闸式剪板机配置及参数(10-2500)
VR系列数控液压闸式剪板机

剪切角: VR系列剪板机可调且自动调节
1.5度
普通剪板机剪切ቤተ መጻሕፍቲ ባይዱ固定
上刀刃口: VR系列剪板机有四个刀刃(矩形)
普通剪板机只有二个刀刃
七.液压原理图
八.主要件的介绍
机床的主要组成部分
数液油刀传滑机
控压缸片动块架
单系
部
元统
分
1.数控单元
数控系统 伺服驱动 伺服电机 圆型,线型定位器 模块
数控系统
• 5.根据不同板厚.不同材料,系统自动 调整上下刀口间隙,提高剪切质量.
6.采用四面刃的剪切刀片,提高了刀具的使用寿 命,比摆式简板机更胜一筹.
7. 采用直线导轨.滚珠丝杠转动的高速.大行程后 挡料,速度可达200mm/s,最大后挡料行程可达
1000mm.
8. 可配气动后托料装置,提高簿板和大规格的剪 切精度.
三.剪切角介绍
• 剪切角的大小直接影响剪切压力和工 件的质量
• 剪切角大则所需剪切压力小,反之剪 切角小则所需剪切压力大
• 剪切角太大剪切小工件后会扭曲
上刀架(滑块)
剪切角
下刀架(工作台)
四.剪切间隙介绍
• 剪切间隙太大则加工件的端面毛刺 大
• 剪切间隙太小则加工件的端面有挤 压状且刀片的使用寿命会缩短
2.上刀架剪切角的增减运动:该运动是DNC 输出信号给DM05模块, DM05模块条件满足的情 况下输出信号给PLC, PLC条件满足的情况下输 出信号给中间继电器,然后剪切角阀得电工作, 剪切角变化大小由和滑快右侧同步运动的直线定 位器反馈.
3.刀片间隙的大小运动:该运动是DNC输出信号 给DM05模块, DM05模块条件满足的情况下输出 信号给PLC, PLC条件满足的情况下输出信号给 中间继电器,然后刀片间隙直流电机前后运动, 则刀片间隙增大或减小,增大或减小量由装在电 气箱中的圆型定位器反馈。
QC11Y-25×2500剪板机技术参数
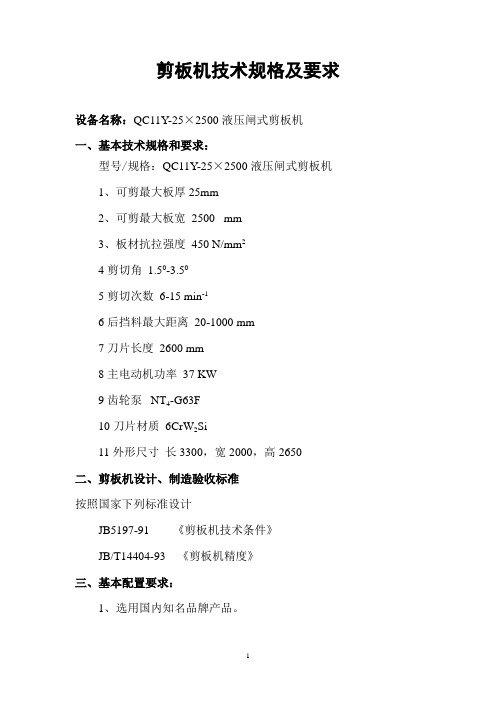
剪板机技术规格及要求设备名称:QC11Y-25×2500液压闸式剪板机一、基本技术规格和要求:型号/规格:QC11Y-25×2500液压闸式剪板机1、可剪最大板厚25mm2、可剪最大板宽2500 mm3、板材抗拉强度450 N/mm24剪切角1.50-3.505剪切次数6-15 min-16后挡料最大距离20-1000 mm 7刀片长度2600 mm8主电动机功率37 KW9齿轮泵NT4-G63F10刀片材质6CrW2Si11外形尺寸长3300,宽2000,高2650 二、剪板机设计、制造验收标准按照国家下列标准设计JB5197-91 《剪板机技术条件》JB/T14404-93 《剪板机精度》三、基本配置要求:1、选用国内知名品牌产品。
2、配套的电器元件、电机、液压元器件、轴承、等外购件选用国际国内知名品牌产品。
四、其它:1、设备交付时提供技术资料:·精度检验合格证、合格证。
(各一份)·产品使用说明书(二份)·易损件明细表、外购件明细表(各二份)·总图、安装基础图、机械传动图、液压原理图、非易损件图、电气原理图、电气接线图等图纸(二套)2. 需附本剪板机配套的一整套刀片及脚踏开关,刀片要求国际国内知名品牌产品;3、人员培训:提供必要的培训,达到熟练操作设备和简单维修的能力。
4、设备的安装验收:供方负责该设备安装调试,所用工具、量具自备,需方提供起重设备配合,供方人员食宿自理,但需方提供方便。
安装调试完毕,双方共同组织初验收,合格后设备经过1个月试运行,无质量问题视为终验收,开始计算质量保证期5、售后服务:按国家的有关规定一年免费保修,保修日期从正式交付使用之日起计算。
剪板机参数说明
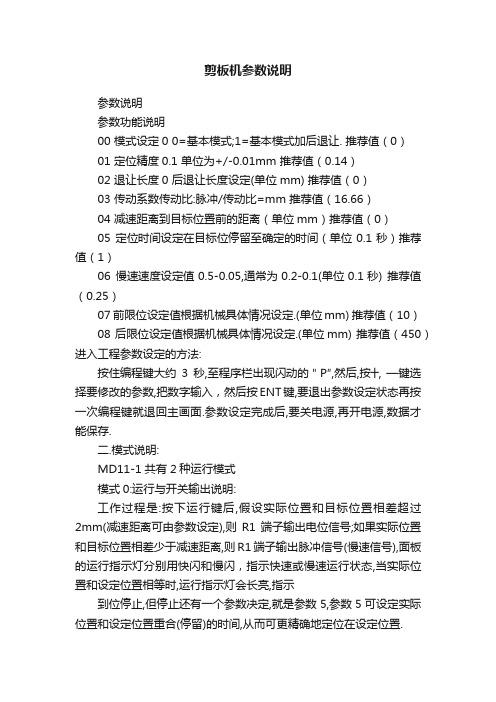
剪板机参数说明参数说明参数功能说明00 模式设定0 0=基本模式;1=基本模式加后退让. 推荐值(0)01 定位精度0.1 单位为+/-0.01mm 推荐值(0.14)02 退让长度0 后退让长度设定(单位mm) 推荐值(0)03 传动系数传动比:脉冲/传动比=mm 推荐值(16.66)04 减速距离到目标位置前的距离(单位mm)推荐值(0)05 定位时间设定在目标位停留至确定的时间(单位0.1秒)推荐值(1)06 慢速速度设定值0.5-0.05,通常为0.2-0.1(单位0.1秒) 推荐值(0.25)07 前限位设定值根据机械具体情况设定.(单位mm) 推荐值(10)08 后限位设定值根据机械具体情况设定.(单位mm) 推荐值(450)进入工程参数设定的方法:按住编程键大约3秒,至程序栏出现闪动的"P″,然后,按┼, —键选择要修改的参数,把数字输入,然后按ENT键,要退出参数设定状态再按一次编程键就退回主画面.参数设定完成后,要关电源,再开电源,数据才能保存.二.模式说明:MD11-1共有2种运行模式模式0:运行与开关输出说明:工作过程是:按下运行键后,假设实际位置和目标位置相差超过2mm(减速距离可由参数设定),则R1端子输出电位信号;如果实际位置和目标位置相差少于减速距离,则R1端子输出脉冲信号(慢速信号),面板的运行指示灯分别用快闪和慢闪,指示快速或慢速运行状态,当实际位置和设定位置相等时,运行指示灯会长亮,指示到位停止,但停止还有一个参数决定,就是参数5,参数5可设定实际位置和设定位置重合(停留)的时间,从而可更精确地定位在设定位置.例如:如果慢速较快,则两者重合时间也较短,这时可能出现过冲,如果设定较长的停留时间,则此时不会结束定位,而继续用慢速反复定位至较精确位置,但停留判断时间也不宜过长,否则影响定位速度,要根据机台的磨擦力、电机速度等情况现场经验而定。
模式1:基本模式加后退让此模式是在模式0基础上增加了后退让功能,后退让的工作过程是:当刀片下降离开行程开关时,后挡位以快速后退,后退量可由参数2设定(单位为毫米),由于是快速后退,并不考虑精度,然后当压板上升后,压到行程开关时(行程开关压住时通电)系统重新用快速至慢速定位到目标位置,此时由于慢速定位所以有正常的精度。
亚威数控剪板机

