常用锡铅焊料参数
锡条6040 技术参数

锡条6040 技术参数
锡条6040是一种常用的锡合金,具有优异的技术参数和广泛的应用领域。
以下是关于锡条6040的技术参数的描述。
锡条6040的化学成分是由60%的锡和40%的铅组成。
锡作为主要成分,赋予了该合金优异的焊接性能和机械强度。
而铅的加入则能提高合金的润湿性和熔点,使得焊接过程更加稳定和可靠。
锡条6040具有较低的熔点,约为183℃,使得其在低温下就能熔化并流动,便于焊接操作。
同时,锡条6040的润湿性能也非常好,能够迅速覆盖焊接接头表面,形成均匀的焊缝,提高焊接质量。
锡条6040还具有良好的机械性能,具备一定的强度和韧性。
这使得焊接后的接头能够承受一定的拉伸和扭曲力,并能够适应不同工况下的应力变化。
锡条6040的应用领域非常广泛。
它常被用于电子元器件的焊接,如电路板、芯片、连接器等。
锡条6040的优异润湿性能和焊接质量保证了电子元器件的可靠连接。
同时,锡条6040也被广泛应用于金属制品的焊接,如铜管、不锈钢管等。
它可以有效连接不同材质的金属,并保持焊接接头的稳定性和密封性。
锡条6040作为一种优质的锡合金,具有良好的焊接性能、机械强度和润湿性能。
它在电子元器件和金属制品的焊接中得到广泛应用,为各行各业的生产和制造提供了可靠的焊接材料。
无论是在电子行
业还是金属加工领域,锡条6040都是一种不可或缺的材料。
PCB电镀焊料(锡铅合金)工艺介绍
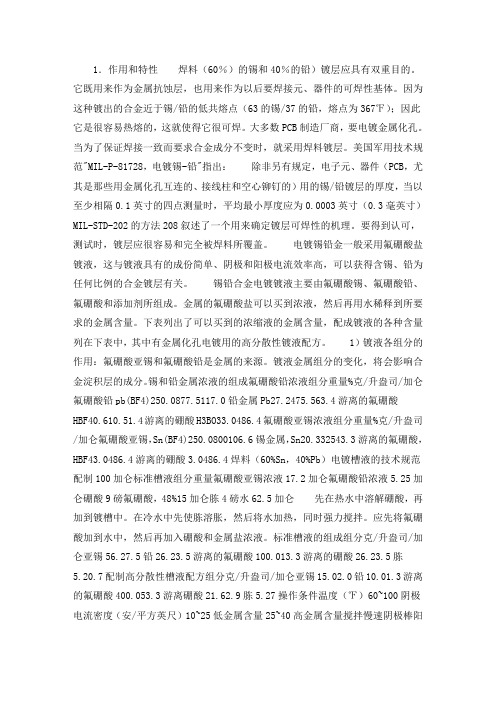
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
焊料成分性能分析
焊料成分、性能分析(1)杭州辛达狼焊接科技有限公司王大勇1.焊料焊料是钎焊用材料,已有 4000 余年的使用历史,其熔点比被焊母材低。
钎焊过程中将焊料加热到高于焊料熔点,而低于母材熔点的温度,焊料熔化后填充接头间隙并与母材发生冶金作用,从而实现材料的连接。
用焊料焊接材料具有灵活、简单、不需大的设备投资等优点,在电气工程材料领域占据极为重要的地位。
焊料的种类较多,根据熔点可分为软焊料和硬焊料两大类。
通常将熔点低于 450℃的焊料称为软焊料,而熔点高于 450℃的焊料称为硬焊料。
电气工程用软焊料包括锡铅、锡基无铅、金基、铟基、铋基和锌基焊料等;所用硬焊料包括银基和铜基焊料等。
1.1 焊料型号和牌号的表示方法1.1.1焊料的型号GB/T6208-1995《焊料型号表示方法》规定,焊料的型号由两部分构成:第一部分用大写字母来表示焊料的类型,“ S”表示软焊料,“B”表示硬焊料;第二部分合金主元素符号构成,且每个型号最多只能标出六个元素符号。
型号表示方法及示例如下:1.1.2焊料的牌号原机械工业部编写的《焊接材料产品样本》规定,焊料牌号由三部分构成:(1)字母“HL”表示焊料;(2)牌号的第 1 位数字表示焊料的化学组成类型,见表 4.7-1 ;(3)牌号的第2、3位数字表示同一类焊料的不同牌号。
牌号表示方法示例如下:表 4.7-1 焊料牌号中第 1 位数字的含义牌号化学组成类型牌号化学组成类型HL1××铜锌合金HL5××锌合金HL2××铜磷合金HL6××锡铅合金HL3××银合金HL7××镍基合金HL4××铝合金1.2 焊料的选用原则焊料的种类较多,其选用主要遵循以下原则:(1)主成分尽量与母材主成分相同,焊料的成分与母材相同,钎焊时具有良好的润湿性。
