金手指工序培训教材ID-TT-B2-12
TMP培训资料
- On time in full , case fill 按时交货率 - Conformance to plan (% of SKUs) 计划完成率 - Stock of raw/packaging material (weeks cover) 原材料和包材的库存 - Stock of finished product (weeks cover) 产品的库存 - Work in process (tons) 在线生产量
与TPM有关的两大管理系统
• 5S系统 • 视觉化管理系统 (VCS) • 5S和VCS系统是开展TPM活动的基础
开展TPM的三大工具
• One Point Lesson 一点课 基础知识(常识) / 出现的问题 / 改进改善个案
• Activity Board 活动板 以视觉冲击的形式,在工作现场展示我们需要的所有信息
• Total Product Management 产品全面管理
• Total Profit Management 全员效益管理
• Total Plant Management 全员车间管理
• Tapping People‘s Minds 开发人的思维
• Teams Produce More 更多的产出
• Predictive Maintenance 预测维护 (PM)
• Plant Maintenance / Process Maintenance 生产制造维护 (PM)
TPM的发展历史
• Preventative Maintenance 预防性维修 • Corrective Maintenance 纠正性维护 • Maintenance Prevention 维修的预防 • Planned Maintenance 计划维护 (PM) • Predictive Maintenance 预测维护 (PM) • Plant Maintenance / Process Maintenance 生产制造维护 (PM)
MFG培训教材

MFG培训教材一﹑MFG简介MFG系统是由美国QAD公司开发的一套大型生产管理软件﹐该软件采用当今最流行的生产管理方法(MRPΠ)来设计的﹐能使公司尽量降低库存﹐加快资金运转﹐提高生产效率。
该软件主要包括三大主模块﹕配销管理(包括库存﹑盘点﹑采购﹑销售等)﹑制造管理(包括产品结构﹑工单管理等)﹑财务管理(包括成本核算等).各模块有很多菜单功能﹐不同的部门及使用者授权的菜单功能会有所不同。
二﹑MFG系统正确启动与退出程序﹕1. 正确入机﹕MFG/PRO系统客户端可安装在DOS操作系统或WINDOWS操作系统下启动.如安装的是在DOS操作系统启动﹐从DOS系统下启动MFG/PRO出现蓝色画面—-—按F5功能键-——出现login时﹐输入组别代码---出现password栏输入组别密码——-正确则登录MFG主画面—-—出现MFG登录画面时﹐键入使用者ID和密码——-如正确则进入MFG 主菜单画面—-—按F9功能键﹐使MFG功能键起作用.注﹕输入组别及ID为小写英文字母﹔输入3次都错误会自动退回Tel—mgr>蓝色画面。
如安装的是WINDOWS操作系统﹐双击桌面mfg/pro系统图标﹐输入部门组别及个人id进入…….2. 正确退机﹕从主画面按F4--- 左下角出现请确认退出[N]—按[Y]﹐如安装在WINDOWS的--—再按Enter即可退出﹐如安装在DOS的再按Enter退到Tel—mgr>--—按ALT + X 组合键--—出现C:\> ——-关机。
三﹑MFG/PRO常用功能键介绍﹕Enter﹕确认目前所做的选择或输入﹐并进入下一文本框的操作或执行下一步的操作。
-—--—上﹑下﹑左﹑右方向键﹕在同级菜单或文本框之间向上﹑下﹑左﹑右移动光标以及当前记录的前后记录的查询。
Tab:在同级菜单或文本框之间向前移动光标.Backspace或向左删除文本框中所输字符。
Ctrl+C﹕中止目前操作并退回登录欢迎窗口。
员工PCB基础培训教材
23 喷锡 目的:在裸铜上涂上一层铅锡以防止氧化
制作流程
前处理 预热 上锡铅 整平 后处理 前清洁处理 将铜表面有机污染氧化物等去除
24 预热 预热段一般使用于水平喷锡,其功能有四: 一、减少进入锡炉时对板面的热冲击; 二、避免塞孔或孔小; 三、接触锡炉时较快形成IMC-Intermetallic Compound 以利上锡; 四、减轻锡缸负荷。
