:约110,000Nm3/h; 工作温度:180℃;静压:2500Pa;
船舶双层底分段装配
摘要分段式有零部件组成的船体局部结构,是船体装备配焊接工作中的重要组成部分,而双层底分段是船体底部的重要保证,其质量好坏安装进度将严重影响整个船体的建造以及船舶的航运。
由于本厂从2009年9月至2010年1月期间建造的基本都是集装箱船,所以本课题主要是对1000TEU的集装箱船的双层底分段的装配进行研究。
通过分析船体分段装配的标准工艺过程和船体的建造方法,以及分段建造质量的好坏和尺寸精度的控制来分析该1000TEU集装箱船的双层底分段的装配工作。
关键词部件组装焊接工艺装配精度建造质量密性检验AbstractSegmented composed of hull parts, is equipped with local structure with hull welding work is an important part of the double bottom block, and is an important guarantee of hull bottom, its quality installation schedule will seriously affect the ship hull building and shipping. Since the factory from 2009 September January 2010 were built during the basic container ship, so this topic is mainly to the container ships of 1000TEU assembly of double bottom block. Through the analysis of the standard of block assembly process and hull building method, and the construction quality of subsection and precision analysis to the control of 1000TEU this container ship assembly work double bottom block.Keywords: Assembly Welding process Fabrication accuracyConstruction quality tightness test目录摘要 (2)英文摘要 (3)目录 (4)一论双层底分段的装配 (5)(一)双层底分段介绍 (5)(二)双层底分段流程 (6)(三)双层底建造工艺 (7)(四)双层底分段装焊 (10)二分段矫正及检验 (12)(一)分段装配完工后的矫正 (12)(二)焊接过程中的检验 (13)(三)分段完工后的检验 (14)三分段建造工艺结论 (15)致谢 (17)参考文献 (18)论船舶双层底分段的装配一论双层底分段装配(一)双层底分段介绍双层底分段一般是指货舱的底部分段,其内底板又可分为平直的,舭部向下折角,舭部向上折角,以及阶梯状等四种,由于双层底分段的结构形式,通常建造方法有正身建造及反身建造,而大多数船厂都采用反身建造,此方法简单,翻身次数少,危险性小,同时也增加了产品效益,分段图如下所示:1-1双层底分段(二)双层底分段流程以内底板为基准,制作胎架→内底板拼板→刨槽→焊接、局部矫正→划纵、横骨架线→安装纵、横骨架→(可采用分离装配法或混合装配法)→焊接→矫正构架变形→(修顺构架底部型线)→装外板→焊接→装焊吊环→划出分段中心线及检验肋位线→检验与测量→脱离胎架吊出翻身→焊接外板上构件的部分角焊缝,同时进行内底板封底焊→火工矫正→完工测量→焊缝密性试验及透视→分段完工分段流程基本图片如下:1-2 内地板拼装与划线 1-3安装纵横骨架1-4分段预舾装 1-5分段拼装好后盖1-6分段翻身 1-7吊离胎架(三)双层底建造工艺1双层底分段反身建造的胎架:因双层底的内底板是平面,一般在设计时要根据分段平面图而做,1-8分段平面图建造分段胎架则还要考虑甲板梁拱,通常胎架的基准面是平面或带梁拱,若考虑焊接变形的影响,要作相应的反变形措施:双层底分段反身建造,在胎架上焊接后的横向变形往往是两舷向外翘曲,纵向亦有两头向上翘曲的变形,故需在胎架上作出相应的反变形措施。
NIKE鞋类技术科技介绍
NIKE鞋类技术科技介绍作者:nomarkNike鞋类技术■外底材料▲BRS1000碳素纤维橡胶在制作橡胶的过程中,加入碳素纤维材料或碳单质粉末。
这种橡胶耐磨、抓地力好,但是剧烈摩擦时会在地面留下黑色印记。
多用于跑鞋。
▲Non-marking无痕橡胶和BRS1000相反,不进行掺碳工艺,不会在地板上留下Nike鞋类技术■外底材料▲BRS1000碳素纤维橡胶在制作橡胶的过程中,加入碳素纤维材料或碳单质粉末。
这种橡胶耐磨、抓地力好,但是剧烈摩擦时会在地面留下黑色印记。
多用于跑鞋。
▲Non-marking无痕橡胶和BRS1000相反,不进行掺碳工艺,不会在地板上留下痕迹。
多用于篮球鞋。
▲Solid Rubber硬橡胶由60%的人造合成胶及40%的天然橡胶压缩而成,耐磨性较好,是多数篮球鞋的外底材料。
▲Duraon橡胶一种人造软橡胶,质地轻,有一定避震效果,抓地力较好。
▲DRC耐磨硬橡胶以硬橡胶为主的合成橡胶压缩而成,耐磨性佳。
部分网球鞋使用这种橡胶。
▲Gum Rubber生橡胶以天然橡胶为主要原料,人造橡胶为辅压缩而成,柔软,韧性好。
▲Sticky Rubber软橡胶以天然橡胶为主,用在某些多功能鞋、有氧运动鞋、运动拖鞋的鞋底,具有较好舒适性及抓地力。
耐磨性较差。
