PCB电镀焊料(锡铅合金)工艺介绍
电镀工艺锡铅工艺ppt课件

1m=1000mm100,000um
注意事項
在錫鉛電鍍中,對電流密度大小的控制至關重要,如果電 流密度相對過小,在電流密度過小的范圍內將有發黑現 象.
氧化亞錫/黑色
錫塊 保養方式:先用5%--8%硫酸浸泡約10min,再去離子水 清洗,然后再裝入鈦籃中.
3 .錫鉛酸(烷基磺酸)
無色液体,強酸性,含烷基磺酸70%.具有增強陽極溶解 效率,增強鍍液導電性能,以及平整鍍膜的作用.具有 強腐蝕性,在使用時應戴上防腐手套,避免直接接觸葯 水.
1.3 相關資料 Sn2+ :30-60g/L Pb2+ :4-7g/L 烷基磺酸﹕150—230ml/L 溫度﹕18±3°C
作業要點: 1.錫鉛工站濃度管制範圍依條件設定表,分析頻率1次/日 2.參照條件設定表确定電流,電壓. 3.檢查錫/錫鉛槽的溫度18±3℃,冷凍裝置.(1次/2Hr) 4.陽极籃及陽极袋點檢頻率:1次/3Hr;清洗保養頻率:1次/2
周 5.母槽標准液位,過低時依分析要求添加母液 6.錫/鉛區域及膜厚需符合電鍍檢規. 7. 陽極塊(球)應用純錫塊(球),其含量應為99.8%以上. 8.鍍層的焊錫性需符合檢驗標准,焊錫覆蓋面積應大于
2. 於200℃長時間烘烤外觀仍會變為藍紫色,但此時錫層未 熔化,沒有有機物析出的問題。
3. 下圖為對不同變色程度樣品Auger分析的結果:不同變 色程度, 碳含量分布並無太大變化,顯示碳含量對變色影 響不大。
界面黑痕原因探討
黑痕原因分析
電鍍純錫時,錫界面易發生虹吸現象(接触空氣 面積增大),界面處虹吸現象導致界面處產生氣泡, 屬於低電流密度區域,流效率低, Sn2+ ,H+,有機C 容易共析,界面處氣泡(氫氣)生較多,導致結晶狀 態較差,光亮性較差,有機C易氧化,再加上錫易鈍 化的金屬特性,錫在鍍液與空氣的臨界面結晶析出 的同時迅速被氧化,而且氧化的速度大于晶粒析出 的速度,而呈灰白色,嚴重者為黑色,這就是我們看 到的“界痕”,虹吸現象越嚴重,接触空氣面積就 越大,越容易發生氧化,粗糙的比光面的易虹吸,因 此就有端子兩面粗糙度差異導致界痕發黑有差異 的現象
PCB电镀工艺介绍
PCB电镀工艺介绍PCB(Printed Circuit Board,印刷电路板)是电子产品中十分重要的组成部分,通过在基板上印刷导电图形来连接电子元件,实现电路功能。
而PCB电镀是PCB制造过程中的一个重要工艺,它能够为PCB提供导电性能和保护层,提高其性能和可靠性。
PCB电镀的主要目的是在PCB表面涂上一层金属或合金,以增加其导电性和耐腐蚀性,并提供接触电阻低的连接点。
常见的PCB电镀工艺有化学镀金(ENIG)、热浸锡(HASL)、不锈钢板镀金(ENEPIG)等。
下面将对其中的几种常见电镀工艺进行详细介绍。
首先是化学镀金(ENIG)工艺,它是目前PCB制造中较为常用的电镀工艺之一、化学镀金是使PCB表面均匀涂上一层金属镀层的工艺,能够保护PCB表面不受氧化、腐蚀等影响,并具有良好的焊接性能。
化学镀金的过程主要包括清洗、活化、化学镀金、后处理等步骤。
其中,活化过程能够使PCB表面形成一层切实的活性金属膜,提高金属沉积的质量和附着力。
而后处理则是为了去除残留的活化剂和其他杂质,保证镀层的质量和均匀性。
其次是热浸锡(HASL)工艺,它是较为传统的PCB电镀工艺之一、热浸锡是通过将PCB浸泡在融化的锡液中,使其表面形成一层锡镀层的工艺。
热浸锡工艺具有生产成本低、工艺简单等优点,广泛应用于PCB制造中。
但是,热浸锡工艺存在着涂布厚度不均匀、焊接性能较差等缺点。
另外,还有一种常见的电镀工艺是不锈钢板镀金(ENEPIG)工艺。
ENEPIG是为了应对高频和低反射电路设计而发展的一种新型电镀工艺。
它通过在PCB表面先后镀上镍、金、钯等金属来形成一层保护层,提高PCB的可靠性和耐腐蚀性。
ENEPIG工艺具有良好的焊接性能、热稳定性和阻焊层附着力,非常适合于高频电路和复杂设计的PCB。
除了上述介绍的几种电镀工艺外,还有很多其他的电镀工艺,例如有机覆盖层镀金(OSIG)、沉金(ENIG)等。
每种电镀工艺都有各自的特点和适用范围,根据PCB设计的要求和产品的特性选择合适的电镀工艺非常关键。
PCB电镀铜锡工艺资料

34
电镀铜溶液的控制
n 赫尔槽试验(Hull Cell Test)
n仅高电流密度区烧焦,试片的其它区域仍然正常----Copper Gleam 125T-2(CH) Additive 低 n改正方法:添加1ml/l Copper Gleam 125T-2(CH) Additive