30 电测试
电测方式常见有三种: 1.专用型(dedicated) 2. 泛用型(universal) 3.飞针型(flying probe)。
决定何种型式,要考虑下列因素: 1.待测数量 2.不同料号数量 3.版别变更类频繁度 4.技术难易度 5.成本考量。
31 专用型(dedicated)测试 专用型的测试方式之所以取为专用型,是因其所使用的治具 (Fixture)仅适用一种型号,不同型号的板子就不能测试,而且 也不能回收使用。(测试针除外)
--------日表示年之尾数,钟的十二个刻度表示月份。涂改方法将本 月与之前刻度涂掉。如 表示2002年3月;
---------日表示年之尾数,左边六横表示1~6月,右边六横表示7~12月, 涂改方法将本月与之前横杠涂掉,从上到下,从左到右。如 表示2002年5月;
35
周期表示方法
---------日表示年之尾数,日旁之横杠表示年之月份(从左到右, 从上到下),日下之五横杠表示月之周数,涂改方法去 掉所表示的月份及之前,去掉所表示周数及之前。如 表示4月份第三周;
20
制作过程
铜面处理 印墨 预烤 曝光 显影 后烤
磨板
除去氧化及前工序胶渍及不明污染,增加铜表面粗糙度。
丝印
将油墨附着于板面,同时应保证对位之准确性,以避免绿 油入孔或孔边油薄等缺陷的产生(对于挡墨点印刷而言 ) 对于沉镍金或线路油厚有特别要求的板子,一般均要求印 Linemask。
培训体系工程培训教材
(培训体系)工程培训教材覆铜板培训资料一.定义覆铜板(CCL):CopperCladLaminate,是由木浆纸或玻纤布作增强材料,浸以树脂单面或双面覆以铜箔,经热压而成的壹种产品。
二.CCL的壹般特性要求及我公司常用CCL典型值三、基板材料的分类和品种根据PCB不同要求和档次,主要基板材料按不同规则有不同的分类。
1)按覆铜板不同的机械刚性划分:可分为刚性覆铜板和挠性覆铜板。
2)按不同的绝缘材料,结构划分:可分为有机树脂类覆铜板,金属芯覆铜板,陶瓷基覆铜板3)按不同绝缘层厚度划分:可分为常规板和薄型板。
壹般将厚度(不含铜)小于0.8mm的环氧树脂覆铜板称为薄板(IPC标准为0.5mm)4)按所采用的增强材料划分常用的不同增强材料的刚性有机树脂覆铜板有三大类:玻纤布基覆铜板,纸基覆铜板,复合基覆铜板(常见的有CEM-1:环氧玻纤布面纸芯复合基材层压板;CEM-3:环氧玻纤布面玻纤纸芯复合基材层压板)5)按所采用的绝缘树脂划分常见的主体树脂有:酚醛树脂,环氧树脂(EP),聚酰亚胺树脂(PI),聚酰树脂(PET),聚苯醚树脂(PPO或PPE),氰酸酯树脂(CE),聚四氰乙烯树脂(PTFE),双马来酰亚三嗪树脂(BT)。
固又可按不同增强材料和采用不同绝缘树脂可划分为五大类:纸基覆铜板,玻纤布基覆铜板,复合基覆铜板,积层法多层板用基板材料,特殊基覆铜板。
6)按阻燃特性的等级划分可分为四个等级:UL-94V0级,UL-94V1级,UL-94V2级,UL-HB级(非阻燃性类覆铜板)7)按覆铜板的某个特殊性能划分○1按Tg的不同分类(Tg高的材料具有更好的耐热性,尺寸稳定性和机械强度保持率)按IPC标准可分为三个档次:110-150度,150-200度,170-220度○2按有无卤素存于的分类(有卤素的化合物或树脂作为阻燃剂的电气产品,于废弃后的焚烧中会产生二恶英的有害物质)可分为有卤素型基板材料和无卤型基板材料(无卤化的基板材料是于其树脂中的“氯含量或溴含量小于0.09wt%”)IPC-4101标准中根据其树脂中所用的阻燃剂种类的不同划分为三类:非卤非锑的含磷型无卤化基板材料(不含无机填料),非卤非锑的含磷型无卤化基板材料(含有无机填料),非卤非锑非磷型的无卤化基板材料○3按基板材料的线膨胀系数大小分类热膨胀系数(CTE)于12ppm/℃(板的X,Y方向)以下特性的基板材料,定为低的CTE基板材料○4按耐漏电痕迹性高低的分类基板材料的漏电痕迹是指电子产品于使用过程中,于PCB线路表面间隔的位置上,由于长时间的受到尘粒的堆积,水分的结露等影响而形成的碳化导电电路的痕迹,这种漏电痕迹的出现,会于施加了电压下,放出火花,造成绝缘性能的破环。
金手指设计
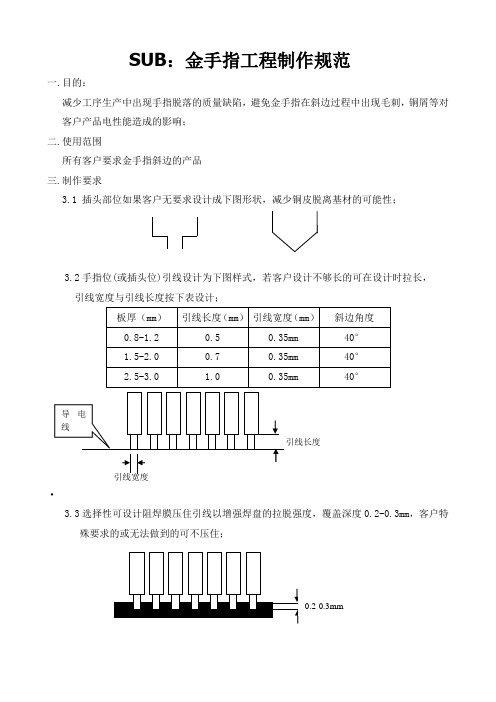