■外底纹路设计▲Waffle华夫外底多用于跑鞋及全能鞋的前掌,具有很多突起的摩擦块,具有极为适合跑步的的抓地力,并可分散冲击力,使跑动更为舒适。
▲Herringbone人字型外底篮球鞋最为经典的外底花纹,具有在各个方向上均衡、出色的加速、急停、变向效果。
不会增加鞋子高度,使球鞋更为稳定。
适用于比赛的大多数位置。
▲Circle圆形外底纹路篮球鞋外底纹路,多以前脚掌偏内侧为圆心,使转向更加灵敏、省力。
较为适合内线大个子球员。
▲G-Tek山羊抓地力外底用于越野跑鞋,彷造山羊蹄的构造所设计的外底,具有良好的抓地力。
▲Flex Grooves弯曲凹槽设计多用于跑鞋前脚掌及后脚跟外侧(劈口),使关节易于弯曲,减少运动中浪费的能量。
第二章 3 陶瓷材料的结构增韧(共52张PPT)
(3) 纤维及高分子夹层材料
此类材料有碳纤维、芳纶纤维,环氧树脂等。纤维织物与聚 合物的层状复合材料是一种传统复合材料,技术和理论都比较成 熟,但将其作为夹层材料应用于陶瓷增韧时间不长。纤维、高分 子等软相材料作为烧成后的陶瓷薄层基体材料的夹层材料具有很 好的止裂能力。文献试制了Al2O3/芳纶纤维增强环氧树脂复合材 料,使断裂功提高了80倍。其夹层材料参数是:Kevlar-49芳纶纤 维预浸环氧树脂胶,含胶量50%,层厚0.18mm。
1988 年 , Coblenz提出了纤维独石结构 (fibrous monolithic structure) 。 纤维状的胞体以一定的方式排布 ,中间间隔有很薄的界面层 ,结合成一个
块体的结构材料 。 近年来提出将这种结构引入到先进陶瓷基复合材料的设 计与制备中 。 纤维独石陶瓷由于其优异的力学性能,特别是高的断裂韧性 与断裂功 、极高的抗热冲击破坏能力 、 较高的断裂强度 、 良好的高温抗 蠕变性能 、 独特的三维微结构排列等优点已经引起国内外科技工作者的广 泛关注和研究 。
主要影响因素:
〔1〕纤维前驱体直径
〔2〕结构单元的强化 〔3〕界面层的结合强度
〔4〕纤维排布方向
2、仿贝壳结构特征的层状结构陶瓷材料
2.2层状陶瓷增韧思想的提出
近年来,围绕着改善陶瓷材料韧性的问题,国内外进行了大量的研 究工作,其中采用层状复合结构设计进行陶瓷增韧就是其中的方法之一。
陶瓷的层状结构思想来源于大自然中贝壳等生物材料结构的启发。研究发 现,贝壳中珍珠层的结构与抹灰砖墙结构相似,是由一层层超薄的碳酸钙通 过几十纳米厚的有机蛋白基连接在一起,如图2.1所示,其中碳酸钙约占体积 的95%,有机物只占5%,但这5%的有机物的存在却引起了碳酸钙力学性能的巨
华为企业交换机渠道销售策略指导手册
适用范围&修订记录
适用范围:适用于全球所有经华为企业业务认证的总经销商、一级经销商(VAP)及二级经销商, 以及所有其他华为客户
修订记录:
录
1销售一指禅 (4)
1.12013交换机版本 (4)
1.2销售策略 (5)
1.3分销策略 (5)
1.4关键场景销售策略 (6)
1.4.1园区场景机会点 (6)
1.4.2传统数据中心场景机会点 (6)
1.4.3政府行业机会点(中国区使用) (7)
1.4.4大企业机会点 (8)
1.4.5金融行业机会点 (8)
2可销售产品 (9)
2.1S X7交换机全景图 (9)
2.2可销售清单及关键亮点 (9)
2.3框式板卡销售状态 (17)
3销售策略 (20)
3.1框式销售策略 (20)
3.1.1框式交换机竞争打法 (20)
3.1.2框式单板场景定位 (20)
3.2千兆盒式交换机定位 (24)
3.3百兆盒式交换机定位 (26)
3.4SMB定位 (27)
4销售约束 (28)
4.1产品销售约束 (28)
4.1.1S9700 (28)
4.1.2S7700 (30)
4.1.3S5700配置注意事项 (32)
4.1.4S3700配置注意事项 (33)
4.1.5S2700配置注意事项 (34)
5附录 (34)
5.1信息获取途径 (34)。
关于滑雪
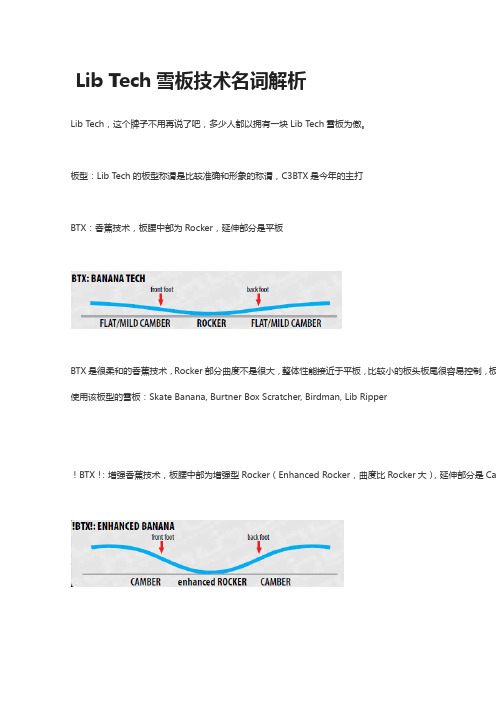
Lib Tech雪板技术名词解析Lib Tech,这个牌子不用再说了吧,多少人都以拥有一块Lib Tech雪板为傲。
板型:Lib Tech的板型称谓是比较准确和形象的称谓,C3BTX是今年的主打BTX:香蕉技术,板腰中部为Rocker,延伸部分是平板BTX是很柔和的香蕉技术,Rocker部分曲度不是很大,整体性能接近于平板,比较小的板头板尾很容易控制,板使用该板型的雪板:Skate Banana, Burtner Box Scratcher, Birdman, Lib Ripper!BTX!:增强香蕉技术,板腰中部为增强型Rocker(Enhanced Rocker,曲度比Rocker大),延伸部分是Ca中间的比较大Rocker提供了很大的浮力,接触面积很小,玩花样非常的灵活,板腰以外延伸出去的Camber提时的控制能力,刻在冰上也能保持压力,是能兼顾滑行和花样的板型,比较小的板头板尾,配合比较大的Rocke 该板型的雪板:Cygnus, Banana MagicEC2BTX:Elliptical Camber 和Rocker的混合,和BTX很像,板腰中部为Rocker,延伸部分是椭圆曲面EC2BTX是C2BTX和BTX之间的产物,性能也介于两者之间,比C2BTX要温和,比BTX要有力量,滑行起来也两端的传导性和稳定性,使用该板型的雪板:Attack BananaC2BTX:强力香蕉,Rocker和Camber的混合体,强力香蕉比增强型香蕉曲度更大,接触面积更小Power Banana,称之为强力香蕉是因为它使用的Rocker和Camber的曲度都很大,从而产生的能量也会更大头板尾提供了强大的动力、弹性、到两端能量的传导性和稳定性。
