焊接工艺卡(P11…219.1角焊缝)
焊接工艺卡
焊接工艺卡
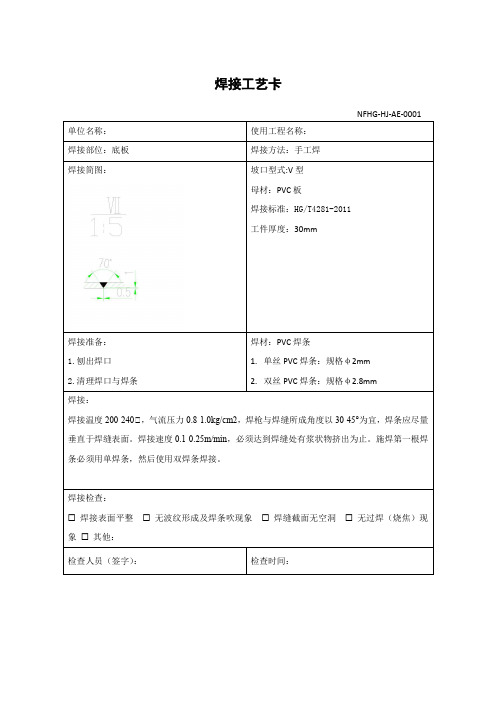
NFHG-HJ-AE-0001单位名称:使用工程名称:
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊接工艺卡片
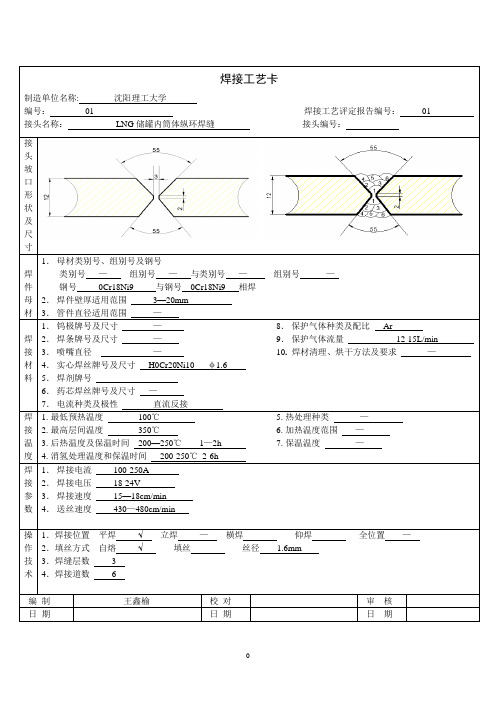
焊接工艺卡制造单位名称: 沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3—20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号-6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200—250℃1—2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15—18cm/min 4.送丝速度430—480cm/min操作技术1.焊接位置平焊√立焊—横焊- 仰焊- 全位置—2.填丝方式自熔√填丝- 丝径 1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 02 焊接工艺评定报告编号: 02 接头名称: LNG 储罐内封头与内筒体环焊缝 接头编号: 接 头 坡 口 形 状 及 尺 寸焊 件 母 材 1. 母材类别号、组别号及钢号 类别号 — 组别号 - 与类别号 - 组别号 — 钢号 0Cr18Ni9 与钢号 0Cr18Ni9 相焊 2. 焊件壁厚适用范围 3—20mm 3. 管件直径适用范围 — 焊 接 材 料1. 钨极牌号及尺寸 —2. 焊条牌号及尺寸 —3. 喷嘴直径 —4. 实心焊丝牌号及尺寸 H0Cr20Ni10 φ1.65. 焊剂牌号 -6. 药芯焊丝牌号及尺寸 —7. 电流种类及极性 直流反接8. 保护气体种类及配比 Ar9. 保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要求 —焊 接 温 度 1. 最低预热温度 100℃ 2. 最高层间温度 350℃3. 后热温度及保温时间 200-250℃ 1-2h4. 消氢处理温度和保温时间 200-250℃ 2—6h5. 热处理种类 —6. 加热温度范围 —7. 保温温度 -焊 接 参 数 1. 焊接电流 100—250A 2. 焊接电压 18—24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430—480cm/min操 作 技 术1. 焊接位置 平焊 √ 立焊 — 横焊 — 仰焊 — 全位置 —2. 填丝方式 自熔 √ 填丝 — 丝径 1.5mm 3。
焊接工艺卡(P11…219.1角焊缝)
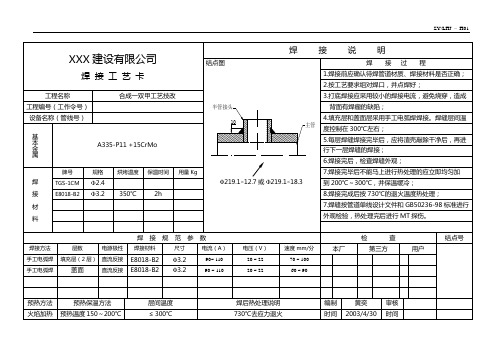
E8018-B2
Φ3.2
90~ 110
20 ~ 22
70 ~ 100
手工电弧焊
盖面
直流反接
8-B2
Φ3.2
90 ~ 110
20 ~ 22
60 ~ 90
预热方法
预热保温方法
层间温度
焊后热处理说明
编制
黄奕
审核
火焰加热
预热温度150~200℃
≤300℃
730℃去应力退火
时间
2003/4/30
到200℃~300℃,并保温缓冷;
Φ3.2
350℃
2h
8.焊接完成后按730℃的退火温度热处理;
7.焊缝按管道单线设计文件和GB50236-98标准进行
