质量控制图在实验室质量控制中应用技术
如何做实验室内部质量控制和外部质量控制
如何做实验室内部质量控制和外部质量控制1、实验室内质量控制实验室内质量控制能反映分析质量是否稳定,是质量控制的基础和核心。
内部质控应尽量覆盖到每-位检测人员、每-台检测设备和每-类检测项目。
同时,应对薄弱环节特别关注,如客户投诉项目、新项目、无法溯源的仪器设备、新进人员、标准变更的项目、非标方法和非常规检测项目等。
实验室常用的内部质控方法包括质量控制图法、空白分析、平行样分析、加标样分析、标准物质或质控样对比分析、比对分析和分析一个物品不同特性结果的相关性等。
1.1、质量控制图法质量控制图是对检测过程的质量加以测量、记录并进行极值管理的一种用统计方法设计的图,可用于观察分析连续测定所得到的数据。
编制质量控制图的基本假设是检测结果在受控的条件下具有-定的精密度和准确度,且按正态分布。
质控图上有中心线、上、下警告线和上、下控制线,并有按检测顺序抽取的样本统计值的描点序列,参见图1。
饮用水检测中常用的质量控制图有均值-标准差控制图、均值-极差控制图、加标回收控制图和空白值控制图等。
其应用根据以下原则进行评判:当数据点位于警告线之间,表明检测过程处于可控状态,分析结果有效。
当数据点超出警告线,但在控制线之间,表明检测过程出现问题,可能会导致质量失控,应马上采取应对措施。
当数据点超出控制线,表明检测过程已经失控,应立即采取纠正措施,同时样品重新检测。
当数据点在可控范围之内,但是连续7点落在中心线-侧则表明存在系统误差;连续7点递增或递减则表明出现了异常,都应立即中止实验,查明原因,并重新制作质量控制图。
质量控制图的基础数据有时会因为检测技术改变或原始数据变化等原因出现误差导致需要调整,甚至重新绘制控制图。
因此,在质量控制图的绘制和应用等环节需要做好复核工作。
通常包括:在质量控制图绘制完成后,将采集到的基本数据标注在控制图内,其在可控范围内的数据应不少于50%。
否则就表明此控制图不可靠,需要重新绘制。
其次,即使控制图可以正常使用,也应按照测定值的分布趋势,对控制图的数据进行复核。
MSA在实验室质量控制中的角色

MSA在实验室质量控制中的角色1. 背景实验室质量控制在各个行业中具有重要的意义,其目的是确保实验室测试数据的准确性和可靠性。
为了实现高质量的实验室测试,并提高测试结果的精确性,可用性和可靠性,实验室需要使用合适的质量控制工具和技术。
在这个过程中,MSA (Measurement System Analysis)起到了至关重要的作用。
2. MSA简介MSA是一种通过分析测量系统的效果和准确性来评估其可靠性和稳定性的方法。
通过MSA工具,实验室能够评估并优化测量系统,包括仪器,测量操作人员和环境因素。
MSA可以帮助实验室准确地评估测试结果的误差来源,并采取相应的控制措施来保证测试数据的准确性。
3. MSA在实验室质量控制中的作用1)提供量具可靠性评估: MSA可帮助实验室评估量具的准确性、重现性和稳定性,确保测试数据的可靠性。
2)排除误差来源: MSA可以帮助实验室确定测试数据中的误差来源,如仪器、操作人员或环境等,从而采取相应的控制措施。
3)持续改进:通过定期进行MSA分析,实验室可以不断优化测量系统,提高测试结果的精确性和可靠性。
4)满足质量要求:实验室在质量控制方面使用MSA,可以更好地满足客户和标准的质量要求。
4. MSA常用的方法1)Gage R&R分析:通过Gage R&R分析,可以评估量具的重现性和再现性,帮助实验室确定测试系统的可靠性。
2)方差分析:方差分析可以用于评估不同因素对测量系统稳定性和可靠性的影响。
3)统计控制图:统计控制图可以帮助实验室监控测量系统的性能,并及时发现异常值和变化。
5. 结论在实验室质量控制中,MSA是一个非常重要的工具和方法。
通过使用MSA,实验室可以评估和改进测量系统,提高测试结果的准确性和可靠性,满足客户和标准的质量要求。
因此,实验室需要重视MSA在质量控制中的作用,不断优化测量系统,保证测试数据的准确性和可靠性。
实验室质量控制方法—-质控图的应用

实验室质量控制方法—-质控图的应用摘要通过使用质量控制图来对实验室的监测工作实施质量控制,保证日常质量监测工作的成果正确可靠性,同时为实验室的工作人员的比对检测、期间核查等分析工作的质量管理活动提供了成果评价的重要依据,是在实验室中日正常检测中有效的质控方式。
关键字质量控制图;绘制;应用分析质量控制图,最早于20世纪40年代初就用于实验室的质量控制工作中,它的研究理论基础为数理统计学中的统计学与质量检验理论知识。
该图主要作用是对各类实验中所得到的数据和成果进行监测,并对实验的有效质量展开针对性监控。
从实际的使用效果而言,质量控制图具有简洁、简单、简明的特点,能够快速及时准确反应实验中分析误差的各类变化及变化趋势,从而“提醒”实验人员采取正确措施进行处理。
正因质控图既能够有效保障日常实验过程的质量监测工作的成果正确和可靠性,又能为科研人员提供实验结果比对检测、过程核查等科研活动提供成果评价的重要依据,目前已经是我国实验室中的主流质控措施方法之一。
此外,在中国合格评定国家认可委员会中发布的《CNAS-CL01:2018检测和校准实验室能力认可准则》和《CNAS-CL01-A002:2018检测和校准实验室能力认可准则在化学检测领域的应用说明》里明确规定了试验室应该监控结果有效性的程序以及实验室人员对于测试结果有效性进行监控,可以通过制作质量控制图进行核查和监控,来对实验室的检测有效准确进行保证。
1质量控制图的绘制和判断1.1质量控制图的类型实验室中最常使用的控制图表大致有两类,即是X-图(单值图或均值图)和R-图(极差图)。
当是利用标准物质、样品的空白值、回收率和某一固定浓度标准物质的数值进行监控时,可以采用制作X-图。
X-图是用来监控控制值的系统效果和随机效应。
但X-图的不足之处是难以区分批间与批间的精密度。
当是利用双样或多个样重复分析数值时,则采用制作R-图(极差(R))。
R-图是用来监控重复性问题。
化学分析实验室利用控制图进行内部质量控制
化学分析实验室利用控制图进行内部质量控制控制图是一种统计工具,通过图形化方法对实验室中的质量数据进行监控和分析,以便及时识别和解决质量问题。
在化学分析实验室中,控制图可以用于监控实验中各项指标的稳定性和一致性,从而保证实验结果的准确性和可靠性。