(2)熔点合适,即焊料的液相线温度要低于母材固相线温度至少40-50℃(3)焊料中的某一重要组元应能与母材产生液态互溶,从而能形成牢固的结合。
表2锡铅焊料配比与用途电子技能实训

颜 色 白色 土黄色 青褐色 白\黄 色 土黄色 厚度 /mm 0.04 0.05 0.08 0.12 0.25 0.03 1.0 1.5 击穿 电压/V 400 400 800 150 0 500 — 极限工作 温度/℃ 90 90 90 90 90坚实, 易弯折 特 点 用 途 备 注
电子技能实训
学习目标
了解安装导线的种类、名称与特点。 了解绝缘材料的种类、作用与标识方法。 熟悉焊接材料的种类、作用与特点。 掌握各种安装导线的加工要求,了解线扎的 制作方法。
电子技能实训
4.1 安装导线与绝缘材料
相关知识
4.1.1
电路中的导线和绝缘材料
在电子产品整机内部,有许多连接线和支撑体。 连接线基本上都是导线,导线又分成裸导线和有绝 缘层的导线。 电子产品所用导线的导体基本上是铜线。
余 量
183 0.1 210
4.7
品
钎焊电子、电气制
50锡铅焊料
HlSnPb50
3.8 58-2锡铅焊料 HlSnPb58-2 1.5 ~2 235
钎焊散热器、计算 机、黄铜制件
钎焊工业及物理仪 表等
电子技能实训
4.2.2 助焊剂
1.助焊剂的作用
在进行焊接时,为了能使被焊物与焊料 连接牢靠,就必须要求金属表面无氧化物和 杂质,这样才能保证焊锡与被焊物的金属表 面发生合金反应。
材料的绝缘性能主要有以下几点。
(1)电阻率 (2)电击穿强度、击穿电压 (3)机械强度 (4)耐热性能
绝缘材料除了以上的性能指标外,还有 吸湿性能、理化性能等。
电子技能实训
4.1.2 常用电工绝缘材料的选择
锡铅比例
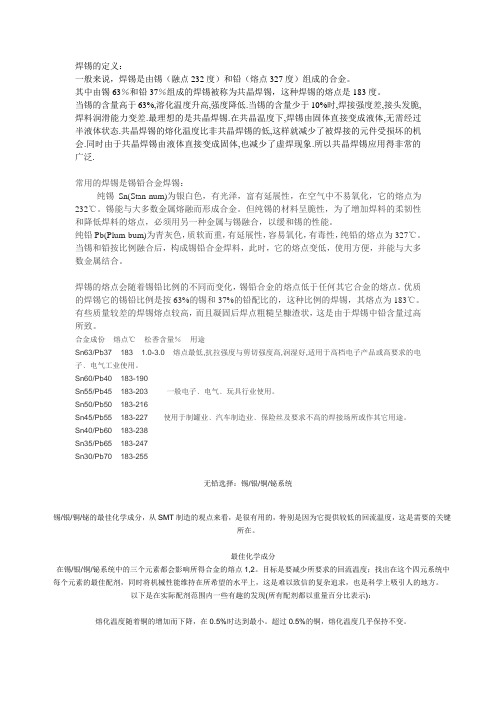
焊锡的定义:一般来说,焊锡是由锡(融点232度)和铅(熔点327度)组成的合金。
其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
当锡的含量高于63%,溶化温度升高,强度降低.当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差.最理想的是共晶焊锡.在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态.共晶焊锡的熔化温度比非共晶焊锡的低,这样就减少了被焊接的元件受损坏的机会.同时由于共晶焊锡由液体直接变成固体,也减少了虚焊现象.所以共晶焊锡应用得非常的广泛.常用的焊锡是锡铅合金焊锡:纯锡Sn(Stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为232℃。
锡能与大多数金属熔融而形成合金。
但纯锡的材料呈脆性,为了增加焊料的柔韧性和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。
纯铅Pb(Plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点为327℃。
当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能与大多数金属结合。
焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其它合金的熔点。
