111 宝山钢铁股份有限公司2030mm冷轧厂
(整理)111宝山钢铁股份有限公司2030mm冷轧厂.

1.1 宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1 生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案产品方案如表1-1所示。
1.1.1.3 热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量:237.8万t供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm 900~1900mm钢卷内径φ762mm φ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm)最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min酸洗介质:HCl 200g/l年酸洗量:237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。
宝钢企业标准2014版QBQB2014(冷镀)
宝山钢铁股份有限公司供货技术条件冷轧产品的包装、标志及检验文件Q/BQB 400-2014代替Q/BQB 400-2009 1 范围本技术条件规定了冷轧钢板及钢带、涂镀钢板及钢带、冷轧电工钢带(卷)的包装、标志及检验文件等要求。
考虑到制造厂和冷轧产品用户的使用习惯,钢带以下称为钢卷。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T18253-2000 钢及钢产品检验文件的类型3 一般要求3.1 钢板及钢卷应包装整齐、捆扎结实。
标志字迹应清晰,并应粘贴牢固。
包装应能保证产品在正常运输和贮存期间不松散、受潮、变形和损坏。
注1:一般认为,产品包装并不能降低产品表面发生氧化的危险。
主要是由于目前的产品包装尚无法完全做到100%的气密和水密,因此无法保证产品100%的表面抗氧化能力。
注2:包装可为产品提供充分表面保护的前提条件如下:①在物流过程中,各方应按照规范的要求,对产品进行搬运、运输和仓储;②产品在标准规定的时间内投入使用。
注3:为避免由于产品表面氧化给用户带来的损失,建议用户做到以下几点:①在发现产品包装破损后,应重新对包装破损处修补并密封;②尽量避免将产品(含包装物)暴露在恶劣的气候条件下;③优先将产品(含包装物)仓储在温度受控的仓库中,避免由于仓库内温度大幅波动,产生产品内部结露;④产品被部分使用后,应重新对剩余的产品重新进行包装封闭。
3.2 包装材料应符合有关法律法规的规定。
注1:所有包装材料均符合欧洲包装废弃物指令(1994/62/EC),不含该指令限制的重金属物质。
注2:为打造绿色产业链,我们将持续致力于减少冗余的包装物,使包装废弃物量最小化。
3.3 对于钢带包装,在进行拆除包装物作业时,需方应采取适当的保护措施,防止钢带带头弹出伤人。
注:产品包装物的拆除是有一定危险度的工作,使用方务必采取适当的措施以保证作业人员和设备财产的安全。
宝山钢铁股份有限公司企业标准

宝山钢铁股份有限公司企业标准宝钢资源查询彩色涂层钢板及钢带(Q/BQB 440-2009 代替 Q/BQB 440-2003、Q/BQB445-2004、BZJ446-2006)1 范围本标准规定了彩色涂层钢板及钢带(以下简称彩涂板)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的,厚度为0.22mm~2.0mm的建筑用彩涂板,家电、家具、钢窗等行业也可参照使用。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1766-1995 色漆和清漆涂层老化的评级方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 13448-2006 彩色涂层钢板及钢带试验方法GB/T 15957-1995 大气环境腐蚀性分类GB/T 19292.1-2003 金属和合金的腐蚀大气腐蚀性分类Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 420 连续热镀锌/锌铁合金钢板及钢带Q/BQB 425 连续热镀铝锌合金钢板及钢带Q/BQB 430 连续电镀锌钢板及钢带3 术语和定义3.1彩涂板 prepainted steel sheet在经过表面预处理的基板上连续涂覆有机涂料(正面至少为二层),然后进行烘烤固化而成的产品。
3.2 基板 steel substrate用于涂覆涂料的钢带。
3.3正面 top side通常指彩涂板两个表面中对颜色、涂层性能、表面质量等有较高要求的一面。
以卷状交货时,通常指彩涂钢卷的外面。
3.4反面 bottom side彩涂板相对于正面的另一个表面。
3.5建筑外用 building exterior applications主要受建筑外部大气环境影响的用途。
冷轧厂数学模型简介

1420连续退火机组模型
• 加热控制模型 • 均热控制模型 • 冷却控制模型 • 炉内张力控制模型 • 平整模型
1550酸洗-冷轧联合机组模型
• 酸洗预设定模型 • 酸洗段张力设定模型 • 拉矫预设定模型 • 轧制预设定模型 • 轧制力设定模型 • 板形设定计算模型 • 边部减薄控制设定模型 • 摩擦补偿设定模型 • 动态变规格设定模型 • 厚度控制设定模型 • 自动板形控制模型
宝山钢铁股份有限公司
冷轧厂数学模型简介
许健勇 宝钢股份冷轧厂
2004.8
工艺流程、设备及产品介绍
从1989年开始,经过二期、三期建设,宝 钢已拥有2030、1420和1550三条现代化冷轧带 钢生产线,目前1800冷轧生产线在建设之中。 2003年产量已超过460万t,汽车板总量已突破 100万t。宝钢冷轧板带的品种涵盖了一般用途 的普碳板、冲压汽车车身用低碳、超低碳o5板 和IF钢以及汽车车身构件用低合金高强钢、家 电板、碳素结构钢、电工钢和包装用材镀锡板 等。
2030酸洗机组模型
