慢走丝
慢走丝价格计算公式
慢走丝价格计算公式慢走丝使用的电极是铜线,快丝用的是钼丝,而且快丝是往复使用的,慢丝只能一次性,当然慢丝机价格高,加工费也高,加工出来的产品品质也高,快丝则反之,现在我公司有中走丝就是介于两者之间的,产品品质与慢丝毗美,价格略高于快丝区别具体:精度:慢走丝>快走丝;速度:快走丝>慢走丝快走丝精度达0.01mm级,加工面稍粗糙,仍然比常规加工速度慢;常用钼丝,优点是钼丝可以重复使用多次。
慢走丝精度更高,达0.001mm级,表面质量也接近磨削水平。
常用铜丝,缺点是铜丝只能使用一次。
快丝一般用的是乳化液,慢丝用的去离子水,但不要单纯认为慢丝效率比快丝低,这是错误的想法!慢丝割出来的工件粗糙度能达到镜面的效果!加工费用的计算应依据机床的使用效率,损耗,工时损耗等计算出来你的成本,机床有技术参数,以根据机床的性能来计算出来.比如一个同一个零件,其加工工艺不同,加工成本是不一样的。
慢走丝的加工费计算方法,是各有差异,有按照面积计算的,有按厚度计算的,更有按照路径计算的,但市场上绝大多数是按照面积计算的。
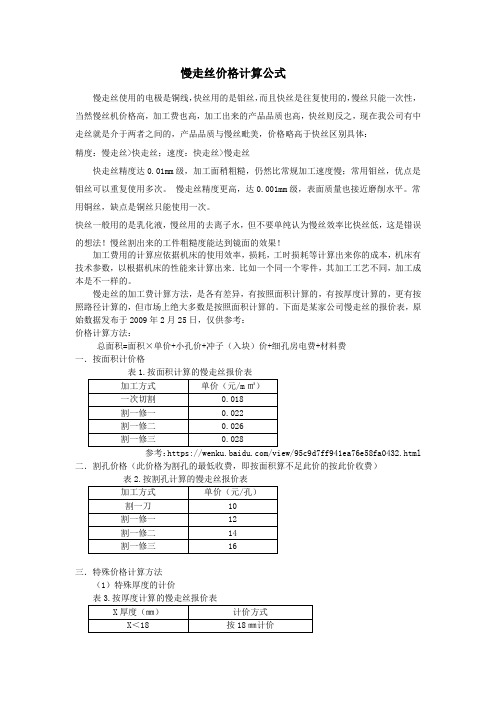
下面是某家公司慢走丝的报价表,原始数据发布于2009年2月25日,仅供参考:价格计算方法:总面积=面积×单价+小孔价+冲子(入块)价+细孔房电费+材料费一.按面积计价格表1.按面积计算的慢走丝报价表参考:https:///view/95c9d7ff941ea76e58fa0432.html 二.割孔价格(此价格为割孔的最低收费,即按面积算不足此价的按此价收费)三.特殊价格计算方法(1)特殊厚度的计价表3.按厚度计算的慢走丝报价表(2)按斜度的计价表4.按斜度计算的慢走丝报价表(3)钨钢按一般价格的2倍计算;(4)模板最低收费为50元/块;(5)冲子、入块、小零件正割最低基本价为:割一修一:30元/件割一修二:40元/件割一修三:50元/件;需侧割的,按侧面积加工另计费。
(6)治具按一般价格收费;(7)直齿轮按照普通价格2倍计算,斜齿轮按普通价格的5倍计算;(8)打孔穿丝:直径大于0.30㎜,厚度在30㎜以下的按2元/孔计费,厚度在30㎜以上的按0.10元/㎜计费;铜材按0.20元/㎜;钨钢按1.50元/㎜;直径0.20㎜按2.00元/㎜。
慢走丝工艺流程
慢走丝工艺流程
慢走丝工艺流程是一种金属加工工艺,可以用来制作高精度、高质量的细丝产品。
以下是慢走丝工艺的主要流程。
首先,需要准备一块合适的金属材料,如钢、铝或铜等。
这块材料需要经过切割,将其切割成一定长度的条状。
然后,将这些条状材料进行加热处理,以消除内部应力,提高材料的可塑性。
接下来,将加热处理后的材料送入拉丝机。
拉丝机是慢走丝工艺的核心设备,通过一系列的拉拔过程,将材料逐渐拉长,减小其截面积,从而得到细丝产品。
在拉丝过程中,需要控制好拉拔速度和拉拔力度,以保证细丝的均匀性和质量。
在拉丝的同时,还需要进行冷却和润滑处理。
冷却可以帮助降低材料的温度,防止过热导致材料变质或断裂。
润滑可以减少材料与设备之间的摩擦,保护设备,同时也有助于拉丝的顺利进行。
拉丝完成后,可以对细丝进行检查和修整。
首先,要对细丝的直径进行测量,以确保其符合要求。
然后,对细丝进行去除表面杂质和瑕疵的处理,以提高细丝的表面质量。
最后,对细丝进行切割,得到所需的长度。
最后,对成品细丝进行包装和存储。
通常会将细丝卷绕成卷筒状,然后用塑料薄膜包装,以防止细丝被污染或受潮。
包装完成后,将细丝存放在干燥、通风的地方,避免暴露在阳光和湿
气下,以防止细丝氧化或退火。
通过以上的流程,慢走丝工艺可以将原始的金属材料加工成高质量的细丝产品。
这些细丝产品可以应用于多个领域,如电子、汽车、机械等,具有重要的经济和科技价值。
同时,慢走丝工艺也要求操作技术精湛和设备的高精度,以保证细丝的质量和稳定性。
快走丝与慢走丝的区别

快走丝线切割与慢走丝线切割的主要区别
● 快走丝与慢走丝,是以电极丝走丝速度来区分的。
● 快走丝的丝速通常在10m/s左右,目前切割速度一般约60平方毫米/分,最高速度有达到200多平方毫米/分的;慢走丝的走丝速度一般低于0.25m/s,它的切割速度比快走丝要高、精度要好。
● 切割工件的速度,与工艺要求有关,也与机床性能、被加工材料性质及形状等有关;若不计表面粗糙度,设平均加工速度为80平方毫米/分,则切断一个直径为50的圆棒,用快走丝约需25min。
● 快走丝机床与慢走丝机床,虽同属于电火花线切割机床,但由于走丝方式的不同,以及历史原因造成的主攻方向的不一样,使得二者有很大的区别、适应于不同的加工领域。