SUB:金手指工程制作规范
一.目的:
减少工序生产中出现手指脱落的质量缺陷,避免金手指在斜边过程中出现毛刺,铜屑等对客户产品电性能造成的影响;
二.使用范围
所有客户要求金手指斜边的产品
三.制作要求
3.1 插头部位如果客户无要求设计成下图形状,减少铜皮脱离基材的可能性;
3.2手指位(或插头位)引线设计为下图样式,若客户设计不够长的可在设计时拉长,
引线宽度与引线长度按下表设计;
·
3.3选择性可设计阻焊膜压住引线以增强焊盘的拉脱强度,覆盖深度0.2-0.3mm,客户特
殊要求的或无法做到的可不压住;。
BIQ制造质量员工培训教材

编制防错计划
二、制造工艺验证
24
二、制造工艺验证
防错的作用 把防错纳入产品设计中,来避免缺陷的产生;
把防错纳入过程设计中,从而在制造前发现缺陷, 防止缺陷的传递;
把防错纳入过程设计中,以便及时发现缺陷;
把缺陷从生产线中隔离出来,并采取遏制措施。
25
日常中的防错
二、制造工艺验证
客观的、理性的、可测量的、
主观的、情感的、直觉的、
绝对的
Measurable & Perceptual 相对的
Examples: 电器&功能性
• 午餐是根据订单配制的 • 车辆的转向很准确 • 前盖与翼子板的配合符合标准 • 收音机是工作的
Examples: 风格、外观、匹配、表面质量
• 食物看上去不错 • 路感相当清晰 • 前盖配合看上去不错 • 发动机声音很动听
防错
使变化点可视化– 当缺陷发生时进行识别; 防错对应质量三不原则中的“不接受缺陷”。
▪ 尽可能早的进行检查 ▪ 测量制造过程的输出 ▪ 注意变化点 ▪ 给遏制提供支持并作为不断改进的输入
41
三、工序控制和验证
有效的质量检查
42
三、工序控制和验证
有效的质量检查
① 在CARE检查的所有项目也必须在上游进行检查(生产部门最佳); ② 班组长和组员知道并理解必要的标准/产品质量标准,并将这个检查融入到
L3/L4 否/否 是/是 是/是 是/是 否/否 否/是
30
三、工序控制和验证
定义及目的
定义
通过对异常状况的预防、探测、遏制来稳定质量的系统。
目的
将过程产生的波动最小化,确保在本工位生产的产品质量OK,下 游问题能够得到及时的在线确认以减少缺陷而带来的不必要浪费。
金发塑料培训

培训
一、汽车上常用的几种塑料
中文名 聚丙烯 聚乙烯 丙烯腈-苯乙烯-丁二烯 共聚物 聚酰胺 聚氯乙烯 聚氨酯 聚甲醛 聚甲基丙烯酸甲酯 聚碳酸酯
缩写 PP PE ABS
PA PVC PU POM PMMA PC
英文名 Polypropylene Polyethylene Acrylonitrile Butadiene Styrene
不可麻痹大意,要防微杜渐。20.11.26 20.11.2 605:48: 2105:4 8:21No vember 26, 2020
加强自身建设,增强个人的休养。202 0年11 月26日 上午5时 48分20 .11.262 0.11.26
追求卓越,让自己更好,向上而生。2 020年1 1月26 日星期 四上午5 时48分 21秒05 :48:212 0.11.26
谢谢大家!
三、PP改性方法
称料 搅拌、混炼、切粒
混批
检测
①.无机粒子增强(PP+矿物) ②.玻璃纤维增强(PP+GF) ③.弹性体增韧(PP+EPDM) ④.无机粒子和弹性体复合增韧增强(PP+EPDM+矿物) ⑤.添加助剂(如:抗氧剂、抗紫外剂、阻燃剂等) ⑥.配色
标准色板
色差仪
标准光源箱
四、汽车上使用PP的部件及使用材料和要求
内饰件
仪表板
门护板
立柱护板
座椅附件和门槛压条
行李箱板
中央通道
电子/电器
大灯后座
发动机罩盖
五、材料的性能及试验方法
力学性能
密度 熔指 抗冲击性 拉伸强度/伸长率 弯曲强度/弯曲模量 表面硬度 收缩率
针织工艺知识培训
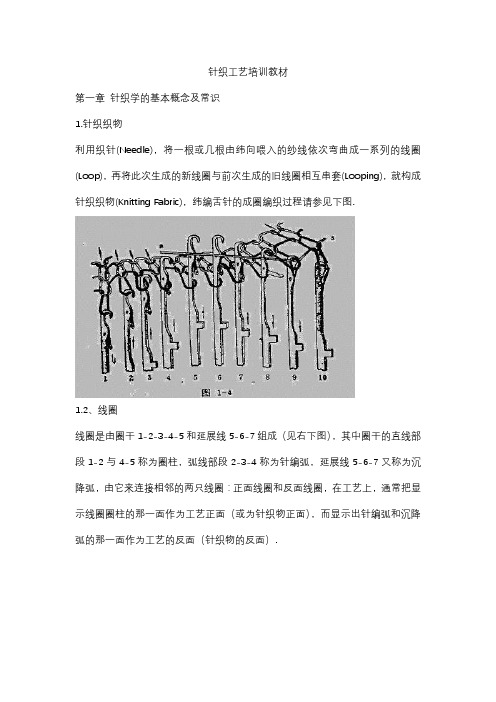