能够在回转中提供超强的抓握能力,在弯道更用该板型的雪板:Travis Pro, Lando Phoenix, Skunk Apes, Snow SkateXC2BTX:C2的改进版,Camber部分的曲面向着中间的Rocker部分靠近,造成固定器位置处在Camber的拱是C2的短版,改进版,特点是固定器的位置在Camber的拱顶,提供了比C2更多的板头板尾形状,增强了可靠TRSC3BTX:这是一种Camber占主导的香蕉技术,整体看上去是一个Camber,只在板腰部位有一个曲度不大的鸥翼板型。
cs板_钢丝网架聚苯乙烯夹芯板
简介CS板为钢丝网架水泥聚苯乙烯夹芯板的二次开发产品,是集承重(围护)、保温、隔音一体化的新型建筑结构材料,是由华声(天津)国际企业有限公司与中国天津大学合作,用19年时间从基础理论研究,到生产制造和工程应用,进行了研发。
将传统非承重的钢丝网架夹芯板研究开发成承重结构体系,研制出具有自主知识产权的以“四节一环保”和工厂化房屋为特色,集承重、保温、隔音于一体的CS板系列构件和CS板结构建筑体系。
CS板结构建筑体系“CS板结构建筑体系”(简称:“CS体系”)是华声(天津)国际企业有限公司与天津大学产学研相结合,由实验研究到生产制造和工程实践,经过19年的发展而研发成功的具有自主知识产权的最新科技成果。
2006年,公司被中国建设部列为“中国建设科技自主创新(建筑节能•房屋结构体系)优势企业”。
2007年,“CS板式结构住宅体系”被列为“天津市绿色建筑示范建设项目”实现了第一次商品化。
此前,中国建材报、天津日报、天津新报、天津电视台和中国《建筑科学》、《墙改与节能》、《施工技术》等媒体、刊物,曾多次报导“CS体系”的先进技术和社会、经济效益。
“5•12”四川汶川特大地震后,“CS体系”已入编建设部“灾后重建适用技术手册”,由中国建筑工业出版社出版、发行。
“CS体系”作为建筑前沿科技,已引起国内外业界的关注。
CS板的构造CS板是在工厂制造。
根据使用功能的需要,采用不同规格的高强度镀锌钢丝以专有技术焊接成各种结构形式的三维空间网架,中间填充阻燃型聚苯乙烯泡沫塑料(或岩棉)形成一个刚性整体,即CS系列钢丝网架夹芯板。
根据设计要求,在板中配置预应力钢筋或普通钢筋,然后在夹芯板两边浇注细石混凝土面层,配置相应埋件、管线,形成以三维空间钢丝网架混凝土作支承,内填保温(隔热)材料完整的轻质夹芯板材,即CS板。
其工程施工方式有两种:工厂预制现场装配和工厂预制CS网架夹芯板运往工地组装成形后浇筑(喷射)细石混凝土(或水泥砂浆)面层形成整体构件CS板与国内外同类产品的区别80年代中期,国内引进美国的“泰柏板”,随后引进韩国的“舒乐舍板”等均属类似板材。
复合材料术语大全
复合材料术语大全热压罐autoclave一种为固化树脂基复合材料制品按要求可提供加热和加压环境的密闭设备。
热压罐属于高压容器,通常由罐体、真空泵、压气机、贮气罐、控制柜等组成。
罐内的温度由罐内的电加热装置提供,压力由压气机通过贮气罐进行充压。
通常情况使用空气,只在较高温度下使用氮气、二氧化碳等气体。
热压罐成型autoclave moulding热压罐成型是将复合材料毛胚、蜂窝夹芯结构或胶接结构用真空袋密封在模具上,置于热压罐中,在真空(或非真空)状态下,经过升温→加压→保温→降温和卸压过程,使其成为所需要求的先进复合材料及其构件的成型方法之一。
用热压罐成型的复合材料构件多应用于航空航天领域等的主承力和次承力结构。
该成型工艺模具简单,制件密实,尺寸公差小,空隙率低。
但是该方法能耗大,辅助材料多,成本高。
热塑性复合材料缠绕成型filament winding of thermoplastic composite是热塑性复合材料的成型方法之一。
该方法是将已浸有热塑性基体树脂的纤维束或带缠绕在芯模上,同时用高能束流对缠绕点现场实施快速加热熔融,随着缠绕进程,预浸丝束边熔融边硬化。
这种跟踪缠绕丝束熔融、硬化的过程是连续自动的,一般只适合于制作旋转体类的制件。
该方法需要一个能产生高能束流的热源,常用的加热源有激光、热空气、红外线、微波等。
热塑性复合材料滚压成型roll forming of thermoplastic composite是热塑性复合材料成型方法之一。
该方法是用预先加热到软化温度的热塑性预浸料层片连续通过滚压模具成型,过程类似于金属的滚压成型,可实现自动化连续生产,生产效率高,适合大批量生产。
热塑性复合材料拉挤成型pultrusion of thermoplastic composite是热塑性复合材料成型方法之一。
该方法类似于热固性复合材料的拉挤成型,但浸渍工艺和模具与热固性复合材料拉挤成型方法不同。
单板滑雪板怎么选

单板滑雪板怎么选滑雪运动是一项好玩又刺激的健身项目,对于爱好者或者初学者们来说,适当的了解一些滑雪装备的常识对自己进行滑雪也是有一定帮助的。
那么今天就向大家介绍关于滑雪板材料的分类以及一些新手滑雪注意事项的常识,感兴趣的话就和店铺一起看看吧。
滑雪板是滑雪装备中最主要的一个工具之一,下面店铺具体讲解的常识就是关于滑雪板材料的选择。
滑雪板什么材料做的比较好滑雪板选择秘诀一:要注意雪板的类型在选购雪板之前你必须要了解的是单板会分大致三种类型(全能板、公园板、高山板),映射了单板的几种玩法和地形(回转、跳台、U槽、平地花式、BOX、RAIL、高山)。
第一种也是最常见的叫FREESTYLE(全能板),这种雪板在国内用得比较多,相对比较全能在各个方面都有不错的表现,速度和硬度中等,全能板最出色的是在回转、跳台、U槽方面。
第二种叫PARK(公园板),这种雪板可以让你在公园舒服地泡上一天,普遍的公园板都拥有双向板头(TWIN TIP),速度相对较慢,硬度最软,更适用于平地花式、BOX、RAIL。
第三种叫作FREERIDE(高山板),这种板子一般板头较长较宽较薄,板尾较短较窄较厚,这种雪板速度最快硬度最大。
