产品过程特殊特性初始清单
产品和过程的初始特殊特性明清单
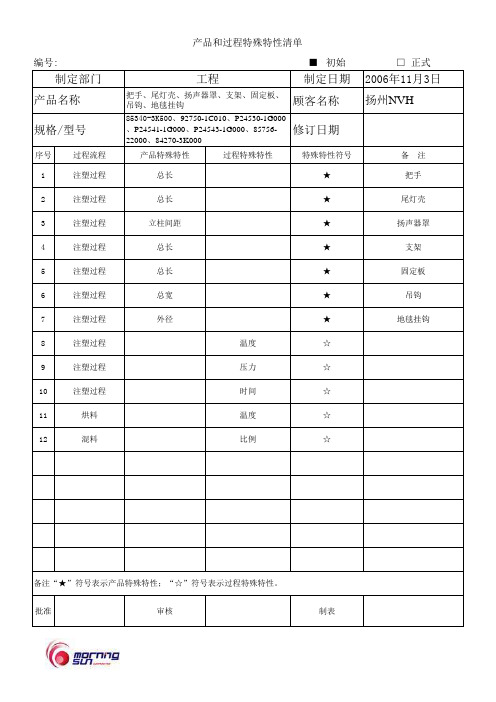
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
过程特殊特性初始清单

紧固力矩:750-900Nm
桁架
后板簧
16×M30U形螺栓力矩:
900-1000Nm
上反作用杆与中后桥连接4×M24螺栓紧固力矩:750-900Nm
桁架
前桥预装及轮胎装配
前桥板簧座4×M24U形螺栓紧固力矩:
650-850Nm
前桥轮胎72×M24
紧固力矩:750-900Nm
驾驶室装配
行车
多方论证小组人员签字:
离合器总泵制
动液加注量:
1.5L
离合器踏板外端面至驾驶室前面板间距间距为255±5mm
左转向角螺栓从螺母处露出长度:
22±0.5mm
右转向角螺栓从螺母处露出长度:
28±0.5mm
前轮胎打正后转向直拉杆两端销轴中心距:
1000±2mm
手动泵液压油加注量:
5L
落装大箱
传动轴套外端面与油泵前端面间距:10±2mm
1、过程特殊特性
产品名称
图号01104570特性 Nhomakorabea参数
过程(工序)
力矩、油量、尺寸
(Nm)、(L)、(mm)
设备
板簧座装配
板簧座加注齿轮油升数1.2-1.5L
未安装板簧前板簧座晃动量:人工手工晃动可以左右晃动,所需力气较大
发动机预装
发动机与变速箱连接螺栓力矩:58-71Nm
发动机内润滑机油升数35L
变速箱内加注齿轮润滑油升数22L
中桥主减速器加油量:21L
行车
后桥主减速器加油量:19L
中后桥单侧轮边加油量:5L
中后桥加油顺序:先轮边后主减
前中后桥装配
下反作用杆与中后桥下部连接8×M22螺栓紧固力矩:600-670Nm
产品和过程特殊特性的初始清单
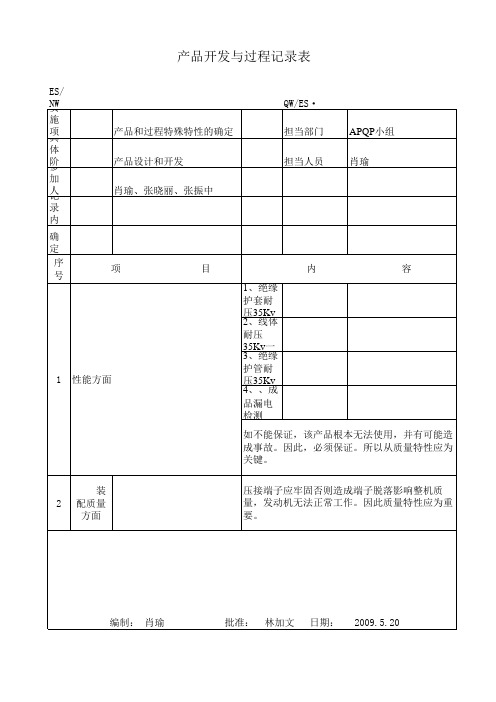
如不能保证,该产品根本无法使用,并有可能造 成事故。因此,必须保证。所以从质量特性应为 关键。
装 2 配质量
方面
压接端子应牢固否则造成端子脱落影响整机质 量,发动机无法正常工作。因此质量特性应为重 要。
编制: 肖瑜
批准: 林加文 日期: 2009.5.20
产品开发与过程记录表
ES/
N实W
QW/ES·
施
项具
产品和过程特殊特性的确定
担当部门
体
阶参
产品设计和开发
担当人员
加人记ຫໍສະໝຸດ 肖瑜、张晓丽、张振中录
内
确 定
序 号
项
1 性能方面
目
内
1、绝缘 护套耐 压35Kv 2、线体 耐压 35Kv一 3、绝缘 护管耐 压35Kv 4、、成 品漏电 检测
APQP小组 肖瑜
2016年度精品--产品和过程特殊特性的初始清单(APQP要求)

产品和过程特殊特性的初始清单(APQP要求)定义/说明/要求/目的:特殊特性是指:可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过程的产品特性或制造过程参数。
传递特性是指:特性在供方制造过程制造,在组织不经修改或进一步的确认。
“产品和过程特殊特性的初始清单”是计划和确定项目阶段的输出,也是产品设计和开发阶段的输入。