针织工艺培训教材第一章针织学的基本概念及常识1.针织织物利用织针(Needle),将一根或几根由纬向喂入的纱线依次弯曲成一系列的线圈(Loop),再将此次生成的新线圈与前次生成的旧线圈相互串套(Looping),就构成针织织物(Knitting Fabric),纬编舌针的成圈编织过程请参见下图.1.2、线圈线圈是由圈干1-2-3-4-5和延展线5-6-7组成(见右下图),其中圈干的直线部段1-2与4-5称为圈柱,弧线部段2-3-4称为针编弧,延展线5-6-7又称为沉降弧,由它来连接相邻的两只线圈:正面线圈和反面线圈,在工艺上,通常把显示线圈圈柱的那一面作为工艺正面(或为针织物正面),而显示出针编弧和沉降弧的那一面作为工艺的反面(针织物的反面).1.3、基本线圈结构及其形成过程:1)(1)基本线圈结构:成圈线圈、集圈线圈和浮线是构成所有针织物的最基本结构单元.2)(2)基本线圈的形成过程:成圈线圈(Knitting Stitch)织针在织完旧线圈后,上升到最高点,喂入纱线,针下降,形成新线圈。
具体过程如下:a)(a)织针刚完成前一个线圈的编织,新形成的线圈正处于针头内;b)(b)织针上升到退圈位置,线圈把针舌打开而滑到针杆上;c)(c)织针下降,新纱经导纱器进入针钩内;d)(d)织针继续下降,旧线圈沿针杆上滑而关闭针舌;e)(e)织针将新纱线从旧线圈中拉出一个新线圈。
这个位置称为脱圈位置;f)(f)织针处于脱圈位,准备下一个成圈过程。
集圈线圈(Tuck Stitch):见上图a)(a)织针刚完成前一个线圈的编织,新形成的线圈正处于针头内;b)(b)织针上升到集圈位置。
对比成圈过程,可以发现织针比退圈上升得低一些,线圈仍保留在针舌内,但是也能钩到新纱线;c)(c)织针下降,由于针舌下面没有线圈,无法关闭,新纱线和旧线圈仍处于针钩内,所以没有形成线圈;d)(d)织针再次上升,开始下一编织过程,新纱线和旧线圈被退至针杆上;e)(e)织针将再一次将新纱线从原来的旧线圈与纱线中拉出;f)(f)织针下降于脱圈位,新线圈形成。
关键、重要工序培训教材
工序控制要求:
关键工序:
1、除重要工序要求外必须对关键工序的工艺参
数(如温度、时间、湿度、压力、电流、电压等) 进行连续监控,应界定“连续“的定义。
关键、重要工序质量控制 的基本原则
1 工序质量控制的严格程度应视产品的类型、
用途、用户的要求、生产条件等情况而有所 区别,允许结合本企业的具体情况,使用不 同的控制方法。 2 关键工序的质量控制以加强过程控制为主, 辅以必要的多频次的工序检验,质控人员与 质量管理人员对现场操作负有监督的责任和 权限。
3. 设备必须完整、配套,配有显示(或自动
控制)工艺参数的检测、计量仪器仪表。各种 供监控用的仪表,一般应按其功能分别设置。 必要时,还应配备工艺参数自动记录仪和安全 报警装置。 4. 制订和执行设备、工艺装备的维修保养,仪 器仪表的定期检定、校准制度。设备主管部门 应建立设备使用、点检、维修和校准的技术档 案。工装主管部门应对主要工装建立使用维修 技术档案。制定设备维护保养制度,包括对设 备的关键部位的日常点检制度,确保设备处于 完好状态 。
关键、重要工序设备的控制
5. 制订定年度保养计划,按规定做好设备的维护
保养,定期检测设备的关键精度和性能项目。 日常保养:作业者负责(日常检查、保养记录表)。 定期保养:周保养、月保养、季保养、年保养等 (定期检查报告)。 6. 规定设备和设施的操作规程,确保正确使用设 备(设施),并做好设备故障记录。 7. 正确的操作 操作员应进行培训,并持证上岗。
关键、重要工序设备的控制
机器设备是保证过程或工序生产符合技术 要求的产品的重要条件,尤其是自动化程度较 高、有定位或自调装置的设备(网带炉、自 动冷镦机、自动制钉机、装配机等),它们对 于确保 过程或工序质量起着关键的作用。对 于一般的通用设备来说,机器设备的精度保持 性、稳定性和性能可靠性等,都会直接影响到 加工产品的质量特性的波动幅度。
阻焊工序培训教材

•
鹤山市世运电路科技有限公司
• 四、主要缺陷: 氧化、烘不干
1. 原因分析: 烘干段风刀堵塞 烘干段温度不足 2.解决方法: 清洁烘干段风刀 调整烘干段温度在作业指示 要求范围内
鹤山市世运电路科技有限公司
• 二. 丝印作用: 在线路板上印上一层均匀的感光绿油, 以达到绝缘、保护线路和板面、防止氧化、 受潮等。同时在线路板装配元件的过 程中 起阻焊作用,防止线路间因桥接而短路。
鹤山市世运电路科技有限公司
• 3.定位露铜原因分析: 菲林清洁不彻底. 曝光机麦拉膜及玻璃有垃圾. • 解决方法: 每两小时对菲林进行清洁. 每次曝光前执机人员须对麦拉膜及玻 璃进行清洁.且每2个小时进行大清洁.
