机械手设计外文翻译2
多自由度机械手毕业论文中英文资料外文翻译文献
毕业论文中英文资料外文翻译文献专业机械设计制造及其自动化课题多自由度机械手机械设计英文原文Automated Tracking and Grasping of a Moving Object with a RoboticHand-Eye SystemAbstractMost robotic grasping tasks assume a stationary or fixed object. In this paper, we explore the requirements for tracking and grasping a moving object. The focus of our work is to achieve a high level of interaction between a real-time vision system capable of tracking moving objects in 3-D and a robot arm with gripper that can be used to pick up a moving object. There is an interest in exploring the interplay of hand-eye coordination for dynamic grasping tasks such as grasping of parts on a moving conveyor system, assembly of articulated parts, or for grasping from a mobile robotic system. Coordination between an organism's sensing modalities and motor control system is a hallmark of intelligent behavior, and we are pursuing the goal of building an integrated sensing and actuation system that can operate in dynamic as opposed to static environments.The system we have built addresses three distinct problems in robotic hand-eye coordination for grasping moving objects: fast computation of 3-D motion parameters from vision, predictive control of a moving robotic arm to track a moving object, and interception and grasping. The system is able to operate at approximately human arm movement rates, and experimental results in which a moving model train is tracked is presented, stably grasped, and picked up by the system. The algorithms we have developed that relate sensing to actuation are quite general and applicable to a variety of complex robotic tasks that require visual feedback for arm and hand control.I. INTRODUCTIONThe focus of our work is to achieve a high level of interaction between real-time vision systems capable of tracking moving objects in 3-D and a robot arm equipped with a dexterous hand that can be used to intercept, grasp, and pick up a movingobject. We are interested in exploring the interplay of hand-eye coordination for dynamic grasping tasks such as grasping of parts on a moving conveyor system, assembly of articulated parts, or for grasping from a mobile robotic system. Coordination between an organism's sensing modalities and motor control system is a hallmark of intelligent behavior, and we are pursuing the goal of building an integrated sensing and actuation system that can operate in dynamic as opposed to static environments.There has been much research in robotics over the last few years that address either visual tracking of moving objects or generalized grasping problems. However, there have been few efforts that try to link the two problems. It is quite clear that complex robotic tasks such as automated assembly will need to have integrated systems that use visual feedback to plan, execute, and monitor grasping.The system we have built addresses three distinct problems in robotic hand-eye coordination for grasping moving objects: fast computation of 3-D motion parameters from vision, predictive control of a moving robotic arm to track a moving object, and interception and grasping. The system is able to operate at approximately human arm movement rates, using visual feedback to track, intercept, stably grasp, and pick up a moving object. The algorithms we have developed that relate sensing to actuation are quite general and applicable to a variety of complex robotic tasks that require visual feedback for arm and hand control.Our work also addresses a very fundamental and limiting problem that is inherent in building integrated sensing actuation systems; integration of systems with different sampling and processing rates. Most complex robotic systems are actually amalgams of different processing devices, connected by a variety of methods. For example, our system consists of three separate computation systems: a parallel image processing computer; a host computer that filters, triangulates, and predicts 3-D position from the raw vision data; and a separate arm control system computer that performs inverse kinematic transformations and joint-level servicing. Each of these systems has its own sampling rate, noise characteristics, and processing delays, which need to be integrated to achieve smooth and stable real-time performance. In our case, this involves overcoming visual processing noise and delays with a predictive filter basedupon a probabilistic analysis of the system noise characteristics. In addition, real-time arm control needs to be able to operate at fast servo rates regardless of whether new predictions of object position are available.The system consists of two fixed cameras that can image a scene containing a moving object (Fig. 1). A PUMA-560 with a parallel jaw gripper attached is used to track and pick up the object as it moves (Fig. 2). The system operates as follows:1) The imaging system performs a stereoscopic optic-flow calculation at each pixel in the image. From these optic-flow fields, a motion energy profile is obtained that forms the basis for a triangulation that can recover the 3-D position of a moving object at video rates.2) The 3-D position of the moving object computed by step 1 is initially smoothed to remove sensor noise, and a nonlinear filter is used to recover the correct trajectory parameters which can be used for forward prediction, and the updated position is sent to the trajectory-planner/arm-control system.3) The trajectory planner updates the joint-level servos of the arm via kinematic transform equations. An additional fixed-gain filter is used to provide servo-level control in case of missed or delayed communication from the vision and filtering system.4) Once tracking is stable, the system commands the arm to intercept the moving object and the hand is used to grasp the object stably and pick it up.The following sections of the paper describe each of these subsystems in detail along with experimental results.П. PREVIOUS WORKPrevious efforts in the areas of motion tracking and real-time control are too numerous to exhaustively list here. We instead list some notable efforts that have inspired us to use similar approaches. Burt et al. [9] have focused on high-speed feature detection and hierarchical scaling of images in order to meet the real-time demands of surveillance and other robotic applications. Related work has been reported by. Lee and Wohn [29] and Wiklund and Granlund [43] who uses image differencing methods to track motion. Corke, Paul, and Wohn [13] report afeature-based tracking method that uses special-purpose hardware to drive a servocontroller of an arm-mounted camera. Goldenberg et al. [16] have developed a method that uses temporal filtering with vision hardware similar to our own. Luo, Mullen, and Wessel [30] report a real-time implementation of motion tracking in 1-D based on Horn and Schunk’s method. Vergheseetul. [41] Report real-time short-range visual tracking of objects using a pipelined system similar to our own. Safadi [37] uses a tracking filter similar to our own and a pyramid-based vision system, but few results are reported with this system. Rao and Durrant-Whyte [36] have implemented a Kalman filter-based decentralized tracking system that tracks moving objects with multiple cameras. Miller [31] has integrated a camera and arm for a tracking task where the emphasis is on learning kinematic and control parameters of the system. Weiss et al. [42] also use visual feedback to develop control laws for manipulation. Brown [8] has implemented a gaze control system that links a robotic “head” containing binocular cameras with a servo controller that allows one to maintain a fixed gaze on a moving object. Clark and Ferrier [12] also have implemented a gaze control system for a mobile robot. A variation of the tracking problems is the case of moving cameras. Some of the papers addressing this interesting problem are [9], [15], [44], and [18].The majority of literature on the control problems encountered in motion tracking experiments is concerned with the problem of generating smooth, up-to-date trajectories from noisy and delayed outputs from different vision algorithms.Our previous work [4] coped with that problem in a similar way as in [38], using an cy- p - y filter, which is a form of steady-state Kalman filter. Other approaches can be found in papers by [33], [34], [28], [6]. In the work of Papanikolopoulos et al. [33], [34], visual sensors are used in the feedback loop to perform adaptive robotic visual tracking. Sophisticated control schemes are described which combine a Kalman filter’s estimation and filtering power with an optimal (LQG) controller which computes the robot’s motion. The vision system uses an optic-flow computation based on the SSD (sum of squared differences) method which, while time consuming, appears to be accurate enough for the tracking task. Efficient use of windows in the image can improve the performance of this method. The authors have presented good tracking results, as well as stated that the controller is robust enough so the use ofmore complex (time-varying LQG) methods is not justified. Experimental results with the CMU Direct Drive Arm П show that the methods are quite accurate, robust, and promising.The work of Lee and Kay [28] addresses the problem of uncertainty of cameras in the robot’s coordinate frame. The fact that cameras have to be strictly fixed in robot’s frame might be quite annoying since each time they are (most often incidentally) displaced; one has to undertake a tedious job of their recalibration. Again, the estimation of the moving object’s position and orientation is done in the Cartesian space and a simple error model is assumed. Andersen et al. [6] adopt a 3rd-order Kalman filter in order to allow a robotic system (consisting of two degrees of freedom) to play the labyrinth game. A somewhat different approach has been explored in the work of Houshangi [24] and Koivo et al. [27]. In these works, the autoregressive (AR) and auto grassier moving-average with exogenous input (ARMAX) models are investigated for visual tracking.Ш. VISION SYSTEMIn a visual tracking problem, motion in the imaging system has to be translated into 3-D scene motion. Our approach is to initially compute local optic-flow fields that measure image velocity at each pixel in the image. A variety of techniques for computing optic-flow fields have been used with varying results includingmatching-based techniques [5], [ 10], [39], gradient-based techniques [23], [32], [ 113, and patio-temporal, energy methods [20], [2]. Optic-flow was chosen as the primitive upon which to base the tracking algorithm for the following reasons.·The ability to track an object in three dimensions implies that there will be motion across the retinas (image planes) that are imaging the scene. By identifying this motion in each camera, we can begin to find the actual 3-D motion.·The principal constraint in the imaging process is high computational speed to satisfy the update process for the robotic arm parameters. Hence, we needed to be able to compute image motion quickly and robustly. The Hom-Schunck optic-flow algorithm (described below) is well suited for real-time computation on our PIPE image processing engine.·We have developed a new framework for computing optic-flow robustly using anestimation-theoretic framework [40]. While this work does not specifically use these ideas, we have future plans to try to adapt this algorithm to such a framework.Our method begins with an implementation of the Horn-Schunck method of computing optic-flow [22]. The underlying assumption of this method is theoptic-flow constraint equation, which assumes image irradiance at time t and t+σt will be the same:If we expand this constraint via a Taylor series expansion, and drop second- and higher-order terms, we obtain the form of the constraint we need to compute normal velocity:Where u and U are the velocities in image space, and Ix, Iy,and It are the spatial and temporal derivatives in the image. This constraint limits the velocity field in an image to lie on a straight line in velocity space. The actual velocity cannot be determined directly from this constraint due to the aperture problem, but one can recover the component of velocity normal to this constraint lineA second, iterative process is usually employed to propagate velocities in image neighborhoods, based upon a variety of smoothness and heuristic constraints. These added neighborhood constraints allow for recovery of the actual velocities u,v in the image. While computationally appealing, this method of determining optic-flow has some inherent problems. First, the computation is done on a pixel-by-pixel basis, creating a large computational demand. Second, the information on optic flow is only available in areas where the gradients defined above exist.We have overcome the first of these problems by using the PIPE image processor [26], [7]. The PIPE is a pipelined parallel image processing computer capable of processing 256 x 256 x 8 bit images at frame rate speeds, and it supports the operations necessary for optic-flow computation in a pixel parallel method (a typical image operation such as convolution, warping, addition subtraction of images can be done in one cycle-l/60 s).The second problem is alleviated by our not needing to know the actual velocities in the image. What we need is the ability to locate and quantify gross image motion robustly. This rules out simple differencing methodswhich are too prone to noise and will make location of image movement difficult. Hence, a set of normal velocities at strong gradients is adequate for our task, precluding the need to iteratively propagate velocities in the image.A. Computing Normal Optic-Flow in Real-TimeOur goal is to track a single moving object in real time. We are using two fixed cameras that image the scene and need to report motion in 3-D to a robotic arm control program. Each camera is calibrated with the 3-D scene, but there is no explicit need to use registered (i.e., scan-line coherence) cameras. Our method computes the normal component of optic-flow for each pixel in each camera image, finds a centurion of motion energy for each image, and then uses triangulation to intersect the back-projected centurions of image motion in each camera. Four processors are used in parallel on the PIPE. The processors are assigned as four per camera-two each for the calculation of X and Y motion energy centurions in each image. We also use a special processor board (ISMAP) to perform real-time histogram. The steps below correspond to the numbers in Fig. 3.1) The camera images the scene and the image is sent to processing stages in the PIPE.2) The image is smoothed by convolution with a Gaussian mask. The convolution operator is a built-in operation in the PIPE and it can be performed in one frame cycle. 3-4) In the next two cycles, two more images are read in, smoothed and buffered, yielding smoothed images Io and I1 and I2.The ability to buffer and pipeline images allows temporal operations on images, albeit at the cost of processing delays (lags) on output. There are now three smoothed images in the PIPE, with the oldest image lagging by 3/60 s.5) Images Io and I2, are subtracted yielding the temporal derivative It.6) In parallel with step 5, image I1is convolved with a 3 x 3 horizontal spatial gradient operator, returning the discrete form of I,. In parallel, the vertical spatial gradient is calculated yielding I, (not shown).7-8)The results from steps 5 and 6 are held in buffers and then are input to alook-up table that divides the temporal gradient at each pixel by the absolute value of the summed horizontal and vertical spatial gradients [which approximates thedenominator in (3)]. This yields the normal velocity in the image at each pixel. These velocities are then threshold and any isolated (i.e., single pixel motion energy) blobs are morphologically eroded. The above threshold velocities are then encoded as gray value 255. In our experiments, we threshold all velocities below 10 pixels per 60 ms to zero velocity.9-10) In order to get the centurion of the motion information, we need the X and Y coordinates of the motion energy. For simplicity, we show only the situation for the X coordinate. The gray-value ramp in Fig. 3 is an image that encodes the horizontal coordinate value (0-255) for each point in the image as a gray value.Thus, it is an image that is black (0) at horizontal pixel 0 and white (255) at horizontal pixel 255. If we logically and each pixel of the above threshold velocity image with the ramp image, we have an image which encodes high velocity pixels with their positional coordinates in the image, and leaves pixels with no motion at zero.11) By taking this result and histogram it, via a special stage of the PIPE which performs histograms at frame rate speeds, we can find the centurion of the moving object by finding the mean of the resulting histogram. Histogram the high-velocity position encoded images yields 256 16-bit values (a result for each intensity in the image). These 256 values can be read off the PIPE via a parallel interface in about 10 ms. This operation is performed in parallel to find the moving object’s Y censored (and in parallel for X and Y centurions for camera 2). The total associated delay time for finding the censored of a moving object becomes 15 cycles or 0.25 s.The same algorithm is run in parallel on the PIPE for the second camera. Once the motion centurions are known for each camera, they are back-projected into the scene using the camera calibration matrices and triangulated to find the actual 3-D location of the movement. Because of the pipelined nature of the PIPE, a new X or Y coordinate is produced every 1/60 s with this delay. While we are able to derive 3-D position from motion stereo at real-time rates, there are a number of sources of noise and error inherent in the vision system. These include stereo triangulation error, moving shadow s which are interpreted as object motion (we use no special lighting in the scene), and small shifts in censored alignments due to the different viewing angles of the cameras, which have a large baseline. The net effect of this is to create a 3-Dposition signal that is accurate enough for gross-level object tracking, but is not sufficient for the smooth and highly accurate tracking required for grasping the object.英文翻译自动跟踪和捕捉系统中的机械手系统摘要——许多机器人抓捕任务都被假设在了一个固定的物体上进行。
机械手外文文献和文献翻译

This is a application of Application Ser. No. 10/799,595, filed on Mar。
15, 2004 now U.S.with light emitted from an irradiation source based on the optical mouse system or the like to form an irradiation pattern constituted by a high—luminance region and a relatively low-luminance region corresponding to the minute shape of the spherical surface. Movement information is then obtained by using the movement of the irradiation pattern based on the relative movement between the spherical surface and the sensor。
FIG. 1 is a view which is most indicative of the main part of this embodiment。
Reference numerals 20—1, 20—2,and 20—3 denote the first,second,and third elastic member vibration elements of a multiple degree-of—freedom vibration actuator,respectively; and 1—1 and 1-2,piezoelectric ceramics which generate bending vibrations and longitudinal vibrations,respectively. Each vibration element 20 is fixed/supported on a frame (not shown) with an arm portion (see 1#x2013;2#x2032;in FIG。
码垛机械手设计外文文献翻译、中英文翻译