● 虽然慢走丝有双丝系统机床,快走丝也有可调整丝速的机床,但仍属于各自的范畴,在结构形式上两者不能在同一台机床上实现。
● 快走丝一般采用钼丝或钨丝作电极,可以反复使用直到断丝为止。
而慢走丝一般采用铜丝作电极,线电极只是单向通过,不重复使用。
慢走丝加工精度
±1.5um,通常丝速在300平方MM/min,粗糙度Ra0.1~0.2um,直径0.03~0.1MM的细丝可一次性完成冷冲压模的凸凹模及0.04MM的窄槽和R0.02圆角的加工,锥度已能超过30度以上的精密加工水平。
加工费很贵。
● 目前快走丝线切割的加工费为0.4~0.5分/平方毫米,而慢走丝线切割的加工费是快走丝线切割的加工费的10倍,即4~5分/平方毫米。
综上所述:慢走丝线切割切割快,精度高,费用昂贵。
慢走丝安全操作及保养规程
慢走絲安全操作及保养规程慢走絲是一种高精度电火花加工机床设备,因其具有高效、精度高等特点,在现代制造业中被广泛应用。
但在操作过程中,由于人员操作不当和设备故障等原因导致的事故不可避免,因此,为了确保慢走絲设备的运行稳定和使用安全,需要建立严格的安全操作及保养规程。
一、安全操作规程1. 慢走絲操作人员的基本要求•了解并掌握慢走絲操作规程和必要的安全知识,通过安全培训考核后方可上岗操作。
•未经授权的人员和未经培训合格的人员不可进行操作。
•必须年满18周岁,身体健康,无饮酒、服用药物或其他影响操作的情况。
2. 慢走絲安全操作流程(1)开机操作步骤:1.将操作人员身份卡插入慢走絲控制面板,并输入密码鉴权。
2.检查慢走絲各个部件的运行状态、液位、并确认好电源线路和空气管路无异常。
3.将电源开关打开,操作面板上出现“welcome to slowwire”表示开机成功。
(2)加工操作步骤:1.确认好钨丝的长度和张力,并选择合适的放电参数。
2.载入制作NC程序,然后进行预处理和加工设置。
3.点击开始加工按钮,进入到加工操作中。
4.在加工操作过程中,需要随时关注加工状态和设备运行状态,确保加工质量和操作安全。
(3)关机操作步骤:1.点击按钮退出加工模式,轻轻拉动工件和工作台,确保安全脱离加工位置。
2.关闭电源开关,并进行相关的设备整理和记录工作。
3. 慢走絲操作注意事项•禁止将慢走絲设备用于非正常的加工和动作操作,以及超出设备规格指标范围的工作条件。
•周期性检查各个操作部件的状况,包括钨丝、切割线、滤芯等,保证其正常运行和材料更换工作。
•慢走絲设备的维护和保养必须由专业人员进行。
二、慢走絲保养规程1. 慢走絲维护周期与维护内容•日常维护:每天对设备进行精心的清洁、润滑和维护,检查各个加工部件的机械性能和电器性能。
•周期性维护:定期对设备进行细致的检查和维护,包括设备周边的环境卫生、润滑油的更换、工作台面的清洁和调整等。
牧野慢走丝教学操一作说明书
牧野慢走丝教学操一作说明书随着现代生活节奏的加快和工作压力的增大,很多人都感到身体疲劳、精神压力大。
为了解决这个问题,牧野慢走丝教学操应运而生。
本篇文章将为大家详细介绍牧野慢走丝教学操的相关内容和操作方法。
一、慢走丝的基本概念慢走丝是一种结合了中国传统功夫和现代健身理念的健身方式。
它不仅锻炼了身体的柔韧性和协调性,还能增强人体的气血循环,提高身体的免疫力和抗疲劳能力。
通过慢走丝的锻炼,人们可以在繁忙的生活中找到一片宁静的净土,缓解身心的疲劳,达到身心健康的目的。
二、慢走丝的基本动作1. 准备动作:站立直身,双脚并拢,双臂自然下垂,双目平视前方。
2. 缓慢抬腿:保持上半身不动,慢慢抬起右腿,使膝盖高于臀部,然后缓慢放下。
再抬起左腿,同样使膝盖高于臀部,然后缓慢放下。
如此交替进行。
3. 摇臀动作:保持上半身不动,双腿分开与肩同宽,双手自然下垂。
然后将臀部向左摆动,再向右摆动,如此交替进行。
注意动作要缓慢、平稳。
4. 扭腰动作:保持上半身不动,双脚分开与肩同宽,双手自然下垂。
然后将上半身向左扭转,再向右扭转,如此交替进行。
注意动作要柔和、舒展。
5. 慢走步:以小步伐慢走,保持平稳的节奏,注意保持身体的平衡。
可以在室内或户外进行,时间和距离可以根据个人情况适当调整。
三、慢走丝的注意事项1. 不要过度用力:慢走丝是一种轻松缓慢的运动方式,不需要用力过度。
要保持身体放松,动作柔和。
2. 坚持每天锻炼:慢走丝的效果需要通过长期坚持才能体现出来。
建议每天早晚各进行一次,每次10-15分钟。
3. 注意呼吸:在慢走丝的过程中,要保持自然平稳的呼吸。
可以通过深呼吸来增加氧气的摄入量。
4. 避免在饭后立即进行慢走丝:饭后身体消化系统处于工作状态,此时进行慢走丝可能会影响消化功能。