优质的焊锡它的锡铅比例是按63%的锡和37%的铅配比的,这种比例的焊锡,其熔点为183℃。
有些质量较差的焊锡熔点较高,而且凝固后焊点粗糙呈糠渣状,这是由于焊锡中铅含量过高所致。
合金成份熔点℃松香含量%用途Sn63/Pb37 183 1.0-3.0 熔点最低,抗拉强度与剪切强度高,润湿好,适用于高档电子产品或高要求的电子﹑电气工业使用。
Sn60/Pb40 183-190Sn55/Pb45 183-203 一般电子﹑电气﹑玩具行业使用。
Sn50/Pb50 183-216Sn45/Pb55 183-227 使用于制罐业﹑汽车制造业﹑保险丝及要求不高的焊接场所或作其它用途。
Sn40/Pb60 183-238Sn35/Pb65 183-247Sn30/Pb70 183-255无铅选择:锡/银/铜/铋系统锡/银/铜/铋的最佳化学成分,从SMT制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
锡焊焊接原理及焊接技术
锡焊焊接原理及焊接技术锡焊材料与工具〔1〕锡焊钎料锡焊钎料俗称焊锡(钎料),它是以锡和铅为主体的一种合金,呈白色,锡含量越高流动性越好,熔点低。
含铅量高者强度高、硬度大。
由于锡铅含量不一样,其熔点大致在180℃-280℃之间,可以焊接钢、铁、铜等机件及电工仪器、工具。
含铅量超过10%的焊锡,不能用于饮食器皿的焊接,因为含铅量大时易引起人身中毒。
常用焊锡牌号:牌号用途料600用于无线电,电器开关等零件,易熔金属制品。
料601用于钎焊铜及铜合金,镀锌铁皮,强度不高的零件。
料602用于钎焊散热器,仪表,无线电元件等。
料603用于钎焊散热器,仪表,无线电元件等。
料604可钎焊大多数钢材及其他金属,特别是食品器皿等。
锡铅焊料的牌号不同,含锡含铅量也各不相同,用途也有区别,汽车钣金工焊工常用的锡铅焊料的含锡量在30%~40%之间,在选用时应加以鉴别,含锡越多,色亮越白;反之,色青白。
一般含锡较多的焊料,在弯曲时,可以听到清脆而细碎的声响。
〔2〕锡焊用钎剂(焊剂)①盐酸是氯化氢化合物。
浓盐酸在空气中产生刺鼻的烟雾,浓盐酸加水五分之二稀释,可以作为焊接镀锌铁板的焊剂。
②氯化锌溶液,也称为熟盐酸、热强水。
是锡焊常用的一种焊剂,其配制方法是:把盐酸装人玻璃瓶内(不能用金属器皿),参加锌块(汽车废旧的雨刮器,汽化器,也可以用镀锌铁板剪成小块),直至化学反响不冒泡为止。
焊接铜类零件时,氯化锌溶液再参加50%的清水后使用,焊接钢类零件也应参加30%的清水冲淡再用。
③松香比上两种焊剂使用效果稍差。
可以把松香研成粉状散在焊缝上使用,精密零件焊接可用酒精溶解松香使用。
④焊药膏由74%的石油胶,20%的无水氧化锌,5%的氯化铵及1%的水组成。
焊药膏有腐蚀性,在焊接完成后,应将焊缝周围的剩余焊药膏擦净,并用清水擦拭。
3〕锡焊的加热设备与工具①锡焊加热设备锡焊时常用的热源如下:炉子,以木炭为燃料,大批量锡焊加工时使用。
喷灯,氧乙炔火焰,主要用于小批量锡焊的烙铁加热。
PCB电镀焊料(锡铅合金)工艺介绍

1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
金属焊料

金属焊料
锡焊料。
以锡铅合金为主,有的锡焊料还含少量的锑。
含铅38.1%的锡合金俗称焊锡,熔点约183℃,用于电器仪表工业中元件的焊接,以及汽车散热器、热交换器、食品和饮料容器的密封等。
锡合金熔点低,大多数锡合金的熔化温度在183~370℃之间,有的可低至138℃。