控制图主要包括X控制图和R控制图两种。
X控制图用于监控实验结果的中心线变动情况,R控制图用于监控实验结果的离散程度。
这两种控制图可以帮助实验室管理者及时发现并修正实验过程中出现的问题,保证实验结果的稳定和可控。
在建立控制图之前,需要确定合适的控制限(Upper Control Limit, UCL和Lower Control Limit, LCL),用于标志实验结果的正常变化范围。
一般情况下,控制限的计算方式为:UCL = X̄ + kσ,LCL = X̄ - kσ,其中X̄为实验结果的平均值,σ为实验结果的标准差,k为常数,常用的k值为2或3。
当实验结果在控制限范围内时,说明实验过程稳定,质量可控。
当实验结果超出控制限范围时,需要开展进一步的分析和调查,找出导致异常的原因,并采取相应的措施进行改进。
检查实验设备是否正常运行,检查试剂的质量是否满足要求,或者检查操作者是否存在不当操作等。
除了控制限之外,控制图还包括一条中心线,表示实验结果的平均水平。
当实验结果不断出现偏离中心线的趋势时,需要引起注意,并考虑是否有系统性的问题需要解决。
控制图的建立需要收集一定量的实验数据,建立数据集合,并进行统计分析。
对于常规的化学分析实验,例如pH值、溶解度、含量的测定等,可以每天进行多次重复实验,然后将实验结果记录下来,建立控制图进行监控。
对于一些不易重复的实验,例如近红外光谱或者质谱分析,可以根据实验结果的稳定性和一致性进行抽样监控,每次实验都记录实验结果,并按照一定的时间周期进行统计和分析。
除了建立控制图之外,还需要建立相应的纪录和记录系统,将实验结果、异常情况以及解决措施进行记录,便于后期分析和追踪。
控制图在实验室质量控制中的应用

一
平 均值控 制 图 ( 图 ) 极 差 控 制 图 ( 图 ) 、 R 和标 准差 控 制 图 ( ) S图 的控 制 中心 线 及 U L L L的计 C 、C 算公 式 见表 1 。
1 ~ 4
表 1
果 核查 标 准是一 台仪 器 , 还 必须 具 有 足 够 的分 辨 它 率 。实验 室应 根据核 查对 象 的参数 、 测量 范 围 、 确 准 度等 级 和重复 性等 选择 核查 标准 。 2 2 建 立过程 参数一 控制极 限 的确定 .
平均值一极差控制 图(
图) 当测量次数多时, , 图) 。
一 鼯 一= s p
式中, 为第 组测量值的算术平均值 ,= ,, . 12 『 3 …m; ; , R 为第 . 组测量值 的极差 ; 1 组测量结 为 7 1 ,
果 的算术 平均 值 ; R为 m 组 极 差 的算 术 平 均值 ; 为 s
m组测量的实验标准差 的统计平 均值 , 即合并样本
控 制 图的 控 制 极 限
上 限
下 限
图 4 标准差控制 图( ) s图
3 控 制 图的 绘 制
每次核 查 对核查 标 准 进 行 次 测 量 , 取 次 测
图可 以判 断 系统效 应 对 测 量 过 程 的影 响是 否 增 大 ;
由极 差控 制 图 ( 标 准 差 控 制 图 ) 可 判 断 随 机 效 或 则 应对 测量 过程 的影 响是 否增 大 。只有 当两个 图中 的 变量 均在 控制 极 限 以内 , 才表 明测 量过 程受 控 。
量 结果 的平 均值 作 为核 查 的结 果 , 般 可 取 =3 一
实验室内部质量控制的技术方法指南
实验室内部质量控制的技术方法指南实验室内部质量控制的技术方法包括采用标准物质监控、人员比对、方法比对、仪器设备比对、留样复测,空白测试、重复测试、回收率试验、校准曲线的核查以及使用质量控制图等。
1 标准物质监控1.1质控过程通常的做法是实验室直接用合适的有证标准物质或内部标准样品作为监控样品,定期或不定期将监控样品以比对样或密码样的形式,与样品检测以相同的流程和方法同时进行,检测室完成后上报检测结果给相关质量控制人员,也可由检测人员自行安排在样品检测时同时插人标准物质,验证检测结果的准确性。
1.2适用范围一般可用于:仪器状态的控制、样品检测过程的控制、实验室内部的仪器比对、人员比对、方法比对以及实验室间比对等。
这种方法的特点是可靠性高,但成本高。
2人员比对2.1质控过程由实验室内部的检测人员在合理的时间段内,对同一样品,使用同一方法,在相同的检测仪器上完成检测任务,比较检测结果的符合程度,判定检测人员操作能力的可比性和稳定性。
实验室进行人员比对,比对项目尽可能检测环节复杂一些,尤其是手动操作步骤多一些。
检测人员之间的操作要相互独立,避免相互之间存在干扰。
通常情况下,实验室在监督频次上对新上岗人员的监督高于正常在岗人员,且在组织人员比对时最好始终以本实验室经验丰富和能力稳定的检测人员所报结果为参考值。
2.2适用范围实验室内部组织的人员比对,主要目的是评价检测人员是否具备上岗或换岗的能力和资格,因此,主要用于考核新进人员、新培训人员的检测技术能力和监督在岗人员的检测技术能力两个方面。
3方法比对3.1质控过程方法比对是不同分析方法之间的比对试验,指同一检测人员对同一样品采用不同的检测方法,检测同一项目,比较测定结果的符合程度,判定其可比性,以验证方法的可靠性。
方法比对的考核对象为检测方法,主要目的是评价不同检测方法的检测结果是否存在显著性差异。
比对时,通常以标准方法所得检测结果作为参考值,用其他检测方法的检测结果与之进行对比,方法之间的检测结果差异应该符合评价要求,否则,即证明非标方法是不适用的,或者需要进一步修改、优化。
质量控制图在实验室质量控制中的应用
JOURNAL OF INSPECTION AND QUARANTINE 检验检疫学刊Vol.30No.32020年第3期第一作者E-mail:**************收稿日期:2020-03-161前言控制质量是保证实验室分析结果质量的重要途径,通过分析结果可以使实验分析人员实现更好的自我控制,让质控内部人员更精准地实施质控整体流程。
质控最根本的目的是对实验中的误差进行控制,使数据在允许范围内,从而确保分析结果的准确性和有效性[1],而质量控制图(简称质控图)是整个质控流程中最重要的质量控制方法,对保证实验室分析结果的可靠性有重要作用。