5. 穿着舒适宽松的运动服:慢走丝需要自由舒适的身体动作,因此穿着合适的运动服很重要。
四、慢走丝的效果慢走丝的效果主要体现在以下几个方面:1. 改善体态:慢走丝可以帮助改善姿势,增强身体的平衡感,使身体更加挺拔。
慢走丝安全操作规程
慢走丝安全操作规程
《慢走丝安全操作规程》
慢走丝是一种常见的工业设备,用于加工金属材料。
在操作慢走丝时,必须要遵循一定的安全操作规程,以防止意外伤害的发生。
以下是一些关于慢走丝安全操作规程的要点:
1. 穿戴个人防护装备:在操作慢走丝时,必须穿戴好个人防护装备,包括安全帽、护目镜、耳塞、手套等。
这样可以有效的保护自己不受到金属屑的伤害。
2. 工作区域清洁:工作区域周围必须保持整洁,移除所有可能造成绊倒或滑倒的障碍物。
这样可以防止操作人员在工作时不必要的受伤。
3. 使用正确的工具:操作慢走丝时,要确保使用的是正确的工具,而且工具必须处于良好的工作状态。
不要使用磨损严重的工具,以免发生意外。
4. 注意周围人员:在操作慢走丝时,要保持警惕,注意周围的人员和环境安全。
避免操作时造成对他人的伤害。
5. 定期检查设备:定期检查慢走丝设备的安全性能,确保所有的装置和安全设备都处于良好的工作状态。
总之,慢走丝是一种危险性较高的工业设备,如果不按照规程
操作,很容易发生意外。
因此,操作人员必须时刻牢记安全第一,严格遵守慢走丝安全操作规程,确保自己和他人的安全。
沙迪克慢走丝操作流程
沙迪克慢走丝操作流程
沙迪克慢走丝是一种用于金属加工的特殊工艺,通过在金属表面慢慢移动细丝,可以实现对金属表面的精细加工和打磨。
这种工艺在航空航天、汽车制造、电子设备等领域都有广泛的应用。
沙迪克慢走丝操作流程一般包括以下几个步骤:
1. 准备工作:首先需要准备好需要进行加工的金属工件,确保表面平整干净。
同时准备好慢走丝设备和细丝。
2. 调整设备:将慢走丝设备安装好并调整到适当的工作状态,包括调整速度、压力等参数。
同时将细丝固定在设备上,并调整好细丝的张力。
3. 开始加工:将工件放置在工作台上,启动慢走丝设备,开始进行加工。
操作人员需要手持细丝,沿着金属表面慢慢移动,确保细丝与金属表面充分接触。
4. 控制加工质量:在加工过程中,操作人员需要根据金属表面的情况调整细丝的速度和压力,确保加工质量达到要求。
同时要注意避免细丝断裂或卡住的情况发生。
5. 完成加工:当金属表面达到要求的光滑度和精度后,停止慢走丝设备,结束加工过程。
检查加工效果,如有需要可以进行后续
的抛光或清洗处理。
通过沙迪克慢走丝工艺,可以实现对金属表面的高精度加工,提高产品的质量和外观。
同时,这种工艺还可以减少对金属表面的磨损和变形,延长产品的使用寿命。
在实际应用中,操作人员需要具备一定的技术和经验,才能保证加工效果和安全性。
希望以上内容对您有所帮助。
慢走丝安全操作及保养规程
慢走丝安全操作及保养规程前言慢走丝是一种常用于电火花加工的重要部件,目前市场上的慢走丝主要分为金属丝和重合金丝。
为了确保慢走丝的正常运行和保证工作人员的安全,我们有必要了解慢走丝的安全操作规程和保养规程。
安全操作规程1. 穿戴必要的防护装备为了避免受到慢走丝的伤害,我们必须穿戴必要的防护装备,包括眼镜、手套和防护服等。
另外,在操作慢走丝时还需保持一定的距离,以免被异物溅射伤害眼睛或其他部位。
2. 操作前检查慢走丝是否正常在操作慢走丝之前,需要先检查慢走丝的磨损情况和张力是否适当,确保慢走丝工作正常。
如果发现慢走丝有损坏或异常情况,需要立即停止使用,并及时更换慢走丝。
3. 慢走丝加油保养慢走丝需要周期性地进行加油保养,这有利于减少慢走丝的磨损和延长使用寿命。
加油时需要查看添加油液是否正确,可以根据生产厂家提供的说明书进行添加。
4. 控制慢走丝的速度在操作慢走丝时,需要控制慢走丝的速度并避免超负荷加工。
如果超负荷加工或慢走丝速度过快会导致慢走丝磨损过度,甚至可能导致慢走丝断裂。
5. 使用适当的冷却液电火花加工需要使用冷却液来降低工具和工件的温度,从而提高加工效率。
对于慢走丝来说,使用适当的冷却液能够降低慢走丝的温度和磨损程度,有助于延长慢走丝的使用寿命。
6. 遵守维护规程对于慢走丝的日常维护,生产厂家一般会提供详细的维护规程和注意事项。
在操作慢走丝前,需要详细了解并遵守这些规程和注意事项,以确保慢走丝的正常运行和使用寿命。
保养规程1. 定期清洗慢走丝慢走丝在使用过程中会有灰尘、油脂等杂质和氧化物附着在表面上,这会导致慢走丝的磨损,并影响慢走丝的使用寿命。
因此,定期清洗慢走丝是非常必要的一项保养措施。
2. 定期更换慢走丝适时更换慢走丝是保证工作质量的关键。
因此,在使用中应定期检查慢走丝的磨损情况,并进行及时更换。