Robot is a type of mechantronics equipment which synthesizes the last research achievement of engine and precision engine, micro-electronics and computer, automation control and drive, sensor and message dispose and artificial intelligence and so on. With the development of economic and the demand for automation control, robot technology is developed quickly and all types of the robots products are come into being. The practicality use of robot not only solves the problems which are difficult to operate for human being, but also advances the industrial automation program. Modern industrial robots are true marvels of engineering. A robot the size of a person can easily carry a load over one hundred pounds and move it very quickly with a repeatability of 0.006inches. Furthermore these robots can do that 24hours a day for years on end with no failures whatsoever. Though they are reprogrammable, in many applications they are programmed once and then repeat that exact same task for years.At present, the research and development of robot involves several kinds of technology and the robot system configuration is so complex that the cost at large is high which to a certain extent limit the robot abroad use. To development economic practicality and high reliability robot system will be value to robot social application and economy development. With he rapid progress with the control economy and expanding of the modern cities, the let of sewage is increasing quickly; with the development of modern technology and the enhancement of consciousness about environment reserve, more and more people realized the importance and urgent of sewage disposal. Active bacteria method is an effective technique for sewage disposal. The abundance requirement for lacunaris plastic makes it is a consequent for plastic producing with automation and high productivity. Therefore, it is very necessary to design a manipulator that can automatically fulfill the plastic holding. With the analysis of the problems in the design of the plasticholding manipulator and synthesizing the robot research and development conditionin recent years, a economic scheme is concluded on the basis of the analysis of mechanical configuration, transform system, drive device and control system and guided by the idea of the characteristic and complex of mechanical configuration, electronic, software and hardware. In this article, the mechanical configuration combines the character of direction coordinate which can improve the stability and operation flexibility of the system. The main function of the transmission mechanism is to transmit power to implement department and complete the necessary movement. In this transmission structure, the screw transmission mechanism transmits the rotary motion into linear motion. Worm gear can give vary transmission ratio. Both of the transmission mechanisms have a characteristic of compact structure. The design of drive system often is limited by the environment condition and the factor of cost and technical lever. The step motor can receive digital signal directly and has the ability to response outer environment immediately and has no accumulation error, which often is used in driving system. In this driving system, open-loop control system is composed of stepping motor, which can satisfy the demand not only for control precision but also for the target of economic and practicality. On this basis, the analysis of stepping motor in power calculating and style selecting is also given. The analysis of kinematics and dynamics for object holding manipulator is given in completing the design of mechanical structure and drive system.Current industrial approaches to robot arm control treat each joint of the robot arm as a simple joint servomechanism. The servomechanism approach models the varying dynamics of a manipulator inadequately because it neglects the motion and configuration of the whole arm mechanism. These changes in the parameters of the controlled system sometimes are significant enough to render conventional feedback control strategies ineffective. The result is reduced servo response speed and damping, limiting the precision and speed of the end-effecter and making it appropriate only for limited-precision tasks. Manipulators controlled in this manner move at slow speeds with unnecessary vibrations. Any significant performance gain in this and other areas of robot arm control require the consideration of more efficient dynamic models, sophisticated control approaches, and the use of dedicated computer architectures and parallel processing techniques.In the industrial production and other fields, people often endangered by such factors as high temperature, corrode, poisonous gas and so forth at work, which have increased labor intensity and even jeopardized the life sometimes. The corresponding problems are solved since the robot arm comes out. The arms can catch, put and carry objects, and its movements are flexible and diversified. It applies to medium and small-scale automated production in which production varieties can be switched. And it is widely used on soft automatic line. The robot arms are generally made by withstand high temperatures, resist corrosion of materials to adapt to the harsh environment. So they reduced the labor intensity of the workers significantly and raised work efficiency. The robot arm is an important component of industrial robot, and it can be called industrial robots on many occasions. Industrial robot is set machinery, electronics, control, computers, sensors, artificial intelligence and other advanced technologies in the integration of multidisciplinary important modern manufacturing equipment. Widely using industrial robots, not only can improve product quality and production, but also is of great significance for physical security protection, improvement of the environment for labor, reducing labor intensity, improvement of labor productivity, raw material consumption savings and lowering production costs.There are such mechanical components as ball footbridge, slides, air control mechanical hand and so on in the design. A programmable controller, a programming device, stepping motors, stepping motors drives, direct current motors, sensors, switch power supply, an electromagnetism valve and control desk are used in electrical connection.关于现代工业机械手文章出处:1994-2022 China Academic Joumal Electronic Publishing House机器人是典型的机电一体化装置,它综合运用了机械与精密机械、微电子与计算机、自动控制与驱动、传感器与信息处理以及人工智能等多学科的最新研究成果,随着经济技术的发展和各行各业对自动化程度要求的提高,机器人技术得到了迅速发展,浮现了各种各样的机器人产品。
毕业设计机械手外文翻译

外文翻译译文题目 一种与移动机械臂的部分零件所受载荷相协译文题目调的运动结构(2)原稿题目A kinematically compatible framework for cooperative payload transport by nonholonomic mobile manipulators(2)原稿出处 Auton Robot (2006) 21:227–242 原稿出处A kinematically compatible framework for cooperative payload transport by nonholonomic mobile manipulators (2) M. Abou-Samah 1 , C. P. Tang 2 , R. M. Bhatt 2 and V. Krovi 2(1) MSC Software Corporation, Ann Arbor, MI 48105, USA (2) Mechanical (2) Mechanical and and Aerospace Engineering, State University of of New New York at at Buffalo, Buffalo, Buffalo, NY 14260, USA Received: 5 August 2005 Revised: 25 May 2006 Accepted: 30 May 2006 Published online: 5 September 2006 Abstract In this paper, we examine the development of a kinematically compatible control framework for a modular system of wheeled mobile manipulators that can team up to cooperatively transport a common payload. Each individually autonomous mobile manipulator consists of a differentially-driven Wheeled Mobile Robot (WMR) with a mounted two degree-of-freedom (d.o.f) revolute-jointed, planar and passive manipulator arm. The composite wheeled vehicle, formed by placing a payload at the end-effectors of two (or more) such mobile manipulators, has the capability to accommodate, detect and correct both instantaneous and finite relative configuration errors.The kinematically-compatible motion-planning/control framework developed here is intended to facilitate maintenance of all kinematic (holonomic and nonholonomic) constraints within such systems. Given an arbitrary end-effector trajectory, each individual mobile-manipulator's bi-level hierarchical controller first generates a kinematically- feasible desired trajectory for the WMR base, which is then tracked by a suitable lower-level posture stabilizing controller. Two variants of system-level cooperative control schemes schemes——leader-follower and decentralized control control——are then created based on the individual mobile-manipulator control scheme. Both methods are evaluated within an implementation framework that emphasizes both virtual prototyping (VP) and hardware-in-the-loop (HIL) experimentation. Simulation and experimental results of an example of a two-module system are used to highlight the capabilities of a real-time local sensor-based controller for accommodation, detection and corection of relative formation errors. Keywords Composite system-Hardware-in-the-loop-Mobile manipulator- Physical cooperation-Redundancy resolution-Virtual prototypingKinematic collaborationof two mobilemanipulators We now examine two variants of system-level cooperative control schemes schemes——leader-follower and decentralized control control——that can be created based on the individual mobile-manipulator control scheme.Leader-follower approach The first method of modeling such a system considers the midpoint of the mobile base (MP B) of the mobile-manipulator B to be rigidly attached to the end-effector of mobile manipulator A, as depicted in Fig. 4. Figure 4(b) depictshow the end-effector frame {E } of MP A is rigidly attached to the frame at MP B (separated by a constant rotation angle β).(15)Fig. 4 Schematic diagrams of the leader-follower scheme: (a) the 3-link mobile manipulator under analysis, and (b) the two-module composite system MP B now takes on the role of the leader and can be controlled to follow any trajectory trajectory that that is feasible feasible for for a WMR. Hence, given a trajectory trajectory of of the leader MP B , and the preferred manipulator configuration of, Eq. (5) can be rewritten as:(16)and correspondingly Eqs. (6)and correspondingly Eqs. (6)––(8) as:(17)Thus, the trajectory of the virtual (reference) robot for the follower MP A, and the derived velocities can now bedetermined. determined. This This This forms forms forms the the the leader-follower leader-follower leader-follower scheme scheme scheme used used used for for for the the the control control control of of of the the collaborative system carrying a common payload.Decentralized approachThe second second approach approach approach considers considers considers the the frame attached attached to to a point of interest interest on on the common payload as the end-effector frame of both the flanking mobile manipulator systems, as depicted in Fig. 5. Thus, a desired trajectory specified for this payload frame can then provide the desired reference trajectories for the two mobile platforms using the similar framework developedin the previous section by takingand , where . Thispermits Eq. (5) to be rewritten as: (18)Fig. 5 Decentralized control scheme implementation permits the (a) composite system; to be treated as (b) two independent 2-link mobile manipulators and correspondingly Eq. (6)and correspondingly Eq. (6)––(8) as:(19)Each two-link mobile manipulator now controls its configuration with reference to this common end-effector frame mounted on the payload. However, thelocations locations of of of the the the attachments attachments attachments of of of the the the physical physical physical manipulators manipulators manipulators with respect with respect with respect to to to the the payload reference frame must be known apriori.Implementation frameworkWe examine the design and development of a two-stage implementation framework, shown in Fig. 6, that emphasizes both virtual prototyping (VP) based refinement and hardware-in-the-loop (HIL) experimentation.Fig. 6 Paradigm for rapid development and testing of the control scheme on on virtual and physical virtual and physical prototypes Virtual prototyping based refinementIn the first stage, we employ virtual prototyping (VP) tools to rapidly create, evaluate and refine parametric models of the overall system and test various algorithms algorithms in in in simulation simulation simulation within within within a a a virtual virtual virtual environment. environment. environment. 3D 3D 3D solid solid solid models models models of of of the the mobile platforms and the manipulators of interest are created in a CAD package,4 and exported with their corresponding geometric and material properties into a dynamic simulation environment.5 Figure 7(a) shows an example of the application of such framework for simulating the motion of a mobile platformcontrolled controlled by an by an by an algorithm algorithm algorithm implemented implemented implemented in Simulink.in Simulink.6 However, However, it is important it is importantto note that the utility of such virtual testing is limited by: (a) the ability to correctly model and simulate the various phenomena within the virtual environment; (b) the fidelity of the available simulation tools; and (c) ultimately, ultimately, the the the ability ability ability of of of the the the designer designer designer to to to correctly correctly correctly model model model the the the desired desired desired system system and suitably interpret the results.Fig. 7 A single WMR base undergoing testing within the (a) virtual prototyping framework; and (b) hardware-in-the-loop (HIL) testing framework Hardware-in-the-loop experimentationWe employ a hardware-in-the-loop (HIL) methodology for rapid experimental verification of the real-time controllers on the electromechanical mobile manipulator prototypes. Each individual WMR is constructed using two powered wheels and two unactuated casters. Conventional disc-type rear wheels, powered by gear-motors, are chosen because of robust physical construction and ease of operation in the presence of terrain irregularities. Passive ball casters are preferred over wheel casters to simplify the constraints on maneuverability introduced by the casters. The mounted manipulator arm has two passive revolute joints with axes of rotation parallel to each other and perpendicular to the base of the mobile platform. The first joint is placed appropriately at the geometric center on top frame of the platform. The location of the second joint can be adjusted to any position along the slotted first link. The second link itself is reduced to a flat plate supported by the second joint. Each joint is instrumented instrumented with with optical encoder that can measure the joint rotations. The completely assembled two-link mobile manipulator is shown in Fig. 1(c). The second mobile manipulator (see left module of Fig. 1(b) and (d)) employs the same same overall overall overall design design design but but possesses possesses a a motor motor at at the the base base base joint joint joint of of of the the mounted two-link arm. The motor may be used to control the joint two-link arm. The motor may be used to control the joint motion along a motion along a predetermined trajectory (which can include braking/holding the joint at a predetermined predetermined position). position). position). When When When the the the motor motor motor is is is switched switched switched off off off the the the joint joint joint now now now reverts reverts to a passive joint (with much greater damping). The motor is included for permitting future force-redistribution studies. In this paper, however, the motor is used solely to lock the joint prevent self-motions self-motions of of the articulated linkage for certain pathological cases (Bhatt et al., 2005; Tang and Krovi, 2004). PWM-output motor driver cards are used to drive the gearmotors; and encoder cards monitor the encoders instrumenting the various articulated arms. This embedded controller controller communicates communicates communicates with with a designated designated host host computer using TCP/IP for program download and data logging. The host computer withMATLAB/Simulink/Real Time Workshop 8 provides a convenient graphical userinterface environment for system-level software development using a block-diagrammatic language. The compiled executable is downloaded over the network and executes in real-time on the embedded controller while accessing locally installed hardware components.In particular, the ability to selectively test components/systems at various levels (e.g. individual motors, individual WMRs or entire systems) without wearing out components during design iterations was very useful. Figure 7(b) illustrates the implementation of such a system on one of the WMRs. Numerous calibration, simulation and experimental studies carried out with this framework, at the individual-level and system-level, are reported in Abou-Samah (2001).Experimental resultsFor the subsequent experiments,99we prescribe the initial configuration configuration of of the two-module composite system, as shown in Fig. 8. Specifically, we position thetwo two WMRs such WMRs such WMRs such that MP that MP that MP A is A is A is located located located at a relative position of at a relative position of ,and with a relative orientation difference of with respect to MP B.For fixed link-lengths this inherently specifies the values of the various configuration angles as shown in Table 1.Table 1 Parameters for the initial configuration of the two-module composite wheeled system (see Fig. 8 for details) Link lengths of the articulationL 1 0.28 0.28 m m m (11 (11 (11 in) in)L 2 0.28 0.28 m m m (11 (11 (11 in) in) Relative angles of the configuration of thearticulationL 3 0.28 0.28 m m m (11 (11 (11 in) in)φ 1 333333.98°.98°.98°φ 2 280.07°280.07°φ 3 337.36°337.36° Offset between the wheeled mobile basesφ 4 128.59°128.59°δ 0.00°0.00°0.00 m (0 in)0.61 0.61 m m m (24 (24 (24 in) in)Fig. 8 Initial configuration of the two-module composite wheeled system Leader-follower approachA straight line trajectory at a velocity of 0.0254 m/s is prescribed for the leader, MP B. Given a desired configuration of the manipulator arm, the algorithm algorithm described in described in described in Section 4.1 Section 4.1 Section 4.1 is used is used is used to to to obtain a desired obtain a desired obtain a desired trajectory for trajectory for MP A. A large disruption is intentionally introduced by causing one of the wheels of MP A to run over a bump, to evaluate the effectiveness of wheels of MP A to run over a bump, to evaluate the effectiveness of the the disturbance accommodation, detection and compensation.The results are examined in two case scenarios examined in two case scenarios –– Case A: MP A employs odometric estimation for localization as seen in Fig. 9, and Case B: MP A employs sensed articulations for localization as seen in Fig. as seen in Fig. 1010. In each of these figures, (a) presents the overall -trajectory of {M } of MPA with respect to the end-effector frame {E } (that is rigidly attached to the {M } of MPB) while (b), (c) and (d) present the relative orientation difference, X -difference and Y -difference as functions of time. Further in both sets of figures, the ‘Desired’ (––(–– line) is the desired trajectory typically computed offline; and ‘Actual’ (–o – line) is the actual trajectory followed by the system, as determined by post-processing the measurements of the instrumented