2质控图的应用2.1绘制质控图首先,计算平均值、标准偏差(S )、上下警告限(±2S )和上下控制限(±3S );其次,在坐标纸上以测定序号为横轴,测定值为纵轴,将中心线(CL)、上下辅助限(±S )、±2S 、±3S 绘制在该坐标系中;之后对标准物质反复进行质控测试,确保每一次测试都能得到精准结果,最终得到质控图的测试积累数据,详见图1。
2.2质控图对实验室的工作质量评价质控图是实验室分析工作质量水平的直接呈现。
获得可靠的质控图后,在实验室测定样品的同质量控制图在实验室质量控制中的应用丁怡1王晓明2(1.辽宁省国家新型原材料基地建设工程中心辽宁沈阳110032;2.辽宁省检验检测认证中心)摘要质量控制图是实验室分析工作质量水平的直接呈现,想要保证分析结果的可靠性,对实验室进行质量控制是必不可少的。
而控制质量的一个重要手段便是绘制质量控制图,通过对所得数据的分析研究,确定质控范围。
为确保分析结果的精密准确性和有效性,需要减少自身因素对绘制过程的影响,对实验中的误差进行控制,最终让质量控制图充分发挥其根本性作用。
关键词质量控制图;实验室;影响因素中图分类号TS207.3The Application of Quality Control Chart in Laboratory Quality ControlDING Yi 1,WANG Xiaoming 2(1.Liaoning Provincial National New Raw Material Base Construction Engineering Center,Shenyang,Liaoning,110032,China;2.Liaoning Provincial Inspection and Testing Certification Center)Abstract :The quality control chart is a direct representation of the quality level of the laboratory analysis work.To ensure the reliability of the analysis results,the quality control of the laboratory is essential.And an important means of quality control is to draw a quality control chart,the quality control scope could be determined by analyzing the datas.In order to ensure the accuracy and effectiveness of the analysis results,it is necessary to reduce the influence of its own factors on the drawing process,control the error in the experiment,and finally let the quality control chart give full play its fundamental role.Key Words :Quality Control Chart;Laboratory;Influencing Factors 图1质控图上控制限下控制限下警告限上警告限上辅助限下辅助限中心线测定顺序·126·2020年第3期Vol.30No.3检验检疫学刊JOURNAL OF INSPECTION AND QUARANTINE时,可以对该标准物质或质量控制样品进行2~3个平行测定,并将测定结果标在质控图上的相应位置。
提升质量控制图在实验室质量检测中的作用的若干思考
提升质量控制图在实验室质量检测中的作用的若干思考在我国的消费品质量研究特别是实验室研究中,质量控制图发挥着重要的作用。
在研究中我们以质量控制图的数据为研究切入点,针对数据采集、控制图绘制、误差研究、数据复核等相关问题开展研究。
以提高质量图在实验室质量检测控制中的作用为研究目的,以最终实现质量检测控制的完成。
标签:质量控制图;实验室;质量检测;作用随着我国社会对于消费品質量重视程度的加强,质检实验室在质量检测中的作用也越来越受到公众群体的重视。
在这种情况下,质量控制图在实验室质量检测中发挥的作用研究的重要性凸显了出来。
质量控制图的工作原理就是质量控制管理人员,在实验中将需要核查的数据标注到有预定控制极限的控制图上。
如果标注数据处在控制极限内,表明质量检测过程处于实验人员的控制状态内,而一旦超出控制极限就是过程失控,试验者应立即采取纠正措施进行管理。
1 做好质量数据收集,确保其真实性和及时性在质量控制图的应用过程中,首先要完成的工作就是控制图原始数据的收集。
控制极限的设置是否科学合理是实际应用中最重要的元素。
数据收集是控制极限设置的基础,其必须注意两项原则,真实性和及时性。
对于产品的质量控制而言,其试验中所产生的原始数据是最为真实可靠的,也是数据采集工作的重点。
在实验数据的采集过程中我们可以采用极限数据采集方法即质量控制实验中的上限数据、下限数据和平均值数据,分别进行采集和分析,视其为控制图上下限和平均值的设定提供真实的参考。
二是市场数据的及时采集。
相对于实验数据而言,质量控制中市场数据的变化是很大的。
这种数据包括了产品生产工艺、质量要求等变化内容。
如我国的服装市场中,新型染色、配饰等技术发展是很快的。
为应对这种变化,质量控制研究者必须做好市场质量数据的监控工作,当质量数据发生变化时及时的进行数据采集,为质量控制图的更新提供帮助。
2 利用均值-极差图优势,确保质量控制的完成在质量控制图的应用过程中,研究者一般采用的是均值-极差图。
化学分析实验室质量控制图的建立和应用
化学分析实验室质量控制图的建立和应用发表时间:2020-09-10T02:22:04.375Z 来源:《防护工程》2020年12期作者:蒋丹丹[导读] 通常为数据的平均值,还包含由统计方法确定的两条控制限,位于中心线的各一侧,称为上控制限(UCL)和下控制限(LCL)。
控制图是用来评价和控制分析质量。
江苏雨松环境修复研究中心有限公司江苏南通 226000摘要:化学分析实验室的内部质量控制是实验室对自己的分析方法和操作程序进行的持续的、严格的评估,CNAS-CL10:2012《检测和校准实验室能力认可准则在化学领域的应用说明》第5.9A)条规定:实验室应建立和实施充分的内部质量控制计划,以确保并证明检测过程受控以及检测结果的准确性和可靠性。