一般情况下,慢走丝需要根据加工工件的硬度和工作强度情况来确定更换时间。
3. 定期更换冷却液冷却液一般需要定期更换,以避免冷却液中的杂质、金属屑等对慢走丝的污染和腐蚀。
慢走丝的原理

慢走丝的原理慢走丝是一种用于金属切削加工的重要工具,它的原理和工作方式对于金属加工行业有着重要的意义。
慢走丝是一种通过电火花腐蚀加工的方法,它利用电脉冲将金属材料腐蚀,从而实现精密的切削和加工。
在慢走丝加工中,电极和工件之间通过电解液形成电路,电脉冲通过电解液对工件进行腐蚀,从而实现加工的目的。
慢走丝的原理可以简单地理解为电火花腐蚀加工。
在慢走丝加工中,工件和电极被置于电解液中,形成一个电路。
当电脉冲通过电解液时,会产生高温高压的电火花,这些电火花会对工件表面产生腐蚀作用,从而实现精密的切削和加工。
慢走丝加工可以实现对硬度很高的金属材料进行精密加工,因此在航空航天、汽车制造、模具制造等领域有着广泛的应用。
慢走丝的原理主要包括以下几个方面,电解液、电极、电脉冲和工件。
首先,电解液是慢走丝加工中不可或缺的一部分,它需要具有良好的导电性和冷却性能,以确保电脉冲能够正常传导并且能够有效地冷却加工区域。
其次,电极是慢走丝加工中的另一个关键组成部分,它需要具有良好的导电性和机械性能,以确保能够稳定地进行加工。
再次,电脉冲是慢走丝加工中的核心,它需要具有合适的参数和频率,以确保能够产生高温高压的电火花,并且能够精确地控制加工过程。
最后,工件是慢走丝加工中需要进行加工的对象,它需要具有一定的导电性和可加工性,以确保能够进行精密的加工。
总的来说,慢走丝的原理是通过电火花腐蚀加工的方法,利用电脉冲对金属材料进行精密加工。
慢走丝加工具有加工精度高、加工效率高、加工成本低等优点,因此在金属加工行业有着广泛的应用前景。
随着科技的不断进步和创新,相信慢走丝加工技术会在未来发展出更多的新应用和新突破,为金属加工行业带来更多的发展机遇。
慢走丝、中走丝、快走丝的相同点和不同点
慢走丝、中走丝、快走丝的相同点和不同点
共同点:慢走丝、中走丝、快走丝都是金属线材与金属放电腐蚀加工。
先说慢走丝:慢走丝丝电极是铜丝。
切割一次铜丝也只能用一次。
特点是加工精度高可达到0.01mm以内。
表面加工粗糙度非常好。
但是慢走丝机床价格比较贵。
快走丝:丝电极是钼丝。
与慢走丝不同的是钼丝也比较便宜。
而且是钼丝的往复加工。
机床价格较便宜。
而且快走丝是中国人发明的喔。
加工效率较高成本低。
但是快走丝机床加工精度没有慢走丝好。
表面粗糙度也很差。
中走丝:取快、慢走丝两者优点。
中走丝是由快走丝演变而来的。
基本的加工原理是一样的。
也是用钼丝往复式加工。
但是加了一个功能就是多次切割加工。
多次切割加工就是切割一个工件分为三条走刀路线。
切割第一次是等同于粗加工,切割第二次等同于半精加工。
切割第三次等同于精加工。
每次加工的放电参数不同且与工件切割的接触间隙不同可以加工出较高加工精度要求的工件。
表面粗糙度可达到R0.8。
夏米尔慢走丝工艺参数

夏米尔慢走丝工艺参数
夏米尔慢走丝是一种高效的线切割加工技术,广泛应用于各种小型化零件的超精加工,如航空、国防、医疗器械、半导体等领域。
以下是夏米尔慢走丝工艺的一些主要参数:
1. 丝径:夏米尔慢走丝的丝径通常小于0.02 mm,这使得它能够实现高精度的加工。
2. 超高精度:夏米尔慢走丝超高精度加工可以达到Ra0.04μm的纳米级表面粗糙度,具备亚微量级的精确定位能力。
3. 高速加工:夏米尔慢走丝线切割放电加工技术具有强大的功能,能满足高速加工的需求,同时保持工件表面的一致性。
4. 应用领域:夏米尔慢走丝适用于模具制造、航空、医药以及其他零件生产行业中复杂件与大型件的加工。
5. 灵活性:夏米尔慢走丝具有灵活的应用性,运行成本低,适用于任何电加工车间。
6. 控制系统:夏米尔慢走丝线切割机床采用高静力学刚性的机床结构,配备先进的测量系统和控制单元,确保加工精度和稳定性。
7. 型号规格:夏米尔慢走丝有不同的型号和规格,如AC Progress VP2和
AC Progress VP3等,适用于不同加工需求和场景。
8. 价格:夏米尔慢走丝的价格因型号、规格和配置的不同而有所差异。
您可以在阿里巴巴、京东等平台上查找相关报价和供应商。
需要注意的是,具体工艺参数可能会因设备型号、加工材料和客户需求等因素而调整。
在实际应用中,请根据具体情况优化工艺参数以获得最佳加工效果。
慢走丝工艺流程

慢走丝工艺流程
《慢走丝工艺流程》
慢走丝工艺是一种传统的手工艺,以其精致、精密的特点而闻名。
慢走丝工艺流程复杂,需要经过多道工序才能完成一件精美的工艺品。
下面我们来详细了解一下慢走丝工艺的流程。