特殊特性的来源包含由顾客,包括政府法规与安全所指定的产品和过程特性,和/或组织通过对产品和过程的认识而选择的特性。
检查表:财务工作总结ppt[财务工作总结ppt]一、合理安排收支预算,严格预算管理单位预算是学校完成各项工作任务,实现事业计划的重要前提,因此认真做好我校的收支预算责任重大,财务工作总结ppt。
为了搞好这项工作,根据学校上年度的实际情况,拟定的预算方案,特别是支出方案多次向学校领导汇报,进行了反复修改,本着;以收定支,量入为出;,使预算更加切合实际。
充分发挥在财务管理中的积极作用,较圆满地完成预算编制任务。
在实际执行过程中,严格按照预算执行,每月未编制好计划用款报表,充分体现了资金的使用效益,确保学校各项工作的顺利完成。
二、认真做好收费、结算工作收费是学校最为繁琐,也是政策最强的一项工作,为了做好这项工作,我们及早做好申报审批工作,做到收费的依据,严格执行收费标准。
及时出具票据,期未做好结算工作,做到多退少不补,同时做好代收费;报告书;的上报。
三、认真做好决算工作年终决算也是一项较为复杂繁重的工作任务,主要进行结旧建新,编制决算报表,决算报表是反映学校一年度的财务收支情况,是指导学校预算执行工作的重要资料,也是编制下年度收支计划的基础,所以除了认真细致地做好年终决算外,同时针对所编制的报表进行对比性分析,通过分析,总结经验,揭示存在的问题,为学校领导决策提供依据。
四、努力学习,提高财会人员的自身素质。
财务人员能积极参加镇组织的业务培训,不断的提高财会知识和政策水平,同时积极参加学校的一切政治学习,认真作好学习笔记,认真贯彻执行《合计法》,使学校的财会工作能按照国家的政策、法规进行,保证支出的真实性,合法性。
11 产品过程特殊特性清单(初始)

产品名称:
序号
特性名称
特性符号重要或关键特性源自作描述特性来源重要或关键产品特性
重要或关键过程特性
1
悬臂梁缺口冲击强度
≥25KJ/m2
与实际生产相符
自主设计识别
2
挤出温度
一区190±5
自主设计识别
二区200±5
自主设计识别
三区210±5
自主设计识别
四区210±5
自主设计识别
五区210±5
自主设计识别
六区200±5
自主设计识别
七区200±5
自主设计识别
八区200±5
自主设计识别
九区210±5
自主设计识别
机头220±5
自主设计识别
3
挤出转速
主机转速400±10
自主设计识别
4
主机电流
<200A
自主设计识别
5
真空度
绝对值>0.06MPa
自主设计识别
备注
初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的特殊特性和经验。
编 制:日期:
审核: 日期:
产品和过程特殊特性清单
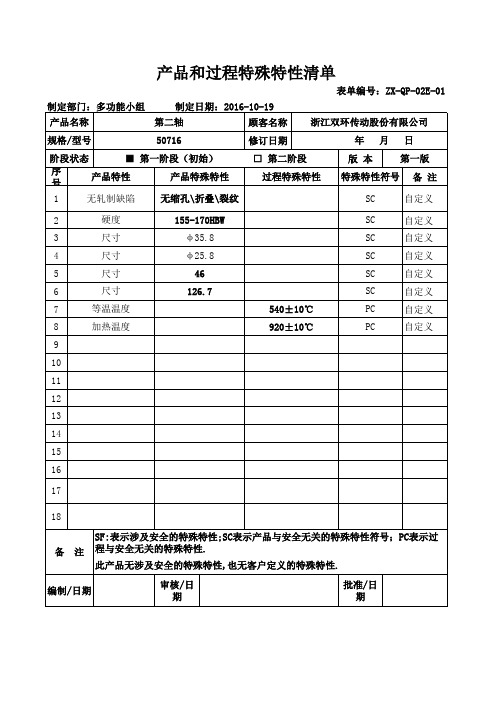
第一版
特殊特性符号 备 注
SC
自定义
硬度
3
尺寸
4
尺寸
5
尺寸
6
尺寸
7
等温温度
8
加热温度
9
10
11
12
13
14
15
16
155-170HBW φ35.8 φ25.8 46 126.7
540±10℃ 920±10℃
SC
自定义
SC
自定义
SC
自定义
SC
自定义
SC
自定义
PC
自定义
PC
自定义
17
18