滑雪板选择秘诀二:熟悉雪板的基本参数是挑选滑雪板的重要之处(1)长度属性英文名LENGTH,一般来说,越长的单板越稳定,适合高速滑行,越短的板子越灵活,适合公园和道具上的使用。
但是在哪个范围的长短比较合适呢?将板子立起来,最高不要过你的鼻头,最矮不要低过肩膀。
一般初学者,建议用你的身高减去20cm即可,根据体重和玩法可上下浮动3cm左右,体重较重者可选择向上浮动,体重较轻者可以选择向下浮动。
如果你是一名发烧友,那一块雪板不可能满足你的需求,你至少需要两块雪板,分别在高速滑行比如需要速度的大跳台或者大山上,和公园以及道具上使用的短的板子。
而用来做道具动作的最短的长度,在肩膀左右就是合适的了。
根据国外PRO使用雪板的情况,其实板子的高度和身高关系不是特别的紧密,关键是控制好你的体重,只要你的体重在雪板能承受的范围内,你可以用短的板子体验板子的灵活,你也可以用长板子体验速度和稳定性。
关于室内滑雪场常用保温材料及保温构造
关于室内滑雪场常用保温材料及保温构造一常用保温材料介绍:PIR(Polyisocyanurate Foam)聚异三聚氰酸脂全称Polyisocyanurate Foam,中文名为“聚异三聚氰酸脂”,亦称为“聚异氰脲酸脂”,又称为“聚异三聚氰酸酯泡沫PIR”或者“三聚酯PIR”。
PIR是由异氰酸盐经触媒作用后与聚醚发生反应制成发泡材料,其物理与防火性比一般聚氨酯更为优异。
是一种理想的有机低温隔热材料,具有导热系数小、轻质防震、适应性强。
广泛应用于炼油厂、化工厂、乙烯、化肥、冷库及建筑业保温隔热。
PU(Polyurethane)聚氨酯聚氨酯硬泡体是一种具有保温与防水功能的新型合成材料,其导热系数低,仅0.022~0.033W/(m*Κ),相当于挤塑板的一半,是目前所有保温材料中导热系数最低的。
硬质聚氨酯泡沫塑料主要应用在建筑物外墙保温,屋面防水保温一体化、冷库保温隔热、管道保温材料、建筑板材、冷藏车及冷库隔热材等。
EPS(Expandable Polystyrene)聚苯乙烯聚苯乙烯泡沫板――又名泡沫板、EPS板是由含有挥发性液体发泡剂的可发性聚苯乙烯珠粒,经加热预发后在模具中加热成型的白色物体,其有微细闭孔的结构特点,主要用于建筑墙体,屋面保温,复合板保温,冷库、空调、车辆、船舶的保温隔热,地板采暖,装潢雕刻等用途非常广泛。
XPS(extruded polystyrene) 挤塑聚苯乙烯泡沫塑料与EPS聚苯乙烯泡沫塑料板相比,其强度,保温,抗水汽渗透等性能有较大提高。
在浸水条件下仍能完整的保持其保温性能和抗压强度,特别适合应用于建筑物的隔热,保温,防潮处理。
是当今建筑业物美价廉的施工材料之一。
广泛用于墙体保温、平面混凝土屋顶及钢结构屋顶的保温;用于低温储藏地面、泊车平台、机场跑道、高速公路等领域的防潮保温。
酚醛(Phenol Formaldehyde,简称PF酚醛保温板是以酚醛树脂和阻燃剂、抑烟剂、固化剂、发泡剂、及其它助剂等多种物质,经科学配方制成的闭孔型硬质泡沫塑料。
低碳低硅钢SPHC精炼工艺实践
图 1 同脱 氧工艺 R 不 H精炼结束后 T. O含量
3- . 2降低 R 1 H铝氧加热率 R H真空精炼过程 , 若钢包蓄热不饱和 , 真空槽 烘烤温度得不到保证 、 转炉出钢时间提前而延长 R H
・
3 ・ O
《 碳低 硅钢 S H 低 P C精 炼工 艺实践 》
工 序 时 间 、钢水 循 环 流量 控 制 不 当 等 因素 ,钢水 精
种属于低碳低硅铝镇静钢 ,该钢种成分设计见表 1 。
表1 S H P C化学成分设计 ( ) %
・
2 ・ 9
《 低碳低硅钢 S H P C精炼工艺实践 》
从 表 1 以看 出S HC 可 P 钢种 的主要 特 点 :
B F L + C O + H C 生产 工艺 , 工艺 效果 见 O + F C 、B F R + C 其 表2 。不 同生 产工 艺实 绩表 明 ,C S A 精炼 结束 后钢 中 TO 量较 高 ,连铸 浇注过 程 中A , 塞 中包 水 口 , .含 1 堵 O 连 续浇 注仅 4 7炉而 被迫 中断 生产 ,打破 “ ~ 一罐 制 ” 钢 铁界 面 平衡 。L 精 炼 过程 中 ,钢 水增 硅 、碳 得 不 F 到有 效控 制 ,硅或碳 成分 出格 综合 炼成 率仅 7.%, 5 6 因钢种 改 炼 而 中断铸 坯 热 送 ,严 重 时轧 钢 断坯 料 , 依 然打破 “ 一罐 制 ”钢 铁界 面平 衡 。R H精炼 结束 后 , 钢 中TO 定控 制在 3 .稳 5×1 0 以下 ,彻底 解决 了中包
专. 敞 黾
CI E SC T CHN L O OG Y
低 碳低 硅钢 S H P C精 炼工艺实践
何 宏侠 高祝 兵 陈露 涛
复合材料夹层结构泡沫芯材的性能特点和应用
复合材料夹层结构泡沫芯材的性能特点和应用作者:胡培的博客发表于:2010-01-06 09:06:16 点击:1817复材在线原创文章,转载请注明出处胡培赢创德固赛(中国)投资有限公司上海分公司陈志东博士赢创德固赛(中国)投资有限公司上海分公司摘要:上世纪80年代末,航空公司首先提出飞机结构中应当避免使用蜂窝夹层结构,因为在使用过程中,其表面容易发生损伤,产生显微裂纹并浸入水分。
另外,蜂窝也不适用于液体树脂注射工艺。
文章对复合材料夹层结构中常用的芯材做了简单对比,列出了泡沫夹层结构在结构方面、工艺方面和长期使用过程中的优势,介绍了目前航天航空结构,特别是无人机结构中应用最广泛的PMI泡沫的特点和应用实例。
结合多孔固体的结构特点和国内外最新研究和实践,简单的论述了泡沫芯材的发展趋势。
关键词:泡沫,蜂窝,夹层结构一、前言在航天航空、交通运输结构的设计中,要求构件尽可能轻而不损失强度是对设计人员的最大挑战。
在保证强度、刚度的同时,还要求所设计的薄壁结构在承受拉、压及剪切载荷的综合作用下不失稳。