LGSK-6×2500数控闸式剪板机 使 用 说 明 书LGSK0101-SMⅠ、使用说明书(机械部分)一、机器外形图 (1)二、机器的技术参数 (2)三、机器的用途和特点 (3)四、机器的主要结构 (4)五、机器的液压系统 (6)六、机器的液压系统故障原因及排除 (8)七、机器的吊运和安装 (9)八、机器的润滑 (12)九、机器的操作与调整 (13)十、机器的安全及维护 (19)十一、随机附件明细表 (20)一、机器外形图图一 机器外形(仅供参考)编号 名 称 编号 名 称1 机架 5 后挡料2 压料脚 6 后托料3 液压系统 7 电气系统4 刀架二、 机器的技术参数序号参 数 名 称数值 单位 备注1 可剪板厚 6 mm σb≤450MPa2 可剪板宽 2500 mm3 剪切角 0.5-2 度4 行程次数12 min -1空载满行程 5 液压系统最大工作压力 22 MPa 6 压料油缸 10 个 7 油箱容积 200 L8 后挡料调节范围 10-1000 mm 9 工作台距地面距离800 mm 型号Y160M-4-B35功率 7.5 kW 10 主电动机转速 1470 rpm 型号 QT43-25 11 油泵排量 25 ml/r 型号MDMA102P1G松下 功率 1 kW 12 后挡料电机转速3000rpm 型号 RVE 40/75 1200-0.18FA-VS2功率 0.18 kW 13刀片间隙涡轮蜗杆减速机速度 1310 rpm 长3195 mm宽 1950 mm 不包括前托料 14 机器外形 高1800 mm 15 机器重量 5300kg三、机器的用途和特点1、机器的用途本机器是我厂积累多年剪板机生产经验,引进欧洲先进技术,研制开发的产品。
适用于剪切厚度为1~6mm(被剪切材料的抗拉强度≤450MPa),宽度≤2500mm的钢板。
当被剪切材料的强度较高时,应相应减簿被剪材料的厚度,同时也需选用较好材料的刀片。
闸式剪板机配置及参数(10-2500)
配置介绍QC11Y-10*2500 液压闸式剪板机技术参数及配置中华人民共和国江苏一机机械科技有限公司目录一、公司简介二、剪板机技术文件1、机床型号名称2、机床主要参数3、剪板机设计、制造、验收标准4、机床主要性能特点5、齿轮泵6、机床主要配置7、机床随机技术文件8、随机附件、配套件清单9、随机技术文件清单江苏一机机械科技有限公司江苏一机机械科技有限公司成立于80年代中期,原名南通建锋机械厂,2006年更名为南通建锋机床制造有限公司,由于公司发展需求于2012年更名为江苏一机机械科技有限公司。
本公司是全国锻压机械行业的重点骨干企业。
公司位于苏中平原东部的西临新长铁路,紧邻204、328国道,距南通机场近半小时里程。
经过20多年的发展,公司已成为国内锻压机床行业生产规模大、品种全的骨干企业。
公司拥有各类技术人员20多人,生产职工200余人,是国内大型剪折卷机床生产基地之一。
公司专业生产“巨利”牌系列剪板机、折弯机、卷板机、开卷校平剪切生产线。
主要从事研究开发和制造数控型/普通型剪板机、折弯机、卷板机、压力机等高品质平板加工机械。
“巨利”产品广泛应用于航空、汽车、船舶、农机、电器、仪表、医疗器械、五金加工等生产加工领域。
公司拥有国内顶尖一流的剪、折、卷、校平生产线等多位专家,产品质量、技术水平位具同行前列:江苏一机机床正以超前的意识、全新的精神,融合国外先进技术,不断研制开发行业尖端产品,为“巨利”打造知名品牌奠定坚实的基础。
公司产品已立足于国际国内市场一席之地,以较高的性价比、优质的服务得到了社会各界的认可及好评。
公司秉承用户至上的宗旨,围绕用户需求设计生产优质产品,以全新的理念、创新的精神服务于国内外用户。
公司董事长左军先生率全体员工热忱欢迎海内外朋友洽谈合作,共创伟业!企业管理、品质保证、产品设计体系通过ISO9001-2000质量体系认证企业资格AAA级信用单位荣获《重合同守信用企业》的称号荣获《江苏省质量信得过产品》的称号QC11Y-10×2500剪板机技术参数及配置一、机床型号名称:1、型号:QC11Y-10*2500液压闸式剪板机2、品牌:“巨利”二、机床主要参数:名称数值单位可剪最大板厚10 mm可剪最大板宽2500 mm行程次数14-30板材抗拉强度450 N/mm²剪切角30′-1°30′后挡料最大距离20-600 mm刀片长度2600 mm主电机型号型号Y160M-4转速1460 r/min 功率11 KW齿轮泵NT3-G25F刀片材质9CrSi三、剪板机设计、制造、验收标准按照国家下列标准设计JB5197-91 《剪板机技术条件》JB/T14404-93 《剪板机精度》四、机床主要性能特点:液压闸门式剪板机是第二代液压剪板机,先欧美著名生产厂家都以生产液压闸式剪板机为主。
剪板机参数配置

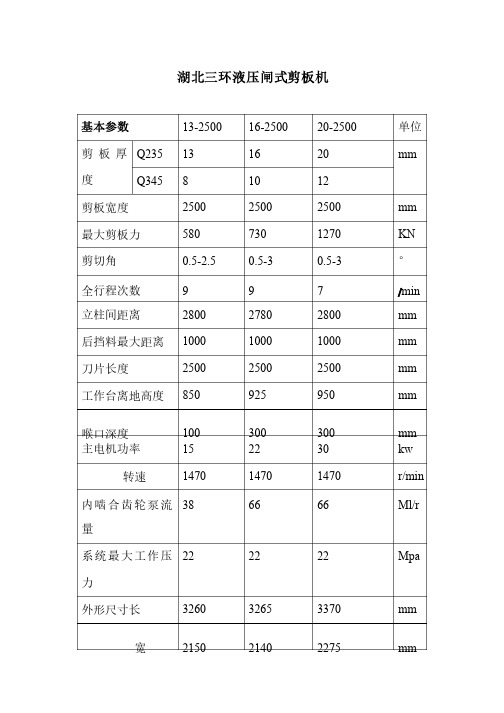
湖北三环液压闸式剪板机
基本参数13-2500 16-2500 20-2500 单位
剪板厚度Q235 13 16 20 mm Q345 8 10 12
剪板宽度2500 2500 2500 mm 最大剪板力580 730 1270 KN 剪切角0.5-2.5 0.5-3 0.5-3 °
全行程次数9 9 7 /min 立柱间距离2800 2780 2800 mm 后挡料最大距离1000 1000 1000 mm 刀片长度2500 2500 2500 mm 工作台离地高度850 925 950 mm 喉口深度100 300 300 mm 主电机功率15 22 30 kw 转速1470 1470 1470 r/min 内啮合齿轮泵流
量
38 66 66 Ml/r
系统最大工作压
力
22 22 22 Mpa 外形尺寸长3260 3265 3370 mm 宽2150 2140 2275 mm
高2320 2350 2470 mm 机器重量7500 11000 14000 kg
基本配置
液压系统美国
VICKERS公
司美国
VICKERS公
司
美国VICKERS
公司
电气系统
油缸密封件德国MLKEL
公司或日
本NOK 德国MLKEL
公司或日本
NOK
德国MLKEL
公司或日本
NOK
油泵台湾KCL公
司台湾KCL公
司
台湾KCL公司
其他描述以上均为华信标准配置。
剪板机规格型号参数【免费下载】
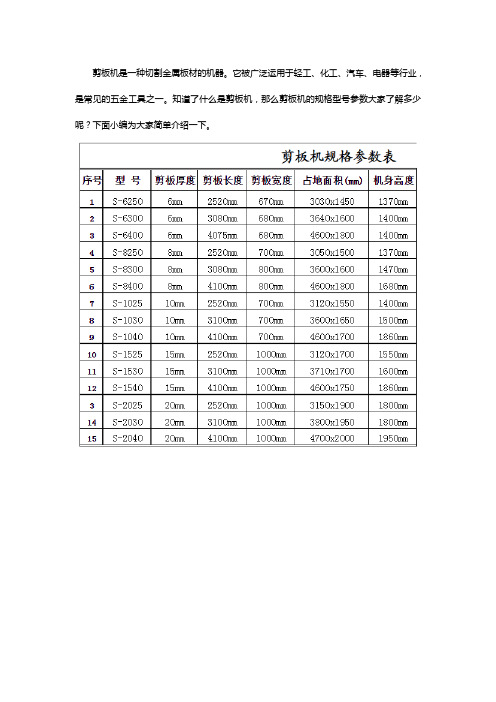
剪板机是一种切割金属板材的机器。
它被广泛运用于轻工、化工、汽车、电器等行业,是常见的五金工具之一。
知道了什么是剪板机,那么剪板机的规格型号参数大家了解多少呢?下面小编为大家简单介绍一下。
扩展资料:剪板机常见的分类都有哪些?剪板机英文名为plate shears;guillotine shear,在工业生产过程中常常为剪切板料的剪切机,简单的工作原理就是使用一个刀片和相对的另外一组刀片作往复直线运动,机械原理和剪刀类似,以此原理来剪切一些板材的机械便成为剪板机。