: 濃度太低,Байду номын сангаас液導電性差,鍍液分 散能力差。
濃度太高,降低Cu2+的遷移率,電流 效率反而降低,❹對銅鍍層的延伸 率不利。
: 濃度太低,鍍層出現台階狀的粗糙 鍍層,易出現針孔和燒焦;濃度太 高,導致陽極鈍化,鍍層失去光澤 。
: (後面專題介紹)
11
操作條件對酸性鍍銅效果的影響
溫度
溫度升高,電極反應速度加快,允許電流密度提高,鍍 層沉積速度加快,但加速添加劑分解會增加添加劑消耗,鍍層結 晶粗糙,亮度降低。
31
电镀铜溶液的控制
n 赫尔槽试验 (Hull Cell Test)
阴极-
阳极+
32
电镀铜溶液的控制
n 赫尔槽试验(Hull Cell Test)参数
n — 电流: 2A n — 时间: 10分钟 n — 搅拌: 空气搅拌 n — 温度: 室温
33
电镀铜溶液的控制
n 赫尔槽试验(Hull Cell Test)
28
电镀铜溶液和电镀线的评价
n 热冲击测试
测试步骤
(1) 裁板16""x18"’ (2) 进行钻孔; (3) 经电镀前处理磨刷; (4) Desmear + PTH + 电镀; (5) 经电镀后处理的板清洗烘干; (6) 每片板裁上、中、下3小片100mm x 100mm测试板;
pcb电镀锡工艺
pcb电镀锡工艺PCB电镀锡工艺是印制电路板生产过程中的一个重要环节,它对于电路板的质量和可靠性起着至关重要的作用。
本文将从电镀锡的原理、工艺流程、影响因素以及优化措施等方面进行介绍。
一、电镀锡的原理电镀锡是指将锡金属以电化学的方式沉积在印制电路板表面的一种工艺。
通过在电镀槽中加入含有锡离子的电解液,并通过外加电压的作用,使锡离子还原成金属锡并沉积在电路板表面。
二、电镀锡的工艺流程电镀锡的工艺流程主要包括表面处理、化学镀锡、电镀镍、电镀铜以及最后的电镀锡等环节。
具体流程如下:1. 表面处理:包括去油、去氧化等步骤,以保证电路板表面的洁净度和可镀性。
2. 化学镀锡:将电路板浸泡在含有化学镀锡液的槽中,通过化学反应在表面形成一层锡化合物保护层,以提高电路板表面的可镀性。
3. 电镀镍:将电路板浸泡在含有镍离子的电解液中,通过外加电压的作用,使镍离子还原成金属镍并沉积在电路板表面,以提高电路板的硬度和耐磨性。
4. 电镀铜:将电路板浸泡在含有铜离子的电解液中,通过外加电压的作用,使铜离子还原成金属铜并沉积在电路板表面,以增加电路板的导电性和连接性。
5. 电镀锡:最后一步是将电路板浸泡在含有锡离子的电解液中,通过外加电压的作用,使锡离子还原成金属锡并沉积在电路板表面,以形成一层保护层,提高电路板的耐腐蚀性和可焊性。
三、电镀锡的影响因素电镀锡的质量和效果受到多种因素的影响,主要包括电解液的成分和浓度、电镀温度、电镀时间、电流密度以及电解液的搅拌等。
1. 电解液的成分和浓度:电解液的成分和浓度直接影响着电镀锡的质量和均匀性。
合理选择电解液的成分和浓度可以提高电镀锡的质量。
2. 电镀温度:电镀温度对电镀锡的速度和均匀性有着重要的影响。
通常情况下,较高的温度可以加快电镀速度,但过高的温度会导致锡离子的过度扩散,影响电镀锡的均匀性。
3. 电镀时间:电镀时间决定了电镀锡的厚度,过长或过短的电镀时间都会影响电镀锡的质量。
电镀工艺锡铅工艺ppt课件
作業要點: 1.錫鉛工站濃度管制範圍依條件設定表,分析頻率1次/日 2.參照條件設定表确定電流,電壓. 3.檢查錫/錫鉛槽的溫度18±3℃,冷凍裝置.(1次/2Hr) 4.陽极籃及陽极袋點檢頻率:1次/3Hr;清洗保養頻率:1次/2
周 5.母槽標准液位,過低時依分析要求添加母液 6.錫/鉛區域及膜厚需符合電鍍檢規. 7. 陽極塊(球)應用純錫塊(球),其含量應為99.8%以上. 8.鍍層的焊錫性需符合檢驗標准,焊錫覆蓋面積應大于
B>與底材形成的IMC方式
銅底材上鍍純錫
鎳底材上鍍純錫
(1)銅原子遷移性(migration)很強, 在Cu/Sn形成IMC時, 銅會迅速擴散到Sn matrix中使得Snlayer呈受極大的compressive stress(見左圖)而產生錫鬚; 而Ni/Sn則相對上沒有此問題
(2)若Cu為底材,先鍍鎳再鍍會降低whisker(須) growth risk;或是適度的增加錫層厚度降低 compression(壓縮) stress的效應
鍍錫/錫鉛工藝教案
1 .錫濃縮液(烷基磺酸錫)
主鹽.鍍液中Sn2+的供給源之一.無色液体,含Sn2+濃 度為300g/L,有強腐蝕性,在使用時應戴上防腐蝕性 手套及戴上口罩,避免直接接觸到葯水.