鹤山市世运电路科技有限公司
• 七. 显影作用: 根据绿油种类的不同,用1%左右 Na2CO3未经曝光的绿油从板上冲去,从而将 菲林上的图形显影在板上。
鹤山市世运电路科技有限公司
当上框架进到曝光室进行曝光时,可放置下 框架的工作物。 • r. 曝光中放弃曝光之操作:在曝光中若使框架 强制出来并放弃此次曝光,则可将框架自动/ 手动之切换开关,由自动转为手动,再由手 动转为自动,则可停止中途停止曝光;
鹤山市世运电路科技有限公司
上/下灯开关中止后复归操作,当上/下灯点起 后,若因故而切掉UV灯,须将上/下灯开关复 归后;则需待10分钟再次按下此开关后UV灯才 会开始点灯,且需待点灯完成稳定后才可再次 使用曝光; • t. 曝光能量测试操作于曝光画面,按“能量测试” 即可不吸真空作量测之功能,续之按框架前 进键,即可进行上下框交替测试。
鹤山市世运电路科技有限公司
• 开机程序: 将所有的操作都完成而欲关机,请按主 画面关机键,约过10分钟后自动停机,再 行关掉总电源开关以保护灯管之寿命。
金手指工艺

用2~5ASF电流假镀
根据分析结果补充 光剂
Ellington (Guang Dong) Electronics Technology Co., Ltd
药水中有未溶碳酸镍
金面粗糙
镍缸PH偏高 电流过大 镍金属离子偏高
加强过滤;添加药 水时,应加在阳极 袋,并挂于槽 中, 缓缓溶解
Ellington (Guang Dong) Electronics Technology Co., Ltd
Ellington金 手 指 工 艺培訓教程
依顿(广东)电子科技有限公司 July. 2002
Ellington (Guang Dong) Electronics Technology Co., Ltd
3.金手指电镀品质要求: a) 金手指外观颜色一致,且具光泽; b) 金手指中间区域不允许上锡; c) 金手指上端绿油上金手指最大不允许超过整个手
指长的 1/6; d) 金手指外观平整无粗糙状; e) 金镍厚度需达到客户要求。
后附:Aztech、INTEL及HP品质标准。
Ellington (Guang Dong) Electronics Technology Co., Ltd
b) 针孔:金面上出现微细小孔,但最底层金属并 未穿透及暴露;
Ellington (Guang Dong) Electronics Technology Co., Ltd
c) 粗糙:不平滑,有凹凸地方;
Ellington (Guang Dong) Electronics Technology Co., Ltd
Ellington (Guang Dong) Electronics Technology Co., Ltd
DIP制程基础知识培训教材

DIP制程基础知识培训教材DIP培训项目:一、手插件的原则与标准二、电子元件的单位及换算关系三、电子元件的识别四、电子元件的插件标准五、插装零件成型作业要求六、插件/补焊/后焊的作业要求七、无铅/恒温烙铁使用与管理名次解释:DIP:dual in-line package 双内线包装(泛指手插件) 一、DIP Manual Assembly Rule 1.双手并用:需左右手交替作业.如预备动作:当左手插件,右手要做好插件准备(极性识别),可以随时将零件插入,反之亦然,尽量缩短等待的间.2.插件顺序原则: A、零件由小至大插件(可防止大零件挡手). B、水平方向由右至左插件(输送带由左至右流线). C、垂直方向由上至下插件(可避免手碰到下方零件)3.外观相同但规格不同之零件,不排在同一站或相邻站.4.含固定脚之零件,需于前3站插件完毕(防止引起跳件).5.有方向性零件之插件原则: A、方向相同之零件排于同一站. B、不同方向之零件不排在同一站.6.PCB 板上无印刷及标识、防呆孔时,将正确插件及零件位置图片作标识.7.同一站内零件种类(盒)以不超过五种为原则(可保持零件盒在正常作业范围内).8.零件盒摆放位置顺序需与双手动作顺序相符. 9.分开作业:左右手的零件要分开,不可右手抓左边零件槽的零件、左手抓右边的零件. 10.排站时,以一人插6-8 颗零件时,效率最佳. 最大工作区域装配点最佳工作区域作业员插件标准作业范围:最佳工作范围:以肩算起水平180 度47.4CM. 正常工作范围:以肩算起水平180 度57.0CM. 最大工作范围:以肩算起水平180 度72.9CM.二、生产中所用电子元件的单位及换算关系电阻:1Mohm=103Kohm=106oh电容:1F=106μF=109nF=1012PF 电感:1H=103mH=106μH 电压:1KV=103V=106mV 电流:1A=103mA=106μA 频率:1MHz=103KHz=106Hz 三、色环电阻中颜色与数值的对应关系黑0 100 棕 1 101 ±1% 红 2 102 ±2% 橙 3 103 黄 4 104 绿 5 105 兰 6 106 紫7 1 07 灰8 108 白9 109 金银有效值倍率误差10-1 ±5%10-2 ±10%±0.5% ±0.2% ±0.1%1.当为四环电阻时前二环为有效数字,第三环为倍乘数,第四环为误差,且误差只有金银两种。
金手指检查基准书

金手指检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范金手指的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于金手指检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行金手指检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:尺寸、外观、结构以本公司品质部样品为准。
7.0抽样方案与判定标准
外观检验抽样方案按GB/T2828.1-2013标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL:致命缺陷(CR)=0 重缺陷(MA)=0.65 轻缺陷(MI)=1.5。
尺寸及其他特性测试5-10PCS,0收1退。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
SMT工艺培训教材

元 件
元件尺寸 (㎜)
对 应