articulations.However, in Fig. However, in Fig. 99, the (, the (––x – line) represents the odometric estimate while in Fig. in Fig. 1010 it stands for the articulation based estimate (which therefore coincides with the ‘Actual’ (–coincides with the ‘Actual’ (–o o – line) trajectory).Fig. 9 Case A: Odometric Estimation of Frame M, used in the control of MP A following MPB in a leader-follower approach, is unable to detect non-systematic errors such as wheel-slip. (a) XY trajectory of Frame M; (b) Orientation versus Time; (c) X position of Frame M versus Time; and (d) Y position of Frame M versus Time Fig. 10 Case B: Articulation based Estimation of Frame M, used for control of MPA with respect to MP B in a leader-follower approach is able to detect and correct non-systematic errors such as wheel-slip. slip. (a) (a) XY trajectory of Frame M; (b) Orientation versus Time; (c) X position of Frame M versus time; and (d) Y position of Frame M versus time In Case A, the introduction of the disruption causes a drift in the relative configuration of the system which remains undetected by the odometric estimation. Further, as seen in Fig. 9, this drift has a tendency to grow if left uncorrected. However, as seen in Fig. 10, the system can use the articulation-based articulation-based estimation estimation estimation (Case (Case (Case B) B) B) to to not only only detect detect detect disturbances disturbances disturbances to to to the the relative configuration but also to successfully restore the original system configuration.Decentralized control approachIn this decentralized control scenario, a straight line trajectory with a velocity of 0.0254 m/s is presented for the payload frame. As in the leader-follower scenario, a large disruption is introduced by causing one of the wheels of MP A to run over a bump. The algorithm is tested using two further case scenarios scenarios——Case Case C:C: Both mobile mobile platforms platforms platforms employ employ odometric odometric estimation estimation estimation for for localization as shown in Fig. as shown in Fig. 1111, and Case D: Both mobile platforms employsensed articulations for localization as shown in Fig. as shown in Fig. 1212.Fig. 11 Case C: Odometric estimation of frames M of MP A and MP B, used in the control of MP A with respect to MP B in the decentralized approach, is again unable to detect non-systematic errors such as wheel-slip. (a) XY trajectory of frame M of MP A; (b) XY trajectory of frame M of MP B; (c) Relative orientation, between MP A and MP B, versus time; (d) X distance, between MP A and MP B, versus time; and (e) Y distance, between MP A and MP B, versus time. (f) Sequential photographs of the corresponding composite system motion (as time progresses from left to right along each row)Fig. 12 Case D: Articulation based estimation of frames M of MP A and MP B, used for the control of MP A and MP B with respect to a payload-fixed frame is able to detect and correct non-systematic errors such as wheel-slip. (a) XY trajectory of frame M of MP A; (b) XY trajectory of frame M of MP B; (c) Relative orientation, between MP A and MP B, versus time; (d) X distance, between MP A and MP B, versus time; and (e) Y distance, between MP A and MP B, versus time. (f) Sequential photographs of the corresponding composite system motion (as time progresses from left to right along each row) In In each each each of of of these these these figures, figures, figures, subplots subplots subplots (a) (a) (a) and and and (b) (b) (b) presents presents presents the the the overall overalltrajectories trajectories of of frames frames {{M } of MP A and MP B respectively respectively with with with respect respect respect to to their initial poses. Subplots (c), (d) and (e) present the relative orientation difference, X -difference and Y -difference of frames {M } of MP A and MP B respectively as functions of time. Further in both sets of figures, the ‘Desired’ ‘Desired’ (––(––(–– line) is the desired trajectory trajectory typically typically computed offline; and ‘Actual’ (–and ‘Actual’ (–o o – line) is the actual trajectory followed by the system, as determined by post-processing the measurements of the instrumented articulations. articulations. However, However, However, in in in Fig. Fig. Fig. 1111, the (–x – line) line) represents represents represents the the odometric estimate while in Fig. estimate while in Fig. 1212 it stands for the articulation based estimate.In Case C, both mobile platforms use the odometric estimation for localization —hence hence as as as expected, expected, expected, Fig. Fig. Fig. 1111 reflects reflects the the the fact fact fact that that that the the the system system system is is unable unable to to to detect detect detect or or or correct correct correct for for for changes changes changes in in in the the the relative relative relative system system system configuration. configuration. However the data obtained from the articulations accurately captures theexistence of errors between the frames of reference of MP B and MP A. Thus, using the articulation-based articulation-based estimation estimation of relative configuration for control as in Case D allows the detection of disturbances and successful restoration of the original system configuration configuration as as shown in Fig. 12. Note, however, however, while while the relative system configuration is maintained, errors relative to a global reference frame cannot be detected if both WMRs undergo identical simultaneous disturbances . Detection of such absolute errors would require an external reference and is beyond the scope of the existing framework.ConclusionIn this paper, we examined the design, development and validation of a kinematically compatible framework for cooperative transport of a common payload payload by by by a a team team of of nonholonomic nonholonomic mobile mobile mobile manipulators. manipulators. manipulators. Each Each Each individual individual individual mobile mobile manipulator module consists of a differentially driven wheeled WMR retrofitted with with a a a passive passive passive two two two revolute revolute revolute jointed jointed jointed planar planar planar manipulator manipulator manipulator arm. arm. arm. A composite A composite A composite multi multi degree-of-freedom degree-of-freedom vehicle vehicle system could then be modularly created by attaching a common payload on the end-effector of two or more such modules.The composite composite system system allowed payload trajectory tracking errors, arising from subsystem controller errors or environmental disturbances, to be readily accommodated within the compliance offered by the articulated linkage. The individual mobile manipulators compensated by modifying their WMR bases’ motion plans to ensure prioritized satisfaction of the nonholonomic constraints. constraints. The The stabilizing controllers of the WMR bases could then track the recomputed “desired motion plans” to help restore the system system-configuration. -configuration. This scheme not only explicitly ensured maintenance of the kinematic compatibility constraints within the system but is also well suited for an online sensor-based motion planning implementation.This This algorithm was algorithm was algorithm was then then then adapted to adapted to adapted to create two create two create two control schemes for control schemes for the overall composite system — the leader follower approach and the decentralized approach. We evaluated both approaches within an implementation framework that emphasized both, virtual prototyping and hardware-in-the-loop using the case-study of a two module composite system. Experimental results verified the ability of the composite system with sensed articulations to not only accommodate instantaneous disturbances due to terrain irregularities but also to to detect detect detect and and and correct correct correct drift drift drift in in in the the the relative relative relative system system system configuration. configuration. configuration. The The The overall overall framework readily facilitates generalization to treat larger systems with many more mobile manipulator modules.Appendix AThe kinematic constraint equations shown in Eq. (3) may be written in the general form as:(20)Then the velocity constraint equation can be written as:(21)The general solution to this differential equation is:(22)By appropriate selection of the initial conditions within the experimentalsetup, one can create the condition , i.e., exactly satisfying the constraint at the initial time, which then permits the constraint constraint to be to be to be satisfied satisfied satisfied for all for all for all time. However, time. However, time. However, one could also one could also one could also enhance this enhance this process by adding another term to the right-hand-side of Eq. (21) as:(23)where Φ is a positive-definite positive-definite constant constant matrix. This results in a first order stable system:(24)whose solution for any arbitrary initial configuration is:(25)In such systems, there is no longer a requirement to enforcesince the solution exponentially stabilizes to regardless of the initial conditions. This feature could potentially be easily added to transform Eq. (5) to further improve overall performance, but was not required. ReferencesAbou-Samah, M. 2001. A kinematically compatible framework for collaboration of multiple non-holonomic wheeled mobile robots. M. Eng. Thesis, McGill University, Montreal, Canada. Abou-Samah, Abou-Samah, M. M. M. and and and Krovi, Krovi, Krovi, V. V. V. 2002. 2002. 2002. Optimal Optimal Optimal configuration configuration configuration selection selection selection for for for a a a cooperating cooperating cooperating system system system of of mobile manipulators. In P roceedings Proceedings of the 2002 ASME Design Engineering Technical Conferences , DETC2002/MECH-34358, Montreal, QC, Canada. Adams,J.,Bajcsy, R.,Kosecka,J., R.,Kosecka,J., Kumar, Kumar, Kumar, V., V., V., Mandelbaum, Mandelbaum, Mandelbaum, R., R., R., Mintz, Mintz, Mintz, M., M., M., Paul, Paul, Paul, R., R., R., Wang, Wang, Wang, C.-C., C.-C., Yamamoto, Yamamoto, Y Y ., and and Yun, Yun, Yun, X. X. X. 1996. 1996. 1996. Cooperative Cooperative Cooperative material material material handling handling handling by by by human human human and and and robotic robotic robotic agents: agents: Module development and system synthesis. Expert Systems with Applications, 11(2):89, 11(2):89, 11(2):89––97. Bhatt, R.M., Tang, C.P ., Abou-Samah, M., and Krovi, V. 2005. A screw-theoretic analysis framework for for payload payload payload manipulation manipulation manipulation by by by mobile mobile mobile manipulator manipulator manipulator collectives. collectives. collectives. In In Proceedings of the 2005 ASME International Mechanical Engineering Congress & Exposition, IMECE2005-81525, Orlando, Florida, USA. Borenstein, J., Everett, B., and Feng, L. 1996. Navigating Mobile Robots: Systems and Techniques. A. K. Peters, Ltd., Wellesley, MA. Brockett, R.W. 1981. Control theory and singular riemannian geometry. In P .J. Hilton and G.S. Young (eds), New Directions in Applied Mathematics, Springer-Verlag, New York, pp. 11–27. Campion, Campion, G., G., G., Bastin, Bastin, Bastin, G., G., G., and and and D'Andrea-Novel, D'Andrea-Novel, D'Andrea-Novel, B. B. B. 1996. 1996. 1996. Structural Structural Structural properties properties properties and and and classification classification classification of of kinematic kinematic and and and dynamic dynamic dynamic models models models of of of wheeled wheeled wheeled mobile mobile mobile robots. robots. IEEE Transactions on Robotics and Automation , 12(1):47–62. Canudas de Witt, C., Siciliano, B., and Bastin, G. 1996. Theory of Robot Control. Springer-Verlag, Berlin. Desai, Desai, J. J. J. and and and Kumar, Kumar, Kumar, V. V. V. 1999. 1999. 1999. Motion Motion Motion planning planning planning for for for cooperating cooperating cooperating mobile mobile mobile manipulators. manipulators. Journal of Robotic Systems , 16(10):557–579. Donald, B.R., Jennings, J., and Rus, D. 1997. Information invariants for distributed manipulation. TheInternational Journal of Robotics Research, 16(5):673–702. Honzik, B. 2000. Simulation of the kinematically redundant mobile manipulator. In Proceedings of the 8th MATLAB Conference 2000, Prague, Czech Republic, pp. 91, Prague, Czech Republic, pp. 91–95. Humberstone, C.K. and Smith, K.B. 2000. Object transport using multiple mobile robots with non-compliant endeffectors. In D istributed Distributed Autonomous Robotics Systems 4, Springer-Verlag, Tokyo, 4, Springer-Verlag, Tokyo, Tokyo, pp. 417–426. Juberts, M. 2001. Intelligent control of mobility systems, Needs. ISD Division, Manufacturing Engineering Laboratory, National Institute of Standards and Technology. Khatib, Khatib, O., O., O., Yokoi, Yokoi, K., K., Chang, Chang, Chang, K., K., K., Ruspini, Ruspini, Ruspini, D., D., D., Holmberg, Holmberg, Holmberg, R., R., R., and and and Casal, Casal, Casal, A. A. A. 1996. 1996. 1996. Vehicle/arm Vehicle/arm coordination and multiple mobile manipulator decentralized cooperation. In Proceedings of the 1996IEEE/RSJ International Conference on Intelligent Robots and Systems, Osaka, Japan, pp. 546–553. Kosuge, K., Osumi, T., Sato, M., Chiba, K., and Takeo, K. 1998. Transportation of a single object by two decentralized-controlled nonholonomic mobile robots. In 1998 IEEE International Conference on Robotics and Automation, Leuven, Belgium, pp. 2989–2994. Kube, C.R. and Zhang, H. 1997. Task modelling in collective robotics. Autonomous Robots , Kluwer Academic Publishers, 4(1):53–72. Latombe, J.-C. 1991. R obot Robot Motion Planning. Kluwer Academic Publishers, Boston, MA. Li, Z. and Canny, J.F. 1993. Nonholonomic Motion Planning. Kluwer Academic Publishers, Boston, MA. Murray, R.M. and Sastry, S.S. 1993. Nonholonomic motion planning: Steering using sinusoids. IEEE Transactions on Automatic Control, 38(5):700–716. Nakamura, Y . 1991. A dvanced Advanced Robotics: Redundancy and Optimization. Addison-Wesley Publishing Company, Inc., California. Samson, Samson, C. C. C. and and and Ait-Abderrahim, Ait-Abderrahim, Ait-Abderrahim, K. K. K. 1991a. 1991a. 1991a. Feedback Feedback Feedback control control control of of of a a a nonholonomic nonholonomic nonholonomic wheeled wheeled wheeled cart cart cart in in cartesian space. space. In In Proceedings of the 1991 IEEE International Conference on Robotics and Automation , Sacramento CA, pp. 1136–1141. Samson, C. and Ait-Abderrahim, K. 1991b. Feedback stabilization of a nonholonomic wheeled mobile robot. robot. In In Proceedings of the 1991 IEEE/RSJ International Workshop on Intelligent Robots andSystems , Osaka, Japan, pp. 1242–1247. Schenker, P .S., Huntsberger, T.L., Pirjanian, P ., Trebi-Ollennu, A., Das, H., Joshi, S., Aghazarian, H., Ganino, A.J., Kennedy, B.A., and Garrett, M.S. 2000. Robot work crews for planetary outposts: Close cooperation and coordination of multiple mobile robots. In Procedings of SPIE Symposium on Sensor Fusion and Decentralized Control in Robotic Systems III , Boston, MA. Seraji, Seraji, H. H. H. 1998. 1998. 1998. A A A unified unified unified approach approach approach to to to motion motion motion control control control of of of mobile mobile mobile manipulators. manipulators. The International Journal of Robotics Research, 17(2):107, 17(2):107–118. Spletzer, J., Das, A.K., Fierro, C.J., Kumar, V., and Ostrowski, J.P. 2001. Cooperative localization and control for multi-robot manipulation. In Procedings of the 2001 IEEE/RSJ International Conference on Intelligent Robots and Systems, Maui, Hawaii, USA, pp. 631–636. Stilwell, Stilwell, D.J. D.J. D.J. and and and Bay, Bay, Bay, J.S. J.S. J.S. 1993. 1993. 1993. Towards Towards Towards the the the development development development of of of a a a material material material transport transport transport system system system using using swarms of ant-like robots. In Procedings of the 1993 IEEE/RSJ International Conference on Intelligent Robots and Systems, Atlanta, GA, pp. 766, Atlanta, GA, pp. 766–771. Tang, C.P . 2004. Manipulability-based analysis of cooperative payload transport by robot collectives. M.S. Thesis, University at Buffalo, Buffalo, NY . Tang, C.P . and Krovi, V. 2004. Manipulability-based configuration evaluation of cooperative payload transport by by mobile mobile robot collectives. In Proceedings of the 2004 ASME Design Engineering Technical Conferences and Computers and Information in Engineering Conference , DETC2004-57476, Salt Lake City, UT, USA. Tanner, H.G., Kyriakopoulos, K.J., and Krikelis, N.I. 1998. Modeling of multiple mobile manipulators handling a common deformable object. Journal of Robotic Systems, 15(11):599, 15(11):599, 15(11):599––623. Wang, Z.-D., Nakano, E., and Matsukawa, T. 1994. Cooperating multiple behavior-based robots for object manipulation. In 1994 1994 IEEE/RSJ International Conference on Intelligent Robots and Systems . Whitney, Whitney, D.E. D.E. D.E. 1969. 1969. 1969. Resolved Resolved Resolved motion motion motion rate rate rate control control control of of of manipulators manipulators manipulators and and and human human human prostheses. prostheses. IEEE Transactions on Man-Machine Systems, MMS-10;47, MMS-10;47–53. Yamamoto, Y. 1994. Control and coordination of locomotion and manipulation of a wheeled mobile manipulator. Ph.D. Thesis, University of Pennsylvania, Philadelphia, PA. Yamamoto, Y . and Yun, X. 1994. Coordinating locomotion and manipulation of a mobile manipulator. IEEE Transactions on Automatic Control, 39(6):1326–1332. Footnotes 1.R indicates revolute joint. RRR indicates serial linkages connected by three revolute joints. 2.We denote “desired ” quantities using superscript d in the rest of the paper. 3.Reference robot variables are denoted using superscript r and actual robot variables without any superscript for the rest of the paper. 4.SolidWorks TM was the CAD package used for this work. 5.MSC Visual Nastran TM was the dynamic simulation environment used for this work. 。
机械手类毕业设计外文文献翻译