剪板机在机械分类中多属于锻压机械中的一种,剪板机主要应用于金属加工行业,可以适用于建筑、船舶、汽车、冶金、化工、电力、电器等各个场合,也是行业中的一种专用剪板机械,目前随着现代化工业技术的迈进剪板机也开始有了他独特的发展道路,因为加工要求以及剪板加工环境不同,也分为多种类型的机械,下面我们来看看常见的一些剪板机的分类。
1、液压剪板机液压剪板机英文名为hydraulic plate shear;hydraulic guillotine shear,液压剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,刀架沿着垂线运动,由于没有前倾角,因此上刀片断面必须加工成菱形,刀架沿着圆弧线摆动,剪切刀片断面宜加工成菱形,故只有两个刀刃,由于上刀片在剪切过程中略有前倾,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。
2、精密剪板机精密剪板机英文名称为precision guillotine shears,工业生产中的精密剪板机通常由配有电磁式盘形制动器的制动电机带动装有减速器的轴运转,受选择式脚踏开关的控制呈瞬时接合。
运用小剪切角度和倾斜的剪切方向,使加工件的弯曲变形降低到最低限度,刀片间隙的调整采用手动快调装置,非常简便地就能获得满意的刀片间隙。
3、曲线剪板机曲线剪板机主要指采用文字符号以及数字组成的指令来实现剪板机设备动作控制的技术,具有无极调节的功能,在刀片之间的距离可以调整,它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量,在刃口间隙调整有指示牌指示,是自动化数控机床在曲线剪板机上的一种体现。
闸式剪板机说明书【详解】
以下为液压闸式剪板机说明书,一起来看看吧。
1. 使用该机床前,应详细阅读《使用说明书》,了解全部警告标牌内容,并严格按其要求操作。
2. 机床工作时,不得将手、指或身体任何部位靠近机床的运动部分。
3. 机床停止运行后,方可触摸工件、刀具、模具等。
4. 必须在所有安全防护装置功能正常的情况下操作机床。
5. 工件、刀具、模具等必须安装牢固,不得超负荷使用。
6. 机床安装或检修,必须由专职人员按照机床《使用说明书》中规定的步骤进行,检修前需切断并锁住电源。
7. 每次开机前根据润滑标牌每天在传动部分必须加润滑油。
操作者必须保证机床在任何时候,都具有良好的安全操作状况,要严格遵守机床《使用说明书》中规定的安全操作步骤和机床所有安全操作标志、警告标志的提示,注意操作安全。
机床安全使用操作规程1. 按照机床的润滑部位,分别加足润滑油。
2. 机床各螺栓联结不能松动,必须紧固。
3. 电机运转方向应符合转向指示标牌,严禁反转。
4. 剪切、折弯板料前应调整好上下刀片或上下模具之间的间隙,剪切间隙值为板厚5%,折弯间隙值约为板厚。
5. 严禁剪切折弯超厚、超硬或有焊疤、夹渣、焊缝、残边等缺陷的板料;不得偏载使用。
6. 刀片刃口应保持锋利,发现变钝后要及时刃磨。
7. 机床须定期检查,保持清洁。
做好日常保养。
8. 发现异常现象及时停机检修,检修前须切断电源。
目录1. 简介----------------------------------------------------------------------------42 机床的主要特性-------------------------------------------------------------53. 机床的主要技术参数-------------------------------------------------------64. 机床的吊运及安装----------------------------------------------------------75.1 机床的吊运----------------------------------------------------------75.2 机床的安装----------------------------------------------------------75.3 电气接线-------------------------------------------------------------75. 油箱加油及机床润滑-------------------------------------------------------85.1 油箱的加油----------------------------------------------------------85.2 机床润滑-------------------------------------------------------------86. 机床的液压系统分析-------------------------------------------------------96.1 液压元件简述----------------------------------------------------96.2 液压系统动作分析----------------------------------------------117. 机床的操作及调整--------------------------------------------------------137.1 机床的操作-----------------------------------------------------138. 机床的维修、保养与故障排除------------------------------------------168.1 液压系统-----------------------------------------------------------168.2 机械部件的检查--------------------------------------------------168.3 安全阀的调整-----------------------------------------------------171.简介随机提供的这本说明书是指导用户正确使用和维护本机床的重要资料, 请您妥善保存。
剪板机参数配置