料架可搭载数量 8㎜
力 调整料架送料间距
50×50×0.3~510×460×4
0603~□24(厚 6.5)
0603~100×90(厚21)
216 (双・F)/108 (12/16 ㎜)
可调整送料间距
设备尺寸(含Feeder) W 2,350mm×D 2,670mm×H 1,430mm
△T<3℃
Sock Area,对于高 密度,大尺寸PCB焊 接时较重要
Peak:235-245 ℃ Over 220 ℃:30-60s
温度Profile会因产品的不同作相应的调整(在锡膏的推荐规格内)
15
焊接后检查—X-RAY
BGA / CSP类元件的检查
检查原理: 1. 通过高压产生电子束; 2. 电子束通过真空管加
14.024.5
(%) 70 60-165
(℃) 400 150自 易然 熄来自优优单位
PI
PET
耐强酸性
良
良
吸水性
(1%)
2.7
<0.8
介电常数 介质损耗因
数 耐电压
体积电阻率
(1kMz) (1kMz)
3.0 0.0021
3.2 0.005
(kV/m m)
(Ωcm)
275
5×10^1 7
300 10^18
编写:LCD-PE部 日期:MAY,24。2005
SMT工艺流程简介(FPCA)
取放FPC 至 烘烤托盘
烘烤
贴附
前段:制造组装
解冻锡膏
印刷锡膏
AOI检查
装料/对 料
元件贴片
炉前检查
PCB制造流程金手指及工艺说明培训讲学

精品文档)表面处理等,金手指喷锡,制造流程及说明PCB(外观检查,防焊更新日期:2007-6-11 15:32:03 作者: 来源: 4644前言11.1一般pcb制作会在两个步骤完成后做全检的作业:一是线路完成(内层与外层)后二是成品,本章针对线路完成后的检查来介绍.11.2检查方式11.2.1电测11.2.2目检以放大镜附圆形灯管来检视线路品质以及对位准确度,若是外层尚须检视孔及镀层品质,通常会在备有10倍目镜做进一步确认,这是很传统的作业模式,所以人力的须求相当大.但目前高密度设计的板子几乎无法在用肉眼检查,所以下面所介绍的AOI 会被大量的使用.11.2.3 AOI-Automated optical Inspection 自动光学检验因线路密度逐渐的提高,要求规格也愈趋严苛,因此目视加上放大灯镜已不足以过滤所有的缺点,因而有AOI的应用。
11.2.3.1应用范围A. 板子型态-信号层,电源层,钻孔后(即内外层皆可).-底片,干膜,铜层.(工作片, 干膜显像后,线路完成后)B. 目前AOI的应用大部分还集中在内层线路完成后的检测,但更大的一个取代人力的制程是绿漆后已作焊垫表面加工(surface finish) 的板子.尤其如BGA,板尺寸小,线又细,数量大,单人力的须求就非常惊人.可是应用于这领域者仍有待技术上的突破.11.2.3.2 原理一般业界所使用的自动光学检验CCD及Laser两种;前者主要是利用卤素灯通光线,针对板面未黑化的铜面,利用其反光效果,进行断、短路或碟陷的判读。
应用于黑化前的内层或线漆前的外层。
后者Laser AOI主要是针对板面的基材部份,利用对基材(成铜面)反射后产荧光(Fluorescences)在强弱上精品文档.精品文档的不同,而加以判读。
早期的Laser AOI对双功能所产生的荧光不很强,常需加入少许荧光剂以增强其效果,减少错误警讯当基板薄于6mil时,雷射光常会穿透板材到达板子对另一面的铜线带来误判。
PCB_金手指和沉镀金工艺详解

机理—阴极:Ni2++2eNi 阳极: Ni-2eNi2+
VIASYSTEMS ASIA
化学镍金
1.2 无电镍 A、一般无电镍分为“置换式”与“自我催化式”,其配
方极多,但不论何者仍以高温镀层品质较佳。 B、镍盐为硫酸镍。
VIASYSTEMS ASIA
化学镍金
1.2 无电镍
C、还原剂有次磷酸盐类(Hypophosphite)/甲醛( Formaldehyde)/氨(Hydrazine)/硼氩化合物( Borohydride)/硼氢化合物(Amine Borane)。
VIASYSTEMS ASIA
化学镍金
主要反应为: [H2PO2]- +H2O→H+ + [HPO3]2- +2H(Cat)------------(1) Ni2+ + 2H(Cat) →Ni + 2H+-------------------------------(2) [H2PO2]- + H(Cat) → H2O +OH- + P-------------------(3) [H2PO2]- + H2O → H+ + [HPO3]2- +H2-----------------(4)
VIASYSTEMS ASIA
Gold Finger - 金手指
B、镀金 1.高电流区烧焦 原因:金浓度不够;比重太低;搅拌不够;镀金液被镍铜污染。
SMT工艺中金手指上锡的分析和避免方法

SMT工艺中金手指上锡的分析和避免方法在SMT业界中,有生产过金手指产品的工场,或许都碰到过金手指沾锡的问题。
由于沾锡的金手指会影响产品的电气连接性能,所以对于沾锡不良都有着严格的要求,同时在对沾锡金手指的返修时,要求有熟练的技巧和昂贵的成本。
基于以上的原因,工厂都严格的控制着生产工艺以减少并杜绝金手指沾锡的情况。
本篇我们就以接受过松下CSE诊断咨询服务的一家客户(以下简称X工厂)的实际案例,来说明可能导致金手指沾锡的工位和正确的作业方法来避免金手指沾锡。
锡膏扩散实验目前X工厂内金手指产品的基板供应商有两家,A厂商提供的基板,沾锡不良率在1%-1.5%之间,B厂商提供的基板,沾锡不良率在0.5%左右,两种基板使用相同的工艺和流程。
我们已A厂商提供的基板进行改善实验。
首先了解一下X工厂金手指产品的工艺流程X工厂对于金手指沾锡接受的判定标准为:金手指长度的上下1/5区域的沾锡直径小于0.3mm以内,中间3/5区域沾锡直径小于0.1mm为可接受范围根据X工厂对于沾锡可接受的要求,我们先来进行一个实验,来了解当金手指沾到多少颗锡珠的时,过炉会超出接受标准。
我们选择锡膏的直径是目前市场上普遍选用的20—38µm,首先沾一颗锡粉颗粒(35µm直径),过炉后扩散的直径为280µm,按照检验标准,当沾锡部位在金手指上下1/5区域内为可接受范围,中间3/5区域判定为不合格。
我们再实验,当沾有两颗锡珠时(82µm直径),过炉后扩散的直径为383µm。