毕业设计(论文)外文资料翻译系别:专业:班级:姓名:学号:外文出处:附件: 1. 原文; 2. 译文2013年03月附件一:A Rapidly Deployable Manipulator SystemChristiaan J.J. Paredis, H. Benjamin Brown, Pradeep K. KhoslaAbstract:A rapidly deployable manipulator system combines the flexibility of reconfigurable modular hardware with modular programming tools, allowing the user to rapidly create a manipulator which is custom-tailored for a given task. This article describes two main aspects of such a system, namely, the Reconfigurable Modular Manipulator System (RMMS)hardware and the corresponding control software.1 IntroductionRobot manipulators can be easily reprogrammed to perform different tasks, yet the range of tasks that can be performed by a manipulator is limited by mechanicalstructure.Forexample, a manipulator well-suited for precise movement across the top of a table would probably no be capable of lifting heavy objects in the vertical direction. Therefore, to perform a given task,one needs to choose a manipulator with an appropriate mechanical structure.We propose the concept of a rapidly deployable manipulator system to address the above mentioned shortcomings of fixed configuration manipulators. As is illustrated in Figure 1, a rapidly deployable manipulator system consists of software and hardware that allow the user to rapidly build and program a manipulator which is customtailored for a given task.The central building block of a rapidly deployable system is a Reconfigurable Modular Manipulator System (RMMS). The RMMS utilizes a stock of interchangeable link and joint modules of various sizes and performance specifications. One such module is shown in Figure 2. By combining these general purpose modules, a wide range of special purpose manipulators can be assembled. Recently, there has been considerable interest in the idea of modular manipulators [2, 4, 5, 7, 9, 10, 14], for research applications as well as for industrial applications. However, most of these systems lack the property of reconfigurability, which is key to the concept of rapidly deployable systems. The RMMS is particularly easy toreconfigure thanks to its integrated quick-coupling connectors described in Section 3.Effective use of the RMMS requires, Task Based Design software. This software takes as input descriptions of the task and of the available manipulator modules; it generates as output a modular assembly configuration optimally suited to perform the given task. Several different approaches have been used successfully to solve simpli-fied instances of this complicated problem.A third important building block of a rapidly deployable manipulator system is a framework for the generation of control software. To reduce the complexity of softwaregeneration for real-time sensor-based control systems, a software paradigm called software assembly has been proposed in the Advanced Manipulators Laboratory at CMU.This paradigm combines the concept of reusable and reconfigurable software components, as is supported by the Chimera real-time operating system [15], with a graphical user interface and a visual programming language, implemented in OnikaA lthough the software assembly paradigm provides thesoftware infrastructure for rapidly programming manipulator systems, it does not solve the programming problem itself. Explicit programming of sensor-based manipulator systems is cumbersome due to the extensive amount of detail which must be specified for the robot to perform the task. The software synthesis problem for sensor-based robots can be simplified dramatically, by providing robust robotic skills, that is, encapsulated strategies for accomplishing common tasks in the robots task domain [11]. Such robotic skills can then be used at the task level planning stage without having to consider any of the low-level detailsAs an example of the use of a rapidly deployable system,consider a manipulator in a nuclear environment where it must inspect material and space for radioactive contamination, or assemble and repair equipment. In such an environment, widely varied kinematic (e.g., workspace) and dynamic (e.g., speed, payload) performance is required, and these requirements may not be known a priori. Instead of preparing a large set of different manipulators to accomplish these tasks—an expensive solution—one can use a rapidly deployable manipulator system. Consider the following scenario: as soon as a specific task is identified, the task based design software determinesthe task. This optimal configuration is thenassembled from the RMMS modules by a human or, in the future, possibly by anothermanipulator. The resulting manipulator is rapidly programmed by using the software assembly paradigm and our library of robotic skills. Finally,the manipulator is deployed to perform its task.Although such a scenario is still futuristic, the development of the reconfigurable modular manipulator system, described in this paper, is a major step forward towards our goal of a rapidly deployable manipulator system.Our approach could form the basis for the next generation of autonomous manipulators, in which the traditional notion of sensor-based autonomy is extended to configuration-based autonomy. Indeed, although a deployed system can have all the sensory and planning information it needs, it may still not be able to accomplish its task because the task is beyond the system’s physical capabilities. A rapidly deployable system, on the other hand, could adapt its physical capabilities based on task specifications and, with advanced sensing, control, and planning strategies, accomplish the task autonomously.2 Design of self-contained hardware modulesIn most industrial manipulators, the controller is a separate unit housing the sensor interfaces, power amplifiers, and control processors for all the joints of the manipulator.A large number of wires is necessary to connect this control unit with the sensors, actuators and brakes located in each of the joints of the manipulator. The large number of electrical connections and the non-extensible nature of such a system layout make it infeasible for modular manipulators. The solution we propose is to distribute the control hardware to each individual module of the manipulator. These modules then become self-contained units which include sensors, an actuator, a brake, a transmission, a sensor interface, a motor amplifier, and a communication interface, as is illustrated in Figure 3. As a result, only six wires are requiredfor power distribution and data communication.2.1 Mechanical designThe goal of the RMMS project is to have a wide variety of hardware modules available. So far, we have built four kinds of modules: the manipulator base, a link module, three pivot joint modules (one of which is shown in Figure 2), and one rotate joint module. The base module and the link module have no degrees-of-freedom; the joint modules have onedegree-of-freedom each. The mechanical design of the joint modules compactly fits aDC-motor, a fail-safe brake, a tachometer, a harmonic drive and a resolver.The pivot and rotate joint modules use different outside housings to provide the right-angle or in-line configuration respectively, but are identical internally. Figure 4 shows in cross-section the internal structure of a pivot joint. Each joint module includes a DC torque motor and 100:1 harmonic-drive speed reducer, and is rated at a maximum speed of 1.5rad/s and maximum torque of 270Nm. Each module has a mass of approximately 10.7kg. A single, compact, X-type bearing connects the two joint halves and provides the needed overturning rigidity. A hollow motor shaft passes through all the rotary components, and provides achannel for passage of cabling with minimal flexing.2.2 Electronic designThe custom-designed on-board electronics are also designed according to the principle of modularity. Each RMMS module contains a motherboard which provides the basic functionality and onto which daughtercards can be stacked to add module specific functionality.The motherboard consists of a Siemens 80C166 microcontroller, 64K of ROM, 64K of RAM, an SMC COM20020 universal local area network controller with an RS-485 driver, and an RS-232 driver. The function of the motherboard is to establish communication with the host interface via an RS-485 bus and to perform the lowlevel control of the module, as is explained in more detail in Section 4. The RS-232 serial bus driver allows for simple diagnostics and software prototyping.A stacking connector permits the addition of an indefinite number of daughtercards with various functions, such as sensor interfaces, motor controllers, RAM expansion etc. In our current implementation, only modules with actuators include a daughtercard. This card contains a 16 bit resolver to digital converter, a 12 bit A/D converter to interface with the tachometer, and a 12 bit D/A converter to control the motor amplifier; we have used an ofthe-shelf motor amplifier (Galil Motion Control model SSA-8/80) to drive the DC-motor. For modules with more than one degree-of-freedom, for instance a wrist module, more than one such daughtercard can be stacked onto the same motherboard.3 Integrated quick-coupling connectorsTo make a modular manipulator be reconfigurable, it is necessary that the modules can be easily connected with each other. We have developed a quick-coupling mechanism with which a secure mechanical connection between modules can be achieved by simply turning a ring handtight; no tools are required. As shown in Figure 5, keyed flanges provide precise registration of the two modules. Turning of the locking collar on the male end produces two distinct motions: first the fingers of the locking ring rotate (with the collar) about 22.5 degrees and capture the fingers on the flanges; second, the collar rotates relative to the locking ring, while a cam mechanism forces the fingers inward to securely grip the mating flanges. A ball- transfer mechanism between the collar and locking ring automatically produces this sequence of motions.At the same time the mechanical connection is made,pneumatic and electronic connections are also established. Inside the locking ring is a modular connector that has 30 male electrical pins plus a pneumatic coupler in the middle. These correspond to matching female components on the mating connector. Sets of pins are wired in parallel to carry the 72V-25A power for motors and brakes, and 48V–6A power for the electronics. Additional pins carry signals for two RS-485 serial communication busses and four video busses. A plastic guide collar plus six alignment pins prevent damage to the connector pins and assure proper alignment. The plastic block holding the female pins can rotate in the housing to accommodate the eight different possible connection orientations (8@45 degrees). The relative orientation is automatically registered by means of an infrared LED in the female connector and eight photodetectors in the male connector.4 ARMbus communication systemEach of the modules of the RMMS communicates with a VME-based host interface over a local area network called the ARMbus; each module is a node of the network. The communication is done in a serial fashion over an RS-485 bus which runs through the length of the manipulator. We use the ARCNET protocol [1] implemented on a dedicated IC (SMC COM20020). ARCNET is a deterministic token-passing network scheme which avoids network collisions and guarantees each node its time to access the network. Blocks ofinformation called packets may be sent from any node on the network to any one of the other nodes, or to all nodes simultaneously (broadcast). Each node may send one packet each time it gets the token. The maximum network throughput is 5Mb/s.The first node of the network resides on the host interface card, as is depicted in Figure 6. In addition to a VME address decoder, this card contains essentially the same hardware one can find on a module motherboard. The communication between the VME side of the card and the ARCNET side occurs through dual-port RAM.There are two kinds of data passed over the local area network. During the manipulator initialization phase, the modules connect to the network one by one, starting at the base and ending at the end-effector. On joining the network, each module sends a data-packet to the host interface containing its serial number and its relative orientation with respect to the previous module. This information allows us to automatically determine the current manipulator configuration.During the operation phase, the host interface communicates with each of the nodes at 400Hz. The data that is exchanged depends on the control mode—centralized or distributed. In centralized control mode, the torques for all the joints are computed on the VME-based real-time processing unit (RTPU), assembled into a data-packet by the microcontroller on the host interface card and broadcast over the ARMbus to all the nodes of the network. Each node extracts its torque value from the packet and replies by sending a data-packet containing the resolver and tachometer readings. In distributed control mode, on the other hand, the host computer broadcasts the desired joint values and feed-forward torques. Locally, in each module, the control loop can then be closed at a frequency much higher than 400Hz. The modules still send sensor readings back to the host interface to be used in the computation of the subsequent feed-forward torque.5 Modular and reconfigurable control softwareThe control software for the RMMS has been developed using the Chimera real-time operating system, which supports reconfigurable and reusable software components [15]. The software components used to control the RMMS are listed in Table 1. The trjjline, dls, and grav_comp components require the knowledge of certain configuration dependent parametersof the RMMS, such as the number of degrees-of-freedom, the Denavit-Hartenberg parameters etc. During the initialization phase, the RMMS interface establishes contact with each of the hardware modules to determine automatically which modules are being used and in which order and orientation they have been assembled. For each module, a data file with a parametric model is read. By combining this information for all the modules, kinematic and dynamic models of the entire manipulator are built.After the initialization, the rmms software component operates in a distributed control mode in which the microcontrollers of each of the RMMS modules perform PID control locally at 1900Hz. The communication between the modules and the host interface is at 400Hz, which can differ from the cycle frequency of the rmms software component. Since we use a triple buffer mechanism [16] for the communication through the dual-port RAM on the ARMbus host interface, no synchronization or handshaking is necessary.Because closed form inverse kinematics do not exist for all possible RMMS configurations, we use a damped least-squares kinematic controller to do the inverse kinematics computation numerically..6 Seamless integration of simulationTo assist the user in evaluating whether an RMMS con- figuration can successfully complete a given task, we have built a simulator. The simulator is based on the TeleGrip robot simulation software from Deneb Inc., and runs on an SGI Crimson which is connected with the real-time processing unit through a Bit3 VME-to-VME adaptor, as is shown in Figure 6.A graphical user interface allows the user to assemble simulated RMMS configurations very much like assembling the real hardware. Completed configurations can be tested and programmed using the TeleGrip functions for robot devices. The configurations can also be interfaced with the Chimera real-time softwarerunning on the same RTPUs used to control the actual hardware. As a result, it is possible to evaluate not only the movements of the manipulator but also the realtime CPU usage and load balancing. Figure 7 shows an RMMS simulation compared with the actual task execution.7 SummaryWe have developed a Reconfigurable Modular Manipulator System which currently consists of six hardware modules, with a total of four degrees-of-freedom. These modules can be assembled in a large number of different configurations to tailor the kinematic and dynamic properties of the manipulator to the task at hand. The control software for the RMMS automatically adapts to the assembly configuration by building kinematic and dynamic models of the manipulator; this is totally transparent to the user. To assist the user in evaluating whether a manipulator configuration is well suited for a given task, we have also built a simulator.AcknowledgmentThis research was funded in part by DOE under grant DE-F902-89ER14042, by Sandia National Laboratories under contract AL-3020, by the Department of Electrical and Computer Engineering, and by The Robotics Institute, Carnegie Mellon University.The authors would also like to thank Randy Casciola, Mark DeLouis, Eric Hoffman, and Jim Moody for their valuable contributions to the design of the RMMS system.附件二:可迅速布置的机械手系统作者:Christiaan J.J. Paredis, H. Benjamin Brown, Pradeep K. Khosla摘要:一个迅速可部署的机械手系统,可以使再组合的标准化的硬件的灵活性用标准化的编程工具结合,允许用户迅速建立为一项规定的任务来通常地控制机械手。
机械手外文翻译(英)
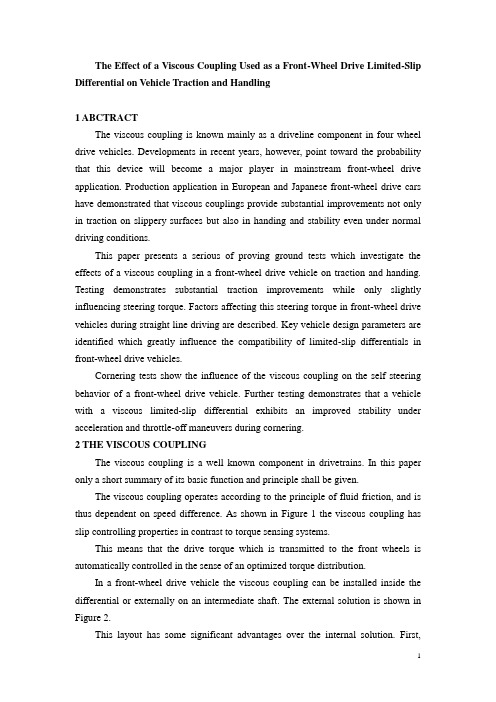
The Effect of a Viscous Coupling Used as a Front-Wheel Drive Limited-Slip Differential on Vehicle Traction and Handling1 ABCTRACTThe viscous coupling is known mainly as a driveline component in four wheel drive vehicles. Developments in recent years, however, point toward the probability that this device will become a major player in mainstream front-wheel drive application. Production application in European and Japanese front-wheel drive cars have demonstrated that viscous couplings provide substantial improvements not only in traction on slippery surfaces but also in handing and stability even under normal driving conditions.This paper presents a serious of proving ground tests which investigate the effects of a viscous coupling in a front-wheel drive vehicle on traction and handing. Testing demonstrates substantial traction improvements while only slightly influencing steering torque. Factors affecting this steering torque in front-wheel drive vehicles during straight line driving are described. Key vehicle design parameters are identified which greatly influence the compatibility of limited-slip differentials in front-wheel drive vehicles.Cornering tests show the influence of the viscous coupling on the self steering behavior of a front-wheel drive vehicle. Further testing demonstrates that a vehicle with a viscous limited-slip differential exhibits an improved stability under acceleration and throttle-off maneuvers during cornering.2 THE VISCOUS COUPLINGThe viscous coupling is a well known component in drivetrains. In this paper only a short summary of its basic function and principle shall be given.The viscous coupling operates according to the principle of fluid friction, and is thus dependent on speed difference. As shown in Figure 1 the viscous coupling has slip controlling properties in contrast to torque sensing systems.This means that the drive torque which is transmitted to the front wheels is automatically controlled in the sense of an optimized torque distribution.In a front-wheel drive vehicle the viscous coupling can be installed inside the differential or externally on an intermediate shaft. The external solution is shown in Figure 2.This layout has some significant advantages over the internal solution. First,there is usually enough space available in the area of the intermediate shaft to provide the required viscous characteristic. This is in contrast to the limited space left in today’s front-axle differentials. Further, only minimal modification to the differential carrier and transmission case is required. In-house production of differentials is thus only slightly affected. Introduction as an option can be made easily especially when the shaft and the viscous unit is supplied as a complete unit. Finally, the intermediate shaft makes it possible to provide for sideshafts of equal length with transversely installed engines which is important to reduce torque steer (shown later in section 4).This special design also gives a good possibility for significant weight and cost reductions of the viscous unit. GKN Viscodrive is developing a low weight and cost viscous coupling. By using only two standardized outer diameters, standardized plates, plastic hubs and extruded material for the housing which can easily be cut to different lengths, it is possible to utilize a wide range of viscous characteristics. An example of this development is shown in Figure 3.3 TRACTION EFFECTSAs a torque balancing device, an open differential provides equal tractive effort to both driving wheels. It allows each wheel to rotate at different speeds