SF:表示涉及安全的特殊特性;SC表示产品与安全无关的特殊特性符号;PC表示过 备 注 程与安全无关的特殊特性.
此产品无涉及安全的特殊特性,也无客户定义的特殊特性.
编制/日期
审核/日 期
批准/日 期
产品和过程特殊特性清单
表单编号:ZX-QP-02E-01
制定部门:多功能小组
制定日期:2016-10-19
产品名称
第二轴
顾客名称
浙江双环传动股份有限公司
规格/型号
50716
修订日期
年月日
阶段状态
■ 第一阶段(初始)
序 号
产品特性
产品特殊特性
1
无轧制缺陷
无缩孔\折叠\裂纹
□ 第二阶段 过程特殊特性
版本
7:初始特殊特性清单

□初始 ■ 生产 编号:ZJ-03-22
顾客名称: 产品名称: 编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
顾客产品号: 产品名称 产品图号 产品特殊特性
15 16 17 18 19 20 21 22 23 24 26 — 重要特性: ①间接影响产品的配合/功能/安装/外观特性; ②间接影响产品的安全/法规特性; ③用户对产品质量缺陷有较大抱怨的。
特殊特性 符号说明 — 法规特性: ①直接影响车内人员保护/转向控制/制动特性的;
特殊特性 符号说明 ②直接影响产品的安全/法规特性的。 — 关键特性: ①对产生的质量缺陷用户不能容忍的; ②对配合/功能/外观/装配等要求必须保证的。 小组成员签名/日期:
性清单
编号:ZJ-03-22
过程特殊特性
符号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户名称: 产品名称: 图号:
特性类别
序号
特性项目
特性符号
特性影响
测量控制方法
产品特殊特性
硬度HRC23-28
影响产品性能、寿命
硬度仪材质测试
2
齿部表面硬度HRC45-50 淬硬层深≥2mm
影响产品性能、寿命
硬度仪淬火后测试
3
轴承位外圆φ35
影响配合及性能
制程中控制图控制
4
轴承位外圆φ30
影响配合及性能
制程中控制图控制
5
外圆φ40
影响配合
外径数显千分尺,首检、自检和巡检
6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检
7
内花键与轴承位同轴度≤0.02
影响性能
偏摆仪测量
8
φ40外圆全跳动0.03
影响性能
偏摆仪测量
9
槽深尺寸11±0.08
影响配合
卡尺(精度0.02)首检、自检和巡检
10
长度26.5±0.1
影响配合
卡尺(精度0.02)首检、自检和巡检
11
总长度 293±0.15
影响配合
高度尺(精度0.01),首检、自检和巡检
12
齿位有效长度35
影响配合
卡尺(精度0.02)首检、自检和巡检
13
长度60.5
影响配合
高度尺(精度0.01),首检、自检和巡检
过程特殊特性
1
校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2
高频电流、电压、时间
影响产品性能,寿命
高频淬火操作规程
3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “”表示“产品特殊特性”,用符号“”表示“过程特殊特性”。
跨功能小组成员:
编制日期: