初始过程能力研究【模板】
APQP初始过程能力研究计划

加强原材料入厂检验和使用过程中的 质量控制,确保原材料质量稳定可靠
。
设备性能改进
对设备进行改造、升级或维修,提高 设备性能和稳定性,减少设备故障对 过程能力的影响。
操作人员培训
加强操作人员技能培训,提高操作技 能水平和经验,减少人为因素对过程 能力的影响。
实施方案编制
制定详细实施计划
评估流程及步骤
制定评估计划
明确评估目标、范围、方法和资源需求。
实施数据收集
按照计划收集关键过程数据。
进行数据分析
利用统计方法对收集到的数据进行分析。
评估结果反馈
将评估结果反馈给相关部门和人员,以便进行改进。
风险识别与应对措施
风险识别
识别过程中可能存在的风险,如数据不准确 、过程不稳定等。
应对措施制定
追求绿色环保和可持续发展
我们将积极推行绿色环保和可持续发展理念,在新产品开发过程中注 重环保和社会责任,实现企业的可持续发展目标。
THANKS.
3
制定沟通机制
明确团队成员之间的沟通机制,包括定期会议、 临时会议、信息反馈等,确保项目进展顺利。
进度管理与质量监控
制定项目进度计划
结合项目目标和实际情况,制定详细的进度 计划,明确各阶段的任务和时间节点。
建立进度监控机制
通过定期汇报、进度检查等方式,及时掌握项目进 展情况,发现问题及时调整。
质量监控与风险评估
APQP初始过程能力研 究计划
汇报人:XX 20XX-02-02
目 录
• 引言 • 过程能力评估方法 • 数据收集与处理方案 • 过程能力提升方案设计 • 资源保障与团队协作机制构建 • 总结回顾与未来展望
引言
APQP初始过程能力(CPK)研究计划样板
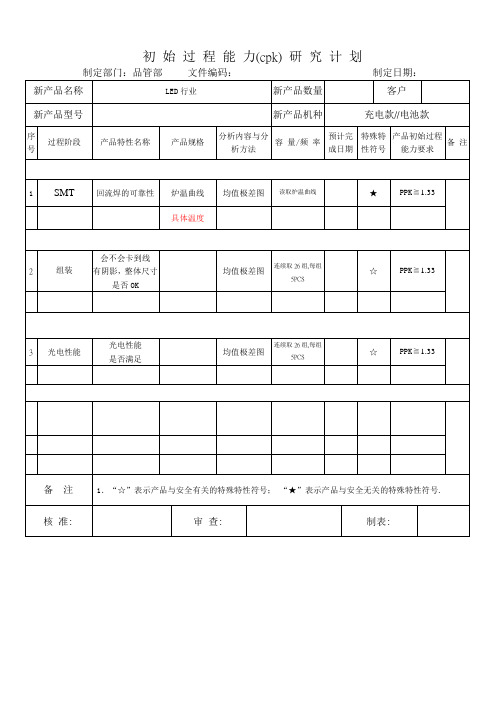
制定部门:品管部文件编码:制定日期:
新产品名称
LED行业
新产品数量
客户
新产品型号
新产品机种
充电款//电池款
序号
过程阶段
产品特性名称
产品规格
分析内容与分析方法
容量/频率
预计完成日期
特殊特性符号
产品初始过程能力要求
备注
1
SMT
回流焊的可靠性
炉温曲线
均值极差图
读取炉温曲线
★
PPK≧1.33
具体温度
2
组装
会不会卡到线
有阴影,整体尺寸是否OK
均值极差图
连续取26组,每组5PCS
☆
PPK≧1.33
3
光电性能光电Βιβλιοθήκη 能是否满足均值极差图
连续取26组,每组5PCS
☆
PPK≧1.33
备注
1.“☆”表示产品与安全有关的特殊特性符号; “★”表示产品与安全无关的特殊特性符号.