during cornering without torsional wind-up. These characteristics, however, can be disadvantageous when adhesion variations between the left and right sides of the road surface (split-μ) limits the torque transmitted for both wheels to that which can be supported by the low-μwheel.With a viscous limited-slip differential, it is possible to utilize the higher adhesion potential of the wheel on the high-μsurface. This is schematically shown in Figure 4.When for example, the maximum transmittable torque for one wheel is exceeded on a split-μsurface or during cornering with high lateral acceleration, a speed difference between the two driving wheels occurs. The resulting self-locking torque in the viscous coupling resists any further increase in speed difference and transmits the appropriate torque to the wheel with the better traction potential.It can be seen in Figure 4 that the difference in the tractive forces results in a yawing moment which tries to turn the vehicle in to the low-μside, To keep the vehicle in a straight line the driver has to compensate this with opposite steering input. Though the fluid-friction principle of the viscous coupling and the resulting softtransition from open to locking action, this is easily possible, The appropriate results obtained from vehicle tests are shown in Figure 5.Reported are the average steering-wheel torque Ts and the average corrective opposite steering input required to maintain a straight course during acceleration on a split-μtrack with an open and a viscous differential. The differences between the values with the open differential and those with the viscous coupling are relatively large in comparison to each other. However, they are small in absolute terms. Subjectively, the steering influence is nearly unnoticeable. The torque steer is also influenced by several kinematic parameters which will be explained in the next section of this paper.4 FACTORS AFFECTING STEERING TORQUEAs shown in Figure 6 the tractive forces lead to an increase in the toe-in response per wheel. For differing tractive forces, Which appear when accelerating on split-μwith limited-slip differentials, the toe-in response changes per wheel are also different.Unfortunately, this effect leads to an undesirable turn-in response to the low-μside, i.e. the same yaw direction as caused by the difference in the tractive forces.Reduced toe-in elasticity is thus an essential requirement for the successful front-axle application of a viscous limited-slip differential as well as any other type of limited-slip differential.Generally the following equations apply to the driving forces on a wheelμV T F F =With =T F Tractive Force=V F Vertical Wheel Load=μUtilized Adhesion CoefficientThese driving forces result in steering torque at each wheel via the wheel disturbance level arm “e ” and a steering torque difference between the wheels given by the equation:△e T =()lo H hi H F F e ---∙∙δcosWhere △=e T Steering Torque Differencee=Wheel Disturbance Level Arm=δKing Pin Anglehi=high-μside subscriptlo=low-μside subscriptIn the case of front-wheel drive vehicles with open differentials, △Ts is almost unnoticeable, since the torque bias (lo H hi T F F --/) is no more than 1.35.For applications with limited-slip differentials, however, the influence is significant. Thus the wheel disturbance lever arm e should be as small as possible. Differing wheel loads also lead to an increase in △Te so the difference should also be as small as possible.When torque is transmitted by an articulated CV-Joint, on the drive side (subscript 1) and the driven side (subscript 2),differing secondary moments are produced that must have a reaction in a vertical plane relative to the plane of articulation. The magnitude and direction of the secondary moments (M) are calculated as follows (see Figure 8):Drive side M1 =v v T T ββηtan /)2/tan(2-∙Driven side M2 =v v T T ββηtan /)2/tan(2+∙With T2 =dyn T r F ∙ηT =()system Jo T f int ,,2βWhere v β∧=Vertical Articulation Angleβ∧=Resulting Articulation Angled y n r ∧=Dynamic Wheel RadiusηT ∧=Average Torque LossThe component δcos 2∙M acts around the king-pin axis (see figure 7) as a steering torque per wheel and as a steering torque difference between the wheels as follows: ])tan /2/tan ()sin /2/tan [(cos 22li w hi w T T T T T ----+±=∆νηννηνβββββδ where ∧=∆βT Steering Torque DifferenceW ∧=Wheel side subscriptIt is therefore apparent that not only differing driving torque but also differingarticulations caused by various driveshaft lengths are also a factor. Referring to the moment-polygon in Figure 7, the rotational direction of M2 or βT respectively change, depending on the position of the wheel-center to the gearbox output.For the normal position of the halfshaft shown in Figure 7(wheel-center below the gearbox output joint) the secondary moments work in the same rotational direction as the driving forces. For a modified suspension layout (wheel-center above gearbox output joint, i.e. v βnegative) the secondary moments counteract the moments caused by the driving forces. Thus for good compatibility of the front axle with a limited-slip differential, the design requires: 1) vertical bending angles which are centered around 0=v βor negative (0<v β) with same values of v βon both left and right sides; and 2) sideshafts of equal length.The influence of the secondary moments on the steering is not only limited to the direct reactions described above. Indirect reactions from the connection shaft between the wheel-side and the gearbox-side joint can also arise, as shown below:Figure 9: Indirect Reactions Generated by Halfshaft Articulation in the Vertical PlaneFor transmission of torque without loss and vd vw ββ= both of the secondary moments acting on the connection shaft compensate each other. In reality (with torque loss), however, a secondary moment difference appears:△W D DW M M M 12-=With -+=ηT T T W D 22The secondary moment difference is: =D W M ()VW W VW W VD VD W T T D T w T T ββββηηηtan /2/tan sin /tan 22/2+-++For reasons of simplification it apply that V VW VD βββ==and ηηηT T T W D == to give △()V V V D W T M βββηtan /1sin /12/tan ++∙=△DW M requires opposing reaction forces on both joints where L M F D W D W /∆=. Due to the joint disturbance lever arm f, a further steering torque also acts around the king-pin axis:L f M T D W f /cos δ∙∙∆=()lo lo D W hi hi D W f L M L M f T //cos ---∙∙=∆Where ∧=f T Steering Torque per Wheel∧=∆f T Steering Torque Difference∧=f Joint Disturbance Lever∧=L Connection shaft (halfshaft) LengthFor small values of f, which should be ideally zero, f T ∆ is of minor influence.5.EFFECT ON CORNERINGViscous couplings also provide a self-locking torque when cornering, due to speed differences between the driving wheels. During steady state cornering, as shown in figure 10, the slower inside wheel tends to be additionally driven through the viscous coupling by the outside wheel.Figure 10: Tractive forces for a front-wheel drive vehicle during steady state corneringThe difference between the Tractive forces Dfr and Dfl results in a yaw moment MCOG , which has to be compensated by a higher lateral force, and hence a larger slip angle af at the front axle. Thus the influence of a viscous coupling in a front-wheel drive vehicle on self-steering tends towards an understeering characteristic. This behavior is totally consistent with the handling bias of modern vehicles which all under steer during steady state cornering maneuvers. Appropriate test results are shown in figure 11.Figure 11: comparison between vehicles fitted with an open differential and viscous coupling during steady state cornering.The asymmetric distribution of the tractive forces during cornering as shown in figure 10 improves also the straight-line running. Every deviation from the straight-line position causes the wheels to roll on slightly different radii. The difference between the driving forces and the resulting yaw moment tries to restore the vehicle to straight-line running again (see figure 10).Although these directional deviations result in only small differences in wheel travel radii, the rotational differences especially at high speeds are large enough for a viscous coupling front differential to bring improvements in straight-line running.High powered front-wheel drive vehicles fitted with open differentials often spintheir inside wheels when accelerating out of tight corners in low gear. In vehicles fitted with limited-slip viscous differentials, this spinning is limited and the torque generated by the speed difference between the wheels provides additional tractive effort for the outside driving wheel. this is shown in figure 12Figure 12: tractive forces for a front-wheel drive vehicle with viscous limited-slip differential during acceleration in a bendThe acceleration capacity is thus improved, particularly when turning or accelerating out of a T-junction maneuver ( i.e. accelerating from a stopped position at a “T” intersection-right or left turn ).Figures 13 and 14 show the results of acceleration tests during steady state cornering with an open differential and with viscous limited-slip differential .Figure 13: acceleration characteristics for a front-wheel drive vehicle with an open differential on wet asphalt at a radius of 40m (fixed steering wheel angle throughout test).Figure 14: Acceleration Characteristics for a Front-Wheel Drive Vehicle with Viscous Coupling on Wet Asphalt at a Radius of 40m (Fixed steering wheel angle throughout test)The vehicle with an open differential achieves an average acceleration of 2.0 2/sm while them(limited by/s vehicle with the viscous coupling reaches an average of 2.3 2engine-power). In these tests, the maximum speed difference, caused by spinning of the inside driven wheel was reduced from 240 rpm with open differential to 100 rpm with the viscous coupling.During acceleration in a bend, front-wheel drive vehicles in general tend to understeer more than when running at a steady speed. The reason for this is the reduction of the potential to transmit lateral forces at the front-tires due to weight transfer to the rear wheels and increased longitudinal forces at the driving wheels. In an open loop control-circle-test this can be seen in the drop of the yawing speed (yaw rate) after starting to accelerate (Time 0 in Figure 13 and 14). It can also be taken from Figure 13 and Figure 14 that the yaw rate of the vehicle with the open differential falls-off more rapidly than for the vehicle with the viscous coupling starting to accelerate. Approximately 2 seconds after starting to accelerate, however, the yaw rate fall-off gradient of the viscous-coupled vehicle increases more than at thevehicle with open differential.The vehicle with the limited slip front differential thus has a more stable initial reaction under accelerating during cornering than the vehicle with the open differential, reducing its understeer. This is due to the higher slip at the inside driving wheel causing an increase in driving force through the viscous coupling to the outside wheel, which is illustrated in Figure 12. the imbalance in the front wheel tractive forces results in a yaw momentM acting in direction of the turn, countering theCSDundersteer.When the adhesion limits of the driving wheels are exceed, the vehicle with the viscous coupling understeers more noticeably than the vehicle with the open differential (here, 2 seconds after starting to accelerate). On very low friction surfaces, such as snow or ice, stronger understeer is to be expected when accelerating in a curve with a limited slip differential because the driving wheels-connected through the viscous coupling-can be made to spin more easily (power-under-steering). This characteristic can, however, be easily controlied by the driver or by an automatic throttle modulating traction control system. Under these conditions a much easier to control than a rear-wheel drive car. Which can exhibit power-oversteering when accelerating during cornering. All things, considered, the advantage through the stabilized acceleration behavior of a viscous coupling equipped vehicle during acceleration the small disadvantage on slippery surfaces.Throttle-off reactions during cornering, caused by releasing the accelerator suddenly, usually result in a front-wheel drive vehicle turning into the turn (throttle-off oversteering ). High-powered modeles which can reach high lateral accelerations show the heaviest reactions. This throttle-off reaction has several causes such as kinematic influence, or as the vehicle attempting to travel on a smaller cornering radius with reducing speed. The essential reason, however, is the dynamic weight transfer from the rear to the front axle, which results in reduced slip-angles on the front and increased slip-angles on the rear wheels. Because the rear wheels are not transmitting driving torque, the influence on the rear axle in this case is greater than that of the front axle. The driving forces on the front wheels before throttle-off (see Figure 10) become over running or braking forces afterwards, which is illustrated for the viscous equipped vehicle in Figure 15.Figure 15:Baraking Forces for a Front-Wheel Drive Vehicle with ViscousLimited-Slip Differential Immediately after a Throttle-off Maneuver While CorneringAs the inner wheel continued to turn more slowly than the outer wheel, the viscous coupling provides the outer wheel with the larger braking force f B . The force difference between the front-wheels applied around the center of gravity of the vehicle causes a yaw moment G C M 0 that counteracts the normal turn-in reaction.When cornering behavior during a throttle-off maneuver is compared for vehicles with open differentials and viscous couplings, as shown in Figure 16 and 17, the speed difference between the two driving wheels is reduced with a viscous differential.Figure 16: Throttle-off Characteristics for a Front-Wheel Drive Vehicle with an open Differential on Wet Asphalt at a Radius of 40m (Open Loop)Figure 17:Throttle-off Characteristics for a Front-Wheel Drive Vehicle with Viscous Coupling on Wet Asphalt at a Radius of 40m (Open Loop)The yawing speed (yaw rate), and the relative yawing angle (in addition to the yaw angle which the vehicle would have maintained in case of continued steady state cornering) show a pronounced increase after throttle-off (Time=0 seconds in Figure 14 and 15) with the open differential. Both the sudden increase of the yaw rate after throttle-off and also the increase of the relative yaw angle are significantly reduced in the vehicle equipped with a viscous limited-slip differential.A normal driver os a front-wheel drive vehicle is usually only accustomed to neutral and understeering vehicle handing behavior, the driver can then be surprised by sudden and forceful oversteering reaction after an abrupt release of the throttle, for example in a bend with decreasing radius. This vehicle reaction is further worsened if the driver over-corrects for the situation. Accidents where cars leave the road to the inner side of the curve is proof of this occurrence. Hence the viscous coupling improves the throttle-off behavior while remaining controllable, predictable, and safer for an average driver.6. EFFECT ON BRAKINGThe viscous coupling in a front-wheel drive vehicle without ABS (anti-lock braking system) has only a very small influence on the braking behavior on split-μ surfaces. Hence the front-wheels are connected partially via the front-wheel on the low-μ side is slightly higher than in an vehicle with an open differential. On the other side ,the brake pressure to lock the front-wheel on the high-μ side is slightlylower. These differences can be measured in an instrumented test vehicle but are hardly noticeable in a subjective assessment. The locking sequence of front and rear axle is not influenced by the viscous coupling.Most ABS offered today have individual control of each front wheel. Electronic ABS in front-wheel drive vehicles must allow for the considerable differences in effective wheel inertia between braking with the clutch engaged and disengaged.Partial coupling of the front wheels through the viscous unit does not therefore compromise the action of the ABS - a fact that has been confirmed by numerous tests and by several independent car manufacturers. The one theoretical exception to this occurs on a split-μ—surface if a yaw moment build-up delay or Yaw Moment Reduction(YMR) is included in the ABS control unit. Figure 18 shows typical brake pressure sequences, with and without YMR.figure 18: brake pressure build-up characteristics for the front brakes of a vehicle braking on split-μwith ABS.In vehicles with low yaw inertia and a short wheelbase, the yaw moment build-up can be delayed to allow an average driver enough reaction time by slowing the brake pressure build-up over the ABS for the high-μwheel. The wheel on the surface with the higher friction coefficient is therefore, particularly at the beginning of braking, under-braked and runs with less slip. The low-μwheel, in contrast, can at the same time have a very high slip, which results in a speed difference across the viscous differential. The resulting self-locking torque then appears as an extra braking force at the high-μwheel which counteracts the YMR.Although this might be considered as a negative effect and can easily be corrected when setting the YMR algorithm for a vehicle with a front viscous coupling, vehicle tests have proved that the influence is so slight that no special development of new ABS/YMR algorithms are actually needed. Some typical averaged test results are summarized in Figure 19.figure 19 : results form ABS braking tests with YMR on split-μ(V o=50 mph, 3rd Gear, closed loop ) in figure 19 on the left a comparison of the maximum speed difference which occurred in the first ABS control cycle during braking is shown. It is obvious that the viscous coupling is reducing this speed difference. As the viscous coupling counteracts the YMR, the required steering wheel angle to keep the vehicle in straight direction in the first second of braking increased from 39°to 51°(figure 19,middle). Since most vehicle and ABS manufacturers consider 90°to be the critical limit, this can be tolerated. Finally, as the self-locking torque produced by the viscous coupling causes an increase in high-µ. Wheel braking force, a slightly higher vehicle deceleration was maintained(figure 19,right).7 SUMMARYin conclusion,it can be established that the application of a viscous coupling in a front-axle differential. It also positively influences the complete vehicle handling and stability , with only slight, but acceptable influence on torques-steer.To reduce unwanted torque-steer effects a basic set of design rules have been established:●Toe-in response due to longitudinal load change must be as small as possible .●Distance between king-pin axis and wheel center has to be as small as possible.●Vertical bending angle-rang should be centered around zero(or negative).●vertical bending angles should be the same for both sides.●Sideshafts should be of equal length.Of minor influence on torque-steer is the joint disturbance lever arm which should be ideally zero for other reasons anyway. Braking with and without ABS is only negligibly influenced by the viscous coupling. Traction is significantly improved by the viscous limited slip differential in a front-wheel drive vehicle.The self-steering behavior of a front-wheel drive vehicle is slightly influenced by a viscous limited slip differential in the direction of understeer. The improved reactions to throttle-off and acceleration during cornering make a vehicle with viscous coupling in the front-axle considerably more stable, more predictable and therefore safer.11。
