(整理)慢走丝 GMTH_代码比较-中文
沙迪克慢走丝加工条件中文

沙迪克慢走丝加工条件中文意思及补偿大小ON:放电发生时间,也称脉宽。
OFF:放电不发生时间,也称脉间。
IP:由四个数字来定义。
右起两位表示峰值电流大小,右起第三位表示超级加工的有无,右起第四位为零的话表示精加工,不为零则为TM粗加工。
HRP:三个字母代表不同含义,“H”即“高电压供电回路”,设定值越大,电压越高。
“R”即“触发电路”,设定值越大,阻抗值越小,能量越大。
“P”即“高压同步电路”,设定值越大,阻抗值越小,能量越大。
MAO:为确保加工稳定性而构建的基准参数。
TM粗加工状态下,“M”即定义时间级别来判断加工状态是否稳定。
“A”在M设定的时间内的加工被判定为稳定时,输出OFF参数定义的脉冲,不稳定时输出改为A参数定义的脉冲。
A设定值越大,脉间越宽,断丝风险降低。
“O”在M设定的时间内的加工被判定为稳定时,输出ON参数定义的脉冲,不稳定时输出改为O参数定义的脉冲。
精加工状态下,“M”即定义电压级别来判断加工状态是否稳定。
“A”在M 设定的时间内的加工被判定为不稳定时,自动以A参数设定的脉间宽度倍数扩展实际输出的脉冲间隔。
“O”没有定义。
SV:伺服参考电压。
决定电极丝前进还是后退。
加工进行时,丝与工件间的平均电压在变化,其值小于SV时丝退,大于SV则丝进。
V:电极丝和工件之间的电源电压设定,设定值越大,放电能量越大。
SF:设定工作台在加工进行中的进给速度。
C:定义电容级别,仅在精加工时有效,TM粗加工时必须是零。
设定值大,放电趋于安定,但超出极限也会使放电间隙变大,造成电蚀面粗糙。
PIK:定义PIKA电路的模式。
CTRL:设定ACW(除去部分功能,为可选配置)WK:电极丝类别。
右起第一、二位数字表示直径粗细,如10表示0.1mm。
右起第三位数字,0表示黄铜硬丝,1表示黄铜软丝,2表示钢芯镀层丝,3表示钨丝,4表示钼丝。
WT:定义电极丝预紧力。
设置开关在“NORMAL”状态,即采用粗电极丝加工时,WT设定值小于30时,实际拉力恒定在300克,WT=255,实际拉力达到最大值2550克,WT=31至255时,实际拉力在300至2550间按比例增加。
慢走丝 GMTH代码比较中文
锥度倾斜方向右
G53
机械坐标系选择
机械坐标系选择
在机械坐标定位
G54
G54工件坐标系工件选择
工件坐标系0
工件坐标系1选择
G54.1
W00~W99工件坐标系
G55
G55工件坐标系选择
工件坐标系1
工件坐标系2选择
G56
G56工件坐标系选择
工件坐标系2
工件坐标系3选择
G57
G57工件坐标系选择
工件坐标系3
加工经验技术表 线切割SPW5018
名称
各公司G,M,T代码一览表及本公司系统使用变量一览表
适用机种
三菱线切割放电加工机床 全部机种
适用范围
G,M,T代码一览表及本公司系统使用变量一览表
目的
对编制程序等时出现问题的各公司G,M,T代码一览表及本公司系统使用变量一览表作了汇编。
G,M,T代码一览表
注意事项
请参考下面页数
G,M,T代码会因机种不同而相异。
详细情况请确认各厂家提供的使用说明书。
本公司的机床不能使用T代码。
G代码比較
三菱
SODICK
牧野
FANAC
G00
定位
定位
快进直线插补
快进
G01
直线插补
直线插补
加工直线插补
直线插补(加工进给)
G02
圆弧插补CW/螺旋插补CW/指定圆弧CW
螺旋插补(顺时钟)
G528
第5副参考点复位
G529
第5副参考点设定
G554
工件坐标系50
G555
工件坐标系51
G556
工件坐标系52
G557
沙迪克慢走丝代码大全

沙迪克慢走丝代码机床面板SOURCE:ON/OFF:数字控制机械开关POWER : ON/OFF:机械部分电源开关AWT :Ⅰ(CUT)/Ⅱ(THREAD):剪线/自动穿线TENSLON:ON/OFF:导丝张力开关WIRE:RUN/STOP:开关走丝PRESSURE:FLGH/LOW:高压喷流/喷流TANK FILL:ON/OFF:TANK DRALN:OPEN/LLOSE:开关水门TANK DOOR:/—————-—--———-——-—--A·0—--—A·7:自定义功能键MFR0—---MFR3:手动速度调节OFF:ACK:HACT:暂停ENT:加工ST:UVW:——————--———-—————-——-—-GUIDE:CLOSE/OPEN:眼膜开关AWT W ATER:ON/OFF:穿丝时开关水WIRE :CUTTER:切断电极丝AWT PLPE:FREE:端点基体下降(手动下降导丝管)TENSION:ON/OFF:CLRCULATLON PUMP:循环泵开关DELONLZER PUMP:纯水器开关(离子交换装置)加工条件1。
条件代码:C001 C002 C903 C904(”9”开头条件为PIKA加工)2。
ON—放电脉冲(ON)的时间000-031 100—131 300-3313。
OFF-放电脉冲休止时间000—063 100—163 200-263 300—3634.IP—主电源电流波峰值000—015 1000—1015 2000—2015 1200-1215 2200-2215 5。
HRP—辅助电源电路H:0-6 R:0—7 P:0—76。
MAO-脉冲宽度调整M:0-9 A:0—9 O:0—97。
SV—伺服基准电压0—2558。
V-主电源电压0—99。
SF—伺服速度0000—999910。
C—电容011。
PIK-PIKA选择000-03912.CTRL—选项(ACW除去部分功能的选项数据设定) 0000-0099 13。
数控加工中心常用GM代码指令详解精选版

数控加工中心常用GM 代码指令详解Document serial number [ KKGB-LBS98YT-BS8CB-BSUT-BST108 ]数控加工中心常用的G代码和M指令G代码———功能----------- 格式:1.G00快速移动格式:GOOX -------------- Y --- Z——2.G01直线插补格式:G01X -------------- Y --- Z——F -----3.G02顺圆插补格式:G02X -------------- Y --- Z ---- R ----G02X ---- Y ---- Z ---- 1 ----- J ---- K ----4.G03 -------- 逆圆插补格式:G03X ---- Y ---- Z ---- R ------G03X ---- Y ---- Z ---- 1 ----- J ---- K ----5.G04 -------- 暂停6.6.G15 -------- 极坐标系指令取消7.G16极坐标系指令8.G17选择XY平面9.G18选择XZ平面10.G19选择YZ平面11.G20英寸输入12.G21毫米输入13.G28返回参考点14.G29从参考点返回15.G40刀具半径补偿取消16.G41刀具半径左补偿17.G42刀具半径右补偿18.G43正向刀具长度补偿19.G44负向刀具长度补偿20.G49刀具长度补偿取消21.G50 -------- 比例缩放取消22.G51 -------- 比例缩放有效23.G54~G59选择工件坐标系16?24.G68 -------- 坐标旋转25.G69 -------- 坐标旋转取消26.G73 -------- 高速深孔钻循环格式:G73X -- Y --- Z -- R -- Q -- F -- K ---27.G74 -------- 左旋攻丝循环格式:G74X--Y--Z--R一-Q--F--K一一28.G76 -------- 精链循环格式:G76X -- Y --- Z -- R -- Q --- P -- F -- K ---29.G80 -------- 取消固定循环30.G81 -------- 钻孔循环格式:G81X --- Y --- Z -- R -- F ---31.G83 -------- 排屑钻孔循环格式:G83X-—Y--Z-—R--Q--F--K-—32.G84 -------- 刚性攻丝循环格式:G84X-—Y--Z-—R--P-—F--K-—33.G90 -------- 绝对值编程34.G91 -------- 增量值编程35.G94 -------- 每分钟进给36.G95 -------- 每转进给37.G98 -------- 固定循环返回到参考点38.G99 -------- 固定循环返回到R点常用的辅助功能M代码M代码——功能1.M00 ------- 程序停止2.M01 ------- 选择停止3.M02 ------- 程序结束4.M03 ------- 主轴正转5.M04 ------- 主轴反转6.M05 ------- 主轴停止转动7.M06 ------- 换刀指令8.M08 ------- 切削液开9.M09 ------- 切削液关10.M19 ------- 主轴定位11.M30 ------- 程序结束,并返回程序起始12.M98 ------- 子程序调用13.M99 ------- 子程序结束,并返回主程序地址码中英文字母的含义地址 ---- 功能-------- 含义1. D ------------ 补偿号------- 刀具半径补偿指令2.3. F ------------ 进给速度----- 给速度的指令4.G ------------ 准备功能——指令动作方式5.H ------------ 补偿号------- 补偿号的指定6.I ------------ 坐标字-------- 圆弧中心X轴向坐标7.J ------------ 坐标字-------- 圆弧中心Y轴向坐标8.K ------------ 坐标字------- 圆弧中心Z轴向坐标9.L ------------ 重复次数——固定循环及子程序的重复次数10.M---------- 辅助功能----- 机床开/关指令11.N --------- 顺序号------- 程序段顺序号12.0 --------- 程序号------- 程序号,子程序号的指定13.P ---------------------------- 暂停或程序中某功能开始使用的顺序号14.Q ---------------------------- 固定循环终止段号或固定循环中定距15.R --------- 坐标字-------- 固定循环中定距离或圆弧半径的指令16.S --------- 主轴功能----- 主轴转速的指令17.T --------- 刀具功能----- 刀具编号的指令18.X --------- 坐标字--------- X轴的绝对坐标值或暂停时间19.Y --------- 坐标字--------- Y轴的绝对坐标20.Z --------- 坐标字--------- Z轴的绝对坐标功能详解:G00一快速定位格式:GOO X(U)_Y(W)_说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
转沙迪克慢走丝指令说明
转沙迪克慢走丝指令说明想学沙迪克慢走丝的朋友可以看看加工条件1.条件代码:C001 C002 C903 C904("9"开头条件为PIKA加工)2.ON-放电脉冲(ON)的时间000-031 100-131 300-3313.OFF-放电脉冲休止时间000-063 100-163 200-263 300-3634.IP-主电源电流波峰值000-015 1000-1015 2000-2015 1200-1215 2200-22155.HRP-辅助电源电路H:0-6 R:0-7 P:0-76.MAO-脉冲宽度调整M:0-9 A:0-9 O:0-97.SV-伺服基准电压0-2558.V-主电源电压0-99.SF-伺服速度0000-9999 10.C-电容0 11.PIK-PIKA选择000-039 12.CTRL-选项(ACW除去部分功能的选项数据设定)0000-0099 13.WK-电极丝控制000-499 14.WT-张力控制0-255 15.WS-电极丝速度0-255 16.WP-高压喷流000-063 ON:放电发生时间,也称脉宽。
OFF:放电不发生时间,也称脉间。
IP:由四个数字来定义。
右起两位表示峰值电流大小,右起第三位表示超级加工的有无,右起第四位为零的话表示精加工,不为零则为TM粗加工。
HRP:三个字母代表不同含义,"H"即"高电压供电回路",设定值越大,电压越高。
"R"即"触发电路",设定值越大,阻抗值越小,能量越大。
"P"即"高压同步电路",设定值越大,阻抗值越小,能量越大。
MAO:为确保加工稳定性而构建的基准参数。
TM粗加工状态下,"M"即定义时间级别来判断加工状态是否稳定。
"A"在M设定的时间内的加工被判定为稳定时,输出OFF参数定义的脉冲,不稳定时输出改为A参数定义的脉冲。
加工中心常用代码gm
G07.1(G107) 圆柱插补
G08 预读控制
G09 准确停止
G10 可编程数据输入(g10的意思是用程序输入补偿指令格式有:
H的几何补偿值变成格式 g10 L10 P R(
H的磨损补偿值变成格式 g10 L11 P R
D的几何补偿值变成格式 g10 L12 P R
M12 * 不指定 M56 * 刀具直线位移,位置2
M13 主轴顺时针,冷却液开 M57-M59 * 不指定
M14 主轴逆时针,冷却液开 M60 更换工作
M15 * 正运动 M61 工件直线位移,位置1
M16 * 负运动 M62 * 工件直线位移,位置2
M17-M18 * 不指定 M63-M70 * 不指定
G17/G18/G19:平面选择,在其上包含旋转的形状
a_ b_:与指令坐标平面相应的X,Y,Z中的两个轴的绝对指令,在G68后面指定旋转中心
R_:角度位移,正值表示逆时针旋转。根据指令的G代码(G90或G91)确定绝对值或增量值
最小输入增量单位:0.001deg
有效数据范围:-360.000到360.000
作。
注
在参数输入方式,不能指定其它的NC 语句。
– 301 –
16. 可编程参数输入(G10) 编程 B-63834C/01
– 302 –
例 1. 设定位型参数No.3404 的位2(SBP)
G10L50;参数输入方式
N3404 R 00000100;SBP 设定
G11;取消参数输入方式
2. 修改轴型参数No.1322(设定存储行程极限2 各轴正向的坐标值)中
N-P-R;轴型参数
┊
G11;取消参数输入方式
夏米尔慢走丝指令清单
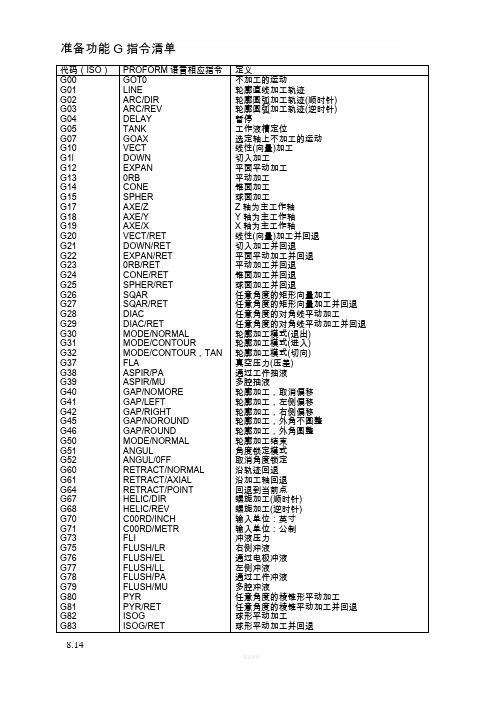
准备功能G指令清单8.14GOO 不加工的运动句法G00<Xx><Yy><Zz><Cc><Rr>定义四轴联动,以线性插补方式运动到指定点(X、Y、Z、C)。
有C轴运动时,Rr表示电极相对于其中心的最大半径。
<Rr>不改变几何形状,但改善“C”轴伺服性能等价于PROFORM:GOTO/<,X,x><,Y,y><,Z,z><,C,c><,R,r>例GO1 轮廓直线加工轨迹句法G01<L1><Hh><Xx><Yy><Zz><Ee><> 可选项定义轮廓直线加工轨迹。
等价于ROBFORM:X,x,Y,y(如用G17)LINE/ Y,y,Z,z(如用G19),L,I,H,h,E,eZ,z,X,x(如用G18)注:主加工轴为Z时使用LI代替Zz。
GO2 轮廓圆弧加工轨迹句法G02<Xx><Yy><Zz><Ll><Hh><Ii><Jj><Kk><Ee> <> 可选项定义顺时针圆弧加工轨迹。
注:一个整圆的编程至少要用两次ARC指令,才能完成。
等价于PROFORM:,X,x,Y,y(如用G17)ARC/DIR ,Y,y,Z,z(如用G19)L,I,H,h,E,e,Z,z,X,x(如用G18)GO3 轮廓圆弧加工轨迹句法G03<Xx><Yy><Zz><L1><Hh><Ii><Jj><Kk><Ee> <> 可选项定义逆时针圆弧加工轨迹。
注:一个整圆的加工,至少要两次ARC指令,才能完成。
慢走丝代码大全