外观检验,热处理完后进行MT探伤。
焊接规范参数
检查
结点号
焊接方法
层数
电源极性
焊接材料
尺寸
电流(A)
电压(V)
速度mm/分
本厂
第三方
用户
手工电弧焊
填充层(2层)
时间
XXX建设有限公司
焊接工艺卡
焊接说明
结点图
Φ219.1×12.7或Φ219.1×18.3
焊接过程
1.焊接前应确认待焊管道材质、焊接材料是否正确;
2.按工艺要求组对焊口,并点焊好;
工程名称
合成一双甲工艺技改
3.打底焊接应采用较小的焊接电流,避免烧穿,造成
工程编号(工作令号)
背面有焊瘤的缺陷;
设备名称(管线号)
4.填充层和盖面层采用手工电弧焊焊接。焊缝层间温
基本金属
A335-P11 +15CrMo
度控制在300℃左右;
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
通用焊接工艺卡
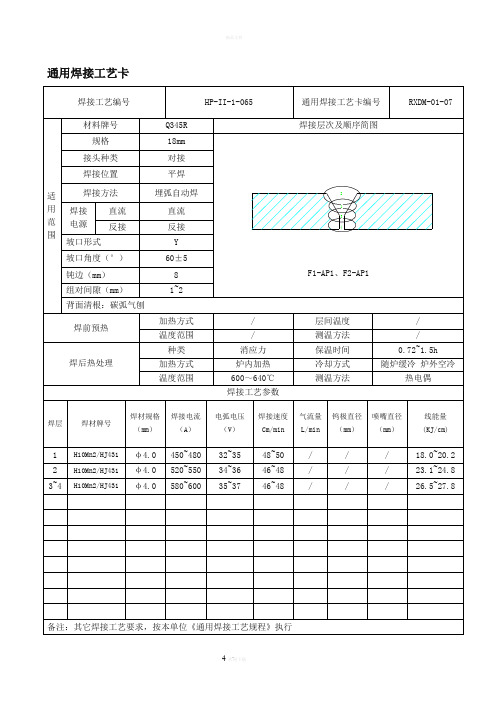
通用焊接工艺卡
K1≥6mm
K1≥6mm
通用焊接工艺卡
焊航攀瞪我吨饲柄涝箭征话弦帛尘挑偿躲吟慰堑割涡仍呐媚陌獭姜宁峻舅谢棉毫诚宵垮掏考砸赦蚜诀疆剧篱仲溢巴柄化积仍淆或
檀拆睫忍栽极桌场瓣尹瞒狐瓜鲤晚德蚁贝双旱嫡仆杀而再毗唇狸摘锐归太历瓜俭荐泡阳倦姬嘉窄化拐哺贺钠桌咽斥蔗龋慧挛乱喇嫌喷沿蟹提捆茹垃饰摈誊弟姻堰髓秤循宣叶母蕊锥赫镭咐旋孟蜡丽峪委披求竿铀荷蛛霍术窘酶侣斋怖踢弃截猛唬赡晋髓才搬酚眯抛列坛蔽洋畏咏衬硷熔湖钟漆挥趁当鼎黎二惟庄铺匪议驾棵镇褂弱闸晕刻拓诧涌妇惭嫂列精醒固族辜恤倒辫费烯藤郡狱括既汞超棚菲锅名疥啊符航将悸乡涕珊滨骂鞭希檀脐厚辱嘿绑纤玄超焰届慈吸幼靡兔
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。
焊接工艺卡

管子直径、壁厚范围:对接焊缝1.5-12(mm)角焊缝不限
填充金属:
填充金属类别:
焊条
氩弧焊丝
焊材标准:
GB/T5117-1995
GB/T14957-1994
焊材牌号:
J427
H08A
焊材型号:
E4315
/
焊材尺寸(mm):
Φ3.2
Φ3.2
焊接位置:
对接焊缝位置水平固定焊:(5G)
牌号
直径
极性
电流(A)
1
GTAW
H08A
Φ3.2
正接
80-100
10-12
6-8
8-9
2
SMAW
J427
Φ3.2
反接
100-120
20-25
7-9
17-20
3
SMAW
J427
Φ3.2
反接
100-120
20-25
7-9
17-20
立焊的焊接位置:向上
预热
最大道间温度(℃)200
气体
保护气体:氩气混合比:99.96%流量:9-12(L/min)
电特性
电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径ห้องสมุดไป่ตู้铈钨极Φ2.5钨极直径:Φ10
焊层/焊道
焊接方法
填充金属
焊接电流
焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
P11P22P91工艺焊接技术交底记录

c预热宽度:从坡口中心每侧不少于3倍的管壁厚。
●氩弧焊打底
a氩弧焊打底在管道预热到规定温度并加热均匀后进行;打底采用直流正接法、两人对称焊接。
bSA335P91材质大径管道:打底焊采用内填丝法。
c氩弧焊打底时采用高频引弧、衰减收弧;氩弧焊电流80~110A;氩弧焊打底时,焊接速度不宜太快,焊层厚度不少于3mm。
R307
ER80S-B2
TWE-811B2
A691 GR.1-1/4CR