关于机械手的中英文翻译

外文翻译COMBINATION OF ROBOT CONTROL AND ASSEMBLY PLANNINGFOR A PRECISION MANIPULATOORAbstractThis paper researches how to realize the automatic assembly operation on a two-finger precision manipulator. A multi-layer assembly support system is proposed. At the task-planning layer, based on the computer-aided design (CAD) model, the assembly sequence is first generated, and the information necessary for skill decomposition is also derived. Then, the assembly sequence is decomposed into robot skills at the skill-decomposition layer. These generated skills are managed and executed at the robot control layer. Experimental results show the feasibility and efficiency of the proposed system.Keywords Manipulator Assembly planning Skill decomposition Automated assembly1 IntroductionOwing to the micro-electro-mechanical systems (MEMS) techniques, many products are becoming very small and complex, such as microphones, micro-optical components, and microfluidic biomedical devices, which creates increasing needs for technologies and systems for the automated precision assembly of miniature parts. Many efforts aiming at semi-automated or automated assembly have been focused on microassembly technologies. However, microassembly techniques of high flexibility, efficiency, and reliability still open to further research. Thispaper researches how to realize the automatic assembly operation on a two-finger micromanipulator. A multi-layer assembly support system is proposed.Automatic assembly is a complex problem which may involve many different issues, such as task planning, assembly sequences generation, execution, and control, etc. It can be simply divided into two phases; the assembly planning and the robot control. At the assembly-planning phase, the information necessary for assembly operations, such as the assembly sequence, is generated. At the robot control phase, the robot is driven based on the information generated atthe assembly-planning phase, and the assembly operations are conducted. Skill primitives can work as the interface of assembly planning to robot control. Several robot systems based on skill primitives have been reported. The basic idea behind these systems is the robot programming. Robot movements are specified as skill primitives, based on which the assembly task is manually coded into programs. With the programs, the robot is controlled to fulfill assembly tasks automatically.A skill-based micromanipulation system has been developed in the authors’ lab, and it can realize many micromanipulation operations. In the system, the assembly task is manually discomposed into skill sequences and compiled into a file. After importing the file into the system, the system can automatically execute the assembly task. This paper attempts to explore a user-friendly, and at the same time easy, sequence-generation method, to relieve the burden of manually programming the skillsequence.It is an effective method to determine the assembly sequence from geometric computer-aided design (CAD) models. Many approaches have been proposed. This paper applies a simple approach to generate the assembly sequence. It is not involved with the low-level data structure of the CAD model, and can be realized with the application programming interface (API) functions that many commercial CAD software packages provide. In the proposed approach, a relations graph among different components is first constructed by analyzing the assembly model, and then, possible sequences are searched, based onthe graph. According to certain criterion, the optimal sequence is finally obtained.To decompose the assembly sequence into robot skill sequences, some works have been reported. In Nnaji et al.’s work, the assembly task commands are expanded to more detailed commands, which can be seen as robot skills, according to a predefined format. The decomposition approach of Mosemann and Wahl is based on the analysis of hyperarcs of AND/OR graphs representing the automatically generated assembly plans. This paper proposes a method to guide the skill decomposition. The assembly processes of parts are grouped into different phases, and parts are at different states. Specific workflows push forward parts from one state to another state. Each workflow is associated with a skill generator. According to the different start state and target state of the workflow, the skill generator creates a series of skills that can promote the part to its target state.The hierarchy of the system proposed here ,the assembly information on how to assemble a product is transferred to the robot through multiple layers. The top layer is for the assembly-task planning. The information needed for the task planning and skill generation are extracted from the CAD model and are saved in the database. Based on the CAD model, the assembly tasksequences are generated. At the skill-decomposition layer, tasks are decomposed into skill sequences. The generated skills are managed and executed at the robot control layer.2 Task planningSkills are not used directly at the assembly-planning phase. Instead, the concept of a task is used. A task can fulfill a series of assembly operations, for example, from locating a part, through moving the part, to fixing it with another part. In other words, one task includes many functions that may be fulfilled by several different skills. A task is defined as:T =(Base Part; Assembly Part; Operation)Base_Part and Assembly_Part are two parts that are assembled together. Base_Part is fixed on the worktable, while Assembly_Part is handled by robot’s end-effector and assembled onto the Base_Part. Operation describes how the Assembly_Part is assembled with the Base_Part; Operation ∈ {Insertion_T, screw_T, align_T,...}.The structure of microparts is usually uncomplicated, and they can be modeled by the constructive solid geometry (CSG) method. Currently, many commercial CAD software packages can support 3D CSG modeling. The assembly model is represented as an object that consists of two parts with certain assembly relations that define howthe parts are to be assembled. In the CAD model, the relations are defined by geometric constraints. The geometric information cannot be used directly to guide the assembly operation—we have to derive the information necessary for assembly operations from the CAD model.Through searching the assembly tree and geometric relations (mates’ relations) defined in the assembly’s CAD model, we can generate a relation graph among parts, for example, In the graph, the nodes represent the parts. If nodes are connected, it means that there are assembly relations among these connected nodes (parts).2.1 Mating directionIn CSG, the relations of two parts, geometric constraints, are finally represented as relations between planes and lines, such as collinear, coplanar, tangential, perpendicular, etc. For example, a shaft is assembled in a hole. The assembly relations between the two parts may consist of such two constraints as collinear between the centerline of shaft Lc_shaft and the centerline of hole Lc_hole and coplanar between the plane P_Shaft and the plane P_Hole. The mating direction is a key issue for an assembly operation. This paper applies the following approach to compute the possible mating direction based on the geometric constraints (the shaft-in-hole operation of Fig.3 is taken as an example):1. For a part in the relation graph, calculate its remaining degrees of freedom,also called degrees of separation, of each geometric constraint.For the coplanar constraint, the remaining degrees of freedom are {}z Rot y x R ,,1=. For the collinear constraint, the remaining degrees of freedom are {}z Rot z R ,2=. 1R and 2R can also be represented as {}1,0,0,0,1,11=R and {}1,0,0,1,0,02=R . Here, 1 means that there is a degree of separation between the two parts. {}1,0,0,00,021,= R R , and so, the degree of freedom around the z axis will be ignored in the following steps.In the case that there is a loop in the relation graph, such as parts Part 5, Part 6, and Part 7 in Fig. 2, the loop has to be broken before the mating direction is calculated. Under the assumption that all parts in the CAD model are fully constrained and not over-constrained, the following simple approach is adopted. For the part t in the loop, calculate the number of 1s in in i i ti R R R N ...21=; where ik R is the remaining degrees of freedom of constraint k by part i. For example, in Fig. 2, given that the number of 1s in 7,5part part U and 7,6part part U is larger than 6,5part part U and 5,6part part U , respectively, then it can be regarded that the position of Part 7 is determined by constraints with both Part 5 and Part 6, while Part 5 and Part 6 can be fully constrained by constraints between Part 5 and Part 6.We can unite Part 5 and Part 6 as one node in the relation graph, also called a composite node, as shown in Fig. 2b. The composite node will be regarded as a single part, but it is obvious that the composite node implies an assembly sequence.2. Calculate mating directions for all nodes in the relation graph. Again, beginning at the state that the shaft and the hole are assembled, separate the part in one degree of separation by a certain distance (larger than the maximum tolerance), and then check if interference occurs. Separation in both ±x axis and ±y axis of R1 causes the interference between the shaft and the hole. Separation in the +z direction raises no interference. Then, select the +z direction as the mating direction, which is represented as a vector M measured in the coordinate system of the assembly. It should be noted that, in some cases, there may be several possible mating directions for a part. The condition for assembly operation in the mating direction to be ended should be given. When contact occurs between parts in the mating direction at the assembled state, which can be checked simply with geometric constraints, the end condition is measured by force sensory information, whereas position information is used as an end condition.3. Calculate the grasping position. In this paper, parts are handled and manipulated with two separate probes, which will be discussed in the Sect. 4, and planes or edges are considered for grasping. In the case that there are several mating directions, the grasping planes are selected as G1∩G2∩...∩Gi, where Gi is possible grasping plane/edge set for the ith mating direction when the part is at its free state. For example, in Fig. 4, the pair planes P1/P1′, P2/P2′, and P3/P3′ canserve as possible grasping planes, and then the grasping planes are{}{}{}{}1P1/P 2P2/P ,1P1/P 3P3/P ,1P1/P 3P3/P ,2P2/P ,1P1/P 3_2_1_'='''''''=dir mating dir mating dir mating G G GThe approaching direction of the end-effector is selected as the normal vector of the grasping planes. It is obvious that not all points on the grasping plane can be grasped. The following method is used to determine the grasping area. The end-effector, which is modeled as a cuboid, is first added in the CAD model, with the constraint of coplanar or tangential with the grasping plane. Beginning at the edge that is far away from the Base_Part in the mating direction, move the end-effector in the mating direction along the grasping plane until the end-effector is fully in contact with the part, the grasping plane is fully in contact with the end-effector, or a collision occurs. Record the edge and the distance, both of which are measured in the part ’s coordinate system.4. Separate gradually the two parts along the mating direction, while checking interference in the other degrees of separation, until no interference occurs in all of the other degrees of separation. There is obviously a separation distance that assures interference not to occur in every degree of separation. It is called the safe length in that direction. This length is used for the collision-free path calculation, which will be discussed in the following section.2.2 Assembly sequenceSome criteria can be used to search the optimal assembly sequence, such as the mechanical stability of subassemblies, the degree of parallel execution, types of fixtures, etc. But for microassembly, we should pay more attention to one of its most important features, the limited workspace, when selecting the assembly sequence. Microassembly operations are usually conducted and monitored under microscopy, and the workspace for microassembly is very small. The assembly sequence brings much influence on the assembly efficiency. For example, a simple assembly with three parts. In sequence a, part A is first fixed onto part B. In the case that part C cannot be mounted in the workspace at the same time with component AB because of the small workspace, in order to assemble part C with AB, component AB has to be unmounted from the workspace. Then, component C is transported and fixed into the workspace. After that, component AB is transported back into the workspace again. In sequence b, there is no need to unmount any part. Sequence a is obviously inefficient and may cause much uncertainty. In other words, the greater the number of times of unmounting components required by an assembly sequence, the more inefficient the assembly sequence. In this paper, due to the small -workspace feature of microassembly, the number of times necessary for the mounting of parts is selected as the search criteria to find the assembly sequence that has a few a number of times for themounting of parts as possible.This paper proposes the following approach to search the assembly sequence. The relation graph of the assembly is used to search the optimal assembly sequence. Heuristic approaches are adopted in order to reduce the search times:1. Check nodes connected with more than two nodes. If the mating directions of its connected nodes are different, mark them as inactive nodes, whereas mark the same mating directions as active mating direction.2. Select a node that is not an inactive node. Mark the current node as the base node (part). The first base part is fixed on the workspace with the mating direction upside (this is done in the CAD model). Compare the size (e.g., weight or volume) of the base part with its connected parts, which can be done easily by reading the bill of materials (BOM) of the assembly. If the base part is much smaller, then mark it as an inactive node.3. Select a node connected with the base node as an assembly node (part). Check the mating direction if the base node needs to be unmounted from the workspace. If needed, update a variable, say mount++. Reposition the component (note that there may be not only the base part in the workspace; some other parts may have been assembled with the base part) in the workspace so that the mating direction is kept upside.4. In the CAD model, move the assembly part to the base part in the possible mating direction, while checking if interference (collision) occurs. If interference occurs, mark the base node as an inactive node and go to step 2, whereas select the Operation type according to parts’ geometric features. In this step, an Obstacle Box is also computed. The box, which is modeled as a cuboid, includes all parts in the workspace. It is used to calculate the collision-free path to move the assembly part, which will be introduced in the following section. The Obstacle Box is described by a position vector and its width, height, and length.5. Record the assembly sequence with the Operation type, the mating direction, and the grasping position.6. If all nodes have been searched, then mark the first base node as an inactive node and go to step 2. If not, select a node connected with the assembly node. Mark it as an assembly node, and the assembly node is updated as a base node. Check if there is one of the mating directions of the assembly node that is same as the mating direction of the former assembly node. If there is, use the former mating direction in the following steps. Go to step 3.After searching the entire graph, we may have several assembly sequences. Comparing the values of mount, the more efficient one can be selected. If not even one sequence is returned, then users may have to select one manually. If there are N nodes in the relation graph of Fig. 2b, all of which are not classed as inactive node, and each node may have M mating directions, thenit needs M N computations to find all assembly sequences. But because, usually, one part only has one mating direction, and there are some inactive nodes, the computation should be less than M N .It should be noted that, in the above computation, several coordinate systems are involved, such as the coordinates of the assembly sequence, the coordinates of the base part, and the coordinates of the assembly. The relations among the coordinates are represented by a 4×4 transformation matrix, which is calculated based on the assembly CAD model when creating the relations graph. These matrixes are stored with all of the related parts in the database. They are also used in skill decomposition.3 Skill decomposition and execution3.1 Definition of skill primitiveSkill primitives are the interface between the assembly planning and robot control. There have been some definitions on skill primitives. The basic difference among these definitions is the skill ’s complexity and functions that one skill can fulfill. From the point of view of assembly planning, it is obviously better that one skill can fulfill more functions. However, the control of a skill with many functions may become complicated. In the paper, two separate probes, rather than a single probe or parallel jaw gripper, are used to manipulate the part. Even for the grasp operation, the control process is not easy. In addition, for example, moving a part may involve not only the manipulator but also the worktable. Therefore, to simplify the control process, skills defined in the paper do not include many functions.More importantly, the skills should be easily applied to various assembly tasks, that is, the set of skills should have generality to express specific tasks. There should not be overlap among skills. In the paper, a skill primitive for robot control is defined as:()()()()i Attribute i Condition i Attribute i End i Attribute i Start i Attribute i Action i Attribute Si __,__,__,__,_=Attributes_i Information necessary for Si to be executed. They can be classified as required attributes and option attributes, or sensory attributes and CAD-model-driven attributes. The attributes are represented by global variables used in different layers.Action_i Robots ’ actions, which is the basic sensormotion. Many actions are defined in the system, such as Move_Worktable, Move_Probes, Rotation_Worktable, Rotation_Probes, Touch, Insert, Screw, Grasp , etc. For one skill, there is only one Action. Due to the limited space, the details of actions will not be discussed in this paper.Start_i The start state of Action_i , which is measured by sensor values.End_i The end state of Action_i, which is measured by sensor values.Condition_i The condition under which Action_i is executed.From the above definitions, we may find that skill primitives in the paper are robot motions with start state and end state, and that they are