锡合金具有较高的导热性和较低的热膨胀系数,耐大气腐蚀;但强度不高,典型锡基轴承合金的抗拉强度为6~9公斤力/毫米2 (20℃)。
锡合金还有优良的减摩性能,且易与钢、铜合金、铝合金等材料焊合,是很好的减摩材料和焊料。
焊锡材料介绍

焊锡材料的认识和了解一、锡铅合金焊锡焊锡是连接元器件与线路板之间的介质,我们在电子线路的安装和维修中经常用到的焊锡是由锡和铅两种金属按一定比例融合而成的,其中锡所占的比例稍高。
纯锡Sn(Stan--num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为232℃。
锡能与大多数金属融合而成形成合金。
但纯锡的材料呈脆性,为了增加材料的柔韧性和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。
纯铅Pb(Plum--bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点为327℃。
当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能与大多数金属结合。
焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其它合金的熔点。
优质的焊锡它的锡铅比例是按63%的锡和37%的铅配比的,这种比例的焊锡,其熔点为183℃。
有些质量较差的焊锡熔点较高,而且凝固后焊点粗糙呈糠渣状,这是由于焊锡中铅含量过高所致。
某种金属是否能够焊接,是否容易焊接,取决于两个因素:第一、该焊料能否与焊件形成化合物;第二:焊接表面是否有影响焊接牢度的污锈物。
焊接时,焊锡能与大多数金属物(如金、银、铜、铁)反应生成一种相当硬而脆的金属化合物,这种金属化合物能使焊件与焊料牢固的结合在一起,但有些金属(如钛、硅、铬等)不能与焊锡反应,因而,这些金属材料就不能用焊锡来焊接。
二、加锑焊锡由于锡铅合金会在极冷的环境中重新结晶,此时的焊锡不再是金属而是晶态,而且很脆,这种结晶变化会使焊点膨胀而断裂脱焊。
所以在焊锡中融入适量的锑就可防止焊锡的重新结晶。
加锑焊锡的焊料比例为63%的锡、36.7%的铅、0.3%的锑。
三、加镉焊锡如果在某些对温度比较敏感的场合,可以使用加镉焊锡,它的熔点在145℃,所以称之为超低温焊锡,它的比例是:锡50%、铅33%、镉17%,但由于镉的毒性较强,所以应谨慎使用。
四、加银焊锡加银焊锡我们在光伏锡带生产中也是比较常用的,它常常被用在对信号要求较高的电子产品或某些镀银元器件的焊接中,它的比例一般是:锡62%、铅36%、银2%。
2-1 焊锡(焊料)

焊料是一种熔点比被焊金属熔点低的易熔金属。
焊料熔化时,在被焊金属不熔化的条件下能润浸被焊金属表面,并在接触面处形成合金层而与被焊金属连接到一起。
在一般电子产品装配中,主要使用锡铅焊料,俗称为焊锡。
铅锡焊料。
以锡铅合金为主,有的锡焊料还含少量的锑。
含铅37%,锡63%的锡合金俗称焊锡,熔点约183℃。
这是最普遍的锡铅焊。
锡铅的含量以及添加金属的不同,导致锡铅焊料的熔点、热膨胀系数、固有应力和凝固时间都不同。
(1)常见焊锡作用:焊锡的主要作用就是把被焊物连接起来,对电路来说构成一个通路。
(2)常用焊锡具备的条件1)焊料的熔点要低于被焊工件。
2)易于与被焊物连成一体,要具有一定的抗压能力。
3)要有较好的导电性能。
4)要有较快的结晶速度。