2 .鉛濃縮液(烷基磺酸鉛)
主鹽.鍍液中Pb2+的供給源之一.無色液体,含Pb2+濃 度為450g/L,有強腐蝕性,鉛是重金屬元素,有劇毒, 在使用時應戴上防腐蝕性手套,戴上口罩,避免直接 接觸到葯水,一旦接觸到葯水應馬上用水衝洗干淨.
2. 於200℃長時間烘烤外觀仍會變為藍紫色,但此時錫層未 熔化,沒有有機物析出的問題。
3. 下圖為對不同變色程度樣品Auger分析的結果:不同變 色程度, 碳含量分布並無太大變化,顯示碳含量對變色影 響不大。
锡电镀工艺流程

锡电镀工艺流程锡电镀是一种常用的金属表面处理工艺,通过在金属表面镀上一层锡,可以提高金属的耐腐蚀性能、导电性能和美观度。
锡电镀工艺流程包括前处理、电镀和后处理三个主要步骤,下面将详细介绍锡电镀的工艺流程。
一、前处理。
1. 清洗。
在进行锡电镀之前,首先需要对金属表面进行清洗,以去除表面的油污、灰尘和其他杂质。
清洗可以采用碱性清洗剂或有机溶剂,确保金属表面干净。
2. 酸洗。
酸洗是为了去除金属表面的氧化层和锈蚀,使金属表面更容易与锡层结合。
常用的酸洗液包括硫酸、盐酸和硝酸等,酸洗后需要进行充分的清水冲洗,以防止酸渍残留。
3. 除漆。
如果金属表面有涂层或油漆,需要进行除漆处理,以确保锡层与金属表面的结合牢固。
4. 洗涤。
在前处理的最后一步,需要对金属表面进行彻底的清洗和冲洗,确保表面干净,没有残留的清洗剂或酸洗液。
二、电镀。
1. 阴极处理。
在锡电镀中,金属件作为阴极,放置在电镀槽中。
在进行电镀之前,需要对金属件进行阴极处理,以提高锡层的附着力。
阴极处理可以采用化学镀或电镀活化处理等方法。
2. 电镀。
将经过前处理的金属件放置在含有锡盐的电镀槽中,通过外加电流,在金属表面镀上一层均匀的锡层。
电镀的时间和电流密度需要根据金属件的材质和要求的锡层厚度进行调整。
3. 清洗。
在电镀完成后,需要对金属件进行清洗,以去除电镀液和其他杂质,确保锡层的纯净度。
三、后处理。
1. 烘干。
在清洗后,金属件需要进行烘干处理,以去除表面的水分,避免锡层表面出现氧化或水斑。
2. 检验。
对电镀后的金属件进行外观检验和厚度测量,确保锡层的质量符合要求。
3. 包装。
最后,对合格的锡电镀件进行包装,以防止在运输和储存过程中受到污染或损坏。
以上就是锡电镀工艺的详细流程,通过严格控制每个步骤,可以确保锡电镀的质量稳定和一致性。
锡电镀工艺在电子、汽车、家居用品等领域有着广泛的应用,通过不断优化工艺流程和技术手段,可以进一步提高锡电镀的质量和效率。
PCB电镀镍金工艺介绍

PCB电镀镍金工艺介绍(一)深圳特区横岗镇坳背村太平电路科技厂李勇成一、PCB电镀镍工艺1、作用与特性P C B上用镀镍来作为贵金属和贱金属的衬底镀层,对某些单面印制板,也常用作面层。
对于重负荷磨损的一些表面,如开关触点、触片或插头金,用镍来作为金的衬底镀层,可大大提高耐磨性。
当用来作为阻挡层时,镍能有效地防止铜和其它金属之间的扩散。
哑镍/金组合镀层常常用来作为抗蚀刻的金属镀层,而且能适应热压焊与钎焊的要求,唯读只有镍能够作为含氨类蚀刻剂的抗蚀镀层,而不需热压焊又要求镀层光亮的PCB,通常采用光镍/金镀层。
镍镀层厚度一般不低于2.5微米,通常采用4-5微米。
PCB低应力镍的淀积层,通常是用改性型的瓦特镍镀液和具有降低应力作用的添加剂的一些氨基磺酸镍镀液来镀制。
我们常说的PCB镀镍有光镍和哑镍(也称低应力镍或半光亮镍),通常要求镀层均匀细致,孔隙率低,应力低,延展性好的特点。
2、氨基磺酸镍(氨镍)氨基磺酸镍广泛用来作为金属化孔电镀和印制插头接触片上的衬底镀层。
所获得的淀积层的内应力低、硬度高,且具有极为优越的延展性。
将一种去应力剂加入镀液中,所得到的镀层将稍有一点应力。
有多种不同配方的氨基磺酸盐镀液,典型的氨基磺酸镍镀液配方如下表。
由于镀层的应力低,所以获得广泛的应用,但氨基磺酸镍稳定性差,其成本相对高。
典型的氨基磺酸镍电镀镀液配方成分克/升高速镀液氨基磺酸镍,Ni(SO3NH2)2280~400 400~500硼酸,H3BO340~50 40g/l阳极活化剂60—100 60—100 润湿剂1~5ml/l 适量去应力剂(添加剂)适量根据需要而定操作条件温度55度C阴极电流密度(A/dm2) 1.5~8搅拌压缩空气加阴极移动加镀液循环PCB电镀镍金工艺介绍(二)深圳特区横岗镇坳背村太平电路科技厂李勇成二、PCB电镀金工艺1、作用与特性PCB上的金镀层有几种作用。