通过以上的实验得知,需要杜绝金手指与锡膏的接触,因为只要有一颗锡粉颗粒沾到金手指上,就可能会导致超出标准,别判为不合格品。
作业和设备分析、改善提案接下来我们就对X工场内金手指容易沾到锡的人员作业、印刷工位进行分析,并提出正确的作业方式。
课题一:人员贴金手指胶带作业和环境的影响分析:X工厂生产前首先是由产线的作业人员(非印刷站作业人员)从仓库领取真空包装的PCB板后,在SMT车间的办公区域进行贴金手指胶带,然后投入至产线生产。
针车技能培训教材
•不做
•针车时交头接耳 •把吃喝的东西放在台面上 •使用机器时放松警惕 •忽视安全法规,忽视公司规定 •在禁烟区吸烟 •随意离开岗位 •在工作区打闹,拿工具当武器 •手指去压皮料 •私自拆除马达弹簧、护针器、天 平护板、皮带轮安全挡板 •站在不稳的地方够触东西 •不妥当开机器时需关闭电源。 2、上针、穿面线、换底线时也需关闭电源 3、手指与车针、压轮保持至少5MM的距离 4、车物料时眼睛注意看车针及物料,切不可东张西 望。 5、头发须绑起来,以免头发卷进皮带。 6、不能用赤脚踩踏板,以免触电。 7、头与天平保持至少5CM的距离。 8、挑线时剪刀不能对向自己,以免刺伤。
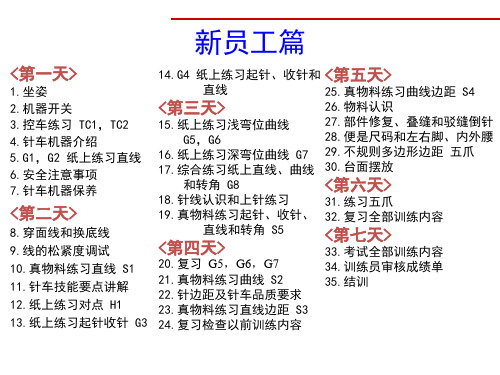
<第七天>
33.考试全部训练内容 34.训练员审核成绩单 35.结训
第一天
目标:认识针车机器及其基本保养,以正确的坐姿和安 全的操作方法,使用踏板控制车速,并培养学员对 针车的兴趣。 内容 课时
训练课程安排及规定 坐姿练习和机器开关 控车练习:TC1、TC2 针车机器介绍 纸上练习直线 G1、G2 安全注意事项 针车机器保养
穿面线/卷底线 练习
穿面线: ① 过线架 ② 线柱 ③ 四孔线挂 ④ 勾线弹簧
⑤ 天平
卷底线:线架
⑥ 线挂
卷线器调整器
⑦ 从长线槽方向穿入针眼
把底线往外卷三至五圈 底线轮推近皮带
往内卷三圈 ⑤ ③ ⑥ ⑦
剪掉线头 ②
④
①
上底线 练习
上底线: ① 打开大釜盖和梭轴头、取出空梭壳 的线芯 ② 卷好
③ 把线芯装进梭壳、按顺时针方向把线拉 ④ 把梭壳装入旋梭内 拉长底线
G2练习
练习方式:从start处开始,在印线上车直线,同方向起针,不 考虑起针和收针 时间标准:36秒 品质标准:针孔要车在线上,否则该条线为不良 (1次车5条线允许1条线不良) 连续4次在标准时间内完成标准品质者此练习及格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MAS
金手指工序工艺培训教材
编写: 日期: 编写 王炼根 日期:2010-12-07 审核: 日期: 审核: 日期: 教材编号: 教材编号: 版本: 版本:01
TTM Confidential
内容
• • • • • • • 1. 工艺原理 2. 主要物料及用途 3. 操作及设备要求 4. 影响产品品质的因素 5. 产品接受标准 6. 缺陷案例分析 7.其他
10 TTM Confidential
5.产品接受标准 5.产品接受标准
11 TTM Confidential
6.缺陷案例分析 6.缺陷案例分析
• 金手指线产品今年在客户未出现投诉!
12 TTM Confidential
7.其他 7.其他
• 金手指工序新员工必须先进行相关SOP和现场实际操作的 培训; • 相关SOP培训后必须经试卷考核; • 实际操作:由工序领班负责对新员工进行实际操作培训 和考核; • 员工经试卷和实际操作考核综合评分合格后才能独立进 行操作。
5 TTM Confidential
备注
3.操作及设备要求 3.操作及设备要求
公司目前使用的是保德PT-J-I型金手指线
6 TTM Confidential
3.操作及设备要求 3.操作及设备要求
设备要求:
• 下储存槽须使用聚丙烯耐酸碱材料,上槽须使用透明PVC耐酸碱材料, 取材性质稳定,不会轻易变形,整机架构须使用304不锈钢材质;
备注
结合 力
首片及 使用工 生产板 具:3M一片 610胶带
金、 镍镀 层厚 度
符合 客户 规格
首片及 生产板 一片
使用工 选择需测量PAD,选择测试程序; 具:X将选择的PAD对准红外点,点击 Ray测量 “小眼睛”聚焦对准,点击测量, 仪 记录显示的平均值。
9 TTM Confidential
5.产品接受标准 5.产品接受标准
4 TTM Confidential
2.主要物料及用途 2.主要物料及用途
公司目前使用麦德美公司镍药液和优美科公司金药液,主要物料如下:
槽别 微蚀 镍活化槽 名称 H 2 SO 4 SPS 氨基磺酸 113403 Nickel SNR-24 氯化镍 硼酸 镍光剂 60075 镍槽 补充剂60073 118143 NPA 氨基磺酸镍 镍角 金活化槽 柠檬酸 Auruna8100 开缸剂 导电盐C 金槽 Auruna8100 补充剂 Auruna密度调节盐1号 金盐[KAu(CN) 2 ] 供应商 / / 西陇化工 麦德美 西陇化工 西陇化工 麦德美 麦德美 麦德美 西陇化工 / 西陇化工 优美科 优美科 优美科 优美科 苏大特药 单位 / / kg L Kg Kg L L L kg kg kg L kg L kg g 千尺消耗 0.5 2 1.5 1 0.075 0.15 / 0.05 0.01 0.1 0.15 0.3 0 0 0.1 / 65 作用 微蚀液 保护镍槽不被微蚀液污染 提供镍层金属镍 可保证镍阳极的正常溶解 缓冲PH值 改善镀液的阴极极化、降低镀层的内应力、获得 均匀细致并具有半光亮的镀层 吸附在阴极表面,降低界面张力。提高镀液分散 能力。使气泡容易离开阴极表面,避免针孔发生 提供镍层金属镍 提供镍层金属镍 保护金槽不会被镍槽药液污染 改善镀液的阴极极化、降低镀层的内应力、获得 均匀细致并具有半光亮的镀层 增加比重,提高金槽电流效率 调整PH值及金属钴含量 调整镀液比重 提供镀层金金属
1.工艺原理 1.工艺原理
金手指全流程图 镀金手指大流程图: 镀金手指大流程图: 来料→贴蓝胶带→开窗→Pumice→镀金手指→撕胶带→清洗 (FQC金面清洗线) 镀金手指小流程图: 镀金手指小流程图: 水洗→水洗→微蚀→水洗→镍前活化槽→水洗→镍槽镀镍→ 水洗→金活化槽→水洗→金槽镀→回收→水洗→水洗→撕胶 带→GC线清洗→收料
13 TTM Confidential
Thank You!
