灯心草、灯心炭生产工艺规程
中药的炮制方法
没药的炮制方法本品为橄榄科植物没药树或爱伦堡没药树的干燥胶树脂。
一、净制:拣净杂质。
二、炮炙1.醋制:取净没药,加醋拌匀,焖透,置锅内炒至表面光亮时,取出,放凉。
每没药100kg,用醋5kg(《药典85》)。
2.炒制:取净没药置锅内,用文火炒至表面光亮时,取出,放凉。
3.香附制:取没药拣净杂质,打碎成小颗粒或粗粉末。
加入香附60%研成粉,先将香附粉放在锅内用文武火炒热后,又放入没药拌炒,炒至浓烟上升,呈灰褐色,发泡松脆,取出,晾凉。
4.麸制:取净没药,大者砸成小块,置锅内炒至出油时,撒入麸皮,继续拌炒至油被麸皮吸尽,药体发虚呈珠状为度,取出,除去麸皮,放凉。
每没药1kg,用麸皮0.5kg 医学教|育网搜集整理。
5.灯心制:取净没药,大者砸成小块,置锅内炒至出油时,加入灯心同炒,至油被灯心吸尽,没药膨胀呈球状为度,取出簸去灯心,放凉。
每没药1kg,用灯心30kg。
6.煨制:取净没药大者砸成小块。
另取沙子置锅内加热至100℃以上,然后铺上纸2-3层,上摊没药块,继续加热至出油时,用筷子轻轻翻动,并换纸2-3次,至没药呈珠状,不粘手为度,取出,放凉。
7.煮制:取没药,加水浸1日,连同水倒入锅内,煮至溶化,滤临床应用没药时,由于炮制不过性,患者服后有恶心、呕吐反应。
用狗试验证明,狗吃生没药7分钟即吐,服制没药安然无事。
事实说明,内服没药不炮制或炮制不过性,服后都有副作用反应。
乳香的炮制方法本品为橄榄科卡氏乳香树 Boswellia carterii Birdw.或鲍达乳香树 Boswelia bhaw dajiana Birdw.及野乳香树 Boswellia neglectaM.Moore皮部渗出的干燥胶树脂。
【炮制方法】一、净制除去杂质(《规范》)。
二、切制捣碎(《规范》)。
三、炮炙1.醋制取净乳香,加醋拌匀,焖透,置锅内炒至表面光亮,取出,放凉。
每乳香100kg,用醋5kg(《药典85》)。
2.炒制(1)取净乳香置锅内,用文火炒至表面光亮时,取出,放凉(《药典85》)。
灯芯草

归 经
归心、肺、小肠经。
功 效
清心火,利小便。
主 治
用于心烦失眠,尿少涩痛,口舌生疮。
相关配伍
1、用于衄血不止:灯心一两为末,入丹砂一钱,米饮每服二钱。(《圣济总录》)
2、用于清热利尿,小便不利,淋沥涩痛之证:与木通、瞿麦、车前子等同用,如八正散。(《和剂方局》)
用法用量
1~3g。
禁 忌
《本草求真》:气虚小便不禁者忌服。[1]
相关论述
1、《本草纲目》:降心火,止血通气,散肿止渴。[2]
2、《开宝本草》:五淋,生煮服之。败席煮服,更良。
灯芯草
生理特性
本品呈细圆柱形,长达2250px,直径0.1~7.5px。表面白色或淡黄白色,有细纵纹。体轻,质软,略有弹性,易拉断,断面白色。气微,味淡。
植物形态
产地
主产于江苏、福建、四川、贵州、云南。
入药部位
植物的干燥茎髓。
炮制方法
1、灯心草:除去杂质,剪段。
2、灯心炭:取净灯心草,照煅炭法制炭。
5.5扣锅煅法
棕 榈
•
[处方用名] 棕板、棕榈炭、 陈棕炭、棕板炭。 [来源] 本品为棕榈科植物棕 榈Trachycarpus fortunei H. Wendl. 的干燥叶柄。 [历史沿革] 历代仅有烧、煅 、炒三种炮制方法。唐代有“ 烧灰” 。宋代有煅炭法,明 代有炒炭法,如“棕榈皮半烧 半炒为末、。现行,多采用密 闭煅法、炒炭等炮制。
思考题
• • • • 1.闷煅法的适用对象? 2.炉甘石煅制过程中的注意事项及原因? 3.各药物炮制作用? 4.扣锅煅观察火候的方法?