• 张力设定计算模型 • 焊机设定计算模型 • 拉矫机计算模型 • 工艺段速度设定计算模型
2030冷连轧机组模型
• 冷轧过程预设定计算模型 • 自适应模型 • 自学习模型 • No.5机架板形控制模型 • 自动厚度控制AGC模型 • 辊缝计算优化模型 • 动态变规格优化模型 • 活套张力模型
1550连续退火机组模型
• 加热炉控制模型 • 均热炉控制模型 • 喷气冷却控制模型 • 辊冷控制模型 • 过时效控制模型 • 平整机轧制模型
1550硅钢机组模型
• 退火炉炉温设定模型 • 涂层炉参数设定模型
小结
• 上述66个模型属已整理好的模型,绝大部分集中在过 程机层面上。
宝钢股份不锈钢新新分公司冷轧不锈钢带钢工程环评第二次公示(PDF
宝山钢铁股份有限公司不锈钢分公司冷轧不锈钢带钢工程环境影响评价第二次公示1评价结论1.1项目概况(1)工程项目名称:宝山钢铁股份有限公司不锈钢分公司冷轧不锈钢带钢工程。
(2)建设地点:不变,同调整前仍位于不锈钢分公司地块的西部,原预留发展冷轧不锈带钢工程的场地上,紧邻热轧卷成品库,在四号路以西、四号路与新建铁路线之间的区域内。
不用新征土地,总用地面积约为48.14万m2,其中厂区绿化面积9.69万m2,绿化率为20%。
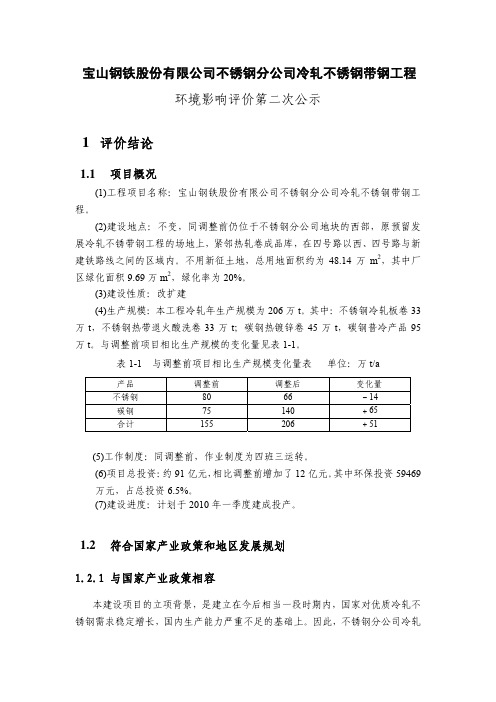
(3)建设性质:改扩建(4)生产规模:本工程冷轧年生产规模为206万t。
其中:不锈钢冷轧板卷33万t,不锈钢热带退火酸洗卷33万t;碳钢热镀锌卷45万t,碳钢普冷产品95万t。
与调整前项目相比生产规模的变化量见表1-1。
表1-1 与调整前项目相比生产规模变化量表单位:万t/a产品调整前调整后变化量不锈钢80 66 -14碳钢75 140 +65合计155 206 +51(5)工作制度:同调整前,作业制度为四班三运转。
(6)项目总投资:约91亿元,相比调整前增加了12亿元。
其中环保投资59469万元,占总投资6.5%。
(7)建设进度:计划于2010年一季度建成投产。
1.2符合国家产业政策和地区发展规划1.2.1与国家产业政策相容本建设项目的立项背景,是建立在今后相当一段时期内,国家对优质冷轧不锈钢需求稳定增长,国内生产能力严重不足的基础上。
因此,不锈钢分公司冷轧不锈钢带钢工程不仅有利于提升企业的核心竞争力,而且直接关系到我国国民经济持续发展的速度,关系到我国综合国力的增长。
国家经贸委发布的《“十五”工业结构调整规划纲要》已明确要求国内企业向“专、精、特、新”方向发展。
国家《冶金工业“十五”规划》中具体指出要搞好宝钢集团不锈钢生产线等一批重点技术改造工程,集中力量解决铁钢材等工序环节的综合效益最大化问题。
国家发改委《产业结构调整指导目录(2005年本)》中明确鼓励发展不锈钢冶炼和热、冷轧不锈钢板的建设项目。
宝钢冷轧厂基本情况介绍

第一部分:整体情况
• 2030单元 1988年9月投产,目前实现了稳产、适度超产。对很多
机组设备进行了技术改造。使得原来只生产普通冷轧板(建 材为主)的机组设备,生产出高级汽车板和家电板。
2002年6月新增热轧酸洗机组按计划实现月达标。 2002年12月新增脱脂机组按计划进行热负荷试车,2003年5 月达产。
2002年12月对2030单元连续退火机组和电镀锌机组进 行了全面改造,电镀锌机组在2003年3月份达产,连退机组 在2003年5月份达产。
目前正在对轧机的三电进行全面改造。
第一部分:整体情况
• 1420单元 1998年3月投产,当年完成功能考核并成功生产
出DI材,1999年对镀锡产品的规格进行扩展并研制出 冰箱面板。
宝钢冷轧厂基本情况介 绍
2021/4/16
主要内容
第一部分:整体情况 第二部分:主要产品分类及牌号 第三部分:宝钢冷轧近期发展情况
第一部分:整体情况
冷轧厂现有2030、1420、1550 三个生产单元,设 计年产能460万吨,03年生产了540万吨商品材。
主要品种有:普冷板、电镀锌、热镀锌、彩涂 板、镀锡板、电工钢、耐指纹板、酸洗热轧板。
2、5电镀锌板卷
规格 带钢厚度:0.30~2.0mm 带钢宽度:800 ~ 1850mm 表面处理种类: 予磷化处理 磷化处理和钝化处理及是否涂油的组合 处理 涂油 无处理
品种
耐指纹
其它冷成型钢电镀锌板基板包括含磷高强钢5个牌号,烘烤硬化钢3个牌号,双 相钢4个牌号,低合金高强钢2个牌号。表示方法与上述软钢相似。
宝山钢铁股份有限公司企业标准-DC系列
宝山钢铁股份有限公司企业标准宝钢资源查询冷连轧低碳钢板及钢带(Q/BQB 403-2009 代替Q/BQB 403-2003、BZJ492-2004)1 范围本标准规定了冷连轧低碳钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧低碳钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5027-2007 金属薄板和薄带塑性应变比(r值)试验方法GB/T 5028-1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途区分应符合表1的规定。
【精品】防城港钢铁基地项目2030冷轧酸轧区(第一标段工程

防城港钢铁基地项目2030冷轧酸轧区(第一标段)工程武汉禾林建筑安装有限公司第一章编制依据1.1.防城港钢铁基地项目2030冷轧酸轧区(第一标段)工程招标文件。
1。
2。
国家现行施工验收规范及验评标准。
1.3。
同类工程技术档案和施工经验及技术总结。
第二章基础施工方案2.1土方施工方案2。
1.1。
土方采用机械开挖、人工修整相结合,自卸汽车运土,运至指定位置堆置,待基础施工完毕厚再取土回填。
人工修整边坡及基坑清底,边坡坡度比为1:0.5,工作面按500mm考虑。
坡底两边设500×500排水沟,每隔30m设800×800×1000集水井一个,以利排水、抽水,具体见酸洗基础2、3、4段开挖平面图.反铲开挖至距设计标高200mm处,余土人工清槽。
土方开挖过程中,测量人员与施工人员密切配合,做好坑底标高控制和基坑排水工作.人工清底至设计标高后及时组织业主、质监、设计人员进行地基验槽,做好各项隐蔽记录,基槽验收合格后立即进行垫层砼施工.2。