(3)常用焊锡的种类根据熔点不同可分为硬焊料和软焊料;根据组成成分不同可分为锡铅焊料、银焊料、铜焊料等。
在锡焊工艺中,一般使用锡铅合金焊料。
1)锡铅焊料——是常用的锡铅合金焊料,通常又称焊锡,主要由锡和铅组成,还含有锑等微量金属成分。
锡铅焊料主要用途:广泛用于电子行业的软钎焊、散热器及五金等各行业波峰焊、浸焊等精密焊接。
特殊焊接工艺以及喷涂、电镀等。
经过特殊工艺调质精炼处理而生产成的抗氧化焊锡条,具有独特的高抗氧化性能,浮渣比普通焊料少,具有损耗少、流动性好,可焊性强、焊点均匀、光亮等特点.锡铅焊料条2)共晶焊锡——是指达到共晶成分的锡铅焊料,合金成分是锡的含量为61.9%、铅的含量为38.1%。
在实际应用中一般将含锡60%,含铅40%的焊锡就称为共晶焊锡。
在锡和铅的合金中,除纯锡、纯铜和共晶成分是在单一温度下熔化外,其他合金都是在一个区域内熔化的,所以共晶焊锡是锡铅焊料中性能最好的一种。
Eutectic solders(共晶焊锡):两种或更多的金属合金,具有最低的熔化点,当加热时,共晶合金直接从固态变到液态,而不经过塑性阶段。
(4)常用焊料的形状:焊料在使用时常按规定的尺寸加工成形,有片状、块状、棒状、带状和丝状等多种。
常用焊锡的种类规格

常用焊锡的种类规格
焊锡是日常生活中使用最广泛的一种连接方式,它可以快速连接金属物体,是电子电路和零件的连接技术。
那么常见的焊锡种类有哪些?下面就介绍常用焊锡的种类规格。
首先,有铅锡水和无铅锡水两种,铅锡水主要用在线路板。
它是以一般铅和锡的形式熔化后,搅拌后形成的一种液体,其特点是熔点低、抗氧化能力强、液金质量稳定,但也会产生毒性废气。
无铅锡水主要用于芯片贴装,一般由硅、铝合金、金属锡、金属锡合金等材料组成。
由于无铅锡水没有毒性,所以它具有优越的环保性能,且具有较高的液金熔点,均匀性较好,熔性强,加工成本较低。
其次,还有可溶性锡箔,主要用于机器设备的焊接,它是以铅锡合金熔点高的形式熔化后,再加入生物农药或其他药剂,形成的一种膏体状的物质。
它可分为铅锡合金锡箔和无铅锡箔两种。
它具有体积小,可耐高温,无毒性,焊接效率高,优越的热可伸性,易分散特性等优点,因此在机器设备的焊接中用的比较广泛。
此外,还有膏体锡,也就是常见的热熔胶,主要用于线路板的焊接。
它通常由热熔胶、热熔胶等原料熔点高的形式制成,并且它的熔点比较低,易于加工,液金性能良好,可耐摩擦,不易变形,粘度稳定,容易操作,保护性能优越等优点,因此在线路板的焊接中使用频率较高。
最后,还有电子焊锡笔,它以电子锡为主要原料,具有熔点低、热传导性能比较差,但可以连接各种金属材料,安装方便,使用寿命
长等优点,因此它也得到了广泛的应用。
综上所述,常用的焊锡规格种类多种多样,根据实际需求使用不同的焊锡,有助于提高焊接质量,减少电子设备的故障率。
PCB电镀焊料(锡铅合金)工艺介绍

1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
含铅焊锡丝和无铅焊锡熔点
含铅焊锡丝和无铅焊锡熔点含铅焊锡丝和无铅焊锡熔点的比较一、引言在电子工程领域,焊接是一个不可或缺的工艺。
对于焊接材料的选择,铅焊锡丝和无铅焊锡是两个常见的选项。
本文将对这两种焊锡材料进行比较,并着重讨论它们的熔点。
通过对熔点的分析,我们可以了解到其中的区别和如何选择适合的焊锡材料。
二、含铅焊锡丝含铅焊锡丝是一种常用的焊锡材料。
它由锡和一定比例的铅组成,通常铅的百分比在2-60%之间。