• 【炮制】 荷叶:喷水,稍润,切 丝,干燥。 • 荷叶炭:取净荷叶,照煅炭法(附 录Ⅱ D)煅成炭。 • 《全国中草药汇编》 • 荷叶炭:取净荷叶,放煅锅内装满 ,上面覆盖一锅,两锅结合处用黄 泥封闭,上面锅底贴白纸,用火煅 至白纸显焦黄色为止,待凉取出。
• 【性味】苦,平。 • 【归经】归肝、脾、胃经。 • 【功能主治】清热解暑,升发清阳,凉血 止血。用于暑热烦渴,暑湿泄泻,脾虚泄 泻,血热吐衄,便血崩漏。荷叶炭收涩化 瘀止血。用于多种出血症及产后血晕。 • 【用法用量】 3~9g;鲜品15~30g;荷叶 炭3~6g。
• 【炮制】取干漆,置火上烧枯;或敲成小 块,置锅中炒至焦枯黑烟尽,取出,放凉 。 • 【性味】辛,温;有毒。 • 【归经】归肝、脾经。 • 【功能主治】破瘀血,消积,杀虫。用于 妇女闭经,瘀血症瘕,虫积腹痛。 • 【用法用量】 2.4~4.5g。 • 【注意】孕妇及体虚无瘀者慎用。 • 【贮藏】密闭保存,防火。
灯芯草
• 【别名】秧草、水灯心、野席草、 龙须草、灯草、水葱 • 【来源】本品为灯心草科植物灯心 草 Juncus effusus L. 的干燥茎髓 。夏末至秋季割取茎,晒干,取出 茎髓,理直,扎成小把。
灯心草工艺规程
目录2、生产工艺流程4、质量监控:见“SCGL508201 灯心草生产关键工序质量监控要点”。
5. 原辅料、半成品、成品质量标准。
5.1 灯心草原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 灯心草中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 灯心草成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:灯心草规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”,7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”,7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产部下达生产指令,车间依此组织生产。
灯心草配方颗粒提取工艺
灯心草配方颗粒提取工艺
灯心草(学名:Scutellariabaicalensis)是一种中草药,通常用于中医药中。
以下是灯心草颗粒提取的一般工艺流程:
1.原材料准备:灯心草采收后进行初步处理,包括清洗、晾晒等,确保原材料的干净和干燥。
2.粗破碎:将处理后的灯心草进行粗破碎,使其更容易进行提取。
这可以通过使用研磨机、破碎机等设备完成。
3.浸膏提取:粗破碎后的灯心草进行浸膏提取。
一般而言,可以选择水、乙醇等溶剂作为提取溶剂。
将灯心草与溶剂混合,并进行浸膏提取,使活性成分溶解到溶剂中。
4.浸膏浓缩:将提取得到的浸膏进行浓缩处理,去除多余的水分或溶剂,得到浓缩的药液。
5.干燥成粉:将浓缩的药液经过干燥处理,将其变成粉末状。
干燥可以采用喷雾干燥、真空干燥等方式。
6.颗粒制备:将干燥后的药粉进行颗粒制备。
这一步一般包括配方调配、造粒、干燥、筛分、包装等过程。
7.质量检验与包装:对制备好的灯心草颗粒进行质量检验,确保其符合相关药品标准和质量要求。
合格后进行包装,通常选择符合药品包装标准的包装袋或容器。
需要注意的是,提取工艺可能会因制造商、产品用途和所需纯度等因素而有所不同。
在实际生产中,需要遵循药典规范和工艺要求,确保产品的质量和安全性。
同时,严格控制生产过程中的卫生条件和质量控制,确保生产出符合药品标准的灯心草颗粒产品。
1/ 1。
中药炮制学——煅法
生品敛肺止咳;醋制酸涩收敛;酒制益肾固精。
黄
炮制方法:
芩
1.黄 芩:取原药材,除去杂质,洗净,大小 分档。隔水加热,蒸至“圆气”后半小时,候 质地软化,取出,趁热切薄片,干燥。或沸水 煮10分钟,闷约8-12小时,至内外湿度一致 时,切薄片,干燥。
2.酒黄芩:酒炙,(100:10) 3.黄芩炭:武火炒至药物外面焦褐色,里面深 黄色。
炮制目的:生品擅长解毒杀虫,清热消痰,燥 湿止痒。煅后缓和寒性及涌吐作用,增强收涩 敛疮、止血化腐作用。