首先,慢走丝工艺的原料主要是铜、银等金属材料。
制作慢走丝工艺品的工艺师需要先准备好这些原料,并将它们加热至一定温度,使其变得柔软易弯曲。
接下来,工艺师会将金属材料放在特制的模具中,通过精细的锤击和弯曲,将其塑造成所需的形状。
这个过程需要高度的技术和耐心,因为必须保持每一处的曲线流畅自然,不能有丝毫瑕疵。
然后,工艺师将细小的金属丝线缠绕在形状已成的铜器上,这是慢走丝工艺的关键环节。
这项工序需要极大的细致和精确,必须保证丝线的走势一丝不苟,整体效果如同流水一般柔顺。
最后,工艺师还要进行抛光、电镀等后期工艺,使得慢走丝工艺品更加耀眼美丽。
慢走丝工艺流程虽然繁杂,但每一步都是非常重要的,也正是这些细致入微的工序造就了慢走丝工艺品的珍贵价值。
在现代工业化生产的大环境下,慢走丝工艺虽然面临挑战,但其独特
的魅力和精湛的工艺依然吸引着无数人的喜爱和追捧。
希望这项古老的手工艺能够传承下去,继续为人们带来美的享受。
慢走丝短路的各种原因
慢走丝短路的各种原因慢走丝短路的原因,嘿,这可是个让人头疼的话题。
你想啊,咱们的电机、设备啥的,慢走丝一旦短路,简直就像在无头苍蝇里乱撞,心情糟糕透了。
慢走丝,这小东西其实不起眼,但它的作用可大着呢。
用它来控制电机的速度,调节精准。
可一旦出问题,哎哟,真是麻烦事儿。
好比一锅煮好的汤,突然掉了一颗盐,味道立马就变了。
慢走丝短路,最常见的原因,第一呢,电缆老化。
时间长了,电缆就像人一样,皮肤干燥、脆弱,根本受不住那一点点的折腾。
你想啊,老化了的电缆,就像一位老奶奶,哪经得起你那么一捏?再说说连接头,嘿,那可是个细节中的细节。
有时候啊,连接不牢靠,就容易让慢走丝短路。
就像跟朋友约了吃饭,却到了地方发现人不在,心里一凉,这感觉绝对不好受。
连接头一旦受潮,那就真是悲剧了。
潮湿的环境就像个无形的敌人,慢慢侵蚀着你的设备,给你来个措手不及。
还有电流过大,也就是所谓的负荷过载。
电流就像水流,如果一股脑儿涌过来,慢走丝根本承受不住,简直就像小船在大浪中翻腾。
你说,谁能顶得住?咱们再看看使用环境,嘁,真的是五花八门。
恶劣的环境像个不靠谱的朋友,随时可能给你带来麻烦。
高温、低温,潮湿、灰尘,都可能让慢走丝中招。
就像你在外面逛街,忽然下起了倾盆大雨,你可别指望你的新鞋能安然无恙。
这种环境下,慢走丝简直是“草木皆兵”,随时可能爆发。
还有安装不当,哎呀,真是千古遗恨。
设备一旦装错,慢走丝的位置就像上了错车,越走越偏,最终导致短路,真是自己给自己找麻烦。
咱们也不能忽视操作不当的问题。
操作人员就像一场舞蹈,有时候步伐不齐,容易踩到自己的脚。
一个小失误,就可能导致短路,最后满盘皆输。
这就像做饭,手一滑,盐放多了,味道就变了,最后就成了“咸鱼”。
还有维修不当,修理工万一走神,慢走丝一旦接错地方,那简直就是“火上浇油”。
咱们再提一下外部因素,雷电、强磁场这些都是潜在的威胁,简直让人防不胜防。
慢走丝短路的原因可真多,有老化、连接不牢、过载、恶劣环境、安装错误、操作失误、维修不当,甚至外部干扰。
慢走丝的原理

慢走丝的原理
慢走丝是一种用于金属切削加工的工艺,它通过慢速移动的金属丝来切削工件,具有高精度、表面光洁度好等优点,因此在精密加工领域得到了广泛应用。
慢走丝的原理主要包括工件、电极、工作液和电源四个方面。
首先,工件是被加工的金属材料,它是慢走丝加工的对象。
在加工过程中,工件被固定在加工台上,通过精密的控制系统进行移动,从而实现对工件的精密切削。
其次,电极是慢走丝加工中起到切削作用的部件。
电极和工件之间通过电火花放电进行切削,电极的材料通常是铜、钛合金等,具有较好的导电性和耐磨性,可以在放电过程中保持稳定的电极形状,从而实现精密切削。
再者,工作液是慢走丝加工中不可或缺的一部分。
工作液主要起到冷却和冲洗的作用,同时也能够将放电产生的金属屑和废渣冲洗掉,保持加工过程中的清洁。
常用的工作液包括蜡状工作液和油基工作液,它们在加工过程中能够有效地降低加工温度,延长电极和工件的使用寿命。
最后,电源是慢走丝加工中的动力来源。
在加工过程中,电源通过控制放电电流和脉冲频率,实现对放电过程的精密控制,从而实现对工件的精密切削。
综上所述,慢走丝的原理是通过电极和工件之间的电火花放电来实现切削,同时通过工作液的冷却和冲洗来保持加工过程的稳定性和清洁度,最终通过电源的控制来实现对加工过程的精密控制。
慢走丝加工技术具有高精度、高效率和表面质量好的特点,因此在精密加工领域得到了广泛应用。
线切割快走丝和中走丝和慢走丝的区别

最全线切割快走丝,中走丝,慢走丝有什么区别介绍?速度、效率、精度不一样。