慢走丝代码大全加工条件1.条件代码:C001 C002 C903 C904("9"开头条件为PIKA加工)2.ON-放电脉冲(ON)的时间000-031 100-131 300-3313.OFF-放电脉冲休止时间000-063 100-163 200-263 300-3634.IP-主电源电流波峰值000-015 1000-1015 2000-2015 1200-1215 2200-2215 5.HRP-辅助电源电路H:0-6 R:0-7 P:0-76.MAO-脉冲宽度调整M:0-9 A:0-9 O:0-97.SV-伺服基准电压0-2558.V-主电源电压0-99.SF-伺服速度0000-999910.C-电容011.PIK-PIKA选择000-03912.CTRL-选项(ACW除去部分功能的选项数据设定) 0000-009913.WK-电极丝控制000-49914.WT-张力控制0-25515.WS-电极丝速度0-25516.WP-高压喷流000-063T、M代码T代码:TP: 主程式面TN: 副程式面T80:电极丝送进T81:停止电极丝送进T82:关闭加工槽排液阀T83:打开加工槽排液阀T84:泵打开T85:泵关闭T86:打开喷流T87:关闭喷流T88:切换到油浴加工T89:切换到水喷流加工T90:AWTIT91:AWTIIT94:切换到水浴加工T96:打开送液T97:关闭送液M代码:M00:程序停止M01:选项程序停止M02:加工终止M03:M03代码搜索M05:无视接触感知M06:加工过程为无放电移动M10-M47:外部信号输出M70-M77:外部信号输入M98:调用子程序M99:子程序结束M199:Q文件结束G代码G代码G00、定位移动G01、直线插补G02、圆弧插补(顺时针)G03、圆弧插补(逆时针)G04、延时G05、X镜像变换G06、Y镜像变换G07、Z镜像变换G08、X-Y变换G09、镜像变换取消及X-Y变换取消G11、跳读ONG12、跳读OFFG13、断丝复位功能ONG14、断丝复位功能OFFG15、断丝复位功能ON(不放电,低压喷流)G17、XY平面指定G22、软件限位ONG23、软件限位OFFG26、图形旋转ONG27、图形旋转OFFG28、返回主参考点G29、设定主参考点G30、返回G92指定的点G40、取消电极丝半径补正G41、电极丝半径向左补正G42、电极丝半径向右补正G48、边缘控制ONG49、边缘控制OFFG50、取消锥度倾斜G51、锥度向左倾斜G52、锥度向右倾斜G54、工件坐标系0G55、工件坐标系1G56、工件坐标系2G57、工件坐标系3G58、工件坐标系4G59、工件坐标系5G60、返回主参考点G74、四轴补偿ONG75、四轴补偿OFFG80、移动到接触感知发生处G81、移动到机械限位处G82、移动到原点与当前位置的一半G83、把当前值读入指定的补正项G84、自动调垂直G90、绝对坐标指令G91、增量坐标指令G92、设定坐标原点指令G97、设定坐标系坐标原点指令G104、转角延时ONG105、转角延时OFFG122、设定软件+限位G123、设定软件-限位G126、坐标旋转ONG127、坐标旋转OFFG128、返回第1副参考点G129、返回第2副参考点G132、干涉回避ONG133、干涉回避取消G134、TAPER干涉回避ONG135、TAPER干涉回避取消G136、干涉报错ONG137、干涉报错取消G140、上下异型取消G141、上下异型左补偿G142、上下异型右补偿G148、AIC角域控制ONG149、AIC角域控制OFFG152、局部坐标系G153、移动至行程末端G154、工件坐标系10G155、工件坐标系11G156、工件坐标系12G157、工件坐标系13G158、工件坐标系14G159、工件坐标系15G183、将指定的各种设定信息读入至指定的补正项G192、半程设定G228、返回第2副参考点G229、设定第2副参考点G248、AIC角域控制ONG249、AIC角域控制OFFG254、工件坐标系20G255、工件坐标系21G256、工件坐标系22G257、工件坐标系23G258、工件坐标系24G259、工件坐标系25G328、返回第3副参考点G329、设定第3副参考点G348、外角边缘轨迹控制 ONG349、外角边缘轨迹控制 OFFG355、工件坐标系 31G356、工件坐标系 32G357、工件坐标系 33G358、工件坐标系 34G359、工件坐标系 35G428、返回第4副参考点G429、设定第4副参考点G448、外角R速度控制 ONG449、外角R速度控制 OFFG454、工件坐标系 40G455、工件坐标系 41G456、工件坐标系 42G457、工件坐标系 43G458、工件坐标系 44G459、工件坐标系 45G528、返回第5副参考点G529、设定第5副参考点G548、内角R速度控制 ONG549、内角R速度控制 OFFG554、工件坐标系 50G555、工件坐标系 51G556、工件坐标系 52G557、工件坐标系 53G558、工件坐标系 54G559、工件坐标系 55G628、返回第6副参考点G629、设定第6副参考点G648、内角边缘速度控制 ONG649、内角边缘速度控制 OFFG654、工件坐标系 60 G655、工件坐标系 61G656、工件坐标系 62G657、工件坐标系 63G658、工件坐标系 64G659、工件坐标系 65G728、返回第7副参考点G729、设定第7副参考点G748、外角边缘速度控制 ONG749、外角边缘速度控制 OFFG754、工件坐标系 70G756、工件坐标系 72G757、工件坐标系 73G758、工件坐标系 74G759、工件坐标系 75G828、返回第8副参考点G829、设定第8副参考点G854、工件坐标系 80G855、工件坐标系 81G856、工件坐标系 82G857、工件坐标系 83G858、工件坐标系 84G859、工件坐标系 85G928、返回第9副参考点G929、返回第9副参考点G954、工件坐标系 90G955、工件坐标系 91G956、工件坐标系 92G957、工件坐标系 93G958、工件坐标系 94G959、机械坐标系 95線割機台通用代碼G代碼G00 快速移動 G00 X___Y___U___ V___G01 直線加工 G01 X___Y___U___ V___G02 順時針圓弧加工G02 X___Y___ I___ J____G03 逆時針圓弧加工G03 X___Y____I___J____G04G40 補正取消 G40 X____Y____G41 向左補正 G41X____Y____G42 向右補正 G42 X____Y____G90 絕對值數據模式G90 (指定絕對坐標值)G91 相對值數據模式G91 (指定相對坐標值)G92 程式原點數據模式G92 X___Y____I____J____U____V____M代碼M00 無條件停止工作M00 (當程式執行到M00單節時,機台將自動停止)M01 選擇性停止工作M01 (如果M01STOP按鍵按亮時,和M00功能相同)M02 程式結束 M02 (指定主程式結束)沙迪克慢走丝代码加工条件1.条件代码:C001 C002 C903 C904("9"开头条件为PIKA加工)2.ON-放电脉冲(ON)的时间000-031 100-131 300-3313.OFF-放电脉冲休止时间000-063 100-163 200-263 300-3634.IP-主电源电流波峰值000-015 1000-1015 2000-2015 1200-1215 2200-22155.HRP-辅助电源电路H:0-6 R:0-7 P:0-76.MAO-脉冲宽度调整M:0-9 A:0-9 O:0-97.SV-伺服基准电压0-2558.V-主电源电压0-99.SF-伺服速度0000-999910.C-电容011.PIK-PIKA选择000-03912.CTRL-选项(ACW除去部分功能的选项数据设定) 0000-009913.WK-电极丝控制000-49914.WT-张力控制0-25515.WS-电极丝速度0-25516.WP-高压喷流000-063T代码TP 主程序面TN 副程序面T80 走丝开T81 电极丝停止T82 加工槽液关T83 加工槽液开T84 进行高压喷流T85 停止高压喷T89 进行喷流加工T90 自动剪线T91 自动穿线T94 进行水浴加工T96 打开送液T97 停止送液M代码M00 快速定位M01 选择停止MO2 程序结束M03 代码搜索M05 忽略接触感知M06 不放电M98 调用子程式M99 返回主程序G代码G00 快速定位G01 走直线G02 顺圆加工G03 逆圆加工G04 延时G05 X轴镜像G06 Y轴镜像G07 Z轴镜像G08 轴交换G09 取消镜像G11 程序跳读开G12 程序跳读关G13 断线复位关G14 断线复位关G17 平面选择G22 软件限位开G23 软件限位关G26 图形形旋转开G27 图形形旋转关G28 注意点G29 主参照点复位G30 返回设置点G40 取消补正G41 向左补正G42 向右补正G48 边缘控制开G49 边缘控制关G50 取消锥度倾斜G51 锥度倾斜左G52 锥度倾斜右G54~G59工作坐标系G60主参照点设置G137 干涉错误有效G74 四轴补偿开G75 四轴补偿关G80 移动到接触感知G81 移动到机械极限G82 移动到原点至现坐标的一半G84 自动垂直定位G90 绝对坐标G91 相对坐标G92 设定坐标值G96 镜像撤消G97 把所有坐标系设置当前坐标值G104 转角延时开G105 