注意事项:
1. 2. 3. 4. 一次煅透,中途不停火、不搅拌; 用具要洁净; 煅制时:温度≤300℃,时间≤4小时 不宜用铁锅
异常现象:
1. 结顶:由于煅制量多、时间短、温度低造成顶 部一层发亮的现象。 2. 夹生:由于中途停火或搅拌,使水分夹杂在中 间不易除去而发亮的现象 3. 污底:锅不干净而使白矾底部粘一层污物。
3. 药材勿过多、过紧,锅的2/3 熟悉:血余炭、棕榈、灯心草、干漆。
血 余 炭
炮制方法: 煅血余炭:稀碱水洗净,干燥后扣锅煅。 炮制目的:不生用,煅后止血。
棕
榈
炮制方法: 煅炭: 炒炭:武火,喷淋清水。
炮制目的: 不生用,煅后止血。
灯 心 草
炮制方法: 灯心草: 灯心炭: 朱砂拌灯心: 青黛拌灯心: 炮制作用: 生 品:利水通淋 煅 炭:凉血止血 朱砂拌:宁心安神 青黛拌:清热解毒凉血
4.不断添加开水,勿将水煮干,专人值班。
掌握:地黄、何首乌、五味子、黄芩炮制 方法、注意事项、炮制作用。 熟悉:黄精、女贞子、山茱萸炮制方法、 作用。
了解:肉苁蓉、桑螵蛸炮制方法、作用。
地
炮制方法:
黄
1.鲜地黄:取鲜药材洗净泥土,除去杂质,用 时切厚片或绞汁。 2.生地黄:取干药材,除去杂质,用水稍泡, 洗净,闷润,切厚片,干燥,筛去碎屑。
灯心草
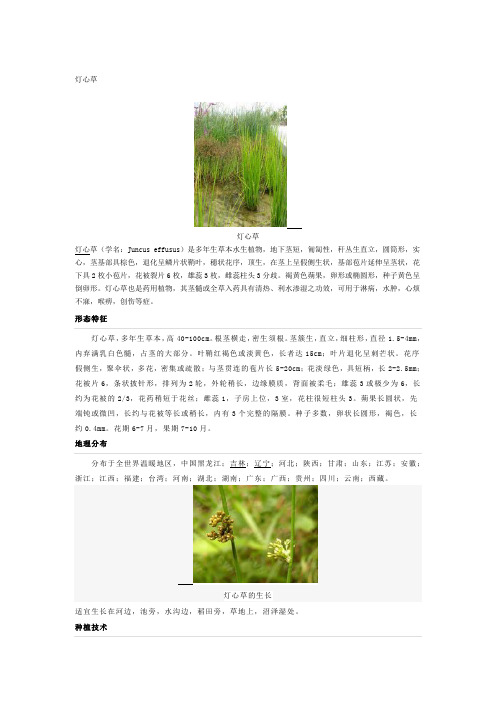
灯心草灯心草灯心草(学名:Juncus effusus)是多年生草本水生植物,地下茎短,匍匐性,秆丛生直立,圆筒形,实心,茎基部具棕色,退化呈鳞片状鞘叶,穗状花序,顶生,在茎上呈假侧生状,基部苞片延伸呈茎状,花下具2枚小苞片,花被裂片6枚,雄蕊3枚,雌蕊柱头3分歧。
褐黄色蒴果,卵形或椭圆形,种子黄色呈倒卵形。
灯心草也是药用植物,其茎髓或全草入药具有清热、利水渗湿之功效,可用于淋病,水肿,心烦不寐,喉痹,创伤等症。
形态特征灯心草,多年生草本,高40-100cm。
根茎横走,密生须根。
茎簇生,直立,细柱形,直径1.5-4mm,内弃满乳白色髓,占茎的大部分。
叶鞘红褐色或淡黄色,长者达15cm;叶片退化呈刺芒状。
花序假侧生,聚伞状,多花,密集或疏散;与茎贯连的苞片长5-20cm;花淡绿色,具短柄,长2-2.5mm;花被片6,条状披针形,排列为2轮,外轮稍长,边缘膜质,背面被柔毛;雄蕊3或极少为6,长约为花被的2/3,花药稍短于花丝;雌蕊1,子房上位,3室,花柱很短柱头3。
蒴果长圆状,先端钝或微凹,长约与花被等长或稍长,内有3个完整的隔膜。
种子多数,卵状长圆形,褐色,长约0.4mm。
花期6-7月,果期7-10月。
地理分布浙江;江西;福建;台湾;河南;湖北;湖南;广东;广西;贵州;四川;云南;西藏。
灯心草的生长适宜生长在河边,池旁,水沟边,稻田旁,草地上,沼泽湿处。
种植技术繁殖方法以分株繁殖为主。
1.选地与整地:选择容易排灌的水田,先把田犁翻、耙沤、耙平,施足人畜粪肥作底肥。
2.种植:一般是春种。
挖取老蔸分成8-10根一窝,像栽水稻—样,按行株距各30-45厘米栽在田里。
田间管理1.中耕除草:第一次在3-4月份,这时已发新苗,用脚薅草时,要把所栽的老蔸踩到泥里,第二次除草在6月份。
2.追肥及灌水:追肥和除草同时进行,每年2次,肥料以畜粪水为主,亦可适当施一些化肥,苗期要常保持浅水,以利生长,这样可连续收获3-4年。
灯心草炭炮制方法述略
者还 发现 《 外科 证治 全生集 》也 有类 似记 载 。
烧 红 的瓦罐 也可作 为煅 烧程 度 的判断指 标 。
2 . 2 扣锅 双 面煅 法 :取 净 灯 心 草 置 锅 中 ,再 盖 锅 1
青竹煅 制 的灯 草炭 ,该 法 优点 为 传 热缓 和 、受 热
制过 程 中部分鲜 竹沥 渗入 灯 草 炭 中 。竹 沥 具 有 清热 豁
痰作 用 ,对 灯草 炭 的清热 敛 疮 有协 同作 用 。所得 灯 草
炭成 圆柱 形 ,表 面 明亮光 泽 。需 注 意埋 竹 节 的热 炭 灰 要上 下均 匀 ,切 忌放 炭火 上 直 接燃 烧 。另 外 灯 心草 要
・
6 1 8・
浙江中医杂志 2 0 1 3年 8月 第 4 8卷 第 8期