过去传统的飞机结构设计方法仍在一些范围内使用,通过用长桁和肋/框组成纵、横向加强件来提高板的稳定性。
实际上,某些次结构也可以使用夹层结构设计来满足强度、刚度要求,例如蒙皮、舱门、口盖和翼身整流罩等。
夹层结构的夹芯通常采用蜂窝或泡沫芯材。
二、复合材料夹层结构芯材介绍在设计时,对于面板考虑的主要因素是材料的强度和刚度,而对于芯材,考虑的主要因素是最大幅度的减轻重量。
在飞机结构中芯材通常使用铝蜂窝、泡沫或NOMEX®蜂窝,如图1所示。
铝蜂窝或NOMEX®蜂窝具有压缩模量高和重量轻的优点,它们是飞机结构广泛使用夹芯材料,通常与碳/玻璃纤维预浸料一起使用。
常见的结构有机翼前缘、方向舵、起落架舱门、翼身和翼尖整流罩等。
尽管蜂窝夹层结构在性能上比金属板金结构有突出的优点,但是航空公司还是在积极寻找其替代材料,因为蜂窝夹芯材料在使用过程中需要高昂的维护修理费用。
工艺总方案

生产测试和工艺总体方案(仅供内部使用)编制:审核:会签:批准:修订记录文件的版本号由“v ×.×”组成,其中:a)小数点前面的×为主版本号,取值范围为“0~9”。
文件进行重大修订时主版本号递增1; b)小数点后面的×为次版本号,取值为“0~9,a~z”。
文件每修改一次时次版本号递增1;主版本号发生改变时,次版本号重新置0;c)未批准发布的文件版本号为v0.×版,批准发布时为v1.0版。
当主版本号发生改变时,前面只有次版本号不同的修订记录可以删除。
目录1引言 ............................................................................. ........................................................................... 4 1.1 1.2 2编写目的.............................................................................. ................................................... 4 预期的读者和阅读建议 ............................................................................. . (4)术语、定义和缩略语 ............................................................................. ............................................... 4 2.1 2.2术语、定义.............................................................................. ............................................... 4 缩略语 ............................................................................. . (4)3 4产品概述 ............................................................................. ................................................................... 5 工艺 ............................................................................. ........................................................................... 5 4.1 4.2 4.3 4.4工艺分析.............................................................................. ................................................... 5 工艺路线.............................................................................. ................................................... 5 工艺流程.............................................................................. ................................................... 5 工艺防护要求 ............................................................................. ............................................ 5 4.4.1 4.4.2 4.5环境要求 ............................................................................. ............................................ 