慢走丝在我国虽然研究起步较晚,但该项技术已在华中科技大学机械学院等教学科研院所研发出来,其精度可达0.1um区别一:走丝的速度。
快走丝走丝速度大于等于2.5m/s,常用值6至10m/s,而慢走丝线切割走丝速度是小于等于2.5m/s。
常用值0.25至0.001m/s。
区别二:电极丝工作状态。
快走丝线切割机床是往复供丝,反复使用。
慢走丝线切割机床是单向动行,一次性使用。
区别三:电极丝材料。
快走丝线切割机床的电极丝材料是采用钼丝、钨钼合金,而慢走丝线切割是采用黄铜、铜、以铜为主体的合金或镀复材料的电极丝。
区别四:电极丝直径。
快走丝线切割机床电极丝的直径0.03至0.25mm,常用值直径为0.12至0.2mm,而慢走丝线切割电极丝的直径0.003至0.3mm,常用值直径为0.2mm。
区别五:穿丝方式。
快走丝线切割的穿丝方式只能是手工,而慢走丝线切割穿丝方式可以是手动的也可是自动。
区别六:工作电极丝长度。
快走丝线切割工作电极丝长度是数百米,而慢走丝线切割的工作电极丝长度为数千米。
区别七:电极丝振动。
快走丝线切割的电极丝振动较大,而慢走丝线切割的电极丝振动摇较小。
区别八:电极丝张力。
快走丝线切割的电极丝张力上丝后就固定不变,而慢走丝线切割的电极丝张力上丝后,可调,通常2.0至25。
区别九:运丝系统结构。
快走丝线切割机床运丝系统结构较简单,而慢走丝线切割机床运丝系统结构较复杂。
区别十:脉冲电源。
快走丝线切割机床开路电压80~100V,工作电流通1~5A,而慢走丝线切割机床开路电压300V,工作电流通1~32A。
区别十一:工作液。
快走丝线切割机床工作液是乳代液或水基工作液,而慢走丝线切割机床是去离子水,个别场合用煤油。
区别十二:工作液电阻率。
快走丝线切割机床工作液电阻率是0.5~50,而慢走丝线切割机床工作液电阻率10~100。
区别十二:导丝机构型式。
什么是慢走丝的区分

什么是慢走丝的区分?
首先,慢走丝的区分有慢走丝,快走丝,中走丝三种不同精密度的加工,慢走丝为什么会有慢中快之分?这个主要说的是放电切割时所用丝的进给的速度,快走丝一般用钼丝,进给得最快,但是可以循环利用,因为放电能量会将钼丝越变越小,有因为是循环利用,所以精度不能保证太多,慢走丝一般用铜丝,进给得慢,铜丝是一次性使用,并且可以精修多次,将精度和工件光洁度保证到最好,所以一般精密加工用慢丝,中走丝就是介于这两种之间了!
中走丝粗加工 6000/H 割一修二 2400/H R 1。
3 慢走丝粗加工 12000/H 割一修二2400/H R 0。
8 快走丝粗加工 3000/H快走丝不用编程,直接按图形跑的,中走丝其实就是快走丝加个修刀功能,原理一样。
然而慢走丝的编程就复杂多了,首先用软件处理下图形,然后点个线割路径,在直接转出程式,所以我觉得慢走丝配件加工是最为精密的,做放电的大师们主要的工作都在处理图档上。
慢走丝原理

慢走丝原理
慢走丝是一种用于制造微小零件的加工工艺,它的原理是利用电火花腐蚀的方式,通过电极和工件之间的放电来将工件上的金属材料逐渐腐蚀掉,从而加工出精密的零件。
慢走丝原理的核心在于控制电极和工件之间的放电过程,以及慢走丝线的运动轨迹,下面我们来详细介绍一下慢走丝原理。
首先,慢走丝加工的关键在于电极和工件之间的放电。
在加工过程中,电极和
工件之间会形成电火花放电,这会导致工件表面的金属材料被腐蚀掉。
放电的过程需要严格控制,通常通过脉冲电源来控制放电的频率、电流和持续时间,以确保加工出的零件尺寸精确、表面光洁。
其次,慢走丝加工还需要控制慢走丝线的运动轨迹。
慢走丝线是用来传导电火
花放电的载体,它需要沿着预设的轨迹移动,从而使放电作用在工件的特定位置上。
慢走丝线的移动通常由数控系统控制,通过精密的编程来实现复杂的加工轨迹,以满足不同零件的加工需求。
另外,慢走丝加工还需要考虑工作液的选择和使用。
工作液在加工过程中起着
冷却、冲洗和去除腐蚀产物的作用,它的选择和使用对加工质量和效率有着重要影响。
常用的工作液有去离子水、石油磺酸和聚醚等,不同的工作液适用于不同的加工材料和加工要求。
总的来说,慢走丝加工的原理是通过控制电火花放电和慢走丝线的运动轨迹,
利用工作液的辅助作用,来实现对微小零件的精密加工。
这种加工工艺在航空航天、汽车、电子等领域有着广泛的应用,能够加工出尺寸精确、表面光洁的零件,为现代制造业的发展提供了重要支持。
慢走丝操作规程
慢走丝操作规程
《慢走丝操作规程》
一、引言
慢走丝是一种常见的金属加工方法,适用于加工细小、精密的零部件。
为了确保操作安全和加工质量,制定了慢走丝操作规程。
二、操作准备
1. 检查设备:确保慢走丝设备完好无损,没有松动或损坏的部件。