executed under specific conditions. Assembly planning in the paper is to generate a sequence of robot actions and to assign values to attributes of these actions.3.2 Skill decompositionSome approaches have been proposed for skill decomposition. This paper presents a novel approach to guide the skill decomposition. As discussed above, in the present paper, a task is to assemble the Assembly_Part with the Base_Part. We define the process from the state that Assembly_Part is at a free state to the state that it is fixed with the Base_Part as the assembly lifecycle of the Assembly_Part. In its assembly lifecycle, the Assembly_Part may be at different assembly states.Here shows a shaft’s states shown as blocks and associated workflows of an insertion task. A workflow consisting of a group of skills pushes forward the Assembly_Part from one state to another state. A workflow is associated with a specific skill generator that is in charge of generating skills. For different assembly tasks, the same workflows may be used, though specific skills generated for different tasks may be different.The system provides default task templates, in which default states are defined. These templates are imported into the system and instantiated after they are associated with the corresponding Assembly_Part. In some cases, some states defined by the default template may be not needed. For example, if the shaft has been placed into the workspace with accurate position, for example, determined by the fixture, then the Free and In_WS states can be removed from the shaft’s assembly lifecycle. The system provides a tool for users to modify these templates or generate their own templates. The tool’s user interface is displayed in.For a workflow, the start state is measured by sensory values, while the target state is calculated based on the CAD model and sensory attributes. According to the start state and the target state, the generator generates a series of skills. Here, we use the Move workflow in as an example to show how skills are generated.After the assembly task (assembly lifecycle) is initiated, the template is read into the Coordinator. For the workflow Move, its start state is Grasped, which implies that the Assembly_Part is grasped by the robot’s end-effector and, obviously, the position of the Assembly_Part is also obtained. Its target state is Adjusted, which is the state immediately before it is to be fixed with the Base_Part. At the Adjusted state, the orientation of the Assembly_Part is determined by the mating direction, while the position is determined by the Safe Length. Thesevalues have been calculated in the task planning layer and are stored in a database. When the task template is imported, these values are read into the memory at Coordinate and transformed into the coordinates of the workspace.There is an important and necessary step that has to be performed in the skill decomposition phase—the generation of a collision-free path. Here, we use a straight-line path, which is simple and easy calculated. Assume that P3 is the position of the Assembly_Part at the Adjusted state and P0 is the position at the Grasped state. The following approach is applied to generate the path:1. Based on the orientation of the Assembly_Part and mating direction, select skills (Rotate_Table or Rotate_Probes) to adjust the orientation of the part and assign values to the attributes of these skills.2. Based on the Obstacle Box, mating direction, real position/orientation of the Assembly_Part, the intermediate positions P1 and P2 need to be calculated.3. For each segment path, verify whether the Move_Table skill (for a large range) or the Move_Probe skill (for a small range) should be used.4. Generate skill lists for each segment and assign values to these skills.3.3 Execution of skillsAfter a group of skills which can promote the part to a specific state are generated, these skills are transferred to the Skill Management model. The system promotesone or several skills into the On Work Skill list and simultaneously dispatches them to the micromanipulator. Once the skill has been completed by the robot, the system removes it from the OnWork Task list and places it into the Completed Task list. After all of these skills have been completed, the state of the part is updated. For some states, skill execution and skill generation can be conducted in parallel. For example, for the Insertion lifecycle, if the part's position information is obtained, skills for the move workflow can be generated parallel with the execution of skills generated for the Grasp workflow.The assembly process is not closed to users. With the proposed skills management list structure, users can monitor and control the assembly process easily. For example, for the adjustment or the error recovery, users can suspend the ongoing skill to input commands directly or move the robot in a manual mode.4 Experiment4.1 Experimental platformThe experimental platform used in the paper. For microassembly operations, the precision and workspace are tradeoffs. In order to acquire both a large workspace and high precision, the two-stage control approach is usually used. These systems usually consist of two different sets of actuators; the coarse one, which is of large workspace but lower precision, and the fine one, which is of small workspace but higher precision. In our system, the large-range coarse motion is provided by a planar motion unit, with a repeatability of 2 μm in the x and y directions, which is driven by two linear sliders made by NSK Ltd. The worktable can also provide a rotation motion around the z axis, which is driven by a stepper motor with a maximum resolution of 0.1°/step.In the manipulator, two separate probes, rather than a single probe or parallel jaw grippers, are used to manipulate the miniature parts. The two probes are fixed onto two stepper motors with a maximum resolution of 0.05°/step. The two motors are then fixed onto the parallel motion mechanism respectively. It is a serial connection of a parallel-hexahedron link and a parallelogram link. When the 1θ,2θ, and 3θ are small enough, the motion of the end-effector can be considered as linear motion.The magnetic actuator to drive the parallel mechanism consists of an air-core coil and a permanent magnet. The permanent magnet is attached to the parallel link, while the coil is fixed onto the base frame. The magnetic levitation is inherently unstable, because it is weak to external disturbances due to its non-contact operation in nature. To minimize the effect of external disturbances, a disturbance-observer-based method is used to control our micromanipulator.Laser displacement sensors are used to directly measure the probe ’s position. The reflector is attached to the endeffector. Nano-force sensors produced by the BL AUTOTEC company are used to measure the forces. The position resolution of the micromanipulator is 1 um. The maximal resolution of the force is 0.8 gf, and the maximal resolution of the torque is 0.5 gfcm. A more detailed explanation on the mechanism of the manipulator can be found. All assembly operations are conducted under a microscope SZCTV BO61 made by the Olympus Company. The image information is captured by a Sharp GPB –K PCI frame grabber, which works at 25 MHz.4.2 ExperimentAn assembly with three components is assembled with the proposed manipulator. It is a wheel of a micromobile robot developed in the authors'lab. The following geometric constraints are defined in the CAD model: collinear between CL_cup and CL_axis , collinear between CL_gear and CL_axis , coplanar between Plane_cup and Plane_gear_1, coplanar between Plane_gear_1 and Plane_axis. According to the above geometric constraints, the three parts construct a loop in the relation graph.The CAD model is created with the commercial software Solidworks 2005, and its API functions are used to develop the assembly planning model. The assembly Information database is developed with Oracle 9.2. Models involved with skill generation are developed with Visual Basic 6.0. The skill-generation models are run withWindows 2000 on an HP workstation with a CPU of 2.0 G Hz and memory of 1.0 GB. Assuming that the positions of parts are available beforehand, it took about 7 min to generate the skill sequence. The generated assembly sequence is to assemble the gear onto the axis, and then assemble the cup onto the axis and the gear.In the assembly operation, the parts are placed on the worktable with special fixtures and then transported into the workspace, so that their initial position and orientation can be assured. Therefore, in the experiment, all of the skill sequences for the different parts can be generated and then transferred to the Skill Management unit. The skill istransmitted to the micromanipulator through TCP/IP communication. Because the controller of the micromanipulator is run on DOS, the WTTCP tools kit are adopted to develop the TCP/IP communication protocol.Because, currently, the automated control of the fixtures is not realized yet, the parts have to be fixed manually onto the worktable. The promotion between different tasks(assembly lifecycle of different parts) is conducted manually. Here shows some screenshots of the assembly process. In a, the axis is fixed in the workspace; in b, the gear is fixed in the workspace; from c to e, the gear is grasped, moved, and fixed onto the axis by the probes; in f, the cup is fixed in the workspace; from g to i, the cup is fixed with the gear and the axis. It can be found that the proposed system can perform the assembly successfully.5 ConclusionThis paper has introduced a skill-based manipulation system. The skill sequences are generated based on a computer-aided design (CAD) model. By searching the assembly tree and mate trees, an assembly graph is constructed. The paper proposes the approach to calculate the mating directions and grasping position based on the geometric constraints that define relations between different parts. Because the workspace of the micromanipulator is very small, the assembly sequence brings much influence on the assembly sequence. In the present paper, the number of required times of mounting parts in the workspace is selected as the criterion to select the optimal skill sequence.This paper presents a method to guide the skill decomposition. The assembly process is divided into different phases. In one phase, the part is at an assembly state. A specific workflow pushes the part forwards to its target state, which is the next desired state of the part in the。
机械手设计英文参考文献原文翻译
翻译人:王墨墨山东科技大学文献题目:Automated Calibration of Robot Coordinatesfor Reconfigurable Assembly Systems翻译正文如下:针对可重构装配系统的机器人协调性的自动校准T.艾利,Y.米达,H.菊地,M.雪松日本东京大学,机械研究院,精密工程部摘要为了实现流水工作线更高的可重构性,以必要设备如机器人的快速插入插出为研究目的。
当一种新的设备被装配到流水工作线时,应使其具备校准系统。
该研究使用两台电荷耦合摄像机,基于直接线性变换法,致力于研究一种相对位置/相对方位的自动化校准系统。
摄像机被随机放置,然后对每一个机械手执行一组动作。
通过摄像机检测机械手动作,就能捕捉到两台机器人的相对位置。
最佳的结果精度为均方根值0.16毫米。
关键词:装配,校准,机器人1 介绍21世纪新的制造系统需要具备新的生产能力,如可重用性,可拓展性,敏捷性以及可重构性[1]。
系统配置的低成本转变,能够使系统应对可预见的以及不可预见的市场波动。
关于组装系统,许多研究者提出了分散的方法来实现可重构性[2][3]。
他们中的大多数都是基于主体的系统,主体逐一协同以建立一种新的配置。
然而,协同只是目的的一部分。
在现实生产系统中,例如工作空间这类物理问题应当被有效解决。
为了实现更高的可重构性,一些研究人员不顾昂贵的造价,开发出了特殊的均匀单元[4][5][6]。
作者为装配单元提出了一种自律分散型机器人系统,包含多样化的传统设备[7][8]。
该系统可以从一个系统添加/删除装配设备,亦或是添加/删除装配设备到另一个系统;它通过协同作用,合理地解决了工作空间的冲突问题。
我们可以把该功能称为“插入与生产”。
表1:合作所需的调节和量度在重构过程中,校准的装配机器人是非常重要的。
这是因为,需要用它们来测量相关主体的特征,以便在物理主体之间建立良好的协作关系。
这一调整必须要达到表1中所列到的多种标准要求。
机械手外文文献及翻译
EnglishRobot developed in recent decades as high—tech automated production equipment。
Industrial robot is an important branch of industrial robots. It features can be programmed to perform tasks in a variety of expectations, in both structure and performance advantages of their own people and machines,in particular,reflects the people's intelligence and adaptability。
The accuracy of robot operations and a variety of environments the ability to complete the work in the field of national economy and there are broad prospects for development。
With the development of industrial automation, there has been CNC machining center, it is in reducing labor intensity, while greatly improved labor productivity。
However, the upper and lower common in CNC machining processes material,usually still use manual or traditional relay-controlled semi—automatic device。
机械毕业设计英文外文翻译简易机械手及控制
附录外文文献原文:Simple Manipulator And The Control Of ItAlong with the social production progress and people life rhythm is accelerating, people on production efficiency also continuously put forward new requirements. Because of microelectronics technology and calculation software and hardware technology rapid development and modern control theory, the perfection of the fast development, the robot technology pneumatic manipulator system because its media sources do not pollute the environment, simple and cheap components, convenient maintenance and system safety and reliability characteristic, has penetrated into every sector of the industrial field, in the industrial development plays an important role. This article tells of the pneumatic control robots, furious manipulator XY axis screw group, the turntable institutions, rotating mechanical parts base. Main effect is complete mechanical components handling work, to be placed in different kinds of line or logistics pipeline, make parts handling, transport of goods more quick and convenient.Matters of the manipulator axial linkage simple structure and action processManipulator structure, as shown in figure 1 below have accused of manipulator (1), XY axis screw group (2), the turntable institutions (3), rotating base (4), etc.Figure 1 Manipulator StructureIts motion control mode is: (1) can rotate by servomotor Angle for 360 °breath control manipulator (photoelectric sensor sure start 0 point); (2) by stepping motor drive screw component make along the X, Y manipulators move (have X, Y axis limit switches); (3) can rotates 360 °can drive the turntable institutions manipulators and bushings free rotation (its electric drag in part by the dc motivation, photoelectric encoder, close to switch etc); (4) rotating base main support above 3 parts; (5) gas control manipulator by pressure control (Zhang close when pressed on, put inflatable robot manipulators loosen) when gas.Its working process for: when the goods arrived, manipulator system begins to move; Stepping motor control, while the other start downward motion along the horizontal axis of the step-motor controller began to move exercise; Servo motor driver arrived just grab goods manipulators rotating the orientation of the place, then inflatable, manipulator clamped goods.Vertical axis stepper motor drive up, the other horizontal axis stepper motor driver started to move forward; rotary DC motor rotation so that the whole robot motion, go to the cargo receiving area; longitudinal axis stepper motor driven down again, arrived at the designated location, Bleed valve,mechanical hand release the goods; system back to the place ready for the next action.II.Device controlTo achieve precise control purposes, according to market conditions, selection of a variety of keycomponents as follows:1. Stepper motor and driveMechanical hand vertical axis (Y axis) and horizontal (X axis) is chosen Motor Technology Co., Ltd. Beijing Stone 42BYG250C type of two-phase hybrid stepping motor, step angle of 0.9 ° / 1.8 °, current is 1.5A. M1 is the horizontal axis motor driven manipulator stretch, shrink; M2 is the vertical axis motor driven manipulator rise and fall. The choice of stepper motor drive is SH-20403 type, the drive uses 10 ~ 40V DC power supply, H-phase bridge bipolar constant current drive, the maximum output current of 3A of the 8 optional, maximum fine of 64 segments of 7 sub-mode optional optical isolation, standard single-pulse interface, with offline capabilities to maintain semi-sealed enclosure can be adapted to environmental conditions even worse, provide semi-current energy-saving mode automatically. Drive the internal switching power supply design to ensure that the drive can be adapted to a wide voltage range, the user can according to their circumstances to choose between the 10 ~ 40VDC. Generally the higher rated power supply voltage can improve high-speed torque motor, but the drive will increase the loss and temperature rise. The maximum output drive current is 3A / phase (peak), six drive-panel DIP switch on the first three can be combined 5,6,7 8 out of state, corresponding to the 8 kinds of output current from 0.9A to 3A to meet the different motors. The drive can provide full step, half step improvement, subdivision 4, 8 segments, 16 segments, 32 segments and 64segments of 7 operating modes. The use of six of the drive panel DIP switches 1,2and3 can be combined from three different states.2. Servo motors and drivesManipulator with Panasonic servo motor rotational movement A series of small inertia MSMA5AZA1G, the rated 50W, 100/200V share, rotary incremental encoder specifications (number of pulses 2500p / r, resolution of 10000p / r, Lead 11 lines) ; a seal, no brakes, shaft with keyway connections. The motor uses Panasonic's unique algorithms, the rate increased by 2 times the frequency response, to 500Hz; positioning over the past adjust the scheduled time by Panasonic servo motor products for the V Series of 1 / 4. With the resonance suppression, control, closed loop control, can make up for lack of mechanical rigidity, in order to achieve high positioning accuracy can also be an external grating to form closed loop control to further improve accuracy. With a conventional automatic gain adjustment and real-time automatic gainInterest adjustment in the automatic gain adjustment methods, which also has RS-485, RS-232C communication port, the host controller can control up to 16 axes. Servo motor drives are a series MSDA5A3A1A, applicable to small inertia motor.3. DC machine360 ° swing of the turntable can be a brushless DC motor driven organization, the system is chosen when the profit company in Beijing and the 57BL1010H1 brushless DC motor, its speed range, low-speed torque, smooth running, low noise, high efficiency. Brushless DC motor drive using the Beijing and when Lee's BL-0408 produced by the drive, which uses 24 ~ 48V DC power supply, a start-stop and steering control, over current, overvoltage and locked rotor protection, and there is failure alarm output external analog speed control,braking down so fast.4. Rotary encoderCan swing 360 °in the body on the turntable, fitted with OMRON E6A2 produced incremental rotary encoder, the encoder signals to the PLC, to achieve precise positioning of rotary bodies.5. PLC SelectionAccording to the system design requirements, the choice of OMRON CPM2A produced minicomputer. CPM2A in a compact unit integrated with a variety of properties, including the synchronization pulse control, interrupt input, pulse output, analog set and clock functions. CPM2A the CPU unit is a stand-alone unit, capable of handling a wide range of application of mechanical control, it is built in the device control unit for the ideal product. Ensure the integrity of communications and personal computers, other OMRON PC and OMRON Programmable Terminal communication. The communication capability allows the robot to Axis simple easy integration into industrial control systems.III. Software programming1. Software flow chartPLC programming flow chart is based. Only the design flow, it may be smooth and easy to prepare and write a statement form the ladder, and ultimately complete the process design. So write a flow chart of program design is critical to the task first thing to do. Axis Manipulator based on simple control requirements, drawing flow chart shown in Figure 2.Figure 2 Software flow chart2. Program partBecause space is limited, here only paper listed the first two program segment for readers see.Figure 3 Program partIV. ConclusionAxis simple robot state by the various movements and PLC control, the robot can not only meet the manual, semi-automatic mode of operation required for such a large number of buttons, switches, position detection point requirements, but also through the interface components and Computer Organization PLC industrial LAN, network communication and network control. Axis simple robot can be easily embedded into industrial production pipeline.中文译文:简易机械手及控制随着社会生产不断进步和人们生活节奏不断加快,人们对生产效率也不断提出新要求。