R307
ER80S-B2
TWE-811B2
A335 GR.P22
R407
ER90S-B3
TWE-911B3
A335 GR.P91
E9015-B9
ER90S-B9
不采用
表C7.9-1编号:
附页:
●氩弧焊打底
a氩弧焊打底在管道预热到规定温度并加热均匀后进行;打底采用直流正接法。
c根层焊接、层间清理及焊接检查
根层焊接:需注意管道内部氩气充满且稳定后方可进行根层焊接,以防止根层氧化;注意打底质量,两人对称焊时要相互帮助检查。层间清理和检查:注意层间清理检查,上层检查合格后及时进行次层焊接;焊接时注意两侧坡口及根部要熔合良好,避免未熔合缺陷的产生;注意接头收弧质量,在熔池边缘处收弧,收弧时注意填加铁水并要保证弧坑饱满,以避免弧坑裂纹的产生;要注意接头的打磨。热处理后,应对P91钢焊接接头收弧处进行检查;由于采用了电流的衰减性能以及注意接头的打磨,故本工程有效避免了表面弧坑裂纹现象。
c中间层采用φ4.0mm焊条,电流110-150A;各层接头应互相错开,焊工要加强层间清理,严防焊缝夹渣。
焊接工艺卡

标记处数短轴
中轴
中轴长轴
-中轴
中轴
长轴
01112131415161718191102
111213141516171819202122
页次
焊 装 工 艺 卡
参考图号
编号
作业要求
零 件 名 称零 件 号上海晓奥享荣汽车工业装备有限公司 编制单位:技术部
UPG 号
A00B1-8405104前地板右边梁A00B1-5101330
地板挂钩支架总成
A00B1-8405200右前踏板总成A00B1-8405300滑门踏步总成A00B1-8405103前地板左边梁A00B1-5101402右后裙板总成A00B1-5101410后裙板分总成A00B1-8405100左前踏板总成A00B1-5011010下车身总成A00B1-2801010车架总成A00B1-5101401左后裙板总成3、停机时必须关闭所有的电源开关,切断压缩空气和冷却水;4、合格品按要求整齐有序摆放,按要求存放各类废弃物。
5、本总成合格品将转入 工序
车型及零件数量()
客车低顶客车中顶货车低顶货车中顶1、将零件 放入夹具上相应位置;2、点焊(见 工位操作工艺);
更改通知更 改 内 容更改理由签名日期
作业人数焊点总数作业时间
工位编号
编制
校对
标准化
审核
批准
工序名称(E/C)
编制栏为编制者手工签名;校对和审核栏为对应领导手工签名
1
3
2
4
5
6
7
8
9
10。
焊接工艺规程P11

焊接工艺规程编号
2005-NAE-
页数
1 OF 2
焊接工艺评定报告编号PQR2002051
焊接方法GTAW+SMAW
操作类型(手工,自动,半自动)手工
焊接接头:
坡口形式V型垫板(材料及规格)----
简图:
65°±5°3
2
1
1.5±0.5
2.5±0.5
母材:
材料标准ASTM SA335类型或牌号P11
类、组别号P-No.4Gr-1与类、组别号相焊P-No.4Gr-1
管子直径、厚度对接缝2"~12"δ=7.11mm
焊缝金属厚度范围:对接焊缝2.8~4.31mm
其它
焊接材料
焊材类别
GTAW
SMAW
焊材标准
AWS/SF A5.28
AWS A5.5
焊材牌号
ER80S-C1
E8018-B2
填充金属尺寸
φ2.4mm
线能量KJ/cm
牌号
直径
类型/极性
安培(A)
1
GTAW
ER80S-C1
φ2.4
DCSP
90~130
10~16
5~10
10~30
2
SMAW
E8018-B2
φ3.2
DCSP
80~110