2. 准备材料:准备需要加工的金属材料,并检查其表面是否平整。
3. 安全防护:佩戴防护眼镜、手套和工作服,确保操作安全。
三、操作步骤
1. 程序输入:根据加工要求,将相应的参数输入到慢走丝设备中,包括加工速度、丝线张力等。
2. 夹紧工件:将待加工的金属材料夹紧在加工台上,并进行定位。
3. 开机调试:启动慢走丝设备,并进行调试,确保设备正常运转和加工精度。
4. 加工操作:根据加工程序,进行慢走丝加工操作,细心观察加工过程,及时调整参数。
5. 定期清洁:定期清洁设备和加工区域,保持设备的正常运转和操作环境的整洁。
四、安全注意事项
1. 防护措施:操作时必须佩戴防护设备,以免发生意外伤害。
2. 设备维护:定期检查设备的各个部件,发现问题及时维修或更换。
3. 加工环境:保持操作环境的整洁和通风良好,避免加工产生的金属屑对人体健康的影响。
五、操作总结
慢走丝是一种需要技术和经验的加工方法,在操作过程中要细心观察和调整参数,确保加工质量和安全。
制定和遵守操作规程,是保证慢走丝加工质量和操作安全的重要手段。
以上就是关于慢走丝操作规程的详细介绍,希望能够引起操作人员的重视,并严格按照规程进行操作,确保加工质量和操作安全。
慢走丝工作原理
慢走丝工作原理
慢走丝是一种常用于起重设备中的传动装置。
其工作原理是利用慢走节流阀的固有特性来实现运动控制。
慢走丝由一个螺纹轴和螺纹套组成。
当螺纹轴旋转时,螺纹套会相对于轴沿其螺纹方向运动。
在螺纹套上设置了一个节流阀,通过调节节流阀的开口大小,可以控制工作液体的流过速率。
在工作过程中,液压泵将液体送入慢走丝的进油口。
液体通过节流阀限制流量,进而影响螺纹套的运动速度。
当节流阀的开口较小时,液体流过的速度变慢,螺纹套的移动速度也会减小;反之,当开口较大时,液体流过的速度增快,螺纹套的移动速度也会增加。
通过调节节流阀的开口大小,可以实现对慢走丝的运动速度进行精确控制。
这种运动控制方式常用于需要稳定且缓慢运动的场合,例如起重机构中的起吊和放下物体的动作。
慢走丝的工作原理类似于液压缸的速度控制原理,都是通过调节液体的流过速率来控制装置的运动速度。
它们在工程实践中具有广泛的应用,可以实现高效、安全和精确的运动控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线张力
Wire tension
线速
Wire feed
垂直度
Perpendicularity
锥度
Taper
斜度
Oblique
过滤方式
Filtering element
亚特
?
美溪
?
杜芬
?
联盛
?
文档冲亿季,好礼乐相随 uang Technoloies
编程系统
Esprit
无中文名你能取一个
M
asterCam
无中文名
Ycut
立先
Wpcam
统羸
机台性能:
最大工件尺寸
Max workpiece size
半自动穿线
Semi-auto
thread
自动穿线
Automatic thread
驱动器
Driver
伺服马达
Servo motor
光栅尺位置检出装置
Liner scale Positioning
2.4 空格后,选择好文件的输出路径。按保存。
2.5 程序便自动进行模拟。如想让其暂停可按“空格”或“鼠标右键”。
2.6 最后把所保存的文件*.*.ISO同C:/TWINCAD/*.*.CMD文件COPY到机床上并运行*.*.CMD程序便可以。
3 模式解析
3.1部分斜度/斜度加工:
3.1.1画完图形后,进入后置处理“WTCAM”。在路径设置后进入D:其他细节--T:斜度,输入用户需要的斜度,然后手动选择该斜度图形的边。不同的边斜度选定只要重新在T:斜度 中输入新的斜度既可。
最大加工电流
Max machineing current
机
械高度
Machine height
机台尺寸
Machine size
机器特性
Features
穿线方法
Thread type
最大工件重量
Max workpiece
weight X
和
Y
轴行程
X/Y Travel U,Vl
轴行程
U,V Treavl Z
轴行
程
Z Travel
机械重量
Net Wight
3.2.2 进入P处理—S:编程设定。在编程设定的其他条件窗口中选择“自动穿丝方式”
以模孔为例:“1” 分别对每个孔进行粗精加工。
“2” 第一遍对各个模孔粗加工(不切断),第二遍把留料部分去除掉,使落费料,第三遍每个孔精加工。
若选择“2”的话,则要把“穿丝代码控制”置“1”,并在程序输出时选择“A:自动穿丝编程输出”模式。
法那科
,
富士通。
Fanuc
积柏时
Japax
欧安
?