转角延时关G126 坐标旋转开G127 坐标旋转关G132 干涉回避开G133 干涉回避关G134 锥度干涉回避开G135 锥度干涉回避关G136 干涉错误撤消G137 干涉错误有效G140 取消上下异形补偿G141 上下异形左补偿开G142 上下异形右补偿开G152 局部坐标其它代码:A 锥度(角度值)C 加工条件号码D,H 补正量(变量值)L 重复次数F 进给速度N、O 序列号Q 文件调用P 子程序调用号RX,RY图形旋转角度KA 坐标旋转角度RA 图形旋转角度RI,RJ 图形旋转中心KX,KY 坐标旋转角度R 圆弧过渡X、Y、U、V、I、J、Z坐标轴三菱(MITSU)線割機台代碼A 錐度 A___ _ (角度)L 程式編號 L_____(正整數)N 程式中加工孔號N_____(正整數)R 圓弧半徑R_____(常數)K 旋轉角度 K_____(角度)S 縮放比例S_____(常數)H 補正編號 H_____(常數)E 加工條件E_____(正整數)F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數)G23 返回主程式G23G87 主程式與副程式圓角設定G87G88 自動化清角G88G89 取消自動化清角G89M20 自動穿線 M20M21 自動剪線 M21M80 噴水打開 M80M81 噴水關閉 M81M82 送線開始 M82M83 送線結束 M83M84 放電開始 M84M85 放電結束 M85M90 最適利進給打開M90M91 最適利進給結束M91庆鸿机常用代码A 錐度 A___ _ (角度)L(O) 程式編號L_____(正整數)N 程式中加工孔號N_____(正整數)R 圓弧半徑R_____(常數)K 旋轉角度 K_____(角度)H(D) 補正編號H_____(常數)E(S) 加工條件 E_____(正整數)F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數)G23 返回主程式G23G87 主程式與副程式圓角設定G87G94 定速切割 G94G95 伺服切割 G95M20 自動穿線 M20M21 自動剪線 M21M80 噴水打開 M80M81 噴水關閉 M81M82 送線開始 M82M83 送線結束 M83M84 放電開始 M84M85 放電結束 M85M90 最適利進給打開M90M91 最適利進給結束M91M98 呼叫副程式M98L(P)__ (正整數)M99 返回主程式M99法蘭克(富士通FANUC) 線割機台代碼G10 設定補正值或者加工條件G10P__R__(補正值設定)G10P__X__Y__Z__U__V__W__I__J_K_(加工條件設定 )G48 轉角R机能打開G48G49 轉角R机能關閉G49G50 取消錐度 G50 X__Y__G51 向左側傾斜G51 X__Y__G52 向右側傾斜G52 X__Y__G94 定速切割 G94X__Y__F__G95 伺服切割 G95X__Y__夏米爾(CHARMILL) 線割機台代碼Aa 錐度A____ (角度)Cc 輔助平面旋轉角度 C_____(角度)Ee 加工模式的選擇E____(正整數)Ff 多少秒閉鎖時間F____(常數)Hh 工件的厚度 H____(常數)Rr 基准面与輔助平面之間的距离R____(常數)Ww 基准面与下部表面之間的距离G27 正常模式[取消模式 G28,G29,G30和G32]G28 錐形模式,旋轉主軸類型[不變角]G29 尖角的錐形模式G30 恒定半徑的錐形模式G32 扭轉模式的約定和定義M03 起用電极絲進給M05 停用電极絲進給M06 自動穿絲M07 起用上部沖洗M08 起用下部沖洗M09 停用上部與下部沖洗M12 自動線切割M20 起用加工M21 停用加工。
夏米尔慢走丝线切割操作界面英文中文对照表

夏米尔线切割操作界面英文单词P操作面板:Machine 机床、加工Machining 加工状态Part 零件,工件Total 总数, 合计Position 位置Upper adj.上面的, 上部的Pressure 压力,Lower adj. 较低的Force 强制, 强加,Level 水平面,Graph观察界面:一、Tank View 加工液槽视图二、Program View 程序视图:Erase 抹去, 擦掉Screen 屏幕, 银幕Graph 图, 图表, 曲线图Tank (盛液体, 气体的大容器)桶、箱、罐、槽View 图象, 视图Program 程序,三、Drawing Parameters绘图参数:Draw 绘画,Parameter 参数, 参量Position 位置,Guide 导向装置[美国传统词典]Secondary 第二的:第二等级的Plane 平面Reference 参考Table 表[美国传统词典]Abort 在完成以前中止[美国传统词典] Redraw重画Trace 踪迹,轨迹Back 背景;[现代英汉综合大词典]Stroke ;一次打击或冲击[美国传统词典] Limit 界限, 界线, 边界Drawing 图画, 制图End 末端, 尽头, 结束, 目标Block 街段[美国传统词典]Line 直线[美国传统词典]Absolute 绝对的System 系统, 体系, 制度, 体制, 秩序, 规律, 方法Scale 比例Center 中心, 中央, 中心点,Rotation 旋转Start 开始, 起动, 发动Offset 偏移量,Sequence 次序, 顺序, 序列Stop 停止Info信息界面:一、Survey 观察:Dielectric电介质, 绝缘体Deio没找到解释Deionization [物]消电离作用Current 当前的,二、Machine机床:三、Current Program 现行程序:Job工作, 零活,四、Message 信息五、Consumable消耗品:Consume消耗, 消费,Setting安置, 安装。
慢走丝加工编程经验

慢走丝加工编程经验慢走丝加工编程经验篇加工行业是现代工业生产中非常重要的一环,其中慢走丝加工是一种常见的加工方法。
慢走丝加工是利用电脑数控技术,通过控制刀具在工件上进行精细加工的过程。
在慢走丝加工中,编程是一个至关重要的环节,它直接影响加工的质量和效率。
在这篇文章中,我将分享自己在慢走丝加工编程方面的经验。
一、理解加工工艺和工件要求在进行慢走丝加工编程前,首先要对加工工艺和工件要求进行充分的了解和理解。
加工工艺包括切削速度、切削深度、进给速度等参数的设定,而工件要求则指工件的尺寸、形状、表面光洁度等。
只有对这些方面有清楚的了解,才能编写出符合要求的程序。
二、选择合适的编程软件慢走丝加工编程需要借助专门的编程软件进行。
选择合适的编程软件对于编程的效率和准确度都有很大的影响。
在选择编程软件时,要考虑软件的功能强大程度、操作的便捷程度以及和机床的兼容性等因素。
三、掌握编程语言和代码规范慢走丝加工编程主要使用G代码进行,而掌握编程语言和代码规范对于正确编写程序非常重要。
要熟悉G代码的基本语法和常用指令,例如设定刀具半径、设定加工深度、设定进给速度等。
同时,要遵循编程的规范,例如标点符号的使用、代码注释的添加等,以保证程序的可读性和可维护性。
四、合理布局程序结构在编写慢走丝加工程序时,要合理布局程序的结构,以便后期的调试和修改。
程序的结构可以根据加工工序进行划分,使用子程序进行封装,这样可以提高代码的重用性和可扩展性。
此外,要注意注重程序的可读性,使用合适的变量名和注释,方便自己和他人理解程序的意图。
五、编写并优化加工路径加工路径是慢走丝加工中的一个关键问题。
编程时,要根据工件的形状和尺寸等要求,合理选择加工路径,以实现高效、精确的加工。
在编写加工路径时,可以应用一些优化算法,如最短路径算法、曲线拟合算法等,以减少加工时间和提高加工质量。
六、进行仿真和调试在编写慢走丝加工程序后,应进行仿真和调试,以验证程序的正确性和有效性。
慢走丝之统赢操作说明及后处理修改说明