金作为金属抗蚀层,它能耐受所有一般的蚀刻液。
PCB电镀工艺流程介绍

PCB电镀工艺介绍线路板的电镀工艺,大约可以分类:酸性光亮铜电镀、电镀镍/金、电镀锡,文章介绍的是关于在线路板加工过程是,电镀工艺的技术以及工艺流程,以及具体操作方法.二.工艺流程:浸酸→全板电镀铜→图形转移→酸性除油→二级逆流漂洗→微蚀→二级逆流漂洗→浸酸→镀锡→二级逆流漂洗→逆流漂洗→浸酸→图形电镀铜→二级逆流漂洗→镀镍→二级水洗→浸柠檬酸→镀金→回收→2-3级纯水洗→烘干三.流程说明:(一)浸酸①作用与目的:除去板面氧化物,活化板面,一般浓度在5%,有的保持在10%左右,主要是防止水分带入造成槽液硫酸含量不稳定;②酸浸时间不宜太长,防止板面氧化;在使用一段时间后,酸液出现浑浊或铜含量太高时应及时更换,防止污染电镀铜缸和板件表面;③此处应使用C.P级硫酸;(二)全板电镀铜:又叫一次铜,板电,Panel-plating①作用与目的:保护刚刚沉积的薄薄的化学铜,防止化学铜氧化后被酸浸蚀掉,通过电镀将其加后到一定程度②全板电镀铜相关工艺参数:槽液主要成分有硫酸铜和硫酸,采用高酸低铜配方,保证电镀时板面厚度分布的均匀性和对深孔小孔的深镀能力;硫酸含量多在180克/升,多者达到240克/升;硫酸铜含量一般在75克/升左右,另槽液中添加有微量的氯离子,作为辅助光泽剂和铜光剂共同发挥光泽效果;铜光剂的添加量或开缸量一般在3-5ml/L,铜光剂的添加一般按照千安小时的方法来补充或者根据实际生产板效果;全板电镀的电流计算一般按2安/平方分米乘以板上可电镀面积,对全板电来说,以即板长dm×板宽dm×2×2A/DM2;铜缸温度维持在室温状态,一般温度不超过32度,多控制在22度,因此在夏季因温度太高,铜缸建议加装冷却温控系统;③工艺维护:每日根据千安小时来及时补充铜光剂,按100-150ml/KAH补充添加;检查过滤泵是否工作正常,有无漏气现象;每隔2-3小时应用干净的湿抹布将阴极导电杆擦洗干净;每周要定期分析铜缸硫酸铜(1次/周),硫酸(1次/周),氯离子(2次/周)含量,并通过霍尔槽试验来调整光剂含量,并及时补充相关原料;每周要清洗阳极导电杆,槽体两端电接头,及时补充钛篮中的阳极铜球,用低电流0。
PCB电路焊接工艺标准

焊点表面质量差
总结词
焊点表面质量差是指焊点表面粗糙、不光滑,有气孔、杂质等缺陷。
详细描述
焊点表面质量差可能是由于焊接温度过高、焊料中含有杂质、焊接过程中吸入了 气体等原因造成的。为了解决这个问题,可以降低焊接温度、使用纯度更高的焊 料、减少焊接过程中的气体吸入等方法来提高焊点表面的质量。
热损伤
总结词
热损伤是指焊接过程中由于高温引起的电路板或元器件的损坏。
详细描述
热损伤可能是由于焊接温度过高、焊接时间过长等原因造成的。为了解决这个问题,可以降低焊接温度、减少焊 接时间等方法来避免热损伤的发生。同时,在焊接前应先对电路板和元器件进行检查,确保其能够承受焊接温度。
虚焊、冷焊
总结词
虚焊、冷焊是指焊接的连接点不完整或者没有形成有效的连接。
03
恒温控制
电烙铁应具备恒温控制功 能,确保焊接温度稳定, 避免过热或温度不足。
良好热传导性
电烙铁头应采用导热性能 良好的材料制成,以便快 速将热量传递给焊点。
多种功率选择
根据不同的焊接需求,应 提供多种功率选择,以满 足不同厚度的PCB板和不 同大小的焊点。
热风枪
高温稳定性
热风枪应在高温下保持稳 定的性能,确保均匀加热 焊点,避免热损伤。
求,确保电路功能正常。
检测方法
02
使用测试仪器对PCB电路板上的元器件进行测试,如电压、电
流、电阻、电容、电感等参数的测量。
检测标准
03
各项电气性能参数应符合设计要求,焊点接触良好,无虚焊、
漏焊等现象。
可靠性评估
检测目的
通过可靠性评估,对焊接质量进行综合评价,预测PCB电路在各 种环境条件下的可靠性表现。
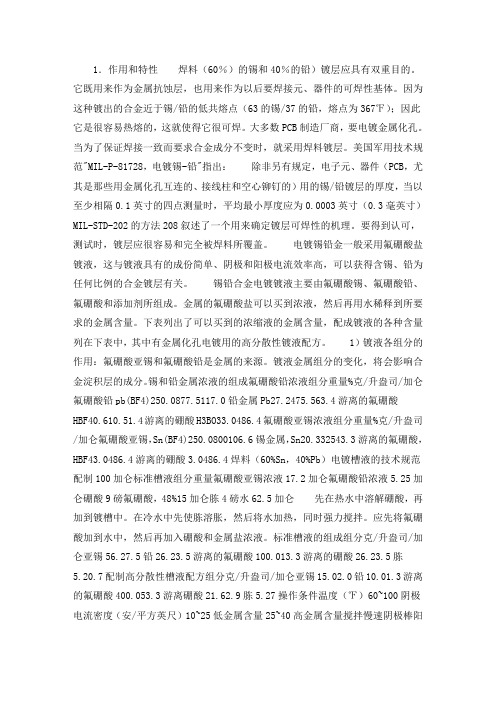
电镀铅锡合金工艺

在氟硼酸电解液中由于铅、锡的平衡电位非常接近,因此,在室温下使用较低的阴极电流密度即可产生铅锡合金共沉积。镀层中的锡含量约为60%、铅含量约为40%。控制镀层中铅、锡含量应采取以下几个方面措施。
(1)电解液达到平衡状态,阴极沉积物铅、锡的比例与电解液中铅、锡含量大致相同。及时调整电解液中铅、锡含量达到工艺要求。
5镀液各组份的作用
(1)氧化铅是镀液的主盐,在镀液中以Pb(BF4)存在,用量为38—48g/L。
(2)氧化亚锡也是镀液的主盐,在镀液中以Sn(BF4)存在,用量为28~38g/L。
(3)氟硼酸是铅、锡离子的络合剂。它由氢氟酸与硼酸反应而成。化合的摩尔比为4:1。氟硼酸的总含量比较高,首先要保证以2倍摩尔比与铅络合,以2倍摩尔比与锡络合,还应有30—50g/L的游离氟硼酸,才能保证镀液的稳定和提高阴极极化度。
(4)硼酸的作用是稳定溶液的pH值和保持氟硼酸络离子的稳定。除了与氢氟酸形成络离子B,还应有20~30g/L的余量。
(5)稳定剂的作用是防止二价锡离子氧化成四价锡离子而造成镀液混浊。通常加入0.51.5g/L的抗氧化剂,如酚类化合物。
(6)混合光亮剂由表面活性剂、羰基化合物和胶类组成。它的作用是在阴极上吸附,提高铅、锡离子的阴极极化度,抑制Ph2+和Sn2+在阴极的放电速率,从而使镀层结晶光亮、细致、平滑。
2工艺流程(黄铜件)
化学除油→热水洗→冷水洗→酸洗→冷水洗→光亮酸洗→冷水洗→镀铅锡合金→冷水洗→化学钝化→冷水洗→热水洗→烘干→热熔。
3镀液配方和工艺条件
铅锡合金镀液种类繁多,氨基磺酸盐、酚磺酸盐、烷醇磺酸盐等镀液,但至今应用最广的还是氟硼酸型镀液。由于氟硼酸镀液组成简单,溶液稳定,杂质容忍性好,室温下可以操作。特别是沉积速率快,镀层外观及可焊性较好。
PCB电镀焊料(锡铅合金)工艺介绍
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
PCB电镀镍金工艺介绍一、PCB电镀金工艺1、作用与特性PCB上用...
PCB电镀镍金工艺介绍一、PCB电镀金工艺1、作用与特性P C B上用镀镍来作为贵金属和贱金属的衬底镀层,对某些单面印制板,也常用作面层。
对于重负荷磨损的一些表面,如开关触点、触片或插头金,用镍来作为金的衬底镀层,可大大提高耐磨性。
当用来作为阻挡层时,镍能有效地防止铜和其它金属之间的扩散。
哑镍/金组合镀层常常用来作为抗蚀刻的金属镀层,而且能适应热压焊与钎焊的要求,唯读只有镍能够作为含氨类蚀刻剂的抗蚀镀层,而不需热压焊又要求镀层光亮的PCB,通常采用光镍/金镀层。
镍镀层厚度一般不低于2.5微米,通常采用4-5微米。
PCB低应力镍的淀积层,通常是用改性型的瓦特镍镀液和具有降低应力作用的添加剂的一些氨基磺酸镍镀液来镀制。
我们常说的PCB镀镍有光镍和哑镍(也称低应力镍或半光亮镍),通常要求镀层均匀细致,孔隙率低,应力低,延展性好的特点。
2、氨基磺酸镍(氨镍)氨基磺酸镍广泛用来作为金属化孔电镀和印制插头接触片上的衬底镀层。
所获得的淀积层的内应力低、硬度高,且具有极为优越的延展性。
将一种去应力剂加入镀液中,所得到的镀层将稍有一点应力。
有多种不同配方的氨基磺酸盐镀液,典型的氨基磺酸镍镀液配方如下表。
由于镀层的应力低,所以获得广泛的应用,但氨基磺酸镍稳定性差,其成本相对高。
3、改性的瓦特镍(硫镍)改性瓦特镍配方,采用硫酸镍,连同加入溴化镍或氯化镍。
由于内应力的原因,所以大都选用溴化镍。
它可以生产出一个半光亮的、稍有一点内应力、延展性好的镀层;并且这种镀层为随后的电镀很容易活化,成本相对底。
4、镀液各组分的作用:主盐──氨基磺酸镍与硫酸镍为镍液中的主盐,镍盐主要是提供镀镍所需的镍金属离子并兼起着导电盐的作用。
镀镍液的浓度随供应厂商不同而稍有不同,镍盐允许含量的变化较大。
镍盐含量高,可以使用较高的阴极电流密度,沉积速度快,常用作高速镀厚镍。
但是浓度过高将降低阴极极化,分散能力差,而且镀液的带出损失大。
镍盐含量低沉积速度低,但是分散能力很好,能获得结晶细致光亮镀层。
PCB电镀铜锡工艺(程师培训资料)

Copper Gleam 125T-2(CH)铜添加剂
镀层特性
导电性 延展性 密度 抗拉强度 可焊性 结构 热冲击 (288℃ 10秒)
0.59微姆欧/厘米 16-20% 8.9克/立方厘米 30-35Kg/mm2 非常好 高纯细致等轴晶粒 可抵受5次而镀层无裂痕
Copper Gleam 125T-2(CH)铜添加剂
鍍層的延伸率不利。
— Cl-
:濃度太低,鍍層出現台階狀的粗糙鍍層,易出現針孔和燒焦;
濃度太高,導致陽極鈍化,鍍層失去光澤。
— 添加劑 :(後面專題介紹)
溫度
操作條件對酸性鍍銅效果的影響
— 溫度升高,電極反應速度加快,允許電流密度提高,鍍層沉 積速度加快,但加速添加劑分解會增加添加劑消耗,鍍層結 晶粗糙,亮度降低。
选择性地吸附到受镀表面, 降低表面阻抗,从而恶化分 布不良情况.