14 TTM Confidential
备注
Cu>8g/L或次/周
温度30-40℃
进水流量 氨基磺酸 进水流量 Ni(NH 2 SO3 ) 2 金属镍 NiCl 2
1次/班 5KFt 2 或 次/周 1次/班
镍槽
3010B H 3 BO 3 PH值
/
温度50-60℃
水洗 金活化槽 水洗
进水流量 柠檬酸 进水流量 Au
+
1次/班 5KFt 2 或次/周 1次/班
2 TTM Confidential
1.工艺原理 1.工艺原理
金手指原理:
以待镀金手指板为阴极,镍槽钛阳极/金槽白金钛网阳极,电镀液为媒介,形成电镀 通路,施加一个额定直流电流,使制板铜与镀液金属离子间进行镍铜/镍金电子转移 交换,达到制板电镀镍金保护层之目的!
3 TTM Confidential
设备保养及操作要求:
• 拉出金槽工作槽和镍槽工作槽检查流量是否充分(视有药液从内槽上端 溢出为合格); • 检查金槽、镍槽喷管有无杂物堵塞,如果堵塞立即清洗; • 检查各槽之间的胶刮有无破损,更换损坏部分。 • A)周保养(每周一次):更换镍槽及金槽内之滤芯;清洗并更换活化槽; 清洗镍角、钛网及钛篮(用5%-10%盐酸浸泡2H后用毛刷刷洗干净,去除 表面结晶物、杂质);补充镍角(标准:0.15kg/kft2);检查水洗槽 喷嘴及各槽胶刮之损坏程度,更换损坏部分;清洗镍槽及金槽之喷管; 将将镍槽内之DUMMY CELL拆出,用10%硝酸蚀去阳极上的杂质,清洗后装 回机上;清洗滤网;拆下电刷,清理松脱、折断的铜丝,检查电刷接触 是否良好;打捞各贮液槽内的漂浮杂物,更换自来水总进水滤芯。 • B)大保养(每月一次):检查金槽内的白金钛网之损坏程度;检查运输带 之压力及更换损坏之部分;
检查频率 4H/次 即时 4H/次 4H/次 次/班 次/班 1次/班 4H/次 1次/班 4H/次 3次/周 3次/周 3次/周 3次/周 1次/班 4H/次 1次/班 4H/次 1次/班 1次/周 1次/周 1次/周 1次/班 1次/周 4H/次 4H/次 4H/次 即时
更换频率 / / 1次/班 1次/班
Co 金槽 Cu Ni
2+ 2+
/
温度52-58℃
PH值 比重 金回收 水洗 水洗 下板 / 进水流量次/班 1次/班 /
8 TTM Confidential
5.产品接受标准 5.产品接受标准
检查 项目 允收 标准
镀层 不可 脱落
检验 频率
检验工 具
方法
将胶带紧贴测试部位,胶带至少 需要贴50mm,并用手压平避免气 泡的产生,1分钟内,将胶带垂直拉 起,观察胶带表面是否有防焊/金 镍粘附
控制范围 0.2-0.8m/min / 3-5L/min 3-5L/min 3%(2-4%) 40-60g/L <8g/L 3-5L/min 50g/L(40-60) 3-5L/min 150g/L 10g/L(5-15) 30mL/L(25-35) 30g/L(25-35) 4.2 3-5L/min 5.0%(4 -6) 3-5L/min 5.0g/L 500ppm(450-550) <100ppm <500ppm 4.1-4.7 1.12(1.10-1.14) / 3-5L/min 3-5L/min /
7 TTM Confidential
4.影响产品品质的因素 4.影响产品品质的因素
药水槽号 / 上板 水洗 水洗 控制项目 生产速度 不叠板,不留空隙 进水流量 进水流量 H 2 SO 4 微蚀 SPS Cu 水洗 镍前活化 水洗
2+
工艺范围 0.4m/min / 3-5L/min 3-5L/min 2%-4% 40-60g/L <10g/L 3-5L/min 40-60g/L 3-5L/min 130-170g/L 5-15g/L 25-35mL/L 25-35g/L 3.8-4.4 3-5L/min 4-6% 3-5L/min 4.5-5.5g/L 400-600ppm <100ppm <500ppm 4.1-4.7 1.09-1.16 / 3-5L/min 3-5L/min /