质量控制图是内部质量控制的一种重要工具,是将控制值按照特定顺序绘制在图中,它包含一条中心线(CL),通常为数据的平均值,还包含由统计方法确定的两条控制限,位于中心线的各一侧,称为上控制限(UCL)和下控制限(LCL)。
控制图是用来评价和控制分析质量。
关键词:化学分析;实验室;质量控制;建立;应用1试验部分1.1仪器与试剂PE900Z型石墨炉原子吸收光谱仪。
铅标准储备溶液:1000mg·L-1。
铅标准溶液:将1000mg·L-1铅标准储备溶液用1%(体积分数)硝酸溶液逐级稀释至所需质量浓度。
硝酸为优级纯,试验用水为GB/T6682-2008《分析实验室用水规格和试验方法》规定的一级水。
1.2仪器工作条件石墨炉原子吸收光谱仪配铅元素空心阴极灯,横向加热石墨管,塞曼方式扣背景,自动进样器进样量20μL。
1.3试验方法依据GB/T5750.6-2006《生活饮用水标准检验方法金属指标》进行检测。
以购买的水质铅标准样品(GSB07-1183-2000)作为质控样品,采用石墨炉原子吸收光谱法进行双平行样检测。
2结果与讨论2.1控制图的选择质量控制图采用标准差控制图(S-图)和均值控制图(X-图),单个子组中观测值个数N=2。
CNAS-GL027-2018 化学分析实验室内部质量控制指南 控制图的应用.pdf

CNAS-GL027化学分析实验室内部质量控制指南——控制图的应用Guidance on Internal Quality Control in Chemical Analysis Laboratory——The Application of Control Chart中国合格评定国家认可委员会目次1适用范围 (3)2术语和定义 (3)3控制图的原理 (4)4控制图的类型 (5)4.1X-图 (5)4.2R-图(r%-图) (6)5控制样品的类型 (6)5.1第一类:有证标准物质/标准样品(CRM) (6)5.2第二类:标准溶液、室内样品或室内标准物质/标准样品(RM) (6)5.3第三类:空白样品 (7)5.4第四类:待测(常规)样品 (7)6控制限 (7)6.1X-图的控制限和中位线 (8)6.2R-图或r%-图的控制限和中位线 (8)6.3建立控制限的建议 (8)7控制分析的频度 (9)8控制数据的解释及失控的处置 (10)8.1控制数据的解释 (10)8.2失控的处置 (11)9控制数据的长期评估 (11)9.1评审当前的分析质量 (11)9.2评估控制限的频度 (12)9.3改变控制限 (12)10参考文献 (13)附录A 公式 (14)附录B 表 (16)附录C 示例 (19)前言本文件由中国合格评定国家认可委员会(CNAS)制定,旨在指导化学分析实验室如何根据CNAS-CL01:2018和CNAS-CL01-A002:2018的相关要求在内部质量控制中运用控制图技术。
《CNAS-CL01:2018检测和校准实验室能力认可准则》(ISO/IEC 17025:2017)第7.7条规定:实验室应有监控结果有效性的程序。
记录结果数据的方式应便于发现其发展趋势,如可行,应采用统计技术审查结果。
实验室应对监控进行策划和审查,适当时,监控应包括但不限于以下方式:a) 使用标准物质或质量控制物质;……d) 适用时,使用核查或工作标准,并制作控制图;……实验室应分析监控活动的数据用于控制实验室活动,适用时实施改进。
实验室检测结果的质量控制方法
质量控制是指为达到质量要求所采取的作业技术和活动。
目的在于监视过程并排除导致不合格、不满意的原因以取得准确可靠的数据和结果。
采取合理有效的质量控制手段可监控检测/校准工作过程,预见到可能浮现问题的征兆或者及时发现问题的存在,使实验室可有针对性地采取纠正措施或者预防措施,避免或者减少不符合工作的发生。
因此,如何在日常的检测工作中对检测结果进行有效的监控成为不少实验室急需解决的课题。
实验室检测结果的质量监控可分为外部监控和内部监控。
一是借助外部力量实施实验室间比对验证活动,实验室间的能力验证是一种检测质量的全面的审核工作,它非但包括了对检测人员、设备、环境等的比对,也包括对检测报告、数据处理的验证等,是实验室能力确认的重要方法之一,也是实验室质量控制的重要手段,它有助于实验室检测能力的提高。
二是内部质量监控。
利用内部手段如对盲样检测、留样检测、人员比对、方法比对等验证检测工作的可靠性,具体方法有以下几种:对无标准物质的检测参数如蛋白质、脂肪、灰分等指标并易保存的样品采取留样再检测的方法对检测结果的准确性进行控制,这样非但使检验人员认真对待每一次检验工作,从而提高自身素质和技术水平,也有助于发现检测中存在的问题并得到及时有效地纠正。
(1)按计划定期对有证标准物质进行检测,将检测结果与标准值进行比较,如果检测结果异常应查明原因排除异常因素,使检测体系恢复正常。
(2)通过对标准物质的检测来完成仪器的期间核查,判断仪器是否处于正常状态的校准状态,对经分析发现仪器设备已经浮现较大偏离导致检测结果不可靠时,应按相关规定处理,直到经验正的结果满意时方可投入使用。
(3)利用对标准物质的检测对检验人员进行考核,以查明检验人员是否熟练掌握检验技术,是否能够检出符合要求的准确数据及结果,这也是对检测质量控制的重要手段。
质量控制图是把检验的性能数据与所计算出来的预期的“控制限”进行比较的图,此方法通过统计技术,将指控样用于检测中,对每次的检测数据进行分析,从而得出较为科学的波动范围,通过检测查出异常原因所导致的波动,制定相应措施进而消除异常原因。
化学分析实验室利用控制图进行内部质量控制
化学分析实验室利用控制图进行内部质量控制化学分析实验室中,为了保证测试结果的准确性和可靠性,内部质量控制是必要的。
其中,利用控制图是一种常用的内部质量控制方法,能够直观地反映测试数据的稳定性和偏差情况,及时发现和控制异常情况。
控制图是一种图形化的统计工具,通过对时间序列数据进行绘制,将数据的中心线、上下限线、平均值、标准差等统计参数呈现出来,便于观察测试数据的变化趋势和异常情况。
控制图应用广泛,能够用于物理、化学、计算机科学等多个领域的质量控制。
在化学分析实验室中,通常应用的是Shewhart控制图和Cusum控制图两种。
Shewhart控制图是一种基本的控制图,用于监测数据的随机变异(如测量误差、机器故障等)。