提高沉积速率
氯离子 -
增强添加剂的吸附
*各添加剂相互制约地起作用.
电镀层的光亮度
载体 (c) /光亮剂 (b)的机理
cc cb cbc cb
b
b
c
c
c cb c cb
b
b
b
c
c
c
cb
c cbcb
cb
b bb
载体(c)快速地吸附到所有受镀表面并均一地抑制电沉积 光亮剂(b)吸附于低电流密度区并提高沉积速率. 载体(c)和光亮剂(b)的交互作用导致产生均匀的表面光亮度
(Co)V10% 0
平 均 值
1 n ni1
Xi
fori=1,2,… ..,n(n=no.ofpoints)
标 准 偏 差
n11ii 1n(Xi )2
电镀铅锡作业指导书
电镀铅锡作业指导书作业指导书:电镀铅锡1. 指导目的本作业指导书旨在提供关于电镀铅锡的详细步骤和操作要求,以确保操作人员能够正确、安全地进行电镀铅锡作业。
2. 作业概述电镀铅锡是一种常见的表面处理工艺,用于增加产品的耐腐蚀性和外观质量。
本作业涉及到铅锡合金的制备、电镀液的配置、电镀设备的操作等步骤。
3. 作业环境要求3.1 作业场所应干燥、通风良好,避免有害气体的积聚。
3.2 作业人员应穿戴防护服、手套、护目镜等个人防护装备。
3.3 作业场所应配备灭火器等安全设备。
4. 作业步骤4.1 准备工作4.1.1 检查电镀设备的正常运行状态,确保设备无异常。
4.1.2 准备所需的原材料,包括铅锡合金、电镀液、电极等。
4.1.3 检查电镀液的浓度和温度是否符合要求。
4.2 铅锡合金制备4.2.1 根据工艺要求,将铅锡合金按比例混合。
4.2.2 将混合好的铅锡合金加热至熔化,保持在适宜的温度范围内。
4.3 电镀液配置4.3.1 根据工艺要求,将电镀液的成份按比例配置。
4.3.2 将配置好的电镀液倒入电镀槽中,确保液面平稳。
4.4 电镀设备操作4.4.1 将待电镀的工件清洗干净,去除表面的油污和杂质。
4.4.2 将清洗好的工件悬挂在电镀槽中,确保工件与电极之间有适当的距离。
4.4.3 调整电镀设备的电流、电压和时间等参数,确保电镀过程的稳定性。
4.4.4 开始电镀操作,将电镀槽中的铅锡合金溶液通过电流的作用沉积在工件表面。
4.5 电镀质量检验4.5.1 电镀完成后,将工件取出,进行目测检查,确保电镀质量符合要求。
4.5.2 可根据需要,对电镀层进行厚度、硬度、附着力等方面的检测。
5. 安全注意事项5.1 操作人员应严格遵守相关的安全操作规程,避免发生事故。
5.2 在操作过程中,应注意防护装备的佩戴和使用,确保人身安全。
5.3 电镀液中可能含有有害物质,操作人员应避免直接接触液体,必要时应佩戴防护手套。
5.4 在操作过程中,应注意电镀设备的正常运行状态,如发现异常应及时住手操作并进行检修。
PCB电镀制程讲解(完整工艺介绍)

阳卢 俨 组槽道水舍生成Sn02舆纪的沉溅
物 物
SnCL-
8. 活化期 具有高鱼雷荷密度的锡纪廖髓,官能提供孔内所需的组 髓媒,而能舆化堕铜有具好且细致的括合肤况
þ
'
操作参敷及倏件 :
10. 化堕铜
是使程温前庭理后的板子得到孔内金属化效果的溶液
原理:
Pd主反雁:
Pd
þ
'
组崩媒的氧化渥原反腹式
'
'
硫酸
硫酸的主要作用是增加溶液的尊重性,硫酸的漉度 封镀液的分散能力和镀唐的楼械性能均有影警 . 硫酸渥 度太低,镀液分散能力下降,镀庸光亮范圄街小,硫酸漉 度太高,虽在然镀液分散能力较好,但镀唐的脆性降低,一
般担裂在 2()() 士 15g 门
氯离庄子
是隐植活化膏。,它可以需助铜隐撞正常溶解,首漉度低 于 20mg/L峙,舍崖生倏放粗糙镀盾,易出项主十孔和烧焦; 首漠度温高峙,镀屠光亮度下降,低琶济LE镀眉袭暗;如 果遇量 ,踢槌表面舍出现一屠白色膜,即赐植钝化, 一般 担裂在 20-80PPM
脱皮
屋生根源 :1.磨刷效果不佳服物、氧化、廖胁未除盏 2. 微触不足括合力不好 3. 板子在空氯中滴水暗固沮丧氧化最重
~理方式 :幸自靡
起泡
崖生根源 :1.煞琶铜液有罔崽 2. 基板吸有禁液或水氯
庭理方式 :微触重工或辍靡
拙别:ñ:tJ
铜渣
屋生根源 :1.铜球及PCB:f:卓缸 2. 隔植袋破损 3. 镀空斟
H 二次踊镀
PP;γfERN PLAT lNG
触 4」
.