慢走丝之统赢操作说明及后处理修改说明相关搜索:后处理, 慢走NC程式中出現的補正編號是由變數90的控制,可以將#8更換為#90﹐Variable 90 = H20,abs,modal,integer,init/0.;Offset code :;;Offset Compensation Number#8與#90的區別,(根據客戶需要采用變數控制)#8的補正編號是由系統自動累加1,從H01﹒H02﹒H03﹒﹒﹒﹒H99﹒﹒﹒#90的補正編號是由DBF檔案資料庫與條件組補正編號控制﹐變動性較#8大﹐可以這選圖元時隨時改變補正編號#90補正編號可參考WPCAM﹒DBF檔案資料原Variable D = H10,init/0,not_modal,ex:H01,H02修改后Variable D = D10,init/0,not_modal,ex01,D02(也可以修改成其他字母代碼全世界慢走丝,中走丝,快走丝“常用中英词汇表”相关搜索:词汇表, 全世界, 慢走慢走丝名三菱Mitsubishi 牧野Makino 兄弟Brother 日立Hitachi 西部Seibu 沙迪克Sodlck法那科,富士通。
Fanuc 积柏时Japax 欧安?夏米尔洽米尔Charmiles 阿奇Agie GF阿奇夏米尔GF Agie-Charmills庆鸿Chmer 徕通Legend 京美Centech 美新?健升?秀丰?亚特?美溪?杜芬?联盛?三光科技Sanguang Technoloies 汉川?三光沙迪克Sanguang Sodlck 北京阿奇?中特?宝码?上海通用?安德?编程系统Esprit 无中文名你能取一个MasterCam 无中文名Ycut 立先Wpcam 统羸机台性能:最大工件尺寸Max workpiece size 最大工件重量Max workpiece weight X和Y轴行程X/Y Travel U,Vl轴行程U,VTreavl Z轴行程Z Travel 机械重量Net Wight机头移动距离Machine Head movement 电极直径Electrode pipe diameter 加工液容量Fluid capacity 加工液Dielectric fluid加工电源Input power 最大加工电流Max machineing current 机械高度Machine height 机台尺寸Machine size机器特性Features 穿线方法Thread type 半自动穿线Semi-auto thread 自动穿线Automatic thread驱动器Driver 伺服马达Servo motor 光栅尺位置检出装置Liner scale Positioning 线张力Wire tension 线速Wire feed垂直度Perpendicularity 锥度Taper 斜度Oblique 过滤方式Filtering element 纯水供液系统Pure water supply unit离子交换Ionexchange 冷却系统Coolant system 控制轴Axis control 最小设定单位Min setting 最小移动单位Min movment程序储存Program storage 轴旋转Axis rotating 镜像Mirror 线径补偿Offset 倍率scale 自动园角corner path转角暂停corner pause 加工电源Power supply 放电回路Discharge loop 电流current 停止时间Off time 放电时间On time辅助电流Auxiliary current 辅助停止时间Auxiliary offtime 伺服电压Servo Voltage 开路电压Open Voltage 精修功能Fine finish起始点回归Start point return 暂停点回归Hold point return 路径跟踪Path trcing 路径倒走Path retrace 起始点start point机台重置Restart 空跑Dry run 单节运行Single block execution 选择性停止Optional stop 斜度加工Taperdischarge选择性暂停Optional skip 呼叫子程序Subprogram 在线帮助On Line help 自动垂直校正Auto perpendicularity rectify自动寻边Auto edging 软件机台极限设定Soft limitsetting 自动找园中心Self centering 自动找外园中心Self O,Pcertering自动找沟Self centering in slit 座标Coordinate 参考点设定Reference point set 切割长度显示Cutting length display 回归参考点Home return加工时间计算working timer 切割速度显示Cutting speeddisplay 单节模拟Single block simulation 转角路径控制Cornering path control加工警告信息Alam message 喷水FW 浸水SW 材质Material 电极丝抗拉强度Wire tensile strength 廷伸率Elongation线芯材料core material 线轴Spool 转角内侧cornerinner 转角外侧corner outer 硬线Hard wire 软线Soft wire配合间隙自由配合Free fit 轻压配合Finger press fit 压入配合Handfit 松配合Rough fit 压配合Press fit 推入配合Push fit 滑动配合Easy push fit 轻转配合Easy running fit 轻滑配合Easyslide fit 精确配合Exact fit紧动配合Close running 特小间隙配合Close sliding fit 紧滑配合Close working fit 公差Tolerance 偏差Deviation火花位Wire overburn 修刀余量Stock to leave 总切割量Total offset 线切割速度Feedrate 电极丝半径Wire radius相关搜索:夏米尔, 代码Aa 锥度 A____ (角度)Cc 辅助平面旋转角度 C_____(角度)Ee 加工模式的选择 E____(正整数)Ff 多少秒闭锁时间 F____(常数)Hh 工件的厚度 H____(常数)Rr 基准面与辅助平面之间的距离 R____(常数)Ww 基准面与下部表面之间的距离G27 正常模式[取消模式 G28,G29,G30和G32]G28 锥形模式,旋转主轴类型[不变角]G29 尖角的锥形模式G30 恒定半径的锥形模式G32 扭转模式的约定和定义M03 起用电极丝进给M05 停用电极丝进给M06 自动穿丝M07 起用上部冲洗M08 起用下部冲洗M09 停用上部与下部冲洗M12 自动线切割M20 起用加工M21 停用加工多种慢走丝通用代码G代碼G00 快速移動G00 X___Y___U_ __V___G01 直線加工G01 X___Y___U_ __V___G02 順時針圓弧加工G02 X___Y___ I___ J____ G03 逆時針圓弧加工G03 X___Y____I___J____ G04G40 補正取消G40 X____Y____ G41 向左補正G41X____Y____G42 向右補正G42 X____Y____ G90 絕對值數據模式G90 (指定絕對坐標值)G91 相對值數據模式G91 (指定相對坐標值)G92 程式原點數據模式G92 X___Y____I____J____U____V ____M代碼M00 無條件停止工作M00 (當程式執行到M00單節時,機台將自動停止)M01 選擇性停止工作M01 (如果M01STOP按鍵按亮時,和M00功能相同)M02 程式結束 M02 (指定主程式結束)三菱(MITSU)線割機台代碼A 錐度 A____ (角度)L 程式編號L_____(正整數)N 程式中加工孔號N_____(正整數)R 圓弧半徑R_____(常數)K 旋轉角度K_____(角度)S 縮放比例S_____(常數)H 補正編號H_____(常數)E 加工條件E_____(正整數) F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數)G23 返回主程式G23G87 主程式與副程式圓角設定G87G88 自動化清角G88G89 取消自動化清角G89M20 自動穿線M20 M21 自動剪線M21 M80 噴水打開M80 M81 噴水關閉M81 M82 送線開始M82 M83 送線結束M83 M84 放電開始M84 M85 放電結束M85 M90 最適利進給打開M90M91 最適利進給結束M91慶鴻線割機台代碼A 錐度 A____ (角度)L(O) 程式編號L_____(正整數)N 程式中加工孔號N_____(正整數)R 圓弧半徑R_____(常數)K 