Shewhart控制图常用的是X-bar图和R图。
X-bar图用于监测数据的中心线移动情况,R图用于监测数据的变异情况。
Cusum控制图是一种序贯控制图,用于监测数据的漂移变异(如仪器小幅变化、试剂变化等)。
Cusum控制图常用的是乘法Cusum控制图。
在实际应用中,控制图应考虑以下因素:1.选择指标:在进行内部质量控制时,首先应选择具有代表性和稳定性的指标。
2.确定控制限:应根据历史数据确定控制限(中心线和上下限),一般采用3σ法则。
中心线为过去数据平均值,上下限分别为平均值加减3倍标准差。
3.统计分析:对测试数据按照一定时间间隔进行整理,绘制出控制图,并对控制图进行分析。
4.对异常情况的处理:当测试数据出现异常时,应及时分析原因并进行处理,保证测试数据的准确性和可靠性。
1.便于即时监测数据的变化趋势和异常情况,及时发现问题。
2.能够定量评估数据的偏差程度,减少人为判断带来的差异。
3.能够正常反映测试数据的稳定性和变异性,为改进实验方法和提高测试质量提供参考。
4.能够有效优化实验工作流程,减少试剂和时间的浪费。
在进行内部质量控制时,化学分析实验室应根据具体情况选择合适的控制图,并结合实际情况对其进行优化和改进。
CNAS-GL027-2018 化学分析实验室内部质量控制指南 控制图的应用.pdf
CNAS-GL027化学分析实验室内部质量控制指南——控制图的应用Guidance on Internal Quality Control in Chemical Analysis Laboratory——The Application of Control Chart中国合格评定国家认可委员会目次1适用范围 (3)2术语和定义 (3)3控制图的原理 (4)4控制图的类型 (5)4.1X-图 (5)4.2R-图(r%-图) (6)5控制样品的类型 (6)5.1第一类:有证标准物质/标准样品(CRM) (6)5.2第二类:标准溶液、室内样品或室内标准物质/标准样品(RM) (6)5.3第三类:空白样品 (7)5.4第四类:待测(常规)样品 (7)6控制限 (7)6.1X-图的控制限和中位线 (8)6.2R-图或r%-图的控制限和中位线 (8)6.3建立控制限的建议 (8)7控制分析的频度 (9)8控制数据的解释及失控的处置 (10)8.1控制数据的解释 (10)8.2失控的处置 (11)9控制数据的长期评估 (11)9.1评审当前的分析质量 (11)9.2评估控制限的频度 (12)9.3改变控制限 (12)10参考文献 (13)附录A 公式 (14)附录B 表 (16)附录C 示例 (19)前言本文件由中国合格评定国家认可委员会(CNAS)制定,旨在指导化学分析实验室如何根据CNAS-CL01:2018和CNAS-CL01-A002:2018的相关要求在内部质量控制中运用控制图技术。
《CNAS-CL01:2018检测和校准实验室能力认可准则》(ISO/IEC 17025:2017)第7.7条规定:实验室应有监控结果有效性的程序。
记录结果数据的方式应便于发现其发展趋势,如可行,应采用统计技术审查结果。
实验室应对监控进行策划和审查,适当时,监控应包括但不限于以下方式:a) 使用标准物质或质量控制物质;……d) 适用时,使用核查或工作标准,并制作控制图;……实验室应分析监控活动的数据用于控制实验室活动,适用时实施改进。
质量控制中的数据分析和应用技术
质量控制中的数据分析和应用技术在质量控制中,数据分析和应用技术起着至关重要的作用。
通过对数据进行深入分析,可以帮助企业快速发现问题,找出原因,并及时采取有效措施进行改进。
下面将从不同的角度展开讨论数据分析和应用技术在质量控制中的作用。
一、数据采集在质量控制中,首先需要对数据进行采集。
数据的准确性和完整性直接影响到分析结果的可靠性。
因此,企业应建立完善的数据采集系统,确保数据的来源清晰可靠,以便后续的数据分析工作顺利进行。
二、数据清洗采集到的数据可能存在错误、缺失等问题,需要进行数据清洗。
通过数据清洗技术,可以去除重复数据、处理异常数据,确保数据的质量。
只有经过清洗的数据才能为后续的数据分析提供可靠的基础。
三、数据挖掘数据挖掘是利用统计学和机器学习等技术来发现数据中隐藏的模式和关联。
在质量控制中,通过数据挖掘技术可以识别出不合格产品的潜在原因,帮助企业及时进行调整和改进,提高产品质量。
四、统计分析统计分析是质量控制中常用的技术之一。
通过对数据进行统计分析,可以得出产品质量的变化趋势、异常情况等信息,帮助企业制定适当的质量控制措施,保证产品质量稳定。
五、质量管理工具质量管理工具是在数据分析中常用的辅助工具,如查特图、控制图等。
这些工具可以直观地展示数据的变化情况,帮助企业监控和控制产品质量,及时发现异常情况并制定相应的处理方案。
六、六西格玛六西格玛是一种通过数据驱动的质量管理方法,旨在降低产品质量问题的发生率。
通过六西格玄方法,企业可以利用数据分析技术识别出影响产品质量的关键因素,并采取相应的改进措施,提高产品质量水平。
七、质量风险评估质量风险评估是指通过对产品质量的数据进行分析,评估产品出现质量问题的可能性和影响程度。
通过对风险的评估,企业可以有针对性地制定质量控制策略,降低质量风险带来的损失。
八、质量警示系统质量警示系统是一种根据实时数据监控产品质量状态并及时发出预警的系统。
通过建立质量警示系统,企业可以在质量问题发生之前就采取措施,避免影响产品质量和客户满意度。
常用质量控制图的种类与应用
检测质量控制图1 质量控制样的测量及参数计算l.1 质量控制样的选用原则和要求l.1.1 质量控制样的选用原则(1)质量控制样的组成应尽量与所要分析的待测样品相似。
(2)质量控制样中待测参数应尽量与待测样品相近。
(3)如待测样品中待测参数值波动不大,则可采用一个位于其间的中等参数值的质量控制样,否则,应根据参数幅度采用两种以上参数水平的质量控制样。
l.1.2 对质量控制样的要求(1)测量方法与待测样品相同。
(2)与待测样品同时进行测量。
(3)每次至少平行测量两次,测量结果的相对偏差不得大于标准测量方法中所规定的相对标准偏差(变异系数)的两倍,否则应重做。
(4)为建立质量控制图,至少需要积累质量控制样重复实验的20个数据,此项重复测量应在短期内陆续进行,例如每天测量平行质量控制样一次,而不应将20个重复实验的测量同时进行,一次完成。