湖北三环液压闸式剪板机基本参数 13-2500 16-2500 20-2500 单位单位 剪板厚度Q235 13 16 20 mmQ3458 10 12 剪板宽度剪板宽度 2500 2500 2500 mm 最大剪板力最大剪板力 580 730 1270 KN 剪切角剪切角 0.5-2.5 0.5-3 0.5-3 ° 全行程次数全行程次数 9 9 7 /min 立柱间距离立柱间距离28002780 2800 mm 后挡料最大距离后挡料最大距离 1000 1000 1000 mm 刀片长度刀片长度25002500 2500 mm 工作台离地高度工作台离地高度 850 925 950 mm 喉口深度喉口深度 100300 300 mm 主电机功率主电机功率 15 22 30 kw 转速转速14701470 1470 r/min 内啮合齿轮泵流量38 6666Ml/r系统最大工作压力 22 22 22 Mpa外形尺寸长外形尺寸长 3260 3265 3370 mm 宽215021402275mm高 2320 2350 2470 mm 机器重量机器重量 7500 11000 14000 kg基本配置液压系统液压系统美国VICKERS 公司 美国VICKERS 公司美国VICKERS 公司公司电气系统电气系统油缸密封件油缸密封件德国MLKEL 公司或日本NOK NOK德国MLKEL 公司或日本NOK NOK德国MLKEL 公司或日本NOK NOK油泵油泵 台湾KCL 公司台湾KCL 公司台湾KCL 公司公司 其他描述其他描述以上均为华信标准配置以上均为华信标准配置。
闸式剪板机配置及参数(10-2500)
配置介绍QC11Y-10*2500 液压闸式剪板机技术参数及配置中华人民共和国江苏一机机械科技有限公司目录一、公司简介二、剪板机技术文件1、机床型号名称2、机床主要参数3、剪板机设计、制造、验收标准4、机床主要性能特点5、齿轮泵6、机床主要配置7、机床随机技术文件8、随机附件、配套件清单9、随机技术文件清单江苏一机机械科技有限公司江苏一机机械科技有限公司成立于80年代中期,原名南通建锋机械厂,2006年更名为南通建锋机床制造有限公司,由于公司发展需求于2012年更名为江苏一机机械科技有限公司。
本公司是全国锻压机械行业的重点骨干企业。
公司位于苏中平原东部的西临新长铁路,紧邻204、328国道,距南通机场近半小时里程。
经过20多年的发展,公司已成为国内锻压机床行业生产规模大、品种全的骨干企业。
公司拥有各类技术人员20多人,生产职工200余人,是国内大型剪折卷机床生产基地之一。
公司专业生产“巨利”牌系列剪板机、折弯机、卷板机、开卷校平剪切生产线。
主要从事研究开发和制造数控型/普通型剪板机、折弯机、卷板机、压力机等高品质平板加工机械。
“巨利”产品广泛应用于航空、汽车、船舶、农机、电器、仪表、医疗器械、五金加工等生产加工领域。
公司拥有国内顶尖一流的剪、折、卷、校平生产线等多位专家,产品质量、技术水平位具同行前列:江苏一机机床正以超前的意识、全新的精神,融合国外先进技术,不断研制开发行业尖端产品,为“巨利”打造知名品牌奠定坚实的基础。
公司产品已立足于国际国内市场一席之地,以较高的性价比、优质的服务得到了社会各界的认可及好评。
公司秉承用户至上的宗旨,围绕用户需求设计生产优质产品,以全新的理念、创新的精神服务于国内外用户。
公司董事长左军先生率全体员工热忱欢迎海内外朋友洽谈合作,共创伟业!企业管理、品质保证、产品设计体系通过ISO9001-2000质量体系认证企业资格AAA级信用单位荣获《重合同守信用企业》的称号荣获《江苏省质量信得过产品》的称号QC11Y-10×2500剪板机技术参数及配置一、机床型号名称:1、型号:QC11Y-10*2500液压闸式剪板机2、品牌:“巨利”二、机床主要参数:名称数值单位可剪最大板厚10 mm可剪最大板宽2500 mm行程次数14-30板材抗拉强度450 N/mm²剪切角30′-1°30′后挡料最大距离20-600 mm刀片长度2600 mm主电机型号型号Y160M-4转速1460 r/min 功率11 KW齿轮泵NT3-G25F刀片材质9CrSi三、剪板机设计、制造、验收标准按照国家下列标准设计JB5197-91 《剪板机技术条件》JB/T14404-93 《剪板机精度》四、机床主要性能特点:液压闸门式剪板机是第二代液压剪板机,先欧美著名生产厂家都以生产液压闸式剪板机为主。
QC11Y-20X2500技术参数及配置
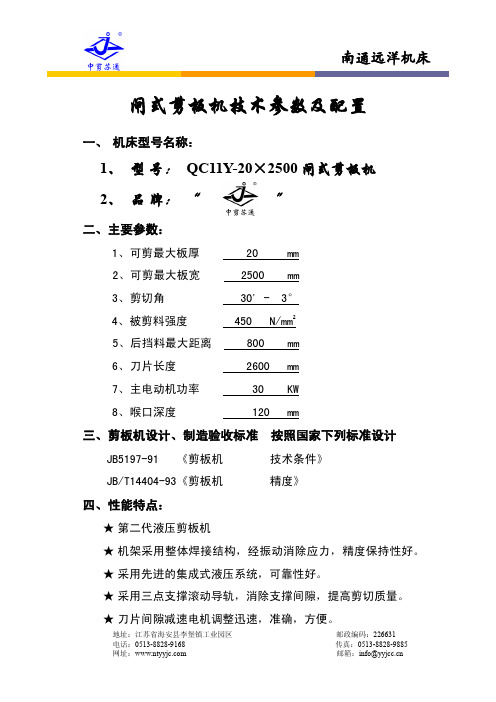
地址:江苏省海安县李堡镇工业园区 邮政编码:226631闸式剪板机技术参数及配置一、 机床型号名称:1、 型 号: QC11Y-20×2500闸式剪板机2、 品 牌: “ ”二、主要参数:1、可剪最大板厚 20 mm2、可剪最大板宽 2500 mm3、剪切角 30' - 3°4、被剪料强度 450 N/mm 25、后挡料最大距离 800 mm6、刀片长度 2600 mm7、主电动机功率 30 KW8、喉口深度 120 mm三、剪板机设计、制造验收标准 按照国家下列标准设计JB5197-91 《剪板机 技术条件》JB/T14404-93《剪板机 精度》四、性能特点:★ 第二代液压剪板机★ 机架采用整体焊接结构,经振动消除应力,精度保持性好。
★ 采用先进的集成式液压系统,可靠性好。
★ 采用三点支撑滚动导轨,消除支撑间隙,提高剪切质量。
★ 刀片间隙减速电机调整迅速,准确,方便。
★矩形刀片,四个刃口均可使用,使用寿命长。
★剪切角可调,减少板料扭曲变形。
★上刀架采用内倾结构,便于落料,提高了制件的精度。
★电动后挡料,RT200中文数显系统。
五、主要配置:◆配国内名牌液压集成系统◆主要液压件配江苏建湖◆配国内名牌轴向柱塞泵◆配美国派克(PARKER)密封◆配西门子电气元件◆油缸为江苏建湖生产◆刀片为上海生产◆配前托料架六、随机技术文件:1、使用说明书(包括液压原理图、电气原理图、机床基础图)2、合格证明书3、装箱单(包括随机附件)4、机床颜色为公司标准色,可根据用户要求定做。
七、技术培训公司负责对用户操作人员进行培训。
第一次在公司调试时派员来公司培训,第二次在用户调试时进行培训,让用户正确操作,设备正常运转。
地址:江苏省海安县李堡镇工业园区邮政编码:226631八、质量保证公司对用户购买的产品,在使用期内负责维修(如使用不当所引起的设备损坏,维修费用由使用方支付)。
质保期为调试结束之日的12个月。
【精品】数控闸式剪板机使用说明书