灯 心草 炭 炮 制方 法 述 略
王 建 中
浙 江省 湖州市 中医院 浙江 湖州 3 1 3 0 0 0
关键 词 灯心 草炭
潘 氏外科 中药炮制
用煅 锅 。
灯心 草为灯 心 草 科 植物 灯 心 草 J u n c u s e f f u s e s L .
作 一把 ,令 坚实 塞 人罐 内 ,固济煅 之 ,罐 红 为度 ,待 冷 取 出 ,方 有 存 性 黑 炭 。 ” 应 用 瓦 罐 煅 法 时应 密 封 , 以防空 气进 人 ,使 灯 心草 灰 化 。用 瓦罐 的优点 是 传 热
缓 和 ,受热 均匀 ,药 物不易 和 容器 起 化 学 反应 ,并 且
耗 较 大 ,若 动 作 过 慢 ,灯 心 草 易 烧 成 灰 ,而 动 作 过 快 ,火 过早熄 灭 ,则煅 不成 炭 。
3 青 竹 煅 法
YL-50140灯心草原料检验操作规程
方法:取本品,置日光下观察,并用直尺测量:本品呈细圆柱形,长达90cm,直径0.1~0.3cm。表面白色或淡黄白色,有细纵纹。体轻,质软,略有弹性,易拉断,断面白色。气微,味淡。
【鉴别】
(1)显微鉴别
仪器与试剂:生物显微镜、酒精灯、水合氯醛、稀甘油等。
方法:取本品,用水合氯醛装片,置显微镜下观察:(1)本品粉末类白色。全部为星状薄壁细胞,彼此以星芒相接,形成大的三角形或四边形气腔,星芒4~8,长5~51μm,宽5~12μm,壁稍厚,有的可见细小纹孔,星芒相接的壁菲薄,有的可见1~2个念珠状增厚。
分发部门: 质量部、 化验室、生产部
标 题
正 文
1
2
2.1
2.2
3
3.1
3.1.1
3.1.2
3.2
3.2.1
3.2.2
4
4.1
4.1.1
4.1.2
4.1.3
4.2
4.2.1
4.2.2
4.2.3
4.3
4.3.1
4.3.2
4.3.3
5
5.1
5.2
5.3
标准依据:《中国药典》2020年版一部及四部
【性状】
(2)薄层鉴别
仪器与试剂:分析天平、数显恒温水浴锅、层析缸、三用紫外分析仪、硅胶G薄层板、乙酸乙酯、环己烷等。
方法:(2)取本品粉末1g,加甲醇100ml,加热回流1小时,放冷,滤过,滤液蒸干,残渣用乙醚2ml洗涤,弃去乙醚液,加甲醇1ml使溶解,作为供试品溶液。另取灯心草对照药材1g,同法制成对照药材溶液。照薄层色谱法(通则0502)试验,吸取供试品溶液3~5μl、对照药材溶液3μl,分别点于同一硅胶G薄层板上,以环己烷-乙酸乙酯(10:7)为展开剂,展开,取出,晾干,喷以10%磷钼酸乙醇溶液,在105℃加热至斑点显色清晰。供试品色谱中,在与对照药材色谱相应的位置上,显相同颜色的主斑点。
灯心草的炮制方法
灯心草的炮制方法
【炮制方法】
一、净制除去杂质。
二、切制剪段。
三、炮炙
1.制炭
(1)取净灯心草,置煅锅内,密封,烟煅至透,放凉,取出。
(2)取灯心草置锅中,上再盖锅1只,置大火上煅至两锅合缝处无油渗出时,将两锅上下翻转(不能漏气,否则易成灰),使原上覆之锅直接受火煅,此时又有油渗出,直至无油渗出时(约4小时),放凉隔夜取出即可。
(3)取灯心草置铁桶或砂锅内,四周涂3cm厚的黄泥,周围加炭火烧红,放置3天,打开取炭即可。
(4)取青竹节锯断,一端留节,一端留空,将灯心剪去头塞入,使紧(否则成白灰),用酒缸泥调水封口,置破锅内(先将锅底敲6-7个洞,洞上盖剪下的灯心头),用火烧至青竹成炭,取出扔地上则竹炭自动脱下,取灯心炭装入缸内,盖上铁锅,边沿用酒缸泥封严,焖5-6天。
用时再研细即可。
(5)取灯心草装入缸内(约六成满即可,太满则不易烧透),用火点燃,一见烧红,立即用湿麻布盖上,再加盖压紧,焖10分钟即可。
(6)取灯心草装人瓦罐中,用盖盖好,留一小孔点火燃烧,至灯心膨胀至罐口时,将罐闭紧,冷后取出即。
2.朱砂制取灯心段,置盆内喷淋清水少许,微润,加朱砂细粉,撒布均匀,并随时翻动,至外面挂匀朱砂为度,取出,晾干即得。
每灯心10kg,用朱砂0.6kg。
3.青黛制取灯心段,置盆内喷淋清水少许,微润,加青黛粉,撒布均匀,并随时翻动,至表面控匀青黛为度,取出,晾干。
每灯心草10kg,用青黛1.5kg。
灯心草的炮制-功能主治
