[精彩]手工焊接培训实战技能
手工电弧焊基础知识培训内容

钢结构手工电弧焊焊接技能培训1. 手工电弧焊手工电弧焊也叫焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。
它利用焊条与焊件之间建立起来的稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头。
图 1.0 为手工电弧焊示意图。
图1.02.手工电弧焊特点2.1 .操作灵活由于焊条电弧焊设备简单、移动方便、电缆长、焊把轻,因而广泛应用于平焊、立焊、横焊、仰焊等各种空间位置和对接、搭接、角接、T 形接头等各种接头形式的焊接。
2.2 .待焊接头装配要求低由于焊接过程由焊工手工控制,可以适时调整电弧位置和运条姿势,修正焊接参数,以保证跟踪接缝和均匀熔透。
2.3 .可焊金属材料广焊条电弧焊广泛应用于低碳钢、低合金结构钢的焊接。
选配相应的焊条,焊条电弧焊也常用于不锈钢、耐热钢、低温钢等合金结构钢的焊接。
2.4 .焊接生产率低焊条电弧焊与其它电弧焊相比,由于其使用的焊接电流小,每焊完一根焊条后必须更换焊条,以及因清渣而停止焊接等,2.5 .焊接质量受人为因素的影响大焊缝质量在很大程度上依赖于焊工的操作技能及现场发挥,甚至焊工的精神状态也会影响焊缝质量。
2.4手工电弧焊电焊机手工电弧焊的主要设备有弧焊机,按其供给的焊接电流种类的不同可分为交流弧焊机和直流弧焊机两类。
1.交流弧焊机交流弧焊机供给焊接时的电流是交流电,是一种特殊的降压变压器,它具有结构简单、价格便宜、使用可靠、工作噪声小、维护方便等优点,所以焊接时常用交流弧焊机,它的主要缺点是焊接时电弧不够稳定。
2.直流弧焊机直流弧焊机供给焊接时的电流为直流电。
它具有电弧稳定、引弧容易、焊接质量较好的优点,但是直流弧焊发电机结构复杂、噪声大、成本高、维修困难。
在焊接质量要求高或焊接2mm 以下薄钢件、有色金属、铸铁和特殊钢件时,宜用直流弧焊机。
4. 手工电弧焊常用的工具有:4.1 .电焊钳又称焊把,是用以夹持焊条、传导电流的工具。
有300A、500A两种规格。
4.2 .面罩和护目镜是防止焊接飞溅、弧光及高温对焊工面部及颈部灼伤的一种工具。
手工焊接技能培训
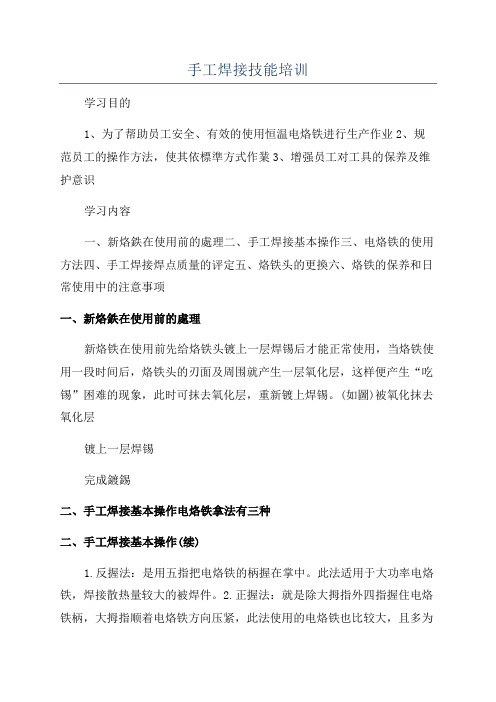
手工焊接技能培训学习目的1、为了帮助员工安全、有效的使用恒温电烙铁进行生产作业2、规范员工的操作方法,使其依標準方式作業3、增强员工对工具的保养及维护意识学习内容一、新烙鉄在使用前的處理二、手工焊接基本操作三、电烙铁的使用方法四、手工焊接焊点质量的评定五、烙铁头的更換六、烙铁的保养和日常使用中的注意事项一、新烙鉄在使用前的處理新烙铁在使用前先给烙铁头镀上一层焊锡后才能正常使用,当烙铁使用一段时间后,烙铁头的刃面及周围就产生一层氧化层,这样便产生“吃锡”困难的现象,此时可抹去氧化层,重新镀上焊锡。
(如圖)被氧化抹去氧化层镀上一层焊锡完成鍍錫二、手工焊接基本操作电烙铁拿法有三种二、手工焊接基本操作(续)1.反握法:是用五指把电烙铁的柄握在掌中。
此法适用于大功率电烙铁,焊接散热量较大的被焊件。
2.正握法:就是除大拇指外四指握住电烙铁柄,大拇指顺着电烙铁方向压紧,此法使用的电烙铁也比较大,且多为弯型烙铁头。
3.握笔法:握电烙铁如握钢笔,适用于小功率电烙铁,焊接小的被焊件。
二、手工焊接基本操作(续)焊锡丝一般有两种拿法。
三、电烙铁的使用方法1、使用步骤a.b.c.d.将电源开关切换至ON(–)位臵。
调整温度调整钮至250℃,待显示屏上所显示的温度稳定后,再调至所需的工作温度如温度不正常时必须停止使用,并送请维修。
显示温度开始使用。
调节温度^增加v减少开关I开O关三、电烙铁的使用方法(续)2、焊接五步法a准备准备好焊锡丝和烙铁。
此时特别强调的是烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