核准:
审查:
制表:
APQP初始过程能力研究

APQP初始过程能力研究APQP (Advanced Product Quality Planning) 是一种用于管理和确保产品质量的方法。
APQP是整个产品开发过程中的一种规范方法,旨在确保产品质量从概念阶段到产品的生产和交付的每个阶段都得到有效管理。
APQP初始过程能力研究是指在项目初期,通过研究和评估公司的产品开发能力,确定和建立适当的APQP流程来管理产品的开发和质量控制。
这有助于确保产品在设计和制造过程中满足客户的需求和期望,并以最高的质量标准交付给客户。
在进行APQP初始过程能力研究时,首先需要对公司的产品开发和质量控制流程进行整体评估。
这包括评估公司的组织结构,人员能力,资源分配,流程规范等方面。
通过评估现有的流程和资源,可以确定公司目前的能力水平以及存在的弱点和风险。
其次,基于对公司现有能力的评估,需要制定改进计划和目标。
这涉及到确定改进的重点和优先级,并制定具体的行动计划来实现这些目标。
例如,可以考虑加强组织结构,提高人员能力,优化流程规范等。
接下来,需要建立一个合适的APQP流程,以确保产品的开发和质量控制按照既定的目标进行。
这包括确定所有必要的步骤和阶段,建立适当的文件和记录,设定监控和评估的标准,并确保相关人员的培训和理解。
在APQP初始过程能力研究中,还需要制定适当的绩效指标来评估整个过程的有效性和改进的效果。
这可以包括产品的质量指标,开发进度指标,产品成本指标等。
通过定期进行绩效评估,可以及时发现和解决问题,并持续改进产品开发过程。
最后,APQP初始过程能力研究也需要注重员工培训和意识提高。
培训可以涵盖APQP流程的理解和实施,质量工具和技术的应用,以及团队合作和责任的培养。
通过提高员工的意识和能力,可以确保APQP流程的有效实施和结果的可持续改进。
总之,APQP初始过程能力研究是重要的管理方法,它有助于确保产品在设计和制造过程中满足客户的需求和期望。
通过对公司现有能力的评估和改进,建立适当的APQP流程并进行持续绩效评估,可以提高产品开发的质量和效率,从而提升公司的竞争力和客户满意度。
通俗易懂的初始过程能力研究

通俗易懂的初始过程能力研究通俗易懂的初始过程能力研究在人类的学习和发展过程中,初始过程能力被认为是一个非常重要的能力。
它是指一个人在面对新事物或新概念时,能够快速理解和适应的能力。
这个能力的培养对于一个人的学习、工作以及生活都至关重要。
本文将从深度和广度的角度,对初始过程能力进行评估,并探讨其重要性和培养方法。
初始过程能力的深度评估首先,我们可以从认知角度评估初始过程能力的深度。
一个拥有深度初始过程能力的人,不仅可以迅速理解新事物,还可以通过逻辑推理和分析,进一步扩展对这个事物的认知。
例如,当一个人接触到一个新的科学概念时,他可以通过阅读相关文献和进行实验,深入了解这个概念的内涵和应用。
这种深度的理解可以帮助人们更好地应对新问题和挑战。
其次,我们也可以从实践角度评估初始过程能力的深度。
一个拥有深度初始过程能力的人,可以将自己所掌握的知识和技能灵活应用到实际情境中。
他们不会被新情境所困惑,而是能够主动思考和解决问题。
例如,在一个新的工作环境中,一个拥有深度初始过程能力的人可以快速适应新的工作流程和要求,并能够提出改进方案和创新思路。
初始过程能力的广度评估除了深度评估外,初始过程能力的广度也是非常重要的。
一个拥有广度初始过程能力的人,不仅可以应对自己熟悉领域内的新事物,还可以拓展自己的学习和认知范围。
这种广度可以帮助人们更全面地理解世界,更好地应对复杂多变的环境。
在广度评估方面,我们可以从跨学科的角度看待初始过程能力。
一个拥有跨学科初始过程能力的人,可以将不同学科中的知识和概念进行联系和整合,从而产生全新的认知和理解。
例如,一个拥有跨学科初始过程能力的人可以将生物学和社会学的知识结合起来,去思考人类行为背后的生物机制和社会因素。
这种跨学科的思维可以帮助人们更全面地认识事物,并提出创新的解决方案。
初始过程能力的重要性和培养方法初始过程能力的重要性不言而喻。
在信息爆炸的时代,新的事物和概念层出不穷。
一个拥有良好初始过程能力的人,可以更好地适应社会发展的需求,并在竞争激烈的环境中脱颖而出。
SPC初始过程能力研究计划精编版

SPC初始过程能力研究计划精编版
S P C初始过程能力研究
计划精编版
MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】