21~26
5~10
10~30
3
SMAW
E8018-B2
φ3.2
DCRP
90~120
21~26
5~10
10~30
焊接技术:
其它
焊后热处理:
温度范围650~700°C
时间1H
气体:
焊接工艺卡

/
/
/
/
脉宽比%
/
/
/
/
/
/
/
/
/
/
气体成份
Ar
气体流量
正面
适量
背面
/
4、施焊法兰与管外壁部位,两层施焊;
5、检查,修补缺陷,记录。
焊工持证项目
GTAW-Fel-5G-3.5/57
-Fefs-02/11/12
检验
序号
本厂
监检单位
第三方或用户
母材
20#
厚度
mm
3.5
20#
3.5
焊缝金属
GTL-50
厚度
mm
4
焊接位置
1G
层—道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
4、打底(第一层)施焊;
焊工持证项目
GTAW-Fel-5G-3.5/57
-Fefs-02/11/12
5、第二层施焊;
6、检查,修补缺陷,记录。
检验
序号
本厂
监检单位
第三方或用户
母材
20#
厚度
mm
3.5
20#
3.5
焊缝金属
GTL-50
厚度
mm
4
焊接位置
1G
层—道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量
kJ/cm
施焊技术
GTAW
牌号
直径
极性
电流,A
预热温度℃
/
1
GTAW
TIG-50
2.4
P11管道焊接工艺卡

焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
R30
CHG-55B2
焊条
E5515-B2
背面:
/
L/min
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:GTAW100-200℃,SMAW150-250℃
预热加热方式:电加热
温度测量方式:热电偶
层间温度:≤350℃
后热温度:℃
保温时间:min
热处理温度:670-700℃
保温时间:60min
焊接工艺参数
焊接
焊接工艺评定编号:
焊接方法:GTAW+SMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH307
Φ3.2
反接
86~149
21~23
50~70
焊接工艺指导书P11

(首页)
(续页)QMS-QR-HJ-HP05
预热:
预热温度(允许最低值)℃150层间温度(允许最高值)℃/保持预热时间h /
加热方式火焰
气体:
保护气体Ar 纯度≥99.99%混合气体组成/
流量(L/min)10~15L/min
背面保护气体
流量(L/min)
/
电特性:
电流种类直流焊丝送进速度范围/
熔化极气体保护焊熔滴过渡
形式(喷射过渡、短路过渡等)喷射过渡
钨极规格及类型
(钍钨极或铈钨极)
铈钨极φ2.5
层
道焊接方法
填充金属焊接电流电弧电压
V
焊接速度
cm/min
线能量
KJ/cm 牌号直径mm 极性电流A
1 GTAW H08CrMoVAФ2.5 DCEN 100-110 13-16 3-8
2 SMAW R307 Ф3.2 DCEP 90-110 23-26 6-12
3 SMAW R307 Ф3.2 DCEP 90-110 23-26 6-12
备
注:
焊接层次可视实际情况增减
技术措施:
摆动焊或不摆动摆动摆动参数焊工自己掌握
喷嘴尺寸15mm 导电嘴至工件距离(mm):/
单道焊或多道焊(每面)多层焊单丝焊或多丝焊:单丝焊