数控闸式剪板机使用说明书VR系列数控液压闸式剪板机使用说明书VR - SM南通威辰数控机械有限公司目录页1.机床的外型尺寸 (1)2.技术参数 (3)3.机床的吊运和安装 (4)3.1机床吊运 (4)3.2基础安装 (4)3.3清理 (4)3.4水平 (4)3.5电气连接 (5)4.机床的主要用途、性能和结构 (8)4.1机床的主要用途 (8)4.2机床的性能 (8)4.3机架 (8)4.4滑块 (8)4.5后挡料 (8)4.6刀片 (9)4.7油箱 (9)4.8手指保护板 (9)5.液压系统工作状态 (11)5.1 液压系统工作原理 (11)5.2 滑块上下动作 (11)5.3 剪切角大小调节动作 (11)5.4 夹紧器的工作 (12)6.机床机械部分的维护与调整 (15)6.1后挡料驱动带张力的调整 (15)6.2侧支撑臂的调整 (15)6.3前支撑臂 (15)6.4前挡块的调整 (15)6.5滑块导轨调节 (15)目录页6.6刀片的拆装 (16)6.7刀片间隙调整 (16)6.8后挡料板的调节 (17)6.9影子线的调整方法 (18)7.机床日常维护保养 (18)7.1 安全说明 (18)7.2 润滑说明 (19)7.3液压油 (19)7.4更换油料 (19)7.5维护规程 (20)8.机床的常见故障及排除方法 (29)8.1PLC信号对照表 (30)8.2数控系统参数 (30)9.剪切试验 (31)9.1刀片情况 (31)9.2倾角及刀片间隙 (31)9.3剪切最小宽度 (31)9.4剪切精度 (31)10 机床操作(本部分专门为控制系统为Delem350剪板机而制定) (32)10.1 机床操作系统 (32)10.2 机床控制系统 (32)10.3 机床起动程序 (33)10.4 机床停止程序 (33)10.5 脚踏开关操作 (33)10.6 “VR”控制系统(维护) (33)10.7 后挡料基准 (33)11.液压系统 (36)11.1 工作压力 (36)目录页11.2 元器件标识 (36)11.3 设定夹紧压力 (36)11.4 材料常数(倾角/刀片间隙/最大厚度) (37)11.5 剪切角计算 (37)11.6 板料最大厚度 (37)11.7 计算常数 (37)11.8 限位开关调整(滑块控制) (40)11.8.1 上死点调整 (40)11.8.2 下死点调整 (40)11.9 刀片间隙动力调整 (41)11.10 倾角调整 (41)12 主要元器件情况 (44)13 常见报警的原因(含义)及解除方法 (45)14 VR数控液压剪板机易损件清单 (46)1. 机床的外形尺寸图一表一2.技术参数3.机床的吊运与安装3.1机床吊运(图二)机床的左右侧板的上方各有一个Φ40的圆孔供起吊用,本机床重心较高,且前重后轻,起吊机床时应防止倾倒,不得使用夹紧器座,滑块,油箱座板提升机床,必须通过起吊孔起吊。
液压剪板机QC11Y说明书
QC11Y系列液压闸式剪板机使用说明书
产品规格:------------
出厂编号:------------
济南金冠机床设备有限公司
五.液压原理图
六、机床的电器系统
1概述,
本系列机床采用三相三线380V供电,交流控制回路选用220V 供电,控制回路电源均有变压器供给,机床应有可靠接地;机床的电器元件主要安装在电器箱及操纵盒内,操作功能请参阅面板图。
1、指示灯,
2、急停,
3、机器启动,
4、任意停止,
5、显示后档料最小数值,
6、计数器开关,
7、
8、后档料调整
9、上刀架调整开关,10、11、上刀架调整按钮12、电源开关
2操作说明;
2.1接通位于电箱的总电源开关QS,打开电源开关12的钥匙锁,点动机器启动3,观察电机旋转方向,如果电机转向与箭头不符,请改变电源进线的相位,切勿改变内部接线。
严禁主电机反转。
2.2机器启动后,观察机器的电机、油泵、管路,各个阀件有无异常,机器空载10分钟后调整机器。
将位于油缸中间的球阀13打开,蓄能器球阀13关闭,顺时针打开控制面板上的上刀架调整开关9,点动注油开关10,待上刀架左侧微微启动时停止。
然后关闭油缸球阀13,打开蓄能器球阀13,点动注油开关10,上刀架整体微微上行,
3.电器原理图
度视用户土质情况确定(但不得浅于500mm)。
基础的浇灌工作分两次进行;将机床吊放在基础上,粗校水平后,埋进地脚螺丝和调整垫铁,进行第一次浇灌;一周后再进行第二次浇灌。
待完全凝固好后,精校水平,然后紧固地脚螺栓,机床即可使用。
机器吊装图;。
液压闸式剪板机 说明书

液压闸式剪板机共11页使用说明书第 1 页一、 机床技术规格数值序号名称3×1500单位备注1 切断板料的厚度 3 mm2 切断板料的最大长度 1500 mm3 被剪切材料抗拉强度极限 400 N/mm4 最大剪切次数 20 min5 压料力 4000 N6 空载行程次数 20 min7 上刀片剪切角度2°度8 刀片全长 1540 mm9 墙板间距离 1775 mm10 工作台离地面高度 800 mm型号Y112M-4 B5 11 主电动机功率 4转数 1440型号MCY14-1B12 轴向柱塞泵排量 10压力31.5长 220013 外形尺寸宽 900高 1250液压闸式剪板机共11页使用说明书第 2 页二、机器的主要用途、性能和特点本机器用于剪切厚度为3mm,宽度为1500mm的钢板。
被剪切板料强度以450N/mm2为准,如需剪切其它强度的板料时,应相应减薄被剪板料的厚度。
本机器采用钢板焊接结构、液压传动,蓄能器回程、工作平衡可靠、机器体积小、重量轻、刚性好。
三、机器的液压传动系统机器的液压系统(见图1)主要有10MCY14-1B轴向柱塞泵2、电磁溢流阀,整个系统比较合理。
系统所需的压力油由10MCY-1B轴向柱塞泵2供给,系统的最大工作压力为18MPa。
上刀架的回程由蓄能器来完成,氮气缸压力为4MPa左右。
液压系统的工作原理(见图1):当油泵工作时所输出的油液经管道进入各工作油缸,电磁阀不接通时,油液亦经回油箱,此时主油路也不建立力.机器就不产生任何动作.当电磁换向阀接通电源换向后,控制油经电磁换向阀调定之压力下值下是关闭的,所以油路压力逐渐升高,实行剪切,完成剪切后在蓄能器的作用下,上刀架回程.使用说明书第 3 页液压系统的故障及排除故障现象产生原因排除方法电磁换向阀电器插头接触不良检修电器插头油路建立不起压力上刀架无动作电磁换向阀阀芯被杂物卡死或拉毛而不动作溢流阀各阀芯密封口有杂物而不起封闭作用溢流阀内各节流孔阻塞检查拆洗上刀架回程缓慢或不能回至上死点上刀架与压料缺动作顺序不协调蓄能器气压力不足蓄能器充气提高压力使用说明书第 1 页目录一、机器的基本参数 (1)二、机器的主要用途、性能和特点 (2)三、机器的液压传动系统 (2)四、机器的结构 (5)五、机器的电气系统 (5)六、机器的吊运和安装 (8)七、机器的润滑 (8)八、机器的调整和操作………………………10、11使用说明书第 5 页四、机器的结构1、机架:由钢板焊接的框形结构,具有良好的刚性,两缸固定于左右立柱上,操作轻便.2、上刀架:为一钢板焊接结构,具有良好的刚性,在左右油缸蓄能器的驱动下作上,下往复运动完成剪切.3、压料装置:压料装置是把被剪切板料牢固地压紧在工作台上以免在剪切时产生移动和跳动.