5 操作要求 ............................................................................. .. (5)加工控制.............................................................................. ................................................... 5 4.5.1 4.5.2 外协件.............................................................................. ............................................... 5 自加工.............................................................................. .. (5)4.6 4.7 5关键工序控制 ............................................................................. ............................................ 6 工装 ............................................................................. .. (6)生产测试 ............................................................................. ................................................................... 6 5.1 5.2 5.3 生产测试分析 ............................................................................. ............................................ 6 测试要求及装备 ............................................................................. ........................................ 6 首件鉴定.............................................................................. (6)6 7产能分析 ............................................................................. ..................................错误!未定义书签。
雪板的分类
适用技术
野雪滑法,free rider高 手可以玩slope style, 如 果不怕累也可以在机压 雪道上卡搓。
代表厂家与产品
Fischer: Big Stix与Watea(板腰在 110以上产品) APO: Sammy BC,Rocko, Ron系 列 Armada: JJ以上 Nordica: Lanina, Bushywayne, El Paco。 APO: Sammy C, Pro, KAI Pro, Paragon, X Electric, Forward Fischer: Watea系列 Armada:Halo2, Thall, AR7等系列 Nordica: The Ace, Soul Rider, El Paco等系列。
¨
¨
道内板与部 分Side Country skis
¨
¨
¨ ¨ ¨
未来的流行趋势
¨ ¨
随着全球化的走向, 自由滑雪(freeskiing)的人气在国内也呈几何分裂式上升趋势, Freeskiing的子分项公园板,经历了十几年的改进,改进后的公园板都具有适合立 刃滑行的腰线,满足公园道具上跳,转 呲,飞的技巧需求同时,兼顾了雪道滑行 技术所需的雪板特征, Freeskiing的另一个子分项Free ride雪板颠覆了传统的野雪胖板,双rocker+camber的 解构增强了野雪上高速滑行时的稳定,自由滑雪的大牛们可以用这类板子在雪山 上玩Slope style, 自由滑雪(freeskiing)的滑行技巧与传统的道内滑行技巧有很多不同,非常具有反 叛精神,除了身体的大肌肉群之外,对小肌肉群使用要求也比较高,非常适合强 身健体, 滑行技巧除了入门时必要的基础技巧之外,进入高级阶段后可以自由发挥,无拘 无束,可以充分体现人类追求自由的精神! 自由滑雪板最早由美国厂家Line起源,之后在美国及欧洲出现了很多专做自由滑雪 板的小厂家,近几年各大厂家也陆续推出自己的自由滑雪板。
滑雪板板底怎么修补
滑雪板板底怎么修补滑雪板底受到外部力量挤压后,石墨板底材料会整体和布局变形,久而久之就变的不再平坦了,那么滑雪板板底怎么修补呢?今天店铺给大家分享一些滑雪板板底怎么修补的相关知识,希望对大家有所帮助。
一、滑雪板板底的修补材料由于将修补材料加热到融化,必然会改变分子结构,破坏分子链的长度,所以所有的修补材料都是extruded(挤压) 材质,而非sintered (烧结)材质(补片例外)。
另外,黑色的修补材质并不意味着其中含有石墨成份(graphite),只不过是染成黑色的而已。
不过,由于修补的面积一般而言都不大,所以其实也并不需要特別在意修补材料与原來板底材质有所不同。
Tognar 提供不同硬度及外观的修补材料,而修补材料的硬度直接影响修补的效果及持久性。