梭查
INSPECTION
纫J 锡铅
TIL STRIPPING
PCB电镀焊料(锡铅合金)工艺介绍

1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
电镀艺锡铅工艺ppt课件PPT18页

66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
电镀艺锡铅工艺ppt课件41、际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
PCB焊接技术及工艺
装配工具及方法(资料中需要你们重点看的东西我用红色的字体标注,其他的只要了解就OK!)装配、焊接是电子设计制作中最重要的环节,关系到作品的成功与否,性能指标的优劣。
装配工具1.电烙铁电烙铁是焊接的主要工具,作用是把电能换成热能对焊接点部位进行加热,同时熔化焊锡,使熔融的焊锡润湿被焊金属形成合金,冷却后被焊元器件通过焊点牢固地连接。
(1)电烙铁的类型与结构电烙铁的类型与结构主要有内热式电烙铁、外热式电烙铁、吸锡器电烙铁和恒温式电烙铁等类型。
①内热式电烙铁由连杆,手柄弹簧夹,铁芯,烙铁头(也称铜头)5个部件组成。
烙铁芯安装在烙铁头的里面(发热快,热效率高达85%~90%以上),故称为内热式电烙铁。
烙铁芯采用镍铬电阻丝绕在瓷管上制成,一般20W电烙铁其电阻为2.4KΩ左右。
常用的内热式电烙铁的工作温度如表1所示。
表1 电烙铁头的工作温度烙铁芯是可更换的,换烙铁芯时注意不要将引线接错,一般电烙铁有三个接线柱,中间一个为地线,另外两个接烙铁芯的两条引线。
接线柱外接电源线可接220V交流电压。
一般来说,电烙铁的功率越大,热量越大,烙铁头的温度越高。
焊接集成电路、印制电路板等较小体积的元器件时,一般可选用20W内热式电烙铁。
使用烙铁功率过大,容易烫坏元器件(一般二极管,三极管结点温度超过200℃时就会烧坏)和使印制导线从基板上脱落;使用的烙铁功率太小,焊锡不能充分熔化,也会烧坏器件,一般每个焊点在1.5~4S内完成。
②外热式电烙铁一般由烙铁头,烙铁芯,外壳,手柄,插头等部分所组成。
烙铁芯是用镍铬电阻丝在薄云母片绝缘的的筒子上(或绕在一组瓷管上),烙铁头安装在烙铁芯里面,故称外热式电烙铁。
烙铁头的长短也是可以调整的(烙铁头越短,烙铁头的温度越高),且有凿式,尖锥形,圆面形,圆尖锥形和半圆钩形等不同的形状,以适应不同焊接物面的需要。
电阻丝断路后也可重新修复或更换。
烙铁头采用热传导性好的以铜为基体的铜—锑,铜—铍,铜—铬—锰—及铜—镍—铬等铜合金材料制成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.作用和特性
焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:
除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)
MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成
焊料(60%Sn,40%Pb)电镀槽液的技术规范
配制100加仑标准槽液
先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成
配制高分散性槽液配方
操作条件
高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
游离氟硼酸对镀层成份影响不大,而对镀层的结晶颗粒大小有影响。
它能提高槽液的导电率和槽液的分散性,在氟硼酸浓度高的情况下,淀积层的晶粒尺寸变得细而平滑。
同时保证阳极中Sn/Pb的正常溶解、抑制Sn2+的水解,提高镀液的稳定性。
硼酸在电镀中通常起缓冲剂作用,是为了抑制氟硼酸盐的水解而保持槽液的稳定性。
同时又阻止了氟化轻气体的逸出,抑制了氟化铅沉淀的产生。
但硼酸的加入会降低镀液的电导率,应加以控制。
胨是改促进生成平滑、晶粒细而无"树枝状"的镀层。
但易分解,造成有机污染,增加运行维护的负担,影响生产效率。
明胶等非胨类添加剂具有相同的作用,并且已成功地用来代替胨,有利于降低有机污染,提高生产效率。
专利性的添加剂起着胨相同的作用,并可买到浓液,使用很方便。
现在可以买到的多数光亮剂,能获得镜面光亮焊料镀层。
已经指出这种镜面光亮的镀层不需要热熔。
胶体添加剂的加入,可改善镀液的分散能力,使镀层结晶细致。
但镀液中胶体的含量对镀层中锡的含量有显著的影响,随着胶体含量的增加,镀层中锡含量亦增加。
因为,这些添加剂对铅的电沉积有效强的抑制作用;另一方面,胶体含量过多,生产过程中胶体在镀层表面吸附而夹杂于镀层中使镀层脆性增加,所以在生产过程中,一定要适当控制镀液中胶体含量。