1.2.土方回填:回填土料种类按设计要求选用,回填时尽量保证对称进行,分层回填,分层虚铺厚度300mm,人工铺平,用蛙式打夯机夯实。
回填时严格控制好回填土料的含水率、有机物含量、每层虚铺厚度、夯压遍数,土料夯实后的密实度达到设计和规范要求.2.2.设备基础施工方案3.2.1。
基础施工工艺流程:测量放线→挖土→浇筑垫层→测量放线→支模、绑扎钢筋→安装螺栓、予埋件→专业汇签→浇灌混凝土→基础验收及土方回填。
2.2.2.浇筑垫层:基坑开挖清理完毕后,及时组织有关单位进行地基验槽,做好各项隐蔽记录,验收合格后,立即进行垫层砼施工,垫层支模用木模长条及木枋支设,振捣采用平板振动器振捣,面层收光。
2.2.3.测量放线:根据厂房轴线在垫层上进行正倒镜投点及弹线,经复核无误后进行支模。
2。
2。
4。
支模、绑扎钢筋:模板采用组合钢模或木夹板,φ48×3.5钢管做支撑加固,按设计图纸尺寸拼接成型。
宝钢集团组织及架构图

0 宝钢集团有限公司1钢铁主业2工程技术服务业3钢铁延伸加工业 (4煤化工业5生产服务业6资源开发及物流业7金融投资业1宝钢集团钢铁主业1.1宝山钢铁股份有限公司1.2宁波钢铁有限公司1.3宝钢集团新疆八一钢铁有限公司1.4广东钢铁集团有限公司1.5宝钢湛江钢铁有限公司1.6上海克虏伯不锈钢有限公司1.1宝山钢铁股份有限公司1.1.1主要钢铁制造单元1.1.2子公司1.1.3海外子公司1.1.1.1主要钢铁制造单元1.1.1.1宝山钢铁股份有限公司直属钢铁生产厂1.1.1.2宝山钢铁股份有限公司不锈钢事业部1.1.1.3宝山钢铁股份有限公司特钢事业部1.1.1.4宝山钢铁股份有限公司钢管条钢事业部1.1.1.1宝山钢铁股份有限公司直属钢铁生产厂运输部能源环保部电厂炼铁厂炼钢厂热轧厂冷轧厂冷轧薄板厂中厚板分公司厚板部硅钢部1#炼钢2#炼钢电炉炼钢2050分厂1580分厂1880分厂2030分厂1420/1550分厂1730分厂1.1.1.2宝山钢铁股份有限公司不锈钢事业部炼铁厂炼钢厂1780热轧厂1700冷轧厂能源环保部1.1.1.3宝山钢铁股份有限公司特钢事业部能源环保部炼钢厂特种冶金厂条钢厂锻造厂银亮钢厂热轧厂2800冷轧厂宝银钢管特殊金属五钢气体实达精密钢管厂1.1.1.4宝山钢铁股份有限公司钢管条钢事业部UOE钢管厂HFW/ERW钢管厂1.1.2子公司1.1.2.1上海宝信软件股份有限公司1.1.2.2上海宝钢国际经济贸易有限公司1.1.2.3上海梅山钢铁股份有限公司1.1.2.4南通宝钢钢铁有限公司1.1.2.5宁波宝新不锈钢有限公司1.1.2.6黄石涂镀板有限公司1.1.2.7烟台鲁宝钢管有限责任公司1.1.2.8新日铁汽车板有限公司1.1.2.1上海宝信软件股份有限公司子公司上海宝康电子控制工程有限公司上海宝景信息技术发展有限公司上海宝立自动化工程有限公司上海宝希计算机技术有限公司上海梅山工业民用工程设计研究院有限公司大连宝信起重技术有限公司上海锦商网络科技有限公司日本宝信株式会社1.1.2.2上海宝钢国际经济贸易有限公司1-5成都宝钢西部贸易有限公司成都宝钢汽车钢材部件加工配送有限公司西部宝钢钢材加工配送有限公司重庆宝井钢材加工配送有限公司重庆宝钢汽车钢材部件有限公司广州宝钢南方贸易有限公司宝钢集团广州保税区国际贸易有限公司厦门宝钢精密钢材科技有限公司柳州宝钢汽车钢材部件有限公司东莞市宝特模具钢加工有限公司1.1.2.5宁波宝新不锈钢有限公司能源环保部酸洗分厂轧钢分厂精整分厂焊管分公司1.1.2.7烟台鲁宝钢管有限责任公司ARE热轧分厂ARE能动车间ARE精整分厂1.1.3宝山钢铁股份有限公司海外子公司宝和通商株式会社宝运企业有限公司宝金企业有限公司宝钢新加坡贸易有限公司宝钢美洲贸易有限公司宝华瑞矿山股份有限公司宝钢巴西贸易有限公司宝钢欧洲有限公司1.2宁波钢铁有限公司能源环保部焦化厂炼铁厂炼钢厂热轧厂宽厚板项目部热电项目部1.3宝钢集团新疆八一钢铁有限公司1.3.1新疆八一钢铁股份有限公司1.3.2新疆八一钢铁设计院有限责任公司1.3.3新疆钢铁雅满苏矿业有限责任公司1.3.4新疆维吾尔自治区钢铁运输公司1.3.5新疆中钢冶金进出口公司1.3.6新疆维吾尔自治区冶金建设公司1.3.7新疆钢城房地产开发有限责任公司1.3.8新疆八钢国际贸易股份有限公司1.3.9新疆金业报废汽车回收(拆解)有限公司1.3.10新疆八钢金属制品有限公司1.3.11新疆焦煤(集团)有限责任公司1.3.12宝钢集团新疆八一钢铁有限公司炼铁分公司1.3.13宝钢集团新疆八一钢铁有限公司能源中心1.3.14宝钢集团新疆八一钢铁有限公司技术开发中心1.4广东钢铁集团有限公司广州钢铁集团有限公司韶关钢铁集团有限公司宝钢工程技术集团有限公司子公司分公司2.1分公司2.1.1湛江分公司2.1.2八钢分公司(Design institute)2.1.3南京分公司 Design institute)2。
BQB 400-2003宝钢冷轧钢板及钢带的技术标准[1]
![BQB 400-2003宝钢冷轧钢板及钢带的技术标准[1]](https://img.taocdn.com/s3/m/2482af1a52d380eb62946df4.png)
(Q/BQB 402-2003 代替Q/BQB 402-1999)1 范围本标准规定了冷连轧碳素钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冷连轧碳素钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 230-1991 金属洛氏硬度试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4340.1-1999 金属维氏硬度试验第1部分:试验方法GB/T 8170-1987 数值修约规则Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书Q/BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差SAE J911-1998 冷轧钢板表面粗糙度和峰值数测量方法3 分类和代号3.1 钢板及钢带按用途区分如表1的规定。