初始过程能力研究计划
一、为保证产品品质,确保制程能力足够,特制定本计划。
二、重要管制特性及采用的SPC控制图:
控制图可选Xbar-R图、Xbar-S图、X-MR图、中位数图、P图、U图、EWMA、Z-MR、预控图等,过程能力可选用Ppk、Cpk、Pp、Cp、Pbar、DPMO等。
1.计量型:
对于计量型特性,试生产时选取25组数据,计算CpK值,若
CpK≥则认为当前生
产制程能力足够,满足生产能力需求;如
果Cpk<则要组织相关人员分析原因,制定出相应解决方案。
实际量产后,首先在初始生产时,采用相关SPC控制图,做初始能力研究,在生产制程稳定状态下,选定一控制线,若此时Cpk≥,则定为当前控制线,并在月末对所有输入数据做月度评
审,以期达到持续改善的目的,若CpK<或出现超出控制线点,则针对不良项目分析原因采取相应对策,改善提高过程能力,直到CpK≥为止。
2.计数型:
量产时取25组数据分析,制定当前控制线,并且每月由QA工程师进行月度评审,重新制定控制线,力争做到持续改善。
四、针对以上12种特性进行SPC控制,若有超标则由相关人员分析原因,并给出改善方案,直到CpK正常;针对CpK连续三点超标项目作停线处理。
过程能力研究-范例

PLUS NOMINAL
9.0000
5.0 60.0 10.0000 11.0000 7.0000 8.0000
MINUS Upr Spec Limit 12.0000 13.0000 14.0000
5.0 65.0 15.0000 17.0000 18.0000
16.0000
Consecutive data points above avg. Consecutive data points below avg.
Average (X chart)
PROCESS CAPABILITY CERTIFICATION REPORT
LOCATION PART TOOL DIMENSION Plant Part number: #REF! Drawing number #REF! Tool number #REF! Description SPEC 60.0 Lwr Spec Limit 55.0 HISTOGRAM WITHOUT LIMITS Dept: Part description Eng. chg. level # Cavities PLUS NOMINAL 5.0 60.0 LSL
'07 CAV'!A6 '01 PSW'!H6 '01 PSW'!A6
One sided (MAX)
'01 PSW'!A14 '01 PSW'!D10 '01 PSW'!A8
Number of readings per subgroup Dept: Part description Eng. chg. level # Cavities #REF! #REF! #REF! Units Date:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.14
7.135
UCLX X A2 R
CL X X LCLX X A2 R UCLR D4 R CLR R LCLR D3 R
Ca ( X SL ) T 2
7.13
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
0.01
R控制图
0.01
Cp T
6 * (R d 2 )
USL X X LSL , ) 3 * (R d 2 ) 3 * (R / d 2 )
0.00
Cpk MIN (
等级 A
+
Ca
Cp 1.67 MIN
Cpk #### MIN #### #### #### #### #### ####
NO.22 7.14
A级
1.93
7.138 7.138 7.137 7.141 7.137 7.138 7.141 7.141 7.141 7.137 7.138 7.141
A级
0.00% 0.00
等 级 划 分 标 准
+3σ
A B C D
12.5% 1.33 1.33 MAX 25% 25% 50% 50%
过程能力参数
R X-bar
7.140 7.140 7.138 7.139 7.140 7.140 7.140 7.139 7.139 7.140 7.140 7.140 7.140 7.139 7.139 7.140 7.139 7.139 7.139 7.139 7.140 7.140 7.139 7.139 7.139 7.139