b加热焊件1.被焊件和电路板要同时均匀受热2.加热时间1~2秒为宜c融化焊料当焊件加热到能熔化焊料的温度后将焊丝臵于焊点,焊料开始熔化并润湿焊点。
d移开焊锡当熔化一定量的焊锡后将焊锡丝移开。
e移开烙铁当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。
三、电烙铁的使用方法(续)3、结束使用步骤清洁擦拭烙铁头并加少许锡丝保护。
手工焊技能培训
2。加焊锡(松香)
正 确 焊 接
2。加焊锡(松香)
正 确 焊 接
2。加焊锡(松香)
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
3。撤离
正 确 焊 接
正确焊点:光洁的圆锥体形,大小适中
3. 焊接工作完成后 先把温度调到约250°C,然后清洁烙铁头, 再加上一层新锡作保护。(如果使用非温控 烙铁,先把电源切断,让烙铁头温度稍为 降低后才上锡。)
烙铁的保养和日常使用中的注意事 项(续)
4. 注意事项 a. 尽量使用低温焊接 高温会使烙铁头加速 氧化,降低烙铁头寿 命。如果烙铁头温度 超过470°C,它的氧 化速度是380°C的两 倍。
手触检查:在外观检查中发现有可疑现象 时,采用手触检查。主要是用手指触摸元器 件有无松动、焊接不牢的现象,用镊子轻轻 拨动焊接部或夹住元器件引线,轻轻拉动观 察有无松动现象。
烙铁的保养和日常使用中的注意事 项(续)
d. 保持烙铁头清洁及及时 清理氧化物 如果烙铁头上有黑色氧化 物,烙铁头就可能会不上 锡,此时必须立即进行清 理。清理时先把烙铁头温 度调到约250°C,再用清 洁海绵清洁烙铁头,然后 再上锡。不断重复动作, 直到把氧化物清理为止。
烙铁的保养和日常使用中的注意事 项(续)
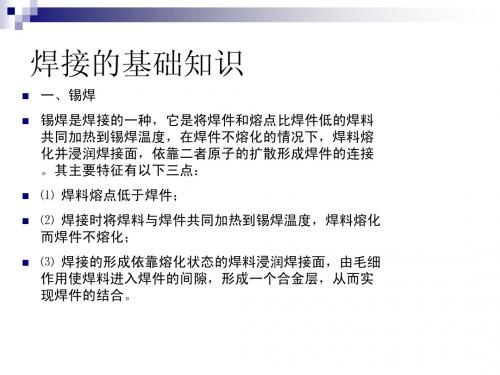
二、锡焊必须具备的条件
⑴ 焊件必须具有良好的可焊性; ⑵ 焊件表面必须保持清洁; ⑶ 要使用合适的助焊剂; ⑷ 焊件要加热到适当的温度;
⑸ 合适的焊接时间;
手工焊接培训教程

焊接的实施
4、送丝 焊丝接触被焊物,时间约1~2秒钟。
5、移开 焊毕后先移开焊丝,再移开烙铁整个过程有铅约2~4 秒钟,无铅为3-5S。
焊接的实施
6、用防静电刷蘸工艺卡所定义的来自剂对焊接部位进行清洁。溶 剂适量(目视防静电刷蘸溶剂后不会滴下)。清洗过程中用力适 度,防止用力过猛而损伤元件或防静电刷柄损伤元件。
锡,以镀上新锡层。 6、连接或拆开焊台式,切记断开电源,以免损坏焊台。 7、每周用细砂纸去除烙铁头安装部位的氧化物,提高烙铁头的接地效果
和热传导效果。 8、不良烙铁头及时更换,不良的烙铁头不允许使用。
烙铁的保养
烙铁手柄的放置
烙铁头的擦拭
烙铁的保养
吸烟罩下焊接
用砂纸清洁部位
烙铁的保养
氧化发黑而不沾锡
焊锡丝线径
生产准备
1、清洁烙铁组件,保证烙铁组件的表面清洁。 2、处理烙铁架: A、清洁海绵先
湿水再挤干, 至不滴水为止。 B、添水至烙铁 架内。不能超 过中间凸出部分。 C、清洁海绵置入烙 铁架底座凹槽中。
生产准备
3、根据工艺卡选用烙铁头:烙铁头通常有锥形和刀形两种
4、烙铁头的拆装安装 用防烫垫包 住缩紧螺丝 逆时针方向 旋松螺丝, 取下烙铁头 护套和烙铁 头,按照向 操作装上 烙铁头。
生产准备
5、连接接地线 如图所示,将接地线插头一端插入烙铁控制器接地插口,鳄鱼
夹夹在接地总线的裸铜部位,连接必须可靠。
生产准备
6、打开电源开关给烙铁加热,直至温度显示稳定后,通知工艺 员测试烙铁温度,并在烙铁日检表上签字确认温度是否符合工艺 卡要求,不符合要求时不得签字确认。没有通过温度确认的烙铁 不得使用。
焊接的实施
7、开孔。当通孔被锡堵孔后,需要利用吸锡枪给被堵孔开孔。 A、压活塞杆 B、活塞杆压至底部 并被控制按钮卡住。 C、用烙铁给孔中焊锡加热至熔融状态,将吸锡枪吸嘴放到焊 锡上,按下活塞杆控制按钮,吸去熔融焊锡。