表 1牌号用途SPCC 一般用SPCD 冲压用SPCE、SPCEN 深冲用3.2 钢板及钢带按表面质量区分如表2的规定。
表2级别代号较高级的精整表面FB(O3)高级的精整表面FC(O4)超高级的精整表面FD(O5)附加说明:本标准与JIS G 3141-1996的一致性程度为非等效。
本标准代替Q/BQB 402-1999。
本标准与Q/BQB 402-1999相比主要变化如下:——表面质量级别由两种修改为三种;——取消热处理种类中的退火;——取消SPCE按拉延级别分为F、HF和ZF三个级别的规定;——取消标记示例;——取消化学成分中Si和残余元素的规定,对S和Alt的含量进行了修改;——修改断后伸长率,取消杯突值的规定,增加仲裁时弯曲试样宽度的规定;——增加拉伸应变痕的规定;——钢带允许带缺陷部分从8%修改为6%;——增加麻面和光亮表面粗糙度的控制值;——修改复验的规定;——增加数值修约规则的规定。
宝钢冷轧厂基本情况介绍
彩涂机组,已于8月18日成功投产。
宝钢冷轧厂基本情况介绍
第三部分:宝钢冷轧近期发展情况
• 1550单元增设的无取向电工钢生产线 • 该机组设计年产量均为20万吨 • 其牌号为中低牌号的无取向电工钢,规
宝钢冷轧厂基本情况介绍
第二部分:主要产品分类及牌号
•其它用户如天津丰田、四川丰田、郑州日产、一汽海南、长安铃
木、长安福特、神龙富康等已稳定供货。
•除了供国内汽车厂家之外,还供应意大利菲亚特和欧洲福特汽车
公司等海外用户。 (2)家电行业
宝钢家电外板已大批量稳定供青岛海尔、广东科龙、河南新飞 、合肥美菱、山东小鸭等国内著名家电生产厂提供高品质家电外板 ;已向国内所有的彩管生产厂提供了彩电框架等彩电用钢;已向张 家港银河电脑和常州新科集团等厂家提供了电镀锌耐指纹板;向冰 箱、空调用压缩机厂家提供了热轧酸洗板;向各种电机及变压器厂 家提供了高品质电工钢。
宝钢冷轧厂基本情况介绍
第二部分:主要产品分类及牌号
2、主要产品规格和用途 2、1热轧酸洗板
规格 厚度:1.50~6.0mm 宽度:800 ~ 1680mm 品种 按冲压成形级别分为:商用钢、冲压用钢、深冲用钢 按用途分为:冷成形用、一般结构用、汽车结构用、耐腐蚀结 构用、锅炉及压力容器用、焊接汽瓶用等 目前热轧酸洗板主要用途: 汽车结构件、冰箱空调压缩机、热水器、防盗门、通用机械、 搪瓷制品等 产品的牌号涉及到宝钢股份热轧商品料的各种产品
1800冷轧工程(与新日铁、Arcelor合资建 设):包括酸轧联线一条、连退机组一条、热 镀锌机组两条
宝钢的生产管理系统介绍(完整版)
宝钢的质量管理与质量保证体系于 1994 年通过了由 BSI-QA(英国标准协 会质量保证部)进行的 ISO 9001-1994 认证,成为中国领先获得 ISO 9000 系 列标准认证的大型钢铁联合企业之一。1999 年又通过了美国三大汽车公司(通 用、福特、克莱斯勒)的 QS 9000 标准认证,进一步提升了宝钢的质量保证体 系层次。
电镀锌机组从奥地利引进,采用鲁斯纳重力法,钝化采用辊涂,这样锌层 及钝化层更均勾。机组电镀槽后采用全封闭保证了电镀锌卷表面的清洁,可生 产适于作汽车零件的厚镀层电镀锌及锌镍合金化产品,卷宽可达 1830mm。
热镀锌机组从德国西马克引进,可生产无铅零锌花及锌铁合金化产品,先 进的镀层厚度闭环自动控制系统保证了镀锌层重量均匀,入口段设置高级强化
2030 冷轧主体设备分别从德国、日本和美国成套引进,包括酸洗机组、 2030mm 五机架全连续冷轧机组、罩式退火炉、单机架四辊式平整机组、六段立 式连续退火机组(CAPL)、横切、纵切及重卷机组、连续热镀锌机组、连续电镀 锌机组、彩色涂层机组等。
先进的生产技术有:采用了盐酸浅槽酸洗,可有效地清除热轧来料表面氧 化铁皮;生产过程采用计算机控制;装有厚度自动控制 AGC 系统,确保轧后厚 度精度;轧机装有最新的板型检测调节装置和 CVC 轧辊凸度连续可变的调节技 术,保证了板型平直;计算机控制的罩式退火炉可按不同钢种及堆垛方式分别 采用不同的退火曲线;CAPL 连续退火机组可一次完成脱脂、再结晶退火和平整 工艺,使冷轧板(卷)获得良好的力学性能。
包钢2250热轧和2030冷轧工艺和产品介绍-1 (1)

包钢新体系筹备组
包钢新体系筹备组
2
上游装备
集成了21世纪最先进的生产工艺技术 7m大型焦炉、500m2烧结机、4150m3高炉、240t转炉、精炼、板坯连铸
包钢新体系筹备组
3
新体系2250mm热轧工艺
包钢新体系筹备组
4
热轧项目
主要内容
项目概况
管线钢
X42~X100
焊接气瓶钢
HP295、HP345、HP365
耐候钢
Q400NQRI-Q550NQRI Q295GNH-Q600GNH SMA400-SMA570 SAP-H
520GL-750GL
用于制造集装箱、铁道车 辆、石油井架、海港建筑、 采油平台及化工石油设备 等结构件。
用于矿山机械、煤炭采运、 工程机械等
5~40t
包钢新体系筹备组
23
热轧项目
热轧工艺新技术
2250mm热轧生产线采用了近年来发展成熟有效的新技术、新设备,使之在产 品质量、能源消耗、生产成本和吨钢投资等方面达到国内国际先进水平。 ①采用热送热装工艺 ②采用大侧压的定宽压力机 ③采用自动宽度控制系统 ④设置保温罩+边部加热器(预留)+热卷箱(预留) ⑤飞剪采用优化剪切 ⑥精轧机采用厚度自动控制、板型控制、液压低惯量活套 ⑦采用高效冷却系统,实现控轧控冷 ⑧采用强力卷取机 ⑨采用具有过跨功能的新型托盘运输系统
包钢新体系筹备组
24
热轧项目
产品介绍
包钢新体系2250mm热连轧机组主导产品为高品质的汽
车板、家电板、高强钢,特色产品为稀土钢。高强钢抗拉强
度最高可达1200MPa。产品定位为高附加值的精品板材。
2030冷轧车间设计

摘要根据任务书要求,设计年产210万吨2030冷轧带钢车间设计。
按照车间设计的步骤,主要完成产品大纲制定、主辅设备选择、压下分配、轧制规程计算、轧制图表、轧制力计算、轧辊强度校核、电机能力验算、年产量计算、车间平面布置。
设计中参阅了国内外有关轧机的先进工艺、轧机的装备、技术及一些辅助设备的论述,特别参考了宝钢冷轧薄板厂生产线参数和现场数据,使本设计车间达到工艺合理、设备先进。