夏米尔
洽米尔
Charmiles
阿奇
Agie GF
阿奇夏米尔
#
90
的補正編號是由
DBF
檔案資料庫與條件組補正編號控制﹐變動性較#
8
大﹐
可以這選圖元時隨時改變補正編號
#
9Байду номын сангаас
補正編號可參考
WPCAM
﹒
DBF
檔案資料
原
Variable D = H10,init/0,not_modal,ex:H01,H02
机头移动距离
Machine Head movement
电极直径
Electrode pipe
diameter
加工液容量
F
luid capacity
加工液
Dielectric fluid
加工电源
Input power
Offset code :;;Offset Compensation Number
#
8
與#
90
的區別
,
(根據客戶需要采用變數控制)
#
8
的補正編號是由系統自動累加
1,
從
H01
﹒
H02
﹒
H03
﹒﹒﹒﹒
H99
﹒﹒﹒
汉川
?
三光沙迪克
Sanguang Sodlck
北京阿奇
?
中特
?
宝码
?
上海通用
?
安德
?
3.2.3 如需对模板中个别程序做精加工次数单独设置的话,进入J:编程控制—L:同类个别设定
进入后选择你要单独修改的图形,按鼠标右击确定。在容许个别变成条件控制中打勾,然后在多次加工精修次数中选择你要更改的数值。
J=5 编程面到台面(基准面)的距离
I=11 辅助面到编程面的距离
注意:在随后进入“CHARMILLES专用工件设置窗口”中在你所选中图形后的斜度一栏中不要输入斜度值。因为该处所输入的是全启始斜度。
3.1.2 在“CHARMILLES专用工件设置窗口”中你所选中图形后的斜度一栏中输入你想要的全启始斜度值便可。
3.2 加工模板:
3.2.1 作完模板图形,进入“WTCAM”,在路径设置后按照你想要的加工顺序依次点中模板上的加工图形。如果你要对次序修改,进入O:秩序,可以分别选择I:依次设定/S:对调顺序/(C:改变顺序 )来调换模板内程序的加工秩序。
如果以蓝色的为编程面,红色的为辅助面,黑色为台面
J=16
I=-11
4.1.2 图形路径设置完后,可以对上下异形的拐角部分进行强制对接。在3D:上下异形—J:指定对接
5.1 开面加工:
5.1.1 作一不封闭的图形(开面图形),注意:也要对其进行自动串接
慢走丝名
三菱
Mitsubishi
牧野
Makino
兄弟
Brother
日立
Hitachi
西部
Seibu
沙迪克
S
odlck
1 前期工作
1.1先在指定界面中任意画一个图形。
1.2然后点击“ 图元更改” 来确认你所画图形的图层。
左下条指令中提示“ 请选取图形(+):” ,圈中你所选图形。 被选中图形既变成虚线,按鼠标右击完成选图。
1.3输入“ L” 选中图层 ,然后右击鼠标。 选中你所要确定的图层。
* 有时系统提示生成复线大于1个,则表示你的图形并非一个封闭图形,所以串接失败。
1.4 画图前期工作完毕后,按“ 档案” →“ 另存新档”。 然后系统提示输入新档的名称。
例如:charmilles.WRK 后缀名为*.WRK是统达的图片文件。保存完毕。在后置处理结束后系统便会自动生成另一个后缀名为*.CMD 的指令文件 :charmilles.CMD 这个搜索后缀名为*.CMD的指令文件是我们将要拷贝到机床上的文件之一。(还有一个*.ISO 文件)
2 后置处理
2.1点击“ 线割应用”
在指令条中输入“ S” 按回车。出现切割路径设置
输入引入线长度, 切割方向,路径形态。 设置完毕按确定。
指定你要切割的路径和启始点位置,点击鼠标左键。 此时所选图形中便会显示该工件的路径形态( 凹模或凸模 ),引入线长度,切割方向。
若用户所画图形是用线段组成的,此时该图形并非一个整体。因此我们要把它串接为一个整体。(如若用“圆”,“ 多边形”,“ 椭圆” 等指令画图,则不用串接图形。因为该指令所画图形已为一个整体)
按“ 自动串接” 用鼠标圈中所要串接的图形, 按鼠标右击选中图形,再按一次鼠标右击串接成功。
:) 系统提示:共有1个新的复线产生
6备注:
6.1.1:
6.1.2:
a:WTCAM模板保存路径在 TWINCAD/SUPPORT/*.*.TCAD
6. 1. 3:
a: 若要移动原点坐标,点中“图元移动”或打指令“MOVE”,选好图形。点中设置原点的点,并且移动图形到指定基准点:(0,0)
b: 若要查看某个点的坐标可选择“模具式标注”或打指令:“Odim” 按“空格”
2.2然后在MID OF 中打入“P”,回车进入P处理。选择S:编程设置。
然后具体可以输入你所需要的“过切长度”,“脱离线长度”…等括号内的数据。
2.3设置完备后按“空格”键进入“CHARMILLES专用工件设置窗口”
2.3读取你所加工机床的型号。随后根据不同的机床型号,其“图层名称”后所对应的精修次数就会有所变化,确定你所想要的加工次数与实际加工图层相符。选择好*.*TEC文件和工件高度,按确定结束。
* 软件默认图层和精修刀次数之间的关系:
0-9 图层为凹模的精修次数
10-19 图层为凸模的精修次数
* 具体几号图层对应几次精修次数按机床资料库调用实际情况而论
若图层选取时没有你所要的图层名称,点击“ 图层控制” ,然后选中“ 新图层” , 打入你要建立的图层号, 按确定。然后再执行一边“ 图元更改”
修改后
Variable D = D10,init/0,not_modal,ex
01,D02(
也可以修改成其他
字母代碼
全世界慢走丝,中走丝,快走丝“常用
中英词汇表”
相关搜索
:
词汇表
,
全世界
,
慢走
GF
Agie-Charmills
庆鸿
Chmer
徕通
Legend