为上刀架向上运动时,在螺杆,螺母带动下使压板也上向运动,从而可进料进行再次剪切,在上刀架向下运动时,压板在剪切前先压住板料,以利产剪切.五、机器的电气系统本机器采用50HZ,380V三相四线制供电,机器的电机采用三相380V,对线灯采用单相220V,控制变压器采用二相380V, 控制变压器的输出供控制回路取用,其中24V供后挡料控制用.6V 供给指示灯,220V供给电磁换向阀及其它控制元件.机器的电气箱位于机床的左侧,控制整机电源.机器的操作元件,除脚踏开关SA外,全部集中在机床前面的按钮站上,每个操作元件的功能由其上方的形象符号标志.使用说明书第6页使用说明书第7页使 用 说 明 书第 8页六、机器的吊运和安装1、机器按搬运吊装图(见图1)所示方法吊运.2、机器的基础:(1)基础尺寸可参照安装基础图(见图)(2)基础周围的泥土必须劳实,深度按土壤的具体情况来决定. 3、机器的安装机器在安装固定时,用一米直尺量于两垫块上,再用水平仪作纵横方向校正在每1000mm 内允差不大于0.2mm.七、机器的润滑1、 本机器各主要润滑点采用油枪注入式分散润滑,各润滑点如下:注:(1)润脂50%,机械油50%,混合后使用.(2)基脂必须加30%机械油混合使用. 2、油箱内的油原则上半年换一次.润滑点序号 润 滑 点 名 称 油量大小加油间隙时间 润滑油种类及牌号1 压料导轨各一点 小 46 钙基润滑脂2 上刀架导轨各一点 小 24 ZG3 轴套左右各一点 小 48 机械油 4左右油缸活塞杆各一点中8N46GB443-84共1页 装 箱 单第1页出厂编号:QC11Y-3×1500型液压闸式剪板机可剪板厚 3 mm可剪板宽 1500 mm箱号1/1序号名称规格或标记数量1 使用说明书1份2 合格证明书1份3 装箱单1份4 主机1台5 地脚螺钉M16×300连螺母垫圈1套6 脚踏开关1件7 油枪1把8 塞尺1把装箱检验员:(签章)年月日液压闸式剪板机共11页使用说明书第11页2、操作前的准备:(1)清洗各机件表面之油污.注意球阀上刻线应指于开启位置.(2)各润滑部位注入润滑脂.(3)在有油箱中加入HL46液压油.(4)机器接地.接通电源.检查各电器动作协调性.13、操作:(1)开动机器作空运转若干循环,在确保无不正常情况后,试剪同厚度板料(由薄至厚)(2)在剪切过程中打开压力表开关,观察油路压力值,如有不正常可调整溢流阀,使之合乎规定要求.(3)操作时,如发现有不正常杂音或油箱过热现象,应立即停车检查.油箱最高温度<60℃。
剪板机参数说明
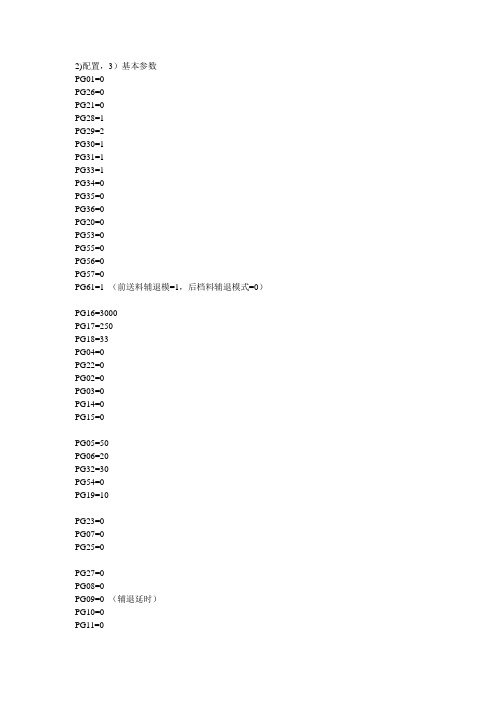
2)配置,3)基本参数PG01=0PG26=0PG21=0PG28=1PG29=2PG30=1PG31=1PG33=1PG34=0PG35=0PG36=0PG20=0PG53=0PG55=0PG56=0PG57=0PG61=1 (前送料辅退模=1,后档料辅退模式=0)PG16=3000PG17=250PG18=33PG04=0PG22=0PG02=0PG03=0PG14=0PG15=0PG05=50PG06=20PG32=30PG54=0PG19=10PG23=0PG07=0PG25=0PG27=0PG08=0PG09=0 (辅退延时)PG10=0PG11=0PG12=0PG13=0PG24=0PG37=0PG38=0PG39=0PG58=600 (剪切结束后,停靠位置)PG59=0PG60=0PG62=0PG40=0PG41=0PG42=0PG43=0PG44=0PG45=0PG46=0PG47=0PG48=0PG49=0PG50=0PG51=0PG52=0参数可以按上面进行设置轴参数Negative Axis Travel Limit =5最小极限Positive Axis Travel Limit =900最大极限Maximum Feed =4000最大速度Acceleration time =0.5 加速度Deceleration time =0.5 减速度S-curve time =0 不修改Proportional Gain =16.6666 增益,可以设置为16.6666的整数倍Derivative Gain =0 不修改Feed Forward =0 不修改Backward Proportional Gain =0 不修改Following Error Limit Feed =0 不修改Max. Following Error =0 不修改Emergency ramp time =0.2 不修改Enable Hardware Limits Management =1 不修改Type of HW Limits Management =1 不修改Hw limits level selection =0 不修改Unidirectional Motion Movement =0 不修改Unidirectional Motion Management =0 不修改Change Direction Timer =0 反向时间,当启用单向定位时有效Backslash correction at movement inversion =0 反向距离,当启动单向定位时有效Invert Backslash Direction =0 单向定位模式,0,1,2Index of first Compensation Table =0 区间补偿表设定Index of first Compensation Table for reverse movements =0 不修改Special compensation mode =0 不修改First Cross-Axes Compensation =0 不修改Master axis index associated to first Compensation Table =0 不修改Index of second Compensation Table =0 不修改Index of second Compensation Table for reverse movements =0 不修改Second Cross-Axes Compensation =0 不修改Master axis index associated to second Compensation