本设计车间能生产的带钢品种多,规格齐全。
产品规格为0.3~3.5mm冷轧板带,典型产品为Q215冷轧薄板带钢,产品规格0.8 1400mm。
设计附有车间平面图。
关键词:车间设计冷轧带钢轧制工艺五机架连轧机组ABSTRACTAccording to the task requirements, I designed this 2030mm cold-rolling workshop for an annual output of 2.1 million tons.Steps in accordance with the workshop design,I mainly complete the product outline of the development, main and auxiliary equipment options, press distribution, the calculation of order rolling, rolling chart, the calculation of rolling force and roll strength, motor ability checking, annual terms, workshop layout.Refer to the design of domestic and foreign advanced technology of the rolling mill, rolling mill equipment, technology and some discussion of auxiliary equipment, especially reference to the Baosteel and Steel cold-rolled sheet production line parameters ,making the design process to achieve a reasonable workshop, advanced equipment.The steel plant can produce more complete specifications.The product specifications range8.0 .0.3 to 3.5mm.the typical product is the Q215 1400There is a picture of the plan following the design workshop.Key words: Workshop design; Cold rolled strip; Rolling system; Rolling five-rack unit目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1 本设计的目的及意义 (1)1.2 本设计的主要内容 (1)1.3 2030mm冷连轧生产工艺介绍 (1)1.3.1 加工温度低,在轧制中将产生不同程度的加工硬化 (2)1.3.2 冷轧中要采用工艺冷却和润滑 (2)1.3.3 冷轧中要采用张力轧制 (2)1.4 冷轧薄板带钢产品的发展及重要地位 (3)2 产品方案及生产方案 (4)2.1 制定产品大纲 (4)2.2 生产方案 (5)2.3 金属平衡表 (6)3 制定工艺流程 (7)3.1 冷轧板带钢生产的工艺流程 (7)3.2 工艺流程介绍 (8)3.2.1 酸洗 (8)3.2.3 精整 (9)3.2.4 镀锌 (9)3.2.5 平整 (10)4 主辅设备选择 (11)4.1 设备组成 (11)4.2 设备参数 (11)4.2.1 连续酸洗机组 (11)4.2.2 全连续式冷轧机 (13)4.2.3 全氢罩式退火机组 (15)4.2.4 平整机组 (16)4.2.5 横剪机组 (17)4.2.6 纵剪机组 (18)4.2.7 重卷机组 (18)4.2.9 热镀锌机组 (20)5 轧制规程设计 (22)5.1 压下规程概述 (22)5.2 压下量的分配 (22)5.3 速度制度 (23)5.4 张力制度的制定 (24)5.5 轧制压力的计算 (24)5.6 压下规程的制定 (28)6 轧辊强度校核 (29)6.1 综述 (29)6.2 确定工作辊和支撑辊的各个重要尺寸 (30)6.3轧辊强度的校核 (31)6.3.1 支撑辊强度校核 (31)6.3.2 工作辊强度校核 (32)7 电机能力验算 (33)7.1 轧制力矩的确定 (33)7.1.1 轧制力矩的确定 (33)7.1.2 摩擦力矩的确定 (33)7.1.3 空转力矩的确定 (34)7.2 电机能力校核 (34)8 年产量计算 (37)8.1 轧机小时产量计算 (37)8.2 轧机平均小时产量 (39)8.3 轧机年产量的计算 (40)9 车间平面布置 (41)9.1 仓库面积计算 (41)9.1.1 原料仓库面积 (41)9.1.2 中间仓库面积 (42)9.1.3 成品仓库面积 (42)9.1.4 其它面积 (43)9.2 设备间距确定 (43)9.2.1 轧机机列间的距离 (43)9.2.2 轧机到切断设备的距离 (43)10 各项技术经济指标 (44)结论 (46)参考文献 (47)致谢 (48)附录:车间平面布置图 (49)1 绪论冷轧是指在再结晶温度以下的轧制。
冷轧工艺简介

接上表
罩式退火 设备维护 生产操作 劳动定员 成材率 规格品种 容易 容易 多 低 不受规格限制 连续退火 难 难 少 高 规格受限,但品种较丰富, 规格受限,但品种较丰富,适 合生产高强钢
连退技术最核心的技术是快冷技 即一次冷却技术, 术 , 即一次冷却技术 , 除快冷技术之 外还有高速稳定通板技术( 外还有高速稳定通板技术 ( 包括炉辊 凸度控制技术、 张力控制技术、 凸度控制技术 、 张力控制技术 、 纠偏 技术、 粗糙度控制技术等) 技术 、 粗糙度控制技术等 ) 、 加热技 术。