X-bar USL
7.145
UCL SL
CL LSL
LCL
7.14 7.14 7.14
7.138
7.142 7.138 7.137 7.138 7.141 7.141
7.138 7.141 7.138 7.141 7.141 7.141 7.138
7.138 7.142 7.141
7.14
7.138
7.14
7.139 7.138
7.139 7.138
7.14 7.14 7.14
7.14
7.138 7.141 7.139 7.138
7.141 7.137
0.02 样本量(Sample Size) 100 PCS 最大值 (MAX) 7.142 最小值 (MIN) 7.137 跨距( R ) 0.005 平均值 (AVE) 7.14 平均跨距(R-bar) 0.00 标准差(R-bar/d2) 0.00 标准差 (STD-σ ) 0.00 控制上限(UCLx) 7.14 控制中心(CLx) 7.14 控制下限(LCLx) 7.14 全距控制上限(UCLR) 0.01 全距控制中心(CLR) 0.00 过程偏移度(Ca) 短期过程能力(Cp) 长期过程能力(Pp) 短期综合指数(Cpk) Cpk等级 长期综合指数(Ppk) Ppk等级 估计不良率 % -6.00% 1.91 2.06 1.79
公司
部件图号 部件名称 7000167 螺栓 加工工序 设备编号 磨外圆/50 无心磨床/M1050
初 始 工 艺 能 力 研 究
Preliminary Process Capability Studies
仪器名称 仪器编号 微米千分尺 972296 检测精度 样本数量 0.001mm 100
数据输入区域
以下 35 30
25
-15
-10
-5
0
正态分布图
SL
5
10
15
20
25
30
350
USL 300
7.138 7.142 7.138 7.139 7.141 7.137 7.138
LSL
-3σ
平均值
7.138 7.138 7.141 7.138 7.138 7.142 7.137 7.141 7.139 7.141 7.138
以上
250 200 150 100 50
0
1.67 1.33 0.67 1.00 0.67
以下
20 15 10 5 0
7.1362 7.1368 7.1374
7.1381
12.5% 1.00
7.1387
7.1393
7.1399
7.1406
7.1412
7.1418
AVERAGE (平均值): 操作者8 7.137 7.138 7.139 7.139 7.141 7.141 7.141 7.141 7.138 7.141 7.142 7.141 7.137 7.141 7.138 7.142 7.138 7.138 7.139 7.137 7.141
mm 7.15 7.14 7.13
计算参考区
n 2 3 4 5 6 7 d2 1.13 1.69 2.06 2.33 2.53 #### D4 D3 A2 1.88 1.02 0.73 0.58 0.48 0.42 3.27 0 2.57 0 2.28 0 2.11 0 #### 0 1.92 0.08
图 表 区
X-bar控制图
7.15
DATA区 Xn NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 NO.13 NO.14 NO.15 NO.16 NO.17 NO.18 NO.19 NO.20 NO.21 NO.23 NO.24 NO.25 X1
7.14
ppm
数据整理者(签名):
数据分析者(签名):
审批者(签名):
评估项目(ITEM) 计量单位(Unit) 规格上限 (USL) 规格中心 (SL) 规格下限 (LSL) 规格公差 (T)
螺纹滚丝径
X2
X3
X4
X5
7.142 7.141 7.137 7.141 7.139 7.141 7.141
0.005 0.002 0.004 0.003 0.003 0.005 0.004 0.004 0.005 0.003 0.003 0.003 0.004 0.002 0.002 0.003 0.004 0.004 0.004 0.003 0.005 0.003 0.004 0.004 0.004 0.004