也就是说,像repair candle 这种比较软的修补材料比repair ribbon磨损的快,你可能会需要重复进行修补工作。
Tognar 所提供的修补材料有ribbon、Techo stix、string、candle 及 copolymer 等,各有不同的修补方法。
例如 ribbon 需要用专用熨斗加热融化、Techo stix 需要像热溶胶枪一样的 pistol、string 则用像烙铁或电焊笔一样的 iron 工具进行修补,candle 则用火柴就可以搞定。
使用与板底材质硬度接近的修补材料来进行修补,当然比较理想。
当然也有例外的状况,例如当刮痕就在板刃边上时,建议使用的修补材料是最软的copolymer,因为它对金属的附着能力较高。
也因为较软的修补材料于较浅的刮痕反而有较高的附着能力,所以修补时,可以考虑在较浅的刮痕处采用用较软的修补材料,而较深的伤痕则改用持久性较高的硬质修补材料。
由于像candle 这种软质修补材料非常容易使用,所以在雪场进行修补时很方便。
但也因为它磨损的比原底板材质快,所以对于较浅的刮痕也许还好,但对于较深的刮痕,可能会因为需要重复的修补,而成为令人头疼的问题。
九年级滑雪板必背知识点

九年级滑雪板必背知识点滑雪是一项充满乐趣和刺激的户外运动,而滑雪板则是滑雪过程中必不可少的装备之一。
了解滑雪板的基本知识和技巧,对于进行滑雪运动至关重要。
本文将为大家介绍九年级学生在滑雪板上必背的知识点。
第一部分:滑雪板的构成滑雪板通常由以下几个部分构成:板身、扣板和底材三大部分。
板身:滑雪板的主体部分,一般由木质或复合材料制成。
根据滑雪板的种类不同,板身的构造和弯曲程度也会有所不同。
扣板:连接鞋带和板身的部分,通常由金属或塑料材料制成。
扣板起到固定鞋带和脚的作用,确保运动员在滑雪过程中的安全。
底材:滑雪板底部直接与雪面接触,通常采用塑料材料制成。
底材上有一层涂层,能够降低摩擦力,提供更好的滑行效果。
第二部分:滑雪板的尺寸和大小滑雪板的尺寸和大小对于滑雪的体验和技巧要求有着重要影响。
长度:滑雪板的长度一般以运动员的身高为基准。
对于初学者来说,选择与身高相近的滑雪板会更容易控制和操作。
宽度:滑雪板的宽度主要取决于运动员的体型和脚的大小。
如果脚较宽,可以选择较宽的滑雪板,这样可以提供更好的稳定性。
弯曲程度:滑雪板的弯曲程度会影响滑雪的灵活性和速度控制。
较大的弯曲程度适合于高速滑行和大转弯,而较小的弯曲程度则适合于低速和小转弯。
第三部分:滑雪板的类型滑雪板根据不同的用途和特点,可以分为以下几类:高速板:适合于高速滑行和大转弯,一般较长且弯曲度较大。
滑地板:适合于在平地上练习基本技巧和动作。
自由式板:适合进行技巧动作和特技滑行,通常较短且弯曲度较小。
深雪板:适合在厚雪地或越野滑行,一般较宽且较长。
滑雪板的选择应根据个人的滑雪经验、技术水平和滑雪场地条件来确定。
第四部分:滑雪板的维护与保养滑雪板的维护与保养是保证滑雪板长久使用和保持良好滑行效果的关键。
底面的保养:滑雪板底材上的涂层会随着时间和使用而磨损。
定期为滑雪板底部加上热蜡涂层,可以减少摩擦并提高滑行速度。
板面的保养:滑雪板的板面需要定期检查和修复,避免出现裂痕和凹陷。
滑雪板板刃制作技术
滑雪板板刃制作技术一、雪板制作方式滑雪板的板刃,我们能看到的是它露在雪板外面的部分,还有一部分是被夹在雪板的板芯上面看不到的部分。
这个部分其实是非常重要的,这个部分的强度,形状,韧性决定了板刃的耐用度。
在说板刃前,先简要的提一下雪板的几种制作技术:1、层压式:又称三明治式,不同的材料一层一层的压在一起再用胶粘住。
通常的从下往上的顺序是:板底,玻璃纤维加强碳纤条,以及减震层,碳复合层,板刃和板芯木材或者复合材料,玻璃纤维加强碳纤条,碳复合层和减震层,最上面的板面材料,然后是对板壁的封边。
这是目前普遍采取的方式,以前由于压制工艺和胶水的问题,三明治板不如包裹式的质量好,因为会开胶。
现在工艺和材料都进步了,所以基本上不再使用包裹式的工艺了。
2、包裹式:用最上层的玻璃纤维从头到尾的盖住板芯,这种方式造出的板边呈圆形。
市面偶尔还能见到这种工艺的雪板。
比较老的单板和一些低端的雪板还在采用这个工艺。
3、盒式:把板芯装入一个无缝的玻璃纤维的外套,再注入环氧树脂。
这种工艺已经不采用了,因为做出的雪板很沉很硬,工艺也比较粗糙。
二、板刃板刃要和板边形状结合起来说明,因为有的板刃是附着在特别设计的板边形状上,共同发挥效果的,所以要结合板边形状来看板刃效果。
我们能够见到的板刃有:1.波浪刃波浪刃:这个其实是靠板边形状产生实际效果的,板刃本身在强度上有特别的考量。
波浪刃是Mervin公司的专利,它的旗下的品牌才允许使用。
波浪刃有两种,一种是应用在Lib Tech和GNU两个品牌里面的不全包边的刃,就是只在板腰延长线附近有板刃,板头板尾的前端位置没有板刃。
还有一种是全刃,应用在Smokin和 Roxy两个品牌里面的全包边的刃。
全部板边都有板刃。
这里面的区别是有其对工艺和性能的考虑在内的,Lib和GNU的半刃是为了波浪刃工艺强度的要求,采用相对较短的单条边刃设计可以有效的增加波浪刃的边刃工艺强度,并且没有板头板尾的前端的板刃部分可以提高波浪刃由中间向两边方向的能量传导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7、可调节前倾角,4mm或8mm
8、在脚踝两侧均置有一块J型泡沫,更好
的固定脚踝
9、INTUTION热定型内胆
自由式滑雪 1、固定值2.5-10.0
4 雪上技巧固 2、站距位高:35mm
13
定器 3、脱离滑片:不锈钢滑片
4、重量:2000g-2300g
1、产品主体一体成型外壳和EPS内壳双层
3200
序 货物名称 技术参数
数量 单价
号
雪上技巧集训队
1、CS夹层式结构