(5)如果各次测量的时间隔较长,在此期间可能由于气温波动较大而影响测定结果,必要时可对质量控制样的测定值进行温度校正。
1.2测量数值的积累及参数的计算l.2.1 测量数值的积累当质量控制样的测量数据积累至20个以上时,即可按下列公式计算出总均值X、标准偏差s(此值不得大于标准测量方法中规定的相应参数水平的标准偏差值)、平均极差(或差距)R 等。
式中,X i和X为平行测量控制样的测量值和平均值。
l.2.2 质量控制图的参数的计算各种类型的质量控制图的基本参数计算公式列入表1。
表中给出的是3σ控制限的计算公式,有时用2σ控制限,因此使用时应注意二者的换算。
表1 质量控制图的参数计算公式控制图类型中心线3σ控制限平均值±A 1或±A 2标准偏差B 2(下)和B 4(上)极差 D 3(下)和D 4(上)当样本大小相同时,即各组由相同数目的观测值构成时,系数A l ,A 2;B 2,B 4,D 3,D 4的数值列于表2。
表2 系数数值表 每组观测 值个数 平均值图 标准偏差图 极差图变换因子 n A 1 A 2B 2 B 4 D 3 D 4 n n 1 2 3 4 5 6 7 8 9 10 11 12 13 14 3.750 2.394 1.880 1.596 1.410 1.277 1.175 1.094 1.028 O.973 0.925 O.884 O.848 1.880 1.023 0.729 0.577 O.483 0.419 0.373 O.337 O.308 O.285 0.256 0.249 0.235 0O0 0.030 O.118 0.185 0.239 O.284 O.321 0.354 0.382 O.406 3.267 2.568 2.266 2.089 1.970 1.883 1.815 1.761 1.716 1.679 1.646 1.618 1.594 O 0 0 O 00.076 0.136 0.184 O.223 O.258 O.284 0.308 O.328 3.267 2.575 2.232 2.115 2.004 1.924 1.864 1.816 1.777 1.744 1.716 1.692 1.671 0.7071 0.8165 O.8660 O.89440.9129 O.9258 O.9354 0.9428 O.9487 O.9535 0.9574 0.9608 0.963615 0.818 O.223 O.428 1.572 0.348 1.652 O.96612 质量控制图的绘制及使用方法2.1 质量控制图的基本组成及绘制原理2.1.1 质量控制图的基本组成见图1(1)预期值----即图中的中心线。
质量控制图在实验室质量控制中的应用
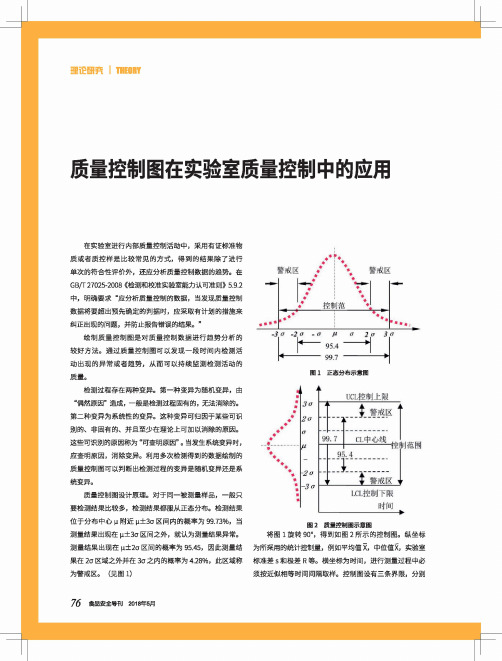
理铊捆究丨THEORY质量控制图在实验室质量控制中的应用在实验室进行内部质量控制活动中,采用有证标准物质或者质控样是比较常见的方式,得到的结果除了进行单次的符合性评价外,还应分析质量控制数据的趋势。
在 GB/T27025-2008《检测和校准实验室能力认可准则» 5.9.2 中,明确要求“应分析质量控制的数据,当发现质量控制 数据将要超出预先确定的判据时,应采取有计划的措施来 纠正出现的问题,并防止报告错误的结果。
”绘制质量控制图是对质量控制数据进行趋势分析的较好方法。
通过质量控制图可以发现一段时间内检测活动出现的异常或者趋势,从而可以持续监测检测活动的 质量。
检测过程存在两种变异。
第一种变异为随机变异,由“偶然原因”造成,一般是检测过程固有的,无法消除的。
第二种变异为系统性的变异。
这种变异可归因于某些可识 别的、非固有的、并且至少在理论上可加以消除的原因。
这些可识别的原因称为“可查明原因”。
当发生系统变异吋,应查明原因,消除变异。
利用多次检测得到的数据绘制的 质量控制图可以判断出检测进程的变异是随机变异还是系 统变异。
质量控制图设计原理。
对于同一被测置样品,一般只 要检测结果比较多,检测结果都服从正态分布。
检测结果 位于分布中心p附近ki±3cj区间内的概率为99.73%,当测量结果出现在H±3a区间之外,就认为测量结果异常。
测星结果出现在H±2cj区间的概率为95.45,因此测星结 果在2(J区域之外并在3(7之内的概率为4.28%,此区域称 为警戒区。
(见图1)警戒区警戒区7*!*\/控制范'^一-3〇-2〇- 〇^〇2〇3 <795.499.7图1正态分布示意图UCL控制上限警戒区nik99.7CL中心线•控制范围95.4^T警戒区LCL控制下限时间♦图2质量控制图示意图将图1旋转90°,得到如图2所示的控制图。
纵坐标 为所采用的统计控制量,例如平均值元中位值兄实验室标准差s和极差R等。
实验室质控图

2021/1/5
Page 9
控制图(Control Chart)-SPC的重要工具
各类常规 控制图的 使用场合:
RICHEN©2015 All rights reserved
2021/1/5
Page 10
控制图(Control Chart)-SPC的重要工具
4、控制图的应用:
★ 引入新产品或过程 ★ 工程更改 ★正在进行的质量保证
RICHEN©2015 All rights reserved
2021/1/5
Page 4
内部质量控制
一、统计过程控制(Statistical Process Control;SPC)
1、什么是SPC? 统计过程控制是应用统计技术对过程中的各个阶段进行评估和监控,建立并保
持过程处于可接受的并且稳定的水平,从而保证产品与服务符合规定的要求的一 种质量管理技术。
用数字语言来说,就是小概 率事件实际不发生,若发生就 判断异常。
2、两种引起过程变异的原因: 偶然波动和异常波动
RICHEN©2015 All rights reserved
1/5/2021
Page 8
控制图(Control Chart)-SPC的重要工具
3、控制图的分类:
★ 、从功能上分 (1)分析用控制图,确定一个过程是否处于受控状态; (2)控制用控制图,帮助维持过程统计受控。
Page 15
用Excel如何计算平均值?
RICHEN©2015 All rights reserved
2021/1/5
Page 16
如何用Excel制 作质量控制图?