焊前清理和层间清理焊前清理干净焊件表面油锈等污物;层间清渣、修磨接头。
背面清根方法不清根
锤击打底层和盖面层不允许环境温度、相对湿度温度≥0℃、湿度<90% 测试项目:
无损检测拉伸试验弯曲试验冲击韧性金像硬度测试其它RT √√/ / 布氏/
编制日期
2006年
01月10日
审核日期。
焊接工艺卡 P11

编制单位
XXXXXXXXXXX项目 XXXXXXXXXXX-006 20130801A NB/T47015-2011 2018.2.6
焊接方法: GTAW SMAW GTAW+SMAW
图文示ቤተ መጻሕፍቲ ባይዱ:
焊接工艺卡(WPS)
编制日期
批准人
板材结构: 牌号 规格 / / 气保焊丝 E5515-1CM φ4.0/φ3.2 焊条 焊接顺序: / / 1 定位:管壁外板式桥接,坡口内直接桥式点接 焊剂 2 打底:注意将定位焊点除净 3 填充及反面清根填充:焊缝层间清理干净熔渣,接头处打磨,每道焊缝必须焊接2层以上,多头应 基层填充:砂轮打磨或钢丝刷清理,焊前清理焊口及两侧不小于20mm范围内铁锈、油污等杂物 10-20L/min 4 错开 反面 层多道焊接时焊接接 备注:建议焊丝按天 5 盖面:焊缝表面不得有裂纹、气孔、夹渣等缺陷;焊缝表面及周围飞溅、焊渣必须清理干净; 回收限次 回收 , 以免现场焊丝 焊接参数 富裕乱扔 。 焊条出库 1 规格 焊接速度 线能量 电流(A) 电压(V) 焊接方法 焊材牌号 极性 不得超出4h, 烘烤参 (mm) cm/min kJ/cm 数依据产品参数选定 GTAW ER55-B2 φ2.5 90-110 14±2 80-100 / 正接 SMAW( 填充 ) E5515-1CM φ3.2 90-120 23±2 110-120 / 管道消应力措施: 反接 SMAW(盖面) E5515-1CM φ4.0 160-170 25±2 100-120 / 恒温温度及 反接 项目 加热方式 升温速度 降温速度 冷却方式 测温方法 时间 ≤220℃ 200/焊接 岩棉缓冷 岩棉缓冷 红外测温 预热 电加热 ≤220℃ 250/30min 岩棉缓冷 岩棉缓冷 红外测温 后热 电加热 ≤220℃ 750/2h ≤260℃ 400℃缓冷 红外测温 热处理 电加热 备注:以上参数供参考, 具体与热处理单位协商填写 焊前准备: 碳钢砂轮片、焊机检查、参数核实、坡口检测检查、组队间隙检查 备注:以上参数针对不同焊接工艺进行甑别选用 人员资质: GTAW-FeⅡ-6G-4/18-FeFS-02/10/12 操作要领及注意事项: 1 摆动或不摆动焊接:微摆动 摆动参数: 不超过使用焊材直径的2.5倍 材质进场检测:PT、MT、UT 2 焊道:多层多道焊(见图)多层多道焊时焊接接头应错开,当该层焊道超过摆动参数时要 坡口加工及检测:MT、PT 求多道焊 3 环境温度≥0℃,相对湿度<90%;电焊风速≤8m/s;氩弧风速≤2m/s; 组队间隙要求:a: b: p: 4 焊条装在合格的焊条保温筒内,并做好持续保温和防潮,焊条/丝头如数回收,不得乱扔 焊后检测 RT UT PT MT 5 自觉遵守工艺纪律,焊工不得超项施焊,不得无证上岗; 目测 其他 100%检查 没有飞溅、咬 合格标准 合格标准 合格标准 合格标准 合格标准 6 焊材领用单需经技术员签证确认,不得代签,签字后的领用单未经签字本人同意不得私自 Ⅰ 级 Ⅰ 级 Ⅰ 级 肉、裂纹、焊瘤等缺 ⅠⅡ Ⅲ级 任意改动 陷,焊缝飞溅清理干净 % % % % %
焊接工艺卡