• 1550单元 1550单元 2000年 月投产, 当年成功生产出高级汽车板、 家电板、 2000 年 3 月投产 , 当年成功生产出高级汽车板 、 家电板 、 电工钢。 电工钢。 2001年生产出电镀锌汽车外板;2002年首次生产出热镀 2001 年生产出电镀锌汽车外板;2002 年首次生产出热镀 年生产出电镀锌汽车外板 GI汽车外板 2003年开发出热镀锌GA汽车外板 目前1550 汽车外板; 年开发出热镀锌GA汽车外板。 锌GI汽车外板;2003年开发出热镀锌GA 汽车外板。目前1550 单元已能生产各类汽车外板。冷板和电镀锌汽车外板已经大 单元已能生产各类汽车外板 。 批量稳定生产。热镀锌汽车外板生产工艺技术、 批量稳定生产。热镀锌汽车外板生产工艺技术、设备正在进 一步完善之中,市场也在进一步开拓之中。 一步完善之中,市场也在进一步开拓之中。 • 1800单元 1800单元 于2005年投产,已与新日铁、阿塞洛合资。 2005年投产,已与新日铁、阿塞洛合资。 年投产
√
□
○
○
例: 适合
◎较不适合
涂镀工艺技术(热镀锌) 涂镀工艺技术(热镀锌)
热镀锌产品是全球应用最广泛的镀层产品, 100多 热镀锌产品是全球应用最广泛的镀层产品 , 有 100 多 年的历史,300多条机组,总的生产能力超过了8000万吨。 年的历史,300多条机组,总的生产能力超过了8000万吨。 多条机组 8000万吨 生产工艺主要有森吉米尔、 生产工艺主要有森吉米尔、改良森吉米尔和美钢联工 艺等。90年代后,在NOF炉前增设化学清洗段的改良森吉米 年代后, NOF炉前增设化学清洗段的改良森吉米 艺等。90年代后 尔工艺以及在全辐射管加热前设有化学清洗、 尔工艺以及在全辐射管加热前设有化学清洗 、 电解清洗的 美钢联工艺已占统治地位。 美钢联工艺已占统治地位。 现代化镀锌机组的特点是专业化、大型化、高速化,还有: 现代化镀锌机组的特点是专业化、大型化、高速化,还有: 专业化
bqb44012009 6
宝山钢铁股份有限公司企业标准冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 4401-20091 范围本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为0.20mm~6.50mm、宽度为730mm~1600mm的冷轧不锈钢钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定3 分类和代号3.1 按边缘状态分为切边EC不切边EM3.2 按轧制精度分为普通厚度精度PT.A较高厚度精度PT.B普通宽度精度PW.A较高宽度精度PW.B普通长度精度PL.A较高长度精度PL.B3.3按表面加工类型分为冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D 冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B 冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3 冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4 冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL 冷轧后,进行光亮热处理后,再进行平整加工BA4 尺寸4.1 钢板、钢带及纵切钢带的公称尺寸范围列于表1。
4.2 钢板、钢带及纵切钢带推荐的公称尺寸4.2.1 通常情况下,钢板及钢带的公称厚度可在表1所列范围内,按0.05mm进级。
4.2.2 通常情况下,钢板及钢带的公称宽度可在表1所列范围内,按10mm进级。
根据环境温度自动修正罩式炉出炉温度方法

2010年第1期宝 钢 技 术根据环境温度自动修正罩式炉出炉温度方法郑 炜,唐吉梅,王锡峰(宝山钢铁股份有限公司设备部,上海 201900) 摘要:宝钢2030mm罩式炉生产钢卷的出炉温度,通过计算机进行设定,目前氮氢炉主要是根据炉台上钢卷的最大卷宽,全氢炉主要根据炉台上钢卷的卷数进行。
在生产中发现,仅仅根据最大卷宽或卷数进行出炉温度的控制,存在一定问题,出炉温度一年四季恒定造成氧化现象比较严重,炉台占用时间长;多达164座炉台操作人员全部用手动修正,工作量大且容易产生问题。
针对以上问题,在2030mm罩式炉机组原有设定出炉温度的基础上,补充了一种根据环境温度在计算机上自动修正罩式炉出炉温度的方法。
关键词:罩式炉;出炉温度控制;自动修正中图分类号:TG334.9 文献标志码:B 文章编号:1008-0716(2010)01-0073-03A M ethod Ba s ed on the Am b ien t Te m pera ture toC orrect BAF’sD ischa rgi n g Te m pera ture Au to m a t i c a llyZH EN G W ei,TAN G J i m ei an d WAN G X ifeng(Equ ipm en t D epa r tm e n t,Ba oshan I r on&Steel C o.,L td.,Shangha i201900,C h i na) Ab stra ct:The discharging te mperature of the ba tch annealing furnace(BAF)f or B a osteel2030 mm cold m ill was prese t by computers.I t wa s based on the m axi mum width and nu m bers of coilson the furnace platf or m.I n p r oduc tion,it was f ound that the m ethod m entioned above was not good e2 nough.I f the discharging te mperature kept unchanged in different sea s ons,it would cause se rious oxidati on and long pe ri