旋轉角度K_____(角度)H(D) 補正編號H_____(常數)E(S) 加工條件E_____(正整數) F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數)G23 返回主程式G23G87 主程式與副程式圓角設定G87G94 定速切割G94 G95 伺服切割G95 M20 自動穿線M20 M21 自動剪線M21 M80 噴水打開M80 M81 噴水關閉M81 M82 送線開始M82 M83 送線結束M83 M84 放電開始M84 M85 放電結束M85 M90 最適利進給打開M90M91 最適利進給結束M91M98 呼叫副程式M98L(P)__ (正整數)M99 返回主程式M99沙迪克(SODICK) 線割機台代碼G05 X軸鏡象G05 G06 Y軸鏡象G06 G07 Z軸鏡象G07 G08 X.Y軸交換G08G09 取消鏡象与軸交換G09G26 圖形旋轉打開G26K___(角度) G27 圖形旋轉取消G27G50 取消錐度 G50 G51 向左側傾斜 G51G52向右側傾斜G52G74 打開四軸補正G74G75 關閉四軸補正G75G81 回歸机械原點G81G82 X或者Y方向分中G82G84 自動測垂直 G84X-G97 設定所有坐標系歸零G97XYT80 送線打開T80 T81 送線關閉T81 T82 加工液打開 T82T83 加工液關閉 T83T84 泵流打開 T84T85 泵流關閉 T85T86 噴流打開T86 T87 噴流關閉T87 T88 浸油加工T88 T89 噴水加工T89 T94 浸水加工T94 M05 忽視接触(短路)感知 M05M06 不放電M06M98 呼叫副程式M98L(P)__ (正整數)M99 返回主程式M99法蘭克(富士通FANUC) 線割機台代碼G10 設定補正值或者加工條件 G10P__R__(補正值設定)G10P__X__Y__Z__U__V__W__I__J_K_(加工條件設定 )G48 轉角R机能打開G48G49 轉角R机能關閉G49G50 取消錐度 G50X__Y__G51 向左側傾斜 G51 X__Y__ G52 向右側傾斜 G52 X__Y__G94 定速切割G94X__Y__F__G95 伺服切割G95X__Y__夏米爾(CHARMILL) 線割機台代碼Aa 錐度A_ ___ (角度)Cc 輔助平面旋轉角度C_____(角度)Ee 加工模式的選擇 E____(正整數)Ff 多少秒閉鎖時間 F____(常數)Hh 工件的厚度H____(常數)Rr 基准面与輔助平面之間的距离 R____(常數)Ww 基准面与下部表面之間的距离G27 正常模式[取消模式 G28,G29,G30和G32]G28 錐形模式,旋轉主軸類型[不變角]G29 尖角的錐形模式G30 恒定半徑的錐形模式G32 扭轉模式的約定和定義M03 起用電极絲進給M05 停用電极絲進給M06 自動穿絲M07 起用上部沖洗M08 起用下部沖洗M09 停用上部與下部沖洗M12 自動線切割M20 起用加工M21 停用加工还有很多!没有补全慢走丝线切割系统特征1.两平面,两轴直线,圆弧插补。
最新慢走丝 GMTH_代码比较-中文

加工经验技术表线切割SPW5018
名称
各公司G,M,T代码一览表及本公司系统使用变量一览表
适用机种
三菱线切割放电加工机床 全部机种
适用范围
G,M,T代码一览表及本公司系统使用变量一览表
目的
对编制程序等时出现问题的各公司G,M,T代码一览表及本公司系统使用变量一览表作了汇编。
G29
端面定位
主参考点设定
从参考点复位
从参考点复位
G30
中心定位
坐标点原点复位
(G92指令点复位)
第2~第4参考点复位
第2,3,4参考点复位
G32
参考点设定ーA
G33
参考点设定ーB
G40
丝径补偿取消
/锥度角度取消
丝径补偿取消
丝径补偿取消
补偿取消
G41
丝径补偿(左)
丝径补偿左
丝径补偿左侧
补偿左
G42
丝径补偿(右)
校准板宽中心(Y轴)
G83
读入现在位置指定的补偿项里
圆拄中心测定
G84
自动校垂直
工件平行度测定(X轴)
G85
工件平行度测定(Y轴)
G86
自动计测加工(单面)
G87
上下相同R
自动计测加工(宽)
G88
角落R方式
G89
交点计算方式
自动穿丝
G90
绝对值指令
绝对值指令
绝对值指令
绝对值指令
G91
增量指令
增量指令
丝径补偿右
丝径补偿右侧
补偿右
G43
程序丝径补偿量设定
/工件坐标系补偿设定
角落形状控制OFF
慢走丝加工编程经验
慢走丝加工编程经验1.如何做到进刀处无线痕?(1)外形用弧进弧出;(2)内孔:可以从尖角处进刀,原本封闭的孔可以改成开放式的;还有就是每刀进刀线设在不同的位置(尽量不要设过切)。
2. 如何做让角(清角),有哪些方法?(1)图形清角;(2)补偿量清角。
图形清角就是事先在图形上做处理,画出清角;补偿清角就是在凹的尖角处倒一个很小的R角,大概在0。
09左右(0.25线),这样线割时,由于R角太小,就会造成过切,也就可以达到清角的目的。
3. 怎样防止变形?(1)防止变形首先材料要没有内应力,特别是淬火的材料内应力较大,所以须进行回火,去应力。
(2)线割加工工艺上防止。
1)选择合适的起割位置和支撑位置。
如果选在不当的地方,开粗完后,材料的支撑部分会变得脆弱,结果变形;如果选在支撑部分在开粗完后较为结实的地方,就对了。
2)多做几处支撑。
特别是在割冲头,镶件等外形时,如果遇到大的或者长的工件,应该做几处支撑,而不是一处,这样可以有效地防止变形。
3)割外形时,如果拉线进刀变变形,打穿丝孔线割会有很大的改善。
4. 高厚度材料怎样做到加工出来的孔或外形上中下尺寸一致?(1)提高走丝速度,线张力稍加大一点(2)修刀时在修第一刀(成型刀)时,多修几次,也就是重复修第一刀(因为这一刀主要是修成型的,后面的是修光洁度的)(3)如果是中凸或中凹的,大部分机床可以在电参数里调节(一般是调节伺服电压SV)(4)如果割出来呈锥形(一头大一头小或相反),可以用锥补进行补正,也就是在程序里加割锥度(一般0.002)。
5.慢走丝加工无屑加工怎么做,有哪些方法?(1)有的线割软件有此功能,它直接在孔内绕线圈。
(2)在编程时,多割几刀,用补正去控制,这种方式较为灵活,因为如果发现切割速度太慢或者不理想时,可以随时更改补正量来进行改正。
6. 无线头加工有哪些方法?小冲头该怎么办?(1)割外形时,修刀完毕后,四周塞住铜片,再滴好胶水,注意千万不能滴得太多,如果太多会造成短路,最后把支撑部分进行切修,此方法对于过小或大一点的工件,一般不建议使用,过小的滴胶水会短路,过大的工件,会因为自身重量,在切断后会有掉落现象。
慢走丝

慢走丝是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
它主要用于加工各种形状复杂和精密细小的工件,根据电极丝的材料不同(一种是钼丝,一种是铜丝),电火花线切割机床通常分为两类:一类是慢走丝(电极丝是铜丝)电极丝作低速单向运动,一般走丝速度低于0.2m/s,精度达0.001mm级,表面质量也接近磨削水平。
电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好。
而且采用先进的电源技术,实现了高速加工,最大生产率可达350mm2/min由于慢走丝线切割机是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续地予以补充,故能提高零件加工精度。
慢走丝线切割机所加工的工件表面粗糙度通常可达到Ra=0.8μm及以上,且慢走丝线切割机的圆度误差、直线误差和尺寸误差都较快走丝线切割机好很多,所以在加工高精度零件时,慢走丝线切割机得到了广泛应用。
操作简便,适合中小型企业使用,略有优势。
慢走丝加工时在线电极与工件之间存在的疏松接触式轻压放电现象。
通过多年观察研究发现:当柔:性电极丝与工件接近到通常认为的放电间隙(例如8~10μm)时,并不发生火花放电,甚至当电极丝已接触到工件,从显微镜中已看不到间隙时,也常常看不到火花,只有当工件将电极丝顶弯并偏移一定距离(几微米到几十微米)时才发生正常的火花放电。
此时线电极每进给1μm,放电间隙并不减少1μm,而是电极丝增加一点线间张力,而工作则增加一点侧向压力,显然,只有电极丝和工件之间保持一定的轻微接触压力后才能形成火花放电。
据此认为在电极丝和工件之间存在着某种电化学产生的绝缘薄膜介质,当电极丝和工件接触时因其在不停运动,移动摩擦使该绝缘薄膜介质减薄到可被击穿的程度才会发生火花放电。