灯心草的炮制|功能主治【炮制】灯心炭:取灯心草置锅内,上覆一口径略小的锅,贴以白纸,两锅交接处,用盐泥封固,不使泄气,煅至白纸呈焦黄色停火,凉透取出。
朱灯心:取剪好的灯心段,用水喷洒,使微湿润,放瓷罐内,加入朱砂细末,反复摇动至朱砂匀布为度。
(每灯心10斤,用朱砂10两)【性味】甘淡,寒。
①《开宝本草》:味甘,寒,无毒。
②《医学启源》:气平,味甘。
《主治秘诀》云:辛甘。
③《伤寒蕴要》:淡,平。
④《本草从新》:甘淡,微寒。
【归经】入心、肺、小肠经。
①《雷公炮制药性解》:入心、小肠二经。
②《本草汇言》:入手少阴、太阴,足太阳、默阴经医学教育|网搜集整理。
③《本草经解》:入手太阳小肠经,足太阳膀胱经,足太阴脾经。
【功能主治】清心降火,利尿通淋。
治淋病,水肿,小便不利,湿热黄疸,心烦不寐,小儿夜啼,喉痹,创伤。
用于:1、热证小便水利、淋漓涩痛。
2、心热烦躁、小儿夜啼、惊痫。
此外本品外用吹喉,可治喉痹。
①《开宝本草》:主五淋。
②《医学启源》:通阴窍涩,利小水,除水肿闭,治五淋。
《主治秘诀》云:泻肺。
③《本草衍义补遗》:治急喉痹,小儿夜啼。
④《纲目》:降心火,止血,通气,散肿,止渴。
⑤《分类草药性》:涂痔疮。
⑥《北方常用中草药手册》:清热安神,利水通淋。
⑦《西藏常用中草药》:清肺,降火,利尿。
治心烦不寐。
⑧南川《常用中草药手册》:治喉炎及咳嗽。
⑨福建龙溪《实用中草药》:治小儿惊热,泌尿系炎症,疮疡,胬肉。
【用法用量】内服:煎汤,5~8分(鲜草单用,0.5~1两);或入丸、散。
外用:煅存性研末撒或吹喉。
YZ-TS-QSC-049-00灯心草成品质量标准
目的建立灯心草成品质量标准,确保灯心草成品的质量。
范围适用于本公司灯心草的质量控制。
职责质管部、生产部、饮片车间对本标准的实施负责。
内容1.产品名称:灯心草汉语拼音:Dengxincao2. 产品编号:C-DXC-3.来源:本品为灯心草的炮制加工品。
4.标准依据:《中华人民共和国药典》2010年版一部。
5.规格:5.1饮片规格:长段10~15mm。
5.2包装规格:1g、3g、8g、30g、50g、100g、250g/袋(瓶)。
6.质量标准如下:6.1【炮制要求】灯心草除去杂质,剪段,段长10~15mm。
饮片洁净,段长、色泽均匀,无碎屑及杂质。
6.2【性状】本品呈细圆柱形,段长10~15mm,直径0.1~0.3cm。
表面白色或淡黄白色,有细纵纹。
体轻,质软,略有弹性,易拉断,断面白色。
气微,味淡。
6.3【鉴别】(1)本品粉末类白色。
全部为星状薄壁细胞,彼此以星芒相接,形成大的三角形或四边形气腔,星芒4~8,长5~51μm,宽5~12μm,壁稍厚,有的可见细小纹孔,星芒相接的壁菲薄,有的可见1~2个念珠状增厚。
(2)取本品粉末1g,加甲醇100ml,加热回流1小时,放冷,滤过,滤液蒸干,残渣用乙醚2ml洗涤,弃去乙醚液,加甲醇1ml使溶解,作为供试品溶液。
另取灯心草对照药材1g,同法制成对照药材溶液。
照薄层色谱法 (《中华人民共和国药典》2010年版一部附录ⅥB)试验,吸取供试品溶液3~5μl、对照药材溶液3μl,分别点于同一硅胶G薄层板上,以环己烷-乙酸乙酯(10:7)为展开剂,展开,取出,晾干,喷以10%磷钼酸乙醇溶液,在105℃加热至斑点显色清晰。
供试品色谱中,在与对照药材色谱相应的位置上,显相同颜色的主斑点。
6.4【检查】(1)水分不得过11.0%(《中华人民共和国药典》2010年版一部附录ⅨH第一法)。
(2)总灰分不得过5.0%(《中华人民共和国药典》2010年版一部附录ⅨK)。
6.5【浸出物】取本品0.5g,照醇溶性浸出物测定法(《中华人民共和国药典》2010年版一部附录XA)项下的热浸法测定,用稀乙醇作溶剂,不得少于5.0%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXXXXXXXXXXX有限公司生产工艺规程
1目的:建立灯心草、灯心炭生产工艺规程,用于指导现场生产。
2 范围:灯心草、灯心炭生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《中国药典》2020年版。
5 产品概述