od of p latf or m operati on.I f the wor k were done one by one by operat ors,it would be tiresome to finish the discharging te mperature setting f or164f urnace p latfor m s.I n order to s olve the pr oble m m enti oned above,a m ethod to correct the BAF’s discharging te m perature auto2 m atically was given on the ba sis of the original way.Key word s:batch annealing f urnace;discha r ging te mperature contr ol;autom atic correcti on0 概述冷轧2030mm罩式炉退火机组,是生产高品质钢板的重要机组。
宝山钢铁股份有限公司炼钢厂“1·25”高处坠落死亡事故调查报告

宝山钢铁股份有限公司炼钢厂“1·25”高处坠落死亡事故调查报告宝山钢铁股份有限公司炼钢厂“1·25”高处坠落死亡事故调查组:《关于宝山钢铁股份有限公司炼钢厂“1·25”高处坠落死亡事故调查报告的请示》(沪安事故调〔2014〕2号)收悉。
经研究,同意该事故调查报告。
请相关单位依照法律法规的规定,认真落实对事故责任单位和责任人员的处理意见,并督促有关单位认真吸取事故教训,对负有事故责任的人员进行处理,落实防范和整改措施,防止类似事故再次发生。
上海市安全生产监督管理局2014年3月31日宝山钢铁股份有限公司炼钢厂“1·25”高处坠落死亡事故调查报告2014年1月25日6时30分左右,在宝山钢铁股份有限公司炼钢厂二炼钢分厂内,发生一起高处坠落事故,造成1人死亡。
根据《生产安全事故报告和调查处理条例》(国务院令第493号)和《上海市实施〈生产安全事故报告和调查处理条例〉的若干规定》(沪府发〔2009〕12号),市安全监管局会同市监察局、市公安局宝山分局、市总工会,并邀请市检察院组成事故调查组。
调查组通过现场勘查、调查取证、综合分析等,查明了事故原因,认定了事故性质,提出了对事故相关责任单位和责任人的处理建议和事故防范与整改措施建议。
现将调查情况报告如下:一、基本情况宝山钢铁股份有限公司炼钢厂(以下简称:炼钢厂)为宝山钢铁股份有限公司(以下简称:宝钢股份)下属内部独立的生产单位,其内部分为一炼钢分厂、二炼钢分厂(以下简称:二炼钢)铸钢分厂、焙烧分厂、罗泾炼钢厂、运转车间,地址:上海市宝山区富锦路885号。
二、事故发生经过和救援情况2014年1月25日6时许,二炼钢5#转炉甲班炉长诸国华带领2名组员轮流站在检修用作业移动平台(俗称小房)一层平台内向5#转炉内投送木柴,进行复风前的烘炉作业。
6时30分左右,当与诸国华一起投送木柴的组员离开小房时,小房向炉口方向发生倾倒,仍留在小房一层平台上的诸国华从炉前平台与5#转炉之间的空隙中滑落到渣坑内(坠落高度10.8米)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2产品方案产品方案如表1-1所示。
1.1.1.3热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量: 237.8万t供给方式: 由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm900~1900mm钢卷内径φ762mmφ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm最大23kg/mm(带宽小于1300m m)最大34.5kg/mm(带宽不小于1300mm)酸洗工艺速度: 最大360m/min酸洗介质: HCl 200g/l年酸洗量: 237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。
1.1.3.2 2号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:紊流酸洗。
钢卷规格: 入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度830~1680mm 800~1680mm钢卷内径φ760mm φ610mm/φ760mm 钢卷外径∮1100~2150mm∮900~2150mm 钢卷质量最大38.64t最大38.64t单位质量最大23kg/mm最大23kg/mm酸洗工艺速度:最大120m/min酸洗介质: HCl200g/l年酸洗量: 75万t投产年月:2001年供货商:德马克(2)机组主要单体设备性能如表1-3所示。
表1-3 宝钢2030mm冷轧厂2号酸洗机组主要单体设备性能1.1.3.3 全连续式冷轧机(1)机组主要工艺参数如下:机组形式:全连续式五机架串列式四辊轧机。
钢卷规格: 入口出口带钢厚度 1.8~4.5mm0.3~2.0mm(全连续轧制)1.8~6.00.3~3.5mm (常规轧制)带钢宽度900~1850mm 900~1850mm钢卷内径φ760mm φ610mm钢卷外径∮1200~2150mm ∮1200~2470mm钢卷质量最大45t 最大45t单位质量最大23kg/mm最大23kg/mm(带宽大于1300mm)最大34.5kg/mm最大34.5kg/mm(带宽小于1300mm)最大轧制速度: 1900m/min最大轧制力: 30000kN年轧制量:172.6万t投产年月:1988年供货商:西马克(2)组主要单体设备性能如表1-4所示。
表1-4宝钢2030mm冷轧厂全连续式冷轧机机组主要单体设备性能1.1.3.4 罩式退火炉(1) 机组主要工艺参数如下:机组形式:单垛罩式退火炉。