Table =0 不修改Plasma Torch Heigh Control =0 不修改Plasma Torch Table Index =0 不修改Gantry Axes =0 不修改Slave Gantry Axes Index Table =0 不修改Number of encoder pulses/mm(mul) =1000 编码器一圈的脉冲数Number of encoder pulses/mm(div) =4 编码器一圈移动的距离Simulated Axis =0 模拟轴,实际机床必须为0Axis control mutiplier =0 不修改Encoder test type =0 不修改Positive insensitivity voltage =0 速度指令正向死区,用于正方向不到位Negative insensitivity voltage =0 速度指令反向死区,用于反方向不到位Enable Offset Auto-compensition =0 自动零飘修正,1启用DAC offset value =0 强制零飘修正值Maximum offset recovery voltage =0 自动零飘修正最大值Offset recovery time =0 自动零飘修正时间Enable DAC to work in 0/10v range =0 不修改Drive Enable Management =0 不修改Disable PLC Handshake to close Pos. Loop =0 不修改Control of “Diver Enable” during Motion =0 不修改Enable Forward/Backward Output mngt. =0 不修改Inverts DAC_POS sign =0 不修改Axis with mechanical Brake =0 不修改Motor Brake Management =0 不修改Motor Brake Timing =0 不修改Disable Alarm Axis not in Position =0 不修改Rough Positioning Tolerance =0.02 定位精度Fine Positioning Tolerance =0.02 定位精度Positioning Tolerance Monitioning Time =2 保持时间Drive enable time after an emergency stop =0 不修改SLV command VOUT disabling option =0 不修改Maximum Rapid feed =0 不修改Manual Feed =1000 手动速度REPOS speed =0 不修改Homing Parking Feed =0 不修改Optional lower absolute limit =0 不修改Optional upper absolute limit =0 不修改Optional lower TCP limit =0 不修改Optional upper TCP limit =0 不修改Homing type =0 回参类型,0=回参考点,1=回参并停靠,2=不回参考点Homing Quota =950 参考点设置Homing Switch Search Feed =1000 回参考点速度Homing Marker Search Feed =200 零信号速度Max distance Homing Switch -Marker =10 零信号搜索距离Parking Quota =500 停靠坐标,仅到回参类型=1时有效Invert Homing Direction =1 回参方向0或1Invert Encoder Counting =0 计数反向0或1Invert Analog Velocity Command =0 模拟量反向0或1Mark lever moitioring disab. Opt. =0 不修改ABSOLUTE Homing =1 不修改Independent feed-rate handling =0 不修改Diameter Programming =0 不修改“Distance To Go” with sign =0 不修改Torque reduction value =0 不修改Internal Resolution =0 不修改Extended resolution 0.0001 or =0 不修改Initially matched channel =0 不修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
配置介绍
QC11Y-10*2500 液压闸式剪板机技术参数及配置
中华人民共和国江苏一机机械科技有限公司
目录
一、公司简介
二、剪板机技术文件
1、机床型号名称
2、机床主要参数
3、剪板机设计、制造、验收标准
4、机床主要性能特点
5、齿轮泵
6、机床主要配置
7、机床随机技术文件
8、随机附件、配套件清单
9、随机技术文件清单
江苏一机机械科技有限公司
江苏一机机械科技有限公司成立于80年代中期,原名南通建锋机械厂,2006年更名为南通建锋机床制造有限公司,由于公司发展需求于2012年更名为江苏一机机械科技有限公司。
本公司是全国锻压机械行业的重点骨干企业。
公司位于苏中平原东部的西临新长铁路,紧邻204、328国道,距南通机场近半小时里程。
经过20多年的发展,公司已成为国内锻压机床行业生产规模大、品种全的骨干企业。
公司拥有各类技术人员20多人,生产职工200余人,是国内大型剪折卷机床生产基地之一。
公司专业生产“巨利”牌系列剪板机、折弯机、卷板机、开卷校平剪切生产线。
主要从事研究开发和制造数控型/普通型剪板机、折弯机、卷板机、压力机等高品质平板加工机械。
“巨利”产品广泛应用于航空、汽车、船舶、农机、电器、仪表、医疗器械、五金加工等生产加工领域。
公司拥有国内顶尖一流的剪、折、卷、校平生产线等多位专家,产品质量、技术水平位具同行前列:江苏一机机床正以超前的意识、全新的精神,融合国外先进技术,不断研制开发行业尖端产品,为“巨利”打造知名品牌奠定坚实的基础。
公司产品已立足于国际国内市场一席之地,以较高的性价比、优质的服务得到了社会各界的认可及好评。
公司秉承用户至上的宗旨,围绕用户需求设计生产优质产品,以全新的理念、创新的精神服务于国内外用户。
公司董事长左军先生率全体员工热忱欢迎海内外朋友洽谈合作,共创伟业!