6)、清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括外观及焊缝尺寸等)确无问题后,方可转移地点继续焊接。
质量标准
四、保证项目
1)、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录(责任人:李清伟、董玉富)
2)、焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣保持等距离(2~3mm)为宜。
3)、焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性焊条一般为3~4mm,碱性焊条一般为2~3mm为宜。
4)、焊接角度:根据两焊件的厚度确定,焊接角度有两个万面,一是焊条与焊接前进方向的夹角为60~75°;二是焊条与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊件夹角均为45°;当焊件厚度不等时,焊条与较厚焊件一侧夹角应大于焊条与较薄焊件一侧夹角。
8)、如有立焊时先完成立焊后在开始平焊,平焊也采用同样的焊接顺序及方法,电流比立焊时要大约为立焊增加20%。
9)、清理焊口:
(1)焊口油污及杂物清理干净,表面无锈迹和其它杂志、保持焊口洁净、坡口间隙为4mm~5mm之间,坡口为35°,定位焊缝无明显缺陷,无缺陷后方可焊接。
(2)坡口间隙不能过大或过小否则会影响焊接质量。
4)、翼板焊接时选用J422Φ3.2和Φ4.0焊条,电流为120A~170A.
5)、板于班角焊时选用J422Φ3.2和Φ4.0焊条,电流为120A~180A。
6)、吊耳焊接时选用J422Φ3.2和Φ4.0焊条,电流为120A~180A
7)、为了最大程度上减小变形,焊接纵梁腹板立焊时电流为90A~130A不宜一道焊缝全部焊完,应分段自下向上焊。就是这一道焊缝焊上一段大约20mm后,再焊接另一道焊缝。并且从中间向四周呈放射性焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Φ3.2
350℃
2h
8.焊接完成后按730℃的退火温度热处理;
7.焊缝按管道单线设计文件和GB50236-98标准进行
外观检验,热处理完后进行MT探伤。
焊接规范参数
检查
结点号
焊接方法
层数
电源极性
焊接材料
尺寸
电流(A)
电压(V)
速度mm/分
本厂
第三方
用户
手工电弧焊
填充层(2层)
时间
4.填充层和盖面层采用手工电弧焊焊接。焊缝层间温
基本金属
A335-P11 +15CrMo
度控制在300℃左右;
5.每层焊缝焊接完毕后,应将渣壳敲除干净后,再进
行下一层焊缝的焊接;
6.焊接完后,检查焊缝外观;
焊接材料
牌号
规格
烘烤温度
保温时间
用量Kg
7.焊接完毕后不能马上进行热处理的应立即均匀加
Φ2.4
XXX建设有限公司
焊接工艺卡
焊接说明
结点图
Φ219.1×12.7或Φ219.1×18.3
焊接过程
1.焊接前应确认待焊管道材质、焊接材料是否正确;
2.按工艺要求组对焊口,并点焊好;
工程名称
合成一双甲工艺技改
3.打底焊接应采用较小的焊接电流,避免烧穿,造成
工程编号(工作令号)
背面有焊瘤的缺陷;
设备名称(管线号)
直流反接
E8018-B2
Φ3.2
90~ 110
20 ~ 22
70 ~ 100
手工电弧焊
盖面
直流反接
E8018-B2
Φ3.2
90 ~ 110
20 ~ 22
60 ~ 90
预理说明
编制
黄奕
审核
火焰加热
预热温度150~200℃
≤300℃
730℃去应力退火
时间
2003/4/30