处理钢卷规格:带钢厚度0.3~3.5mm带钢宽度900~1850mm钢卷内径φ610mm钢卷外径最大∮2150mm 或∮2470mm钢卷质量最大45t最大45t单位质量最大23kg/mm 最大23kg/mm(带宽大于1300mm)最大34.5kg/mm(带宽小于1300mm)炉台数:HUGF2500~4900 92台HUGF2050~490060台最高退火温度: 750℃最大装炉量:155t和99t投产年月:1991年供货商:德国LOI公司(2)组主要单体设备性能如表1-5所示。
1.1.3.5单机架平整机(1)机组主要工艺参数如下:机组形式:单机架四辊平整机。
钢卷规格:入口出口带钢厚度0.3~3.5mm 0.3~3.5mm带钢宽度900~1850mm 900~1850mm钢卷内径φ610mmφ610mm钢卷外径∮1200~2470mm ∮1200~2470mm钢卷质量最大45t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽大于1300mm)最大34.5kg/mm(带宽小于1300mm)最大轧制速度: 最大1700m/min最大轧制力: 2000KN年轧制量:135.16万t投产年月: 2001年供货商:西马克(2)机组主要单体设备性能如表1-6所示。
1.1.3.6连续式退火炉机组(1)机组主要工艺参数如下:处理钢种:CQ、DQ、DDQ。
钢卷规格:入口出口带钢厚度0.5~2.0mm0.5~2.0mm(全连续轧制)0.5~1.6 0.5~1.6mm(常规轧制)带钢宽度900~1550mm 900~1550mm钢卷内径φ610mm φ610mm钢卷外径∮1200~2470mm ∮1200~2470mm 钢卷质量最大45t最大45t机组速度:入口段最大320m/min工艺段最大250m/min出口段最大320m/min年处理量:55万t投产年月:1989年供货商:新日铁、三菱重工(2)机组主要单体设备性能如表1-7所示1.1.3.7 连续热镀锌机组(1)机组主要工艺参数如下:工艺形式:森基米尔法处理钢种:FH、CQ、DQ、DDQ。
钢卷规格:入口出口带钢厚度0.3~3.0mm0.3~3.0mm(全连续轧制)带钢宽度900~1850mm 900~1850mm钢卷内径φ610mm φ610mm钢卷外径∮1200~2470mm ∮1200~2470mm钢卷质量最大45t最大45t镀层品种:GI(100%)镀层质量:60~700mg/m2(双面)新花:规格锌花、光整锌花、小锌花机组速度:入口段最大238m/min工艺段最大183m/min出口段最大238m/min年处理量: 35万t投产年月:1990年供货商:美国维恩公司(2)主要单体设备性能如表1-8所示1.1.3.8 连续电镀锌机组(1)机组主要工艺参数如下:钢卷规格: 入口出口带钢厚度0.5~2.5mm 0.5~2.5mm(全连续轧制)带钢宽度900~1550mm 900~1550mm钢卷内径φ610mm φ610mm钢卷外径∮1200~2470mm ∮1200~2470mm钢卷质量最大45t 最大45t镀层品种:纯锌镀层镀层质量:6~100mg/m2(双面)10~40mg/m2(单面)机组速度:入口段最大120m/min工艺段最大90m/min出口段最大135m/min 年处理量:9万t投产年月:1991年供货商: 新日铁(2)主要单体设备性能如表1-9所示1.1.3.9 彩色涂层机组(1)机组主要工艺参数如下:工艺形式:梁涂两烘钢卷规格:入口出口带钢厚度0.3~2.0mm0.3~2.0mm(全连续轧制)带钢宽度900~1550mm 900~1550mm钢卷内径φ610mm φ610mm钢卷外径∮1200~2100mm ∮1200~2100mm钢卷质量最大22.5t最大22.5t涂层品种:油机溶胶、塑料溶胶、有机胶涂层厚度:2.5~200um机组速度:入口段最大180m/min工艺段最大146m/min出口段最大220m/min年处理量: 16万t投产年月:1993年供货商:美国威恩公司(2)要单体设备性能如表1-10所示表1-10宝钢2030mm冷轧厂彩色涂层机组主要单体设备性能1.1.3.10 电解脱脂机组(1)机组主要工艺参数如下:处理钢种:CQ、DQ、DDQ、EDDQ、SEDDQ、HS。
钢卷规格:入口出口带钢厚度0.3~3.0mm 0.3~3.0mm(全连续轧制)带钢宽度900~1850mm 900~1850mm钢卷内径φ610mm φ610mm钢卷外径∮1200~2470mm∮1200~2470mm钢卷质量最大45t 最大45t机组速度: 最大600m/min年处理量: 98万t投产年月:2002年12月供货商:BSEE、TECHINT(2)单体设备性能如表1-8所示表1-11宝钢2030mm冷轧厂电解脱脂机组主要单体设备性能1.1.3.11 压型机组(1)机组主要工艺参数如下:入口钢卷规格:带钢厚度0.3~3.0mm带钢宽度900~1550mm钢卷内径φ610mm钢卷外径∮1200~2100mm钢卷质量最大22.5t出口钢卷规格:板长1.5~12m波深38mm或75mm全宽790 mm或963mm垛高最大530mm垛重10t机组速度:入口段最大114.3m/min工艺段最大91.4m/min出口段最大122m/min年处理量: 10万t投产年月:1993年(2)单体设备性能如表1-12所示表1-12宝钢2030mm冷轧厂1号压型机组主要单体设备性能1.1.3.12 剪切机组(以1号横剪机组为例)(1)机组主要工艺参数如下:入口钢卷规格:带钢厚度0.3~3.0mm带钢宽度900~1550mm钢卷内径φ610mm钢卷外径∮1200~2470mm钢卷质量最大45t出口钢板规格:板长1000~4000mm垛高最大600mm垛重10t机组速度:入口段最大200m/min工艺段最大240m/min出口段最大90m/min投产年月:1993年供货商: 西马克(2)单体设备性能如表1-13所示1.1.3.13重卷机组(1)机组主要工艺参数如下:钢卷规格: 入口出口带钢厚度0.3~2.0mm 0.3~2.0mm带钢宽度900~1500mm 900~1500mm 钢卷内径φ610mm φ610mm钢卷外径∮1200~2470mm ∮1200~2470mm 钢卷质量最大45t 最大45t机组速度:最大200m/min年处理量:9万t投产年月:1991年(2)主要单体设备性能如表1-9所示。