5.1 产品基本信息
5.1.1产品名称:灯心草、灯心炭
5.1.2规格:段
5.1.3性状:
灯心草:本品呈细圆柱形,长达90cm,直径0.1~0.3cm。
表面白色或淡黄白色,有细纵纹。
体轻,质软,略有弹性,易拉断,断面白色。
气微,味淡。
灯芯炭:本品呈细圆柱形的段。
表面黑色。
体轻,质松脆,易碎。
气微,味微涩。
5.1.4企业内部代码8
5.2 5.1.5性味与归经:甘、淡,微寒。
归心、肺、小肠经。
5.1.6功能与主治:清心火,利小便。
用于心烦失眠,尿少涩痛,口舌生疮。
5.1.7用法与用量:1~3g。
5.1.8贮藏:置干燥处。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;30g/罐;40g/罐;50g/罐;0.5kg/
袋;1kg/袋;10kg/袋;15kg/袋;25kg/袋。
5.1.10贮存期限:36个月
5.2生产批量:5-10000kg
5.3辅料:无
5.4生产环境:一般生产区
6 工艺流程图:
6.1 灯心草生产工艺流程图:
注:※为质量控制要点。
6.2 灯心炭生产工艺流程图:
图中带※为质量控制要点
6.3 生产操作过程与工艺条件:
6.3.1领料
6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取灯心草原料。
6.3.1.2领料过程中核对原料品名、编码、件数、数量、合格标志。
核对各项无误后,填写相关交接记录并运至净选间。
6.3.2净制:
6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质后剪段。
将净灯心草置净料袋或周转箱。
6.3.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的灯心草转至车间中转间,及时清场并填写生产记录。
6.3.2.3 质量要求
6.3.2.3.1生产操作过程中,药材不得直接接触地面。
6.3.2.3.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.2.4净制标准
(1)取样方法:随机取样3次,每次500g ,检查杂质数量。
(2)净制标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不 得过3%。
6.3.2.5 净药材物料平衡限度 (1)指标:95-100%。
(2)计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.3.2.6偏差处理:投料量按领料数量计算。
如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,按质量事故处理则进行纠正和预防。
6.3.3煅炭:
6.3.3.1灯心炭:取净灯心草,按照《饮片煅炭岗位标准操作规程》及《煅药机标准操作及维护保养规程》,照煅炭法,置煅药机内,设定温度300-350℃加热,煅制20-25分钟,煅至表面黑色。
取出,放凉。
6.3.3.2煅炭结束后,称量,标明品名、批号、总件数、总数量。
将煅炭后的灯心草转至车间中转间,及时清场并填写生产记录。
6.3.3.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.3.4质量要求
6.3.4. 1生产操作过程中,药材不得直接接触地面。
6.3.4.2 生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.4.3煅制标准
(1)取样方法:随机取样3次,每次500g,检查煅制程度。
(2)合格标准:煅至表面黑色。
6.3.4.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,按质量事故处理则进行纠正和预防。
6.3.5包装:
6.3.5.1 内包装