2)影响淀积层金属成份的一些因素:
锡是很容易发生变化的主要组分,镀液在某些情况下,会导致锡组分的增加或降低。
∙长期放置,亚锡会氧化。
分析会说明,槽液中的亚锡是否仍在工作参数范围之内。
∙温度过高时,镀液中的二价锡离子易氧化成四价锡离子。
温度高于100℉,沉积层中的锡会稍微偏高。
∙合金镀层中的锡含量,随电流密度增加而增加。
高于推荐的电流密度,淀积层中的锡会增加(通常选取1.5-2A/dm2)。
为了保证镀层锡/铅=60/40的比例,维持其可焊性,正确计算施镀面积、比较准确的控制电流密度至关重要。
∙过度搅拌会使槽液中的亚锡氧化加快,随后将会使淀积层中的锡含量下降。
∙在槽液中添加浓度为0.5~1.0 克/升的间苯二酚,是为了抑制锡氧化。
使用间苯二酚,淀积层中的锡含量会提高,这将迫使槽液中的亚锡含量下降。
3)槽液的维护
∙温度:温度过低,电极过程进行太慢,镀层粗糙,高电流区易烧焦,严重时间苯二酚和硼酸等会结晶析出。
随温度增加电流密度上限直将提高,一般来说,温度上升,镀层中锡含量会降低。
在采用胨或类似添加剂的一些槽液,其温度并不是很严格的。
但采用专利性光亮剂的一些槽液,则要求严格控制温度在70~80℉,以防止光亮剂降解。
∙过滤与搅拌:槽液应该采用连续过滤,以维持槽液澄清和防止镀层粗糙(实际设计应用时需与搅拌相结合)。
为了去除来自添加剂的降解产物,槽液必须定期用活性炭处理。
任何一种净化处理中,都不应该使用过氧化氢。
搅拌可以消除浓度差,使电极过程顺利进行,更重要的是增加金属化孔内的镀液流通量,提高深镀能力。
一般采用挂板孔方向阴极板面移动,移动频率为15-20次/分钟;振幅20-50毫米
∙分析:应该经常分析亚锡,铅和氟硼酸。
首先应该分析空着不用的槽液,以保证各组成都处在工作参数的范围之内。
此外,淀积层的分析应与溶液的分析结合进行,化验分析应制订严格的规程由工艺控制部分掌握,以保证镀液的稳定性与镀层质量。
∙阳极:电镀锡/铅合金用的阳极,常用60/40的锡/铅合金做可溶性阳极。
放入不锈钢或蒙乃尔合金做成的专用阳极篮。
目的是,使阳极面积常定,电力线分布均匀、提高阳极利用率与降低成本。
阳极与阴极的面积比为2比1。
阳极应套入用聚丙烯材料做成的阳极袋,应定期清洗阳极袋或检查孔眼是否畅通。
4)氟硼酸盐镀锡/铅镀液的缺陷排除
∙有机污染大多数有机污染的影响,可以通过活性炭定期地处理来避免。
有机污染的一些症状是淀积层出现白斑或锡花纹、镀层的分散性降低和镀层的可焊性差,严重时局部无镀层。
有机物的主要来源是添加剂的降解和电镀抗蚀剂。
∙金属污染因为电镀铜在电镀焊料之前,铜镀液带入锡/铅镀液中,随后就造成金属污染。
金属污染是以分散性降低和晶粒尺寸增大来表征的。
铜等金属杂质应该在0.2-0.5/dm2电流密度下,使用波纹钢瓦楞阴极来空镀去除。
∙氯化物氟化物会降低分散性,影响晶粒结构,使合金淀积层的成分偏离要求。
要避免氯化物,不应使用含有氯化物的水来配制和补加槽液。
在镀焊料前,不用盐酸而推荐用氟硼酸浸。
∙空气不允许把空气引入槽液,它会使亚锡迅速氧化。
要避免使用有泄漏的过滤泵,当过滤时,要保证流出物在槽液的液面下引入,这样就使之与空气的接触减少到最低程度。
∙可焊性差:除了镀层中锡/铅比例不合适与槽液中的有机污染是可焊性差的原因之外,淀积层中的夹杂物也会引起严重的半润湿现象。
但专利性的化合物完全可以去除蚀刻液的付产物;一般说来,还会改善沉积层的美观度。
虽然擦刷可获得半光亮的焊料淀积层,但是当装配时,擦刷所嵌入焊料淀积层表面的杂质或其它材料,会引起严重的焊接问题。
可以买到许多光亮浸剂,可以起到与热熔相同的作用,并仍能保持其可焊性。
实践证明,有些可焊性镀层,随着贮存期的延长,可焊性逐渐变差。
据报导,研究者认为可焊性降低与镀层氧化和基体(铜或铜合金)与镀层之间形成合金层(扩散)等因素有关。
如果镀层很薄,该合金层(主要是铜锡合金)会暴露于镀件表面,而难以焊接。
所以锡/铅合金层必须有足够的厚度,此厚度应大于因基体和镀层扩散而形成合金的厚度。
据介绍在贮存或高温老化过程中形成的合金厚度大约为1.5-2μm。
实践得出锡/铅合金的厚度为6-8μm合适。
∙操作工艺与镀液维护:电镀操作与镀液运行维护,最好进行责任制分工。
镀液与整工艺流程的化学药水从配制、添加、运行维护与品质保证,由化验室全面负责制。
操作工负责工艺操作过程与质量检查。
目的,是提高整工艺流程的工作质量,从而保证了产品质量的稳定性与经济性。
据实际调查,镀液工艺方面的质量占30%;而工艺操作与前工艺不良造成的质量问题占70%。
实际
上由于管理的问题就占80%而设计与技术的问题只占20%(因为现在的设计与工艺技术已很成熟)。
所以希望引起各管理层的重视。