1.机身导轨采用高硬度耐磨材质,附加手动液压润滑油注入,通过各油管分流到各导轨以达到润滑,减小摩擦系数的效果,每轴2条;也有机床采用气体静压导轨,此导轨的摩擦系数接近于零。
沙迪克慢走丝代码大全

沙迪克慢走丝代码机床面板SOURCE: ON/O FF数字控制机械开关POWER : ON/OFF机械部分电源开关AWT : I (CUT)/ 11( THREAD)剪线/ 自动穿线TENSLON:ON/OF导丝张力开关WIRE:RUN/STO开关走丝PRESSURE:FLGH/LOW压喷流/ 喷流TANK FILL:ON/OFF:TANK DRALN:OPEN/LLOSE: 开关水门TANK DOOR: /A - 0----A • 7:自定义功能键MFR0----MFR3:手动速度调节OFF:ACK:HACT暂停ENT加工ST:UVW:GUIDE:CLOSE/OPE»:膜开关AWT WATER:ON/O穿丝时开关水WIRE :CUTTEF切断电极丝AWT PLPE:FRE端点基体下降(手动下降导丝管)TENSION:ON/OFF:CLRCULATLON PUM循:环泵开关DELONLZER PUMP水器开关(离子交换装置)加工条件1.条件代码:C001 C002 C903 C904("9"开头条件为PIKA加工)2.ON-放电脉冲(ON)的时间000-031 100-131 300-3313.OFF-放电脉冲休止时间000-063 100-163 200-263 300-3634.IP-主电源电流波峰值000-015 1000-1015 2000-2015 1200-1215 2200-22155.HRP-辅助电源电路H:0-6 R:0-7 P:0-76.MAO脉冲宽度调整M:0-9 A:0-9 0:0-97.SV -伺服基准电压0-2558.V-主电源电压0-99.SF-伺服速度0000-999910.C-电容011.P IK-PIKA 选择000-03912.C TRL-选项(ACW除去部分功能的选项数据设)0000-0099 定13.W K-电极丝控制000-49914.W T-张力控制0-25515.W S-电极丝速度0-25516.W P-高压喷流000-063T、M代码T代码:TP: 主程式面TN:副程式面T80:电极丝送进T81 :停止电极丝送进T82:关闭加工槽排液阀T83:打开加工槽排液阀T84:泵打开T8 5:泵关闭T86:打开喷流T87:关闭喷流T88:切换到油浴加工T89:切换到水喷流加工T90: AWTI 剪线T91: AWTII 穿线T94:切换到水浴加工T96:打开送液T97:关闭送液M代码:MOQ程序停止M01:选项程序停止M02加工终止M03 M03代码搜索M05无视接触感知M06加工过程为无放电移动M10-M47外部信号输出M70-M77外部信号输入M98调用子程序M99子程序结束M199 Q文件结束N程序序号P子程序序号L子程序执行次数G代码G代码G00定位移动G01直线插补G02圆弧插补(顺时针)G03圆弧插补(逆时针)G04拐角适时暂停(延时)G05 X镜像变换G06 Y镜像变换G07 Z镜像变换G08 X-Y变换G09镜像变换取消及X-Y变换取消G10.设定补正值或加工条件G11跳读ONG12跳读OFFG13断丝复位功能ONG14断丝复位功能OFFG15断丝复位功能ON(不放电,低压喷流)G17 XY平面指定G22软件限位ON (锁定机头)G23 软件限位OFF (取消锁定机头)G26 图形旋转ONG27 图形旋转OFF (图形旋转取消)G28 返回主参考点G29 设疋主参考点G30 返回G92指定的点G40 取消电极丝半径补正G41 电极丝半径向左补正G42 电极丝半径向右补正G48 边缘控制ONG49 边缘控制OFFG50 取消锥度倾斜G51 锥度向左倾斜G52 锥度向右倾斜G54工件坐标系0G55工件坐标系1G56工件坐标系2G57工件坐标系3G58工件坐标系4G59工件坐标系5G60返回主参考点G74四轴补偿ONG75四轴补偿OFFG80移动到接触感知发生处G81移动到机械限位处G82移动到原点与当前位置的一半G83把当前值(NC信息)读入指定的补正项G84自动调垂直G90绝对坐标指令G91增量坐标指令G92设定坐标原点指令G97设定坐标系坐标原点指令(除机械坐标)G104.延时转角ONG105.延时转角OFFG122.正方向极限G123.负方向极限G126.坐标旋转ONG127.坐标旋转OFFG128.返回第一副参考点G129 •设定第一副参考点G132.干涉回避ON(制冲子)G133.干涉回避OFF(割斜度)G134.锥度干涉回避ONG135.锥度干涉回避OFFG136.干涉回避报错ONG136.干涉回避报错OFFG140.上下异形G152.局部坐标系G192.设定二分之一坐标值。
多种慢走丝通用代码

多种慢走丝通用代码多种慢走丝通用代码線割機台通用代碼G代碼G00 快速移動G00 X___Y___U___V___G01 直線加工G01 X___Y___U___V___G02 順時針圓弧加工G02 X___Y___ I___ J____G03 逆時針圓弧加工G03 X___Y____I___J____G04G40 補正取消G40 X____Y____G41 向左補正G41 X____Y____G42 向右補正G42 X____Y____G90 絕對值數據模式G90 (指定絕對坐標值)G91 相對值數據模式G91 (指定相對坐標值)G92 程式原點數據模式G92 X___Y____I____J____U____V____M代碼M00 無條件停止工作M00 (當程式執行到M00單節時,機台將自動停止)M01 選擇性停止工作M01 (如果M01STOP按鍵按亮時,和M00功能相同) M02 程式結束M02 (指定主程式結束)三菱(MITSU)線割機台代碼A 錐度A____ (角度)L 程式編號L_____(正整數)N 程式中加工孔號N_____(正整數) R 圓弧半徑R_____(常數)K 旋轉角度K_____(角度)S 縮放比例S_____(常數)H 補正編號H_____(常數)E 加工條件E_____(正整數)F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數) G23 返回主程式G23G87 主程式與副程式圓角設定G87 G88 自動化清角G88G89 取消自動化清角G89M20 自動穿線M20M21 自動剪線M21M80 噴水打開M80M81 噴水關閉M81M82 送線開始M82M83 送線結束M83M84 放電開始M84M85 放電結束M85M90 最適利進給打開M90M91 最適利進給結束M91慶鴻線割機台代碼A 錐度A____ (角度)L(O) 程式編號L_____(正整數)N 程式中加工孔號N_____(正整數) R 圓弧半徑R_____(常數)K 旋轉角度K_____(角度)H(D) 補正編號H_____(常數)E(S) 加工條件E_____(正整數)F 加工速度F_____(正數)G22 呼叫副程式G22L__(正整數) G23 返回主程式G23G87 主程式與副程式圓角設定G87 G94 定速切割G94G95 伺服切割G95M20 自動穿線M20M21 自動剪線M21M80 噴水打開M80M81 噴水關閉M81M82 送線開始M82M83 送線結束M83M84 放電開始M84M85 放電結束M85M90 最適利進給打開M90M91 最適利進給結束M91M98 呼叫副程式M98L(P)__ (正整數) M99 返回主程式M99沙迪克(SODICK) 線割機台代碼G05 X軸鏡象G05G06 Y軸鏡象G06G07 Z軸鏡象G07G08 X.Y軸交換G08G09 取消鏡象与軸交換G09G26 圖形旋轉打開G26K___(角度)G27 圖形旋轉取消G27G50 取消錐度G50G51 向左側傾斜G51G52向右側傾斜G52G74 打開四軸補正G74G75 關閉四軸補正G75G81 回歸机械原點G81G82 X或者Y方向分中G82G84 自動測垂直G84X-G97 設定所有坐標系歸零G97XYT80 送線打開T80T81 送線關閉T81T82 加工液打開T82T83 加工液關閉T83T84 泵流打開T84T85 泵流關閉T85T86 噴流打開T86T87 噴流關閉T87T88 浸油加工T88T89 噴水加工T89T94 浸水加工T94M05 忽視接触(短路)感知M05M06 不放電M06M98 呼叫副程式M98L(P)__ (正整數) M99 返回主程式M99法蘭克(富士通FANUC) 線割機台代碼G10 設定補正值或者加工條件G10P__R__(補正值設定) G10P__X__Y__Z__U__V__W__I__J_K_(加工條件設定) G48 轉角R机能打開G48G49 轉角R机能關閉G49G50 取消錐度G50 X__Y__G51 向左側傾斜G51 X__Y__G52 向右側傾斜G52 X__Y__G94 定速切割G94X__Y__F__G95 伺服切割G95X__Y__夏米爾(CHARMILL) 線割機台代碼Aa 錐度A____ (角度)Cc 輔助平面旋轉角度C_____(角度)Ee 加工模式的選擇E____(正整數)Ff 多少秒閉鎖時間F____(常數)Hh 工件的厚度H____(常數)Rr 基准面与輔助平面之間的距离R____(常數) Ww 基准面与下部表面之間的距离G27 正常模式[取消模式G28,G29,G30和G32] G28 錐形模式,旋轉主軸類型[不變角]G29 尖角的錐形模式G30 恒定半徑的錐形模式G32 扭轉模式的約定和定義M03 起用電极絲進給M05 停用電极絲進給M06 自動穿絲M07 起用上部沖洗M08 起用下部沖洗M09 停用上部與下部沖洗M12 自動線切割M20 起用加工M21 停用加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称
各公司G,M,T代码一览表及本公司系统使用变量一览表
适用机种
三菱线切割放电加工机床 全部机种
适用范围
G,M,T代码一览表及本公司系统使用变量一览表
目的
对编制程序等时出现问题的各公司G,M,T代码一览表及本公司系统使用变量一览表作了汇编。
G,M,T代码一览表
注意事项
旋转OFF
G70
英寸指令
镜像OFF
校准端面
G71
毫米指令
镜像ON
校准孔中心
G72
XY轴交换OFF
校准槽中心
G73
XY轴交换ON
G74
4轴补偿加工ON
向圆中心Pn定位
G75
4轴补偿加工OFF
校准C轴中心
在相对坐标系定位
G76
校准工件端面
向端面定位点定位
G77
校准孔中心
向定位点定位
G78
自动校垂直
校准丝垂直
G25
螺旋式插补
G26
图形旋转ON
旋转复制
G27
原点校对
图形旋转取消
(宏程序)单纯调用
G28
存储式自动原点复位
主参考点复位
自动参考点复位
机械原点(参考点)复位
G29
端面
从参考点复位
G30
中心定位
坐标点原点复位
(G92指令点复位)
第2~第4参考点复位
第2,3,4参考点复位
G32
G728
第7副参考点复位
G729
第7副参考点设定
G754
工件坐标系70
G755
工件坐标系71
G756
工件坐标系72
G757
工件坐标系73
G758
工件坐标系74
G759
工件坐标系75
G828
第8副参考点复位
G829
第8副参考点设定
G854
工件坐标系80
G855
工件坐标系81
G856
工件坐标系82
G857
G指令镜像取消
锥度加工左侧
G51
图形倍率设定(定标中心指定)
锥度倾斜左
倾斜加工右侧
锥度倾斜方向右
G51.1
G指令镜像设定(镜像中心指定)
G52
局部坐标系设定
锥度倾斜右
锥度倾斜方向右
G53
机械坐标系选择
机械坐标系选择
在机械坐标定位
G54
G54工件坐标系工件选择
工件坐标系0
工件坐标系1选择
G54.1
W00~W99工件坐标系
(3)安全现状评价。XY平面指定
市场价格在有些情况下(如对市场物品)可以近似地衡量物品的价值,但不能准确度量一个物品的价值。三者的关系为:
平面指定(XY平面)
(二)环境保护法律法规体系G20
英寸输入
『正确答案』BG21
在可行性研究时应进行安全预评价的建设项目有:
发现规划环境影响报告书质量存在重大问题的,审查时应当提出对环境影响报告书进行修改并重新审查的意见。
加工圆弧插补CW
圆弧插补(顺时钟)
G02.1
螺旋圆弧插补(CW)
圆弧插补(逆时钟)
G03
圆弧插补CW/螺旋插补CW/指定圆弧CCW
圆弧插补(逆时钟)
加工圆弧插补CCW
G03.1
螺旋圆弧插补(CCW)
G04
停顿
停顿
停顿
停顿(指定时间停止)
G05
坐标旋转(坐标旋转中心指定)
X镜像
G06
坐标旋转取消
Y镜像
M42
外部信号输出
丝进给OFF
M43
外部信号输出
加工液OFF
M44
外部信号输出
丝张力OFF
M45
外部信号输出
排水ON
M46
外部信号输出
加工准备OFF
M47
外部信号输出
M50
丝切断
M51
疑似丝切断(AWF穿丝显示器用)
M52
切削渣处理ON
M53
工件交换处理ON
M56
条件调节功能=无效
M57
条件调节功能=有效
自动计测加工(单面)
G87
上下相同R
自动计测加工(宽)
G88
角落R方式
G89
交点计算方式
自动穿丝
G90
绝对值指令
绝对值指令
绝对值指令
绝对值指令
G91
增量指令
增量指令
增量指令
增量指令
G92
原点预设定
坐标点原点设定指令
坐标系设定
坐标系设定
G93
局部坐标系设定
G94
定速
G95
Z轴位置管理
伺服进给
G96
镜像取消
上喷嘴闭=有效
M93
全停止
上喷嘴闭=无效
M94
下喷嘴闭=有效
M95
下喷嘴闭=无效
M96
镜相复制逆行结束
M97
FD程序读入
镜相复制逆行开始
M98
子程序调用
工件坐标系25
G328
第3副参考点复位
G329
第3副参考点设定
G354
工件坐标系30
G355
工件坐标系31
G356
工件坐标系32
G357
工件坐标系33
G358
工件坐标系34
G359
工件坐标系35
G428
第4副参考点复位
G429
第4副参考点设定
G454
工件坐标系40
G455
工件坐标系41
G456
工件坐标系42
工件坐标系93
G958
工件坐标系94
G959
机械坐标系
M代码比较
三菱
SODICK
牧野
FANAC
M00
程序停止
程序停止
程序停止
程序停止
M01
强制停止
强制程序停止
强制停止
强制停止
M02
程序结束
程序结束
程序结束
程序结束
M03
M03代码检索
M04
停顿
M05
无视接触检测
放电OFF
M06
无放电
自动穿丝
M07
自动断丝
丝切断
外部信号输出
M22
试验穿入
外部信号输出
M23
定位置返回
外部信号输出
M24
外部信号输出
M25
外部信号输出
M26
外部信号出力
M27
外部信号输出
AI角落控制=有效
M28
外部信号输出
加工槽充满ON
AI角落控制=无效
M29
外部信号输出
加工槽充满OFF
AI角落控制=无效
M30
程序结束
外部信号输出
程序结束和返回
G97
XY轴交换
在全部坐标系,设定现在坐标值
坐标系坐标原点指令
G101
a=b
G102
a=b+c
G103
a=b-c
G104
a=b*c
角落停顿ON
G105
a=b/c
角落停顿OFF
G106
a=√(b2+c2)
G107
a=b*sinC
G108
a=b*cosC
G109
a=tan
G110
a=√(b2-c2)
G111
请参考下面页数
G,M,T代码会因机种不同而相异。
详细情况请确认各厂家提供的使用说明书。
本公司的机床不能使用T代码。
G代码比較
三菱
SODICK
牧野
FANAC
G00
定位
定位
快进直线插补
快进
G01
直线插补
直线插补
加工直线插补
直线插补(加工进给)
G02
圆弧插补CW/螺旋插补CW/指定圆弧CW
螺旋插补(顺时钟)
加工液循环OFF
外部信号输入
M78
快速充满
M80
加工液开
放电ON
M81
加工液关
加工电源ON
M82
丝开
丝进给ON
M83
丝关
加工夜ON
M84
加工开
丝张力ON
M85
加工关
过滤器ON
M86
加工准备ON
M87
下喷嘴ON
M88
加工液弱
AI切深加工=无效
M89
加工液强
AI切深加工=有效
M90
最佳进给
M08控制
M92
三点中心计算
G126
坐标旋转ON
G127
坐标旋转OFF
G128
第1副参考点复位
G129
第1副参考点设定
G132
干渉回避取消
G150
参数输出
G151
加工条件输出
G152
加工时间输出
G153
加工状态记录输出
G154
工件坐标系10
G155
工件坐标系11
各画面数据初始化
G156
工件坐标系12
G157
工件坐标系13
G511
工件坐标系群12
G512
工件坐标系群13
G513
工件坐标系群14
G514
工件坐标系群15
G515
工件坐标系群16
G528
第5副参考点复位
G529