6.3.5.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.3.5.1.2根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.3.5.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA申请标签(合格证),并进行复核,无误的签字领用。
6.3.5.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.3.5.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.3.5.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.3.5.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.3.5.1.8内包装标准:
(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.5.1.9物料平衡限度: 6.3.5.1.9.1内包装物料平衡 (1)标准:98-100% (2)计算公式如下:
++%=
100%
⨯合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.3.5.1.9.2合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:
++%=
100%
⨯使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.3.5.1.10偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.5.2外包装:
6.3.5.2.1按《批包装指令》单中规定的包装规格,进行领取外包材; 6.3.5.2.2检查核对:对指定批号的灯心草饮片,逐件核对《物料状态卡》和 数量应正确一致。
6.3.5.2.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.3.5.2.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包 装袋(PE 罐)之间松紧适宜。
6.3.5.2.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手 提高速缝包机封口。
6.3.5.2.6挂签:在编织袋的右上角位置缝上或在纸箱的右上角空白位置贴上 标签。
6.3.5.2.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。
6.3.5.2.8清场:包装结束,及时清场并填写批生产记录。
6.3.5.2.9包装完毕之后,及时填写饮片包装生产记录, 入成品库待验,贴黄色待验标识。
6.3.5.2.10外包装标准:
(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.5.2.10.1合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100⨯++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.3.5.2.11总收率
(1)控制标准: ≥50% (2)计算公式如下:
%100%⨯=
投料数量
成品量
)收率(
6.3.5.2.12 工艺环境卫生要求:
6.3.5.2.12.1 设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。
(详见第11条工艺操作过程中支持文件)
6.3.5.2.12.2 产品生产结束后按各岗位清场SOP 要求,严格清洁、清场,并由QA 监督检查合格后颁发清场合格证。
6.3.5.2.12.3生产全过程,由QA 质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
8 物料平衡:各工序的物料平衡标准值一年修订一次,修订依据为该岗位上一年生产物料平衡的平均值为下一年的标准值,除包装工序外。