企业管理、品质保证、产品设计体系
通过ISO9001-2000质量体系认证
企业资格
AAA级信用单位
荣获《重合同守信用企业》的称号
荣获《江苏省质量信得过产品》的称号
QC11Y-10×2500剪板机技术参数及配置
一、机床型号名称:
1、型号:QC11Y-10*2500液压闸式剪板机
2、品牌:“巨利”
二、机床主要参数:
名称数值单位
可剪最大板厚10 mm
可剪最大板宽2500 mm
行程次数14-30
板材抗拉强度450 N/mm²
剪切角30′-1°30′
后挡料最大距离20-600 mm
刀片长度2600 mm
主电机型号型号Y160M-4
转速1460 r/min 功率11 KW
齿轮泵NT3-G25F
刀片材质9CrSi
三、剪板机设计、制造、验收标准
按照国家下列标准设计
JB5197-91 《剪板机技术条件》
JB/T14404-93 《剪板机精度》
四、机床主要性能特点:
液压闸门式剪板机是第二代液压剪板机,先欧美著名生产厂家都以生产液压闸式剪板机为主。
液压闸式剪板机与液压摆式剪板机相比
具有剪切精度高,剪切角可调,刃口使用寿命长等优点。
本设备为数
显剪板机,要求设备结构合理、工艺先进、工作稳定可靠;采用高精
度的缓冲后档料;操作简便,适用于大批量零件的原料剪切。
●第二代液压剪板机
●整机采用全钢板焊接结构,经振动消除应力,精度保持性好。
●采用先进的集成式液压系统,可靠性好。
●采用三点支承滚动导轨,消除导轨间隙,提高剪切质量。
●刀片间隙电动调整迅速,准确,方便。
●矩形刀片,四个刃口均可使用,使用寿命长。
●液压调节剪切角,减少板料扭曲变形。
●上刀架采用内倾结构,便于落料,提高了制件的精度。
●电动后档料,数字显示。
●后档料,缓冲退让。
●间隙可快速调整
五、齿轮泵
特点:直线共轭内齿合齿轮泵在液压行业被喻为“永不磨损的油泵”,用于高、精、尖液压系统。
国际上几大著名公司把它作为品牌产品来开发和推广,以确保在液压行业的领先地位。
与叶片泵、柱塞泵相比,直线共轭内齿合齿轮泵具有低噪音、无脉动、长寿命等卓越性能。
低噪音:直线共轭内齿合齿轮泵其卓越特性为特殊齿形设计。
齿轮齿廊为直线,尺圈齿廊为直线共轭线,工作时几乎没有困油区,即使在高速运转,音频仍平稳平和。
长寿命:直线共轭内齿合齿轮泵其长寿命特性取决于耐磨性,内部机械表面各功能零件之间有一层油膜保护层,几乎没有磨损,即使使用一般液压油,也不轻易磨损机件。
另外,采用双级加压承担压力差的原理,在增加工作压力的同时,也改善了泵的工作条件,延长泵的使用寿命。
六、机床主要配置:
a)配国内名牌内齿合齿轮泵(上海诚捷或上海航发)
b)配TR200数控系统(南通华特利数控)
c)配西门子电气元件或施耐德电气
d)油缸:建湖华星(江苏建湖华星液压)
e)刀片为上海刀片厂生产(上海上品/上海久锋)
f)配前托料架(江苏一机)
g)阀组:海门新力(江苏海门新力液压)
h)电机:微特电机(江苏微特电机)
七、机床随机技术文件
1、使用说明书
2、合格证明书
3、装箱单(包括随机附件)
4、机床颜色为公司标准色(白灰色),可根据用户要求定做。
序号名称数量备注
1 脚踏开关壹个
2 前托料装置壹套
3 地脚螺栓壹套
4 平垫肆套
5 弹簧垫圈肆套
6 螺母肆套
7 黄油枪壹把
8 内六角扳手各壹把
9 塞尺1个
10 密封圈1套
11 电器箱及总电源钥匙1套
九、随机技术文件清单
序号名称数量
1 机床使用说明书(机械部分)一份
2 机床使用说明书(液压部分)一份
3 机床使用说明书(编程、操作部分)一份
4 机床电气原理图一份
5 机床液压原理图一份
6 机床基础图一份
7 机床安装运输吊装图一份
8 合格证明书、装箱清单一份
江苏一机机械科技有限公司
技术部
服务承诺书
我公司在致力于开发新产品,提高产品质量的同时,还在世界及国内组建了较为完美的售后服务网络,售后服务网点遍布全国各地。
得以给我们的用户提供更为方便、更为优质的服务。
一、售前售后服务:
1、机床运至需方使用现场,需方负责免费提供吊具和通用工具,供方负责在规定
的期限内调试完毕。
2、机床到达使用现场后,供方即时派员到需方现场指导安装、调试并对需方操作
管理人员进行操作和维护等培训。
确保需方操作人员能独立、熟练地进行操作和维护保养。
需方也可派操作者来供方培训。
3、交机床验收:按照合同和供、需双方共同商定的验收条款,对调试完毕的机
床进行验收。
确认机床性能及其它技术指标符合合同规定。
4、质量保证期满后,需方可通过代理机构或直接向供方购买备件,供方在需要
时安排技术服务。
或在接到需方要求提供服务的电话(或传真)后2小时内作出响应12小时派出合格的服务人员到达需方设备使用现场;省外24小时到达。
二、质量保证、
供方的产品,自售出之日起实行“三包”,质量保证期为验收合格之日起壹年。
在保修期内,非用户原因造成的零部件损坏,免费更换(易损件不在保修范围内)。
三、设备调试
1、设备的地基,由供方提供图纸,需方负责具体的施工。
2、产品在供方厂装配完毕后,及时通知需方具体的发货时间及安装所需的准备
工作。
3、供方负责设备在需方使用现场的安装调试工作,需方配合,并提供安装所需
起重设备、水、电及必需条件。
4、设备在需方现场安装调试过程中,供方对需方相关技术人员进行免费培训和
技术咨询服务。
5、安装调试完毕,按双方所签的技术协议和相关技术附件,双方共同验收。
公司负责对设备进行调试并指导安装,用户派员配合。
提供必要的吊装工具。
承诺商:江苏一机机械科技有限公司。