四、创建图表
1、首先选择数 据区域:选择 所选项目所在 位置,如B3;B22
Z分数质控图在室间质量评价报告总结中的应用
Z分数质控图在室间质量评价报告总结中的应用吴宗勇;刘秋颖;李佳;齐军【摘要】Objective Through using Z-score chart to collect and analyze the results of the coagulation test in the external quality assessment(EQA)from 2015 to 2016 organized by the National Center for Clinical La-boratory,the EQA results were continuously monitored,the internal qualitycontrol(IQC)was better guided, and the ability of laboratory quality management was improved.So the laboratory can better serve for the cli-nicians and patients.Methods Twenty EQA results in two years were collected and every Z-score was calcu-lated.The Z-score quality control chart was drown with Excel 2007,and the EQA management was evaluated with the Westgard multi-rules quality control method.Results Through using Z-score chart,the system error and the accidental error in the EQA were found,which has a guiding role to the IQC.Conclusion The nature of error can be determined by the combined use of Z-score quality control chart and Westgard multi-rules qual-ity control method.To do a good job in EQA of coagulation test,first of all,we should conscientiously do a good job in IQC to ensure continuous improvement of laboratory quality.%目的通过分析2015-2016年参加的国家卫生和计划生育委员会临床检验中心全国凝血试验室间质评结果,用Z分数质控图进行汇总,以监测室间质量评价效果,指导室内质量控制,提高实验室质量管理能力,以便更好地为临床和患者服务.方法将国家卫生和计划生育委员会临床检验中心回报的成绩,计算出每一次结果的Z分数,两年累计20次,用Excel 2007作Z分数质控图,并运用Westgard多规则质量控制方法进行室间质量评价管理.结果 Z分数质控图能发现室间质量评价过程中的系统误差和偶然误差,对做好室内质量控制有指导作用.结论 Z分数质控图与Westgard多规则质控方法联合应用可以判断误差的性质,要做好凝血试验室间质量评价活动,首先要认真做好室内质量控制工作,确保检验质量的持续改进.【期刊名称】《检验医学与临床》【年(卷),期】2018(015)009【总页数】3页(P1239-1240,1244)【关键词】Z分数;凝血试验;室间质量评价;室内质量控制【作者】吴宗勇;刘秋颖;李佳;齐军【作者单位】国家癌症中心/中国医学科学院北京协和医学院肿瘤医院检验科,北京100021;国家癌症中心/中国医学科学院北京协和医学院肿瘤医院检验科,北京100021;国家癌症中心/中国医学科学院北京协和医学院肿瘤医院检验科,北京100021;国家癌症中心/中国医学科学院北京协和医学院肿瘤医院检验科,北京100021【正文语种】中文【中图分类】R446.11Z分数也叫标准分数,计算公式为Z=(x-μ)/σ。
FMEA在实验室质量管理中的应用

质量管理FMEA在实验室质量管理中的应用■ 黄思嘉 张芳芳* 丁 豪(上海市食品药品包装材料测试所)摘 要:为持续改进质量管理,确保检验检测工作质量,在实验室质量管理中,运用失效模式和效益分析(failure mode and effects analysis,FMEA)进行风险管理。
本文基于FMEA的实验室质量管理方式,以人、机、料、法、环为分类方式,结合近6年内外部评审中所产生的不符合项、原因分析及纠正措施的具体示例进行评估分析。
通过将实验室风险评估后的风险等级结合实验室现有的5S管理体系,提出针对性的应对措施,以期能有效地控制风险,更好地开展实验室质量管理。
FMEA模型在实验室质量管理中的运用,可以清晰分析出实验室当前存在的风险,防止高风险质量问题的发生,有效促进5S 管理体系逐步开展,不断完善实验室质量管理。
关键词:FMEA,实验室,质量管理DOI编码:10.3969/j.issn.1002-5944.2024.07.030Application of FMEA in Quality Management of LaboratoriesHUANG Si-jia ZHANG Fang-fang* DING Hao(Shanghai Food and Drug Packaging Material Control Center)Abstract:To continuously promote quality management and ensure the quality of the inspection and testing work, failure mode and effects analysis (FMEA) is used to strengthen the quality management of laboratories. The paper is based on the FMEA laboratory quality management method, and conducts evaluation and analysis on the examples of non-conformity, cause analysis and corrective actions happened in the internal and external review in the past six years, which are classified by man, machine, material, method, environments. Based on the laboratory risk assessment results and the 5S System applied by laboratories, the paper proposes targeted measures to effectively control risks and better carry out the laboratory quality management. The application of FMEA in laboratory quality management can clearly find out the current risks and prevent high-risk quality problems, which effectively promotes the gradual application of the 5S System and continuously improves the quality management in the laboratory.Keywords: FMEA, laboratory, quality management0 引 言近年来,各检验检测实验室对质量管理体系中的风险管理越来越重视[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制图在实验室质量控制中的应用杨小庆(广东云浮广业硫铁矿集团有限公司计量检测中心,广东云浮 527300)[摘要]采用控制图[1]对化验室硫铁矿管理样的检测结果进行统计计算,可发现检测过程中各阶段存在的随机因素和异常因素并加以控制,确保检测数据的稳定性。
[关键词]控制图;硫铁矿;管理样;统计计算;随机因素;异常因素The Application of Control Chart in Statistical Process Control in LabYang Xiaoqing(Measurement and Test Center,Yunfu Pyrite Enterprise Corporation,Yunfu,527300 ,China) Abstract:It can find out random causes assignable causes on every stage while testing by using control charts todeal with testing data of pyrite in labs,so labs can take actions to keep stability of testing data。