2、滑雪板底:烧结板底
自由式滑雪 3、合金磨砂式滑雪板边刃
1 雪上技巧滑 4、三围:160·165cm/112-66-100mm, 13 6350
雪板 170cm/109-71-99mm
5、旋转半径:160/12.9m 165/13.8m
盔,不易滑落,保证滑行安全;
6、Carbo-glas 镜面防刮防划技术
7、定向散气系统,减少水分凝集,始终
保持清澈视野 1、大容量设计
2、独立干湿分离:外层面料600d防水涤
纶面料,里料600D,耐磨防水聚酯纤维面
5 滑雪板套 料 3、选用聚氨酯作为滚轮材质,静音滚
16 1250 20000 Dakine 175cm
轮,耐低温
4、方便双手搬运,绑带可绑紧板包,外
部两个独立配件仓; (1)带有侧肋骨缓冲防护 6 滑雪护背 (2)马甲款式,贴身剪裁 (3)中央脊柱防护 (4)弹力透气面料
RPG STRAP 16 1350 21600 Rossignol SR-SAS
TEC
1、适合比赛和训练
2、握把区域:硅胶强制握垫,灵活袖
明材料。
9
头盔 2.硬壳技术,IAS 3D调节技术,单体搭 16 1650
扣,FAS绑带,可开闭通风系统,雪镜绑
带固定夹,可拆洗内衬。
3.产地德国。
单板滑雪U型场地
1、被动透气科技
1
U型场地单板 2、科研站抓绒内衬和耳朵套 头盔 3、重量:370g
4、模内结构
8 1250
5、音响设备适配 1、600G核心加Multizone
7 滑雪手套 口,速度系统 3、主要面料:高级山羊皮
Active
16 1650 26400 Zanier
heat
4、手掌面料:高级羊皮(60%尼龙,40
%聚氨酯)
8
雪杖 1、重量:256 g (120 cm)
2、材质:铝合金HTS 6.5,18mm
16 1350
1.半盔,符合EN 1077 B标准,并出具证
41600
Look
P18-MR
自由式滑雪 结构设计,安全高效,薄壁喷射铸造成型
5 雪上技巧头 的热塑性材料,更轻;
13 1500 19500 Giro
通码
盔
2、产品具有立体调节系统良好的通风散
热性能,内衬可拆洗,单手搭扣。 1、双层镜片;P80+防雾;UVA/UVB防护;
2、将自变色因子植入至镜片中的PHANTOM
7、定向散气系统,减少水分凝集,始终
保持清澈视野 自由式U型场地技巧、坡面障碍技巧及大跳台
1、侧切弧度范围: 115° -87° -115°
。
2、重量标准范围: 1600克(161cm长)
- 2000
克(185cm长)。
3、需为适应自由式滑雪U型场地项目要求
150cmX6副
1 滑雪板 的TT完全对称板体。
技术,可以帮助运动员在任何光线下均保
持良好的视野
自由式滑雪 3、使用PHANTOM技术的ESSILOR高清自变
6 雪上技巧风 色偏光镜片
13
镜
4、镜片材质:NXT风挡防爆聚氨酯镜片
5、织带内硅胶防滑设计,使雪镜紧贴头
2200
28600
Oakley Airbreake r
盔,不易滑落,保证滑行安全;
6、Carbo-glas 镜面防刮防划技术
170/17.8m
金额 82550
品牌 ID One
型号
Moguls Ride MR-G
1、专业竞技大/小回转雪仗;
2、杖身:航空铝合金,轻质牢固,高强
自由式滑雪 度,高稳定性,持久耐用;
Moguls
2 雪上技巧滑
13 1350 17550 ID One
雪杖 3、竞技用橡胶手柄,专业竞技腕带;
Ride-13
4、碳钨钢材质,可适合多种地形,耐用
性高;
1、经典三片三扣式FT结构外壳
2、99mm鞋楦宽度
3、中高硬度鞋舌(100)
4、波浪形鞋舌,使脚面受力均匀
自由式滑雪 5、可调节雪鞋硬度,可通过更换鞋舌方
3 雪上技巧滑 便的改变雪鞋硬度
13 4200 54600 Fulltilt Krypton
雪鞋 6、可横向角度调节
2 固定器 可减震,前段的大支撑面可优化功率传输 16 3200 51200 Marker 8.0-18.0
3、铝空心轴连杆,可降低重量并提高扭
转刚度
1、专业竞技滑雪鞋,双层材质一体式注
入鞋壳,不同硬度的材料使得产品兼具高
性能及较强舒适度;
2、性能专业内胆,高性能框架鞋垫,
first
40mm双驱动架尼龙搭扣带;
2、曲面:Camber拱形
3、板型:单向
U型场地单板 4、弹性:双向
2
雪板 5、玻璃纤维底板:45度碳亮点,回收烧 8 6000
结WFO
6、硬度:6-9
7、防冻板刃,Pro-Tip,Infiniti
Ride,The Channel 1、EST固定器通过选择不同的BED缓震科
技,提供良好弹性、感知和可调整性。
16 5620 89920 Volkl 160cmX6副
4、板型要求:需为适应自由式滑雪U型场
170cmX4副
地项目要求的Full Camber板型,板刃长
度需恒定不变。
5、板材要求:符合竞赛要求。
6、板面要求:需在板面中部印制便于钻
孔的标尺,钻孔标准范围:不超过 1、ADF不锈钢移动抗摩擦装置
2、高性能弹簧可允许脱落值调节至18,
chairX7双
3 滑雪鞋 3、4个可微调合金卡扣,简单省力;
16 4800 76800 Fulltilt classicX9
4、鞋舌包裹性设计增加稳定性,并对滑
双
雪者的足部提供全面的保护;
5、靴底增强抗扭力,脚掌后跟支撑稳
定;脚踝热塑性个人防护垫;
6、雪鞋硬度为110-120 1、双层镜片;P80+防雾;UVA/UVB防护;
2、将自变色因子植入至镜片中的PHANTOM
技术,可以帮助运动员在任何光线下均保
持良好的视野
3、使用PHANTOM技术的ESSILOR高清自变
4 护目镜 色偏光镜片
EV ZERO 16 2000 32000 Oakley
4、镜片材质:NXT风挡防爆聚氨酯镜片
path
5、织带内硅胶防滑设计,使雪镜紧贴头