含铅焊锡丝在焊接过程中具有较低的熔点和较好的流动性,这使得它易于使用和操作。
其低熔点使得焊接更加容易,而流动性的提高可以确保焊接点的质量和可靠性。
三、无铅焊锡熔点相比之下,无铅焊锡的熔点较高。
根据国际标准,无铅焊锡的熔点通常在217-220°C之间。
与含铅焊锡丝相比,无铅焊锡的流动性较差,这意味着在焊接过程中需要施加更多的热量和力量。
四、含铅焊锡丝和无铅焊锡的比较1. 熔点:在焊接操作中,熔点是一个重要的考虑因素。
含铅焊锡丝具有较低的熔点,使其更易于使用和操作。
然而,无铅焊锡的熔点较高,对操作者来说可能需要更高的热量和力量。
2. 流动性:对于焊接点的质量和可靠性来说,焊锡的流动性也是至关重要的。
含铅焊锡丝由于较好的流动性,能够在焊接接触面上形成良好的连接,而无铅焊锡则相对较差。
对于一些需要高精度和高性能的应用来说,含铅焊锡丝可能更合适。
3. 环保性:含铅焊锡丝由于含有铅元素,可能对环境和健康造成一定的潜在风险。
相比之下,无铅焊锡是一种环保的选择,符合环保要求和绿色制造的概念。
五、选择适合的焊锡材料在选择适合的焊锡材料时,我们需要权衡各方面的因素。
如果我们注重操作的便利性和焊接效果,含铅焊锡丝是一个不错的选择。
然而,在环保和绿色制造方面,无铅焊锡则是更合适的选择。
对于需要高精度和高性能的应用,含铅焊锡丝的流动性可能会更受欢迎。
六、总结和回顾通过对含铅焊锡丝和无铅焊锡熔点的比较,我们可以看出它们在焊接工艺中的不同之处。
铅锡银焊料熔点

铅锡银焊料熔点介绍铅锡银焊料铅锡银焊料是一种常用于电子、电气和制造业的焊接材料。
它由铅、锡和银等元素组成,具有较低的熔点和良好的焊接性能。
在电子设备和导线连接中,铅锡银焊料被广泛使用,为稳定和可靠的焊接提供了重要的解决方案。
铅锡银焊料的成分和性能铅锡银焊料通常由铅、锡和银三种元素组成,其中含量和比例根据具体应用而有所不同。
一般情况下,铅锡银焊料中锡的含量最高,而铅和银含量相对较低。
铅锡银焊料的熔点通常在90℃至240℃之间,根据焊料成分的不同可能有所差异。
较低的熔点使得焊料容易熔化,在焊接过程中更加方便和高效。
此外,铅锡银焊料还具有良好的润湿性和流动性,确保焊接接头的可靠连接。
熔点的影响因素铅锡银焊料的熔点受多种因素的影响,下面将详细介绍其中的几个因素:1. 成分比例铅锡银焊料的成分比例对其熔点具有重要影响。
通常情况下,焊料中含有更多的锡元素,熔点会相对较低。
铅和银的含量也可以对熔点起到一定的调节作用。
2. 晶体结构焊料的晶体结构也是影响熔点的重要因素。
铅锡银焊料的晶体结构会随着成分比例的不同而发生变化。
晶体结构的稳定性和排列密度会影响焊料的熔点,不同的晶体结构可能具有不同的熔点。
3. 外加剂在铅锡银焊料中,添加外加剂能够改变焊料的性能和熔点。
外加剂可以提高焊料的润湿性、流动性和稳定性,从而影响其熔点。
常见的外加剂包括活性剂、助焊剂和改性剂等。
4. 加热方式焊料的加热方式也会对熔点产生影响。
在不同的加热方式下,焊料的熔点可能会有差异。
常用的加热方式包括电加热、火焰加热和电磁感应加热等。
铅锡银焊料应用领域铅锡银焊料由于其低熔点和良好的焊接性能,在许多领域被广泛应用。
以下是铅锡银焊料的几个主要应用领域:1. 电子制造在电子制造过程中,铅锡银焊料常用于焊接电路板和元件之间的连接。
它能够提供稳定、可靠的焊接,并且具有较低的熔点,避免对电子元件造成热损伤。
2. 电器设备铅锡银焊料也被广泛应用于电器设备的制造和维修中。