Keywords: control chart; pyrite; sample; stastical account; random cause; assignable cause实验室在检测过程中不可避免的存在波动情况。
在非统计状态下产生的异常波动对检测质量的影响甚大,必须查找原因加以消除。
控制图作为实验室内部质量控制一种常用的统计方法,可用来发现实验室检测过程中存在异常波动并加以控制。
1 控制图原理[1]控制图是将过程核查数据画到有预定控制极限的控制图上,若数据处于控制极限内,表明检测过程处于控制状态,反之则是过程失控,应采取纠正措施。
控制图种类很多,对测量过程的控制一般采用平均值—极差控制图(x—R图),当测量次数多时,也可采用平均值—标准差控制图(x—S图)。
随即变量X服从正态分布时[1],X落在(μ±3δ)范围的概率为99.73%,μ为分布期望值或总体均值,δ是理论标准差,如果变量X处于(μ±3δ)之外,则认为过程存在异常波动。
将正态分布图画成图1样式,将μ、(μ+3δ)和(μ-3δ)分别标为CL、UCL和LCL,即为一张控制图。
图中的UCL为上控制线(Upper Control Limit),其位置在(μ+3δ)处;CL为中心线(Central Line),其位置与正态分布期望值μ重合;LCL为下控制线(Lower Control Limit),其位置在(μ-3δ)处。
CL UCL LCLμ3δμμ-3δ图 1 控制图的三条线的位置Fig.1 Location of three lines in control chart在控制图中,中心线位置一般是不变的,所改变的是上、下控制限。
上下限之间的最优间隔以错判造成的总损失最小为原则确定。
经验证明休哈提出的3δ[1]方式较好,因为它接近最优间隔。
2 核查标准的选择和过程参数的建立[2]2.1选择核查标准核查标准的准确度登记可以不是很高,它的测量范围应接近于核查对象,并具有良好的稳定性和重复性。
核查主要是观察相对变化,如果核查标准比核查对象稳定性差,则由核查数据很难判断是核查对象发生了变化,还是核查标准发生了变化。
如果核查标准是一台仪器,它还必须具有足够的分辨率。
实验室应根据核查对象的参数、测量范围、准确度等级、重复性等选择核查标准。
2.2 建立过程参数—控制极限的确定在建立控制图前,首先要确定测量的过程参数,包括x 、R 或S ,在选定的适当时机,对核查标准进行m 次测量,每组n 次,由每组的n 个观测值计量得到算术平均值x j ,极差R j 或标准差S j 。
当每组测量次数n 相同时,过程参数分别为:11m j j x x m ==∑; 11mj j R R m ==∑;P S S ==式中:x j 为第j 组测量值的算术平均值,j=1,2,3,…..m ;R j 为第j 组测量值的极差;x 为m 组测量结果的算术平均值;R m 组极差的算术平均值;S 为m 组测量的实验标准差的统计平均值,即合并样本标准差S p 。
平均值控制图(x 图)、极差控制图(R 图)和标准差控制图(S 图)的控制中心线及UCL 、LCL 的计算公式见表1。
表1 控制图的控制极限Table 1 Control limit of graph控制图中心线μUCLLCLx 图x x +A 2R 或x +A 3Sx -A 2R 或x -A 3SR 图 R D 4R D 3R S 图S B 4S B 3S3 控制图的绘制每次核查对核查标准进行n 次测量,取n 次测量结果的平均值x 作为核查的结果,一般可取n=3~5次,对测量结果进行核查,见核查结果x j 画在控制图上,如图2。
从图2可见,测量过程的平均值在t j 时发生了突变,说明新增加的系统效应带来的影响使过程失控,应采取纠正措施。
x图2 平均值控制图(x 图)Fig.2 Average chart每次核查时,一组观测值中的最大值与最小值之差称为极差,用R 表示。
将每次核查得到的极差值R j 画在控制图上,如图3所示。
这种控制图可以控制测量过程因随机效应引起的变动性,但每次核查次数减少时,通常下限为0。
极差控制图比标准差控制图更直观有效。
R上限R下限t图3 极差控制图(R图)Fig.3 Deviation chart标准差控制图主要用于控制测量过程的重复性。
由每次核查的n次观测值,计算得到的实验室标准差称为组内标准差或测量结果的重复性,通常用S表示,该控制图又称为S图。
当每次核查的观测次数较多时,标准差控制图是一种有效的方法。
从图4可见,观测过程的重复性在t j前处于控制极限以内,其后明显变坏,说明新增的随机效应带来的影响使过程失效,应查找原因并采取纠正措施。
S上限S下限ttj图4 标准差控制图(R图)Fig.3 Standard deviation chart测量过程的控制必须同时使用平均值控制图和极差控制图(或标准差控制图)。
由平均值控制图可以判断系统效应对测量过程的影响是否增大;由极差控制图(或标准差控制图)则可判断随机效应对测量过程的影响是否增大。
只有当两个图中的变量均在控制极限以内,才表明测量过程受控。
4 控制图的应用下面以分析硫铁矿有效硫含量检测的x—R控制图来说明控制图在质量控制中的应用。
对硫铁矿的有效硫含量进行检测,采用GB/T 2462—1996[3]进行。
对硫铁矿有效硫含量进行检测,其检测数据具有重复性。
选择一瓶制备好的硫铁矿样品,重复检测5次,得到一组数据。
妥善保管样品,隔一段时间后,在相同检测条件下,用相同仪器由同一人员对样品重复检测5次,得到第二组数据。
如此重复多次,得到一系列数据,计算出每一组检测数据的平均值与极差。
具体数据见表2。
表2 硫铁矿样品检测数据Table 2 Testing data of pyrite sample组序 检测结果(%)平均值x 极差R x 1 x 2 x 3 x 4 x 5 1 32.77 32.62 32.58 32.59 32.63 32.64 0.19 2 32.72 32.73 32.75 32.61 32.60 32.68 0.15 3 32.80 32.60 32.74 32.63 32.65 32.68 0.17 4 32.54 32.74 32.71 32.72 32.68 32.68 0.20 5 32.72 32.75 32.68 32.73 32.64 32.70 0.11 6 32.73 32.70 32.65 32.68 32.62 32.68 0.11 7 32.71 32.58 32.59 32.60 32.66 32.63 0.13 8 32.70 32.74 32.75 32.64 32.68 32.70 0.11 9 32.58 32.70 32.60 32.57 32.65 32.62 0.13 10 32.64 32.74 32.62 32.62 32.61 32.65 0.13 11 32.70 32.58 32.74 32.65 32.70 32.67 0.16 12 32.66 32.68 32.54 32.56 32.62 32.61 0.14 13 32.56 32.70 32.69 32.58 32.59 32.62 0.14 14 32.54 32.70 32.60 32.65 32.70 32.64 0.16 15 32.72 32.74 32.70 32.72 32.58 32.69 0.16 16 32.7432.5732.6032.6332.7032.650.17根据上表中每一组数据的平均值x 与极差R ,计算得32.6616ixx ==∑0.1516iRR ==∑x 控制图的上、下限:UCL (x )=x +A 2RLCL (x )=x -A 2R由每组检测次数n=5,查计量值控制图系数表[2],得A 2=0.577。
于是UCL (x )=32.66+0.577×0.15=32.75 LCL (x )=32.66-0.577×0.15=32.57R 控制图的控制上下限:UCL (R )=D 4RLCL (R )=D 3R由每组检测次数n=5,查计量值控制图系数表,得D 3=0,D 4=2.114。
于是UCL (R )=2.114×0.15=0.32LCL (R )=0绘制控制图:先作R图,如图5所示。
图5 检测结果的极差控制图Fig 5 Deviation chart of testing dataR值曲线在控制图上、下限之内,可认定R图处于稳定状态。
再做x图,如图6所示。
图6 检测结果的平均值控制图Fig 6 Average chart of testing data根据控制图判稳准则,可认定x图处于稳定状态。
根据x图与R图综合判断,实验室硫铁矿样品的检测结果处于良好的受控状态,检测质量是稳定可靠的。
4 综述综合x-R控制图(或标准差控制图),可判断系统效应和随机效应对测量过程的影响是否增大。
与能力验证等其他质量控制手段相比较,控制图具有实施时间短、过程简单、费用低等特点,根据控制图,实验室可用来发现检测实现过程中各阶段存在的波动情况并加以控制。
参考文献[1]孙公绪,孙静.质量工程师手册[M].企业管理出版社,2002.[2]中国质量检验协会,北京中日扬管理顾问有限公司.实验室质量监控培训资料汇编.[3]国家技术监督局.硫铁矿和硫精分析方法[S].中国标准出版社,GB/T 2462-1996.。