机械手外文翻译---立柱式助力机械手设计
毕业设计外文资料翻译题目立柱式助力机械手设计学院机械工程学院专业机械工程及自动化班级机自0902学生学号指导教师二〇一三年三月十五日Manufacturing Engineering and Technology——Machining, 2004The Design of Hand Column Type Power MachineSerope kalpak jian,Steven R.SchmidShanghai Metallurgical Research Institute of Chinese Academy of Sciences AbstractMachine hand developed in recent decades as high-tech automated production equipment. Industrial machine hand is an important branch of industrial machine hands. It features can be programmed tasks in a variety of expectations, in both structure and performance advantages of their own people and machines, in particular, reflects the peo ple’s intelligence and adaptability. The accuracy of machine hand operations and a variety of environments the ability to complete the work in the field of national economy and there are broad prospects for development. With the development of industrial automation, there has been CNC marching center, it is in reducing labor intensity, while greatly improves labor productivity. However, the upper and lower common in CNC marching processes material, usually still use manual or traditional relay-controlled semi-automatic device. The former time-consuming and labor intensive, inefficient; the latter due to design complexity, require more relays, writing complexity, vulnerability to body vibration interference, while the existence of poor reliability, fault more maintenance problems and other issues. Programmable Logic Controller PLC-controlled machine hand control system for material up and down movement is simple, circuit design is reasonable, while a strong anti-jamming capability, ensuring the system’s reliability, reduced maintenance rate, and improve work efficiency. Machine hand technology related to mechanics, mechanics, electrical hydraulic technology, automatic control technology, sensor technology and computer technology and other fields of science, is a cross-disciplinary technology.1. An overview of industrial manipulatorMachine hand is a kind of positioning control which can be automated and can be re-programmed to change in multi-functional machine, which has multiple degrees of freedom can be used to carry an object in order to complete the work in different environments. Low wages in China, plastic products industry, although still a labor-intensive, mechanical hand use has become increasingly popular. Electronics and automotive industries that Europe and the Unites States multinational companies very early in their factories in China, the introduction of automated production. But now the changes are those found in industrial-intensive South China, East China’s coastal areas, localplastic processing plants have also emerged in mechanical watches began to become increasingly interested in, because they have to face a high turnover rate of workers, as well as for the workers to pay work-related injuries fee challenges.With the rapid development of China’s industrial production, especially the reform and opening up after the rapid increase in the degree of automation to achieve the work piece handling, steering, transmission or operation of brazing, spray gun, wrenches and other tools for processing and assembly operations since, which has more and more attracted our attention.Machine hand is to imitate the manual part of the action, according to a given program, track and requirements for automatic capture, handling or operation of the automatic mechanical devices.In real life, you will find this a problem. In the machine shop, the processing of parts loading time is not annoying, and labor productivity is not high, the cost of production major, and sometimes man-made incidents will occur, resulting in processing were injures. Think about what could replace it with the processing time of a tour as long as there are a few people, and can operate 24 hours saturated human right? The answer is yes, but the machine hand can come to replace it.Production of mechanical hand can increase the automation level of production and labor productivity; can reduce labor intensity, ensuring product quality, to achieve safe production; particularly in the high-temperature, high pressure, low temperature, low pressure, dust, explosive, toxic and radioactive gases such as poor environment can replace the normal working people. Here I would like to think of designing a machine hand to be used in actual production.Why would a machine hand designed to provide a pneumatic power: pneumatic machine hand refers to the compressed air as power source-driven machine hand. With pressure-driven and other energy-driven comparison have the following advantages:1. Air inexhaustible, used later discharged into the atmosphere, does not require recycling and disposal, do not pollute the environment. (Concept of environmental protection)2. Air stick is small, the pipeline pressure loss is small (typically less than asphalt gas path pressure drop of one-thousandth), to facilitate long-distance transport.3. Compressed air of the working pressure is low (usually 4 to 8 kg/per square centimeter), and therefore moving the material components and manufacturing accuracy requirements can be lowered.4. With the hydraulic transmission, compared to its faster action and reaction, which is one of the advantages pneumatic outstanding.5. The air cleaner media, it will not degenerate, not easy to plug the pipeline.But there are also places where it flies in the ointment:1. As the compressibility of air, resulting in poor aerodynamic stability of the work, resulting in the implementing agencies as the precision of the velocity and not easily controlled.2. As the use of low atmospheric pressure, the output power cannot be too large; in order to increase the output power is bound to the structure of the entire pneumatic system size increased.2. The composition, mechanical handMachine hand in the form of a variety of forms, some relatively simple, some more complicated, but the basic form is the same as the composition of the, usually by the implementing agencies, transmission systems, control systems and auxiliary devices composed.1.Implementing agenciesManipulator executing agency by the hands, wrists, arm, pillars. Hands are crawling institutions, is used to clamp and release the work piece, and similar to human fingers, to complete the staffing of similar actions. Wrist and fingers and the arm connecting the components can be up and down, left, and rotary movement. A simple mechanical hand cannot wrist. Pillars used to support the arm can also be made mobile as needed.2.TransmissionThe actuator to be achieved by the transmission system. Sub-transmission system commonly used manipulator mechanical transmission, hydraulic transmission, pneumatic and electric powertransmission and other drive several forms.3.Control SystemManipulator control system’s main role is to control the machine hand according to certain procedures, direction, position, speed of action, a simple mechanical hand is generally not set up a dedicated control system, using only trip switches, relays, control valves and circuits can be achieved dynamic drive system control, so that implementing agencies according to the requirements of action. Action will have to use complex programmable machine hand controller, the micro-computer control..3. Mechanical hand classification and characteristicsMachine hands are generally divided into three categories: the first is the general machinery does not require manual hand. It is an independent not affiliated with a particular host device. It can be programmed according to the needs of the task to complete the operation of the provisions. It is characterized with ordinary mechanical performance, also has general machinery, memory, intelligence ternary machinery. The second category is the need to manually do it, called the operation of aircraft. It originated in the atom, military industry, first through the operation of machines to complete a particular job, and later developed to operate using radio signals to carry out detecting machines such as the Moon. Used in industrial manipulator also fall into this category. The third category is dedicated manipulator, the main subsidiary of the automatic machines or automatic lines, to solve the machine up and down the work piece materi al and delivery. This mechanical hand in foreign countries known as the “Mechanical Hand”, which is the host of services, from the host-driven; exception of a few outside the working procedures are generally fixed, and therefore special.Main featuresFirst, mechanical hand (the upper and lower material machine hand, assembly machine hand, handling machine hand, stacking machine hand, help machine hand, vacuum handling machines, vacuum suction crane, labor-saving spreader, pneumatic balancer,etc.)Second, cantilever cranes (cantilever crane, electric chain hoist crane, air balance the hanging, etc.) Third, rail-type transport system (hanging rail, light rail, single girder cranes, double-beam crane) Four, industrial machinery, application of handManipulator in the mechanization and automation of the production process developed a new type of device. In recent years, as electronic technology, especially computer extensive use of machine hand development and production of high-tech fields has become a rapidly developed a new technology, which further promoted the development of machine hand, allowing machine hand to better achieved with the combination of mechanization and automation.Although the machine hand is not as flexible as staff, but it has to the continuous duplication of work and labor, I do not know fatigue, not afraid of danger, the power snatch weight characteristics when compared with manual large, therefore, mechanical hand has been applied widely, for example: a)Machining the work piece loading and unloading, especially in the automatic lathe, combinationmachine tool use is more common.b)In the assembly operations are widely used in the electronics industry, it can be used to assembleprinted circuit boards, in the machinery industry. It can be used to assemble parts and components.c)The working conditions may be poor, monotonous, repetitive easy to sub-fatigue workingenvironment to replace human labor.d)May be in dangerous situations, such as military goods handling, dangerous goods and hazardousmaterial removal and so on.e)Universe and ocean development.f)Military engineering and biomedical research and testing.Help mechanical hand: all know as the balancer, balance suspended, labor-saving spreader,manual Transfer machine is a kind of weightlessness of manual load system, a novel, time-saving technology for material handling operations booster equipment, belonging to kinds of non-standard design of series products. Customer applications needs, creating customized cases.Manual operation of a simulation of the automatic machinery, it can be a fixed program draws, handling objections or perform household tools to accomplish certain specific actions. Application of machine hand can replace the people engaged in monotonous, repetitive or heavy manual labor, the mechanization and automation of production, instead of people in hazardous environments manual operation, improving working conditions and ensure personal safely. The late 20th century,40, the United Stated atomic energy experiment, the first use of radioactive material handling machine hand, human machine hand in a safe room to manipulator and gradually extended to industrial production sector, for the temperatures, polluted areas, and loading and unloading to take place the work piece material, but also as an auxiliary device in automatic machine tools, machine tools, automatic production lines and processing center applications, the completion of the upper and lower material. Machine hand body mainly by the hand and sport institutions. Agencies with the use of hands and operation of objects of different occasions, often there are clamping, support and adsorption type of care. Movement organs are generally hydraulic pneumatic, electrical device drivers. Manipulator can be achieved indecently retractable, rotation and lifting movements, generally 2 to 3 degrees of freedom. Machine hands are widely used in metallurgical industry, machinery manufacture, light industry and atomic energy sectors.It can replace human labor in order to achieve the production of heavy mechanization and automation that can operate in hazardous environment to protect the personal safety, which is widely used in machinery manufacturing, metallurgy, electronics, light industry and nuclear power sectors. Mechanical hand tools or other equipment commonly used for additional devices, such as the automatic machines or automatic production line handling and transmission of the work piece, the replacement of cutting tools in machining centers ,etc. generally do not have a separate control device. Some operating devices require direct manipulation by humans such as the atomic energy sector performs household hazardous material used in the master-slave manipulator is also often referred to as mechanical hand.Manipulator mainly by hand and sport institutions. Task of hand is holding the work piece (or tool) components, according to grasping objects by shape, size, weight, material and operational requirements of a variety of structural forms, such as clamp type, type and adsorption of a variety of hand rotation (swing), mobile or compound movements to achieve the required action, to change the location of objects by grasping and posture.Machine hand is the automated production of a kind used in the process of crawling and moving piece features automatic device, which is mechanized and automated production process developed a new type of device. In recently years, as electronic technology, especially computer extensive use of machine hand development and product of high-tech fields has become a rapidly developed a new technology, which further promoted the development of machine hand, allowing machine hand to better achieved with the combination of mechanization and automation. Machine hand can replace humanscompleted the risk of duplications of boring work, to reduce human labor intensity and improve labor productivity. Manipulator has been applied more and more widely, in the machinery industry, it can be used for parts assembly, work piece handling, loading and unloading, particularly in the automation of CNC machine tools, modular machine tools more commonly used. At present, the machine hand has developed into a FMS flexible manufacturing systems and flexible manufacturing cell in an important component of the FMC. The machine tool equipment and machinery in hand together constitute a flexible manufacturing system or a flexible manufacturing cell, it was adapted to small and medium volume production, you can save a huge amount of the work piece conveyor device, compact, and adaptable. When the work piece changes, flexible production system is very easy to change will help enterprises to continuously update the marketable variety, improve product quality, and better adapt to market competition. At present, China’s industrial machine hand technology and its engineering application level and comparable to foreign countries there is a certain distance, application and industrialization of the size of the low level of machine hand research and development of a direct impact on raising the level of automation in China, from the economy, technical considerations are very necessary. Therefore, the study of mechanical hand design is meaningful.Manufacturing Engineering and Technology——Machining, 2004立柱式助力机械手设计Serope kalpak jian,Steven R.Schmid中国科学院上海冶金研究所摘要:机械手是近几十年发展起来的一种高科技自动化生产设备。
机械手设计外文翻译2
机械手设计外文翻译2译文一机械手机器人是典型的机电一体化装置,它综合运用了机械与精密机械、微电子与计算机、自动控制与驱动、传感器与信息处理以及人工智能等多学科的最新研究成果,随着经济的发展和各行各业对自动化程度要求的提高,机器人技术得到了迅速发展,出现了各种各样的机器人产品。
现代工业机器人是人类真正的奇迹工程。
一个像人那么大的机器人可以轻松地抬起超过一百磅并可以在误差+-0.006英寸误差范围内重复的移动。
更重要的是这些机器人可以每天24小时永不停止地工作。
在许多应用中(特别是在自动工业中)他们是通过编程控制的,但是他们一旦编程一次,他们可以重复地做同一工作许多年。
机器人产品的实用化,既解决了许多单靠人力难以解决的实际问题,又促进了工业自动化的进程。
目前,由于机器人的研制和开发涉及多方面的技术,系统结构复杂,开发和研制的成本普遍较高,在某种程度上限制了该项技术的广泛应用,因此,研制经济型、实用化、高可靠性机器人系统具有广泛的社会现实意义和经济价值。
由于我国经济建设和城市化的快速发展,城市污水排放量增长很快,污水处理己经摆在了人们的议事日程上来。
随着科学技术的发展和人类知识水平的提高,人们越来越认识到污水处理的重要性和迫切性,科学家和研究人员发现塑料制品在水中是用于污水处理的很有效的污泥菌群的附着体。
塑料制品的大量需求,使得塑料制品生产的自动化和高效率要求成为经济发展的必然。
本文结合塑料一次挤出成型机和塑料抓取机械手的研制过程中出现的问题,综述近儿年机器人技术研究和发展的状况,在充分发挥机、电、软、硬件各自特点和优势互补的基础上,对物料抓取机械手整体机械结构、传动系统、驱动装置和控制系统进行了分析和设计,提出了一套经济型设计方案。
采用直角坐标和关节坐标相结合的框架式机械结构形式,这种方式能够提高系统的稳定性和操作灵活性。
传动装置的作用是将驱动元件的动力传递给机器人机械手相应的执行机构,以实现各种必要的运动,传动方式上采用结构紧凑、传动比大的蜗轮蜗杆传动和将旋转运动转换为直线运动的螺旋传动。
机械手外文文献和文献翻译

This is a application of Application Ser. No. 10/799,595,filed on Mar. 15, 2004 now U。
optical mouse system or the like to form an irradiation pattern constituted by a high—luminance region and a relatively low—luminance region corresponding to the minute shape of the spherical surface. Movement information is then obtained by using the movement of the irradiation pattern based on the relative movement between the spherical surface and the sensor。
FIG. 1 is a view which is most indicative of the main part of this embodiment。
Reference numerals 20—1,20-2,and 20-3 denote the first, second,and third elastic member vibration elements of a multiple degree—of-freedom vibration actuator,respectively;and 1—1 and 1—2,piezoelectric ceramics which generate bending vibrations and longitudinal vibrations,respectively。
机械手 外文文献及翻译

body dynamic and yields the input current vector of the servovalve, the dynamic gravity term including the gravity of platform, load and hydraulic cylinders is used to compensate the influence of gravity of parallel manipulator platform. 入电流矢量的伺服阀,动态重力项包括重力平台,负载和液压缸,用于补偿重力的影响,对并联机器人平台。
In analytical, the steady state errors converge asymptotically to zero, independent of load variation. 在分析,稳态误差渐近收敛于零,独立的负载变化。
The model-based controller, PD control with gravity compensation, is developed to reduce the effect of load variety of platform and eliminate steady state error of hydraulic driven parallel manipulator. 基于模型的控制器,控制重力补偿,以减少开发影响负载多种平台和消除稳态误差的液压驱动并联机器人。
MATHEMATICAL MODEL 数学模型The 6-DOF hydraulic driven parallel manipulator consist of a fixed base (down platform) and a moveable platform (upper platform) with six cylinders supporting it, all the cylinders are connected with movement platform and base with Hooke joints, as shown in Fig.1. 六自由度液压驱动并联机器人包括一个固定基地(下)和一个可移动的平台(平台)六缸支持它,所有气缸的运动平台和基地连接万向接头,如图1所示。
机械臂动力学——毕业设计外文文献翻译、中英文翻译
毕业论文(设计)外文翻译题目机械臂动力学与控制的研究系部名称:机械工程系专业班级:机自学生姓名:学号:指导教师:教师职称:20**年03月20日2009年IEEE国际机器人和自动化会议神户国际会议中心日本神户12-17,2009机械臂动力学与控制的研究拉斯彼得Ellekilde摘要操作器和移动平台的组合提供了一种可用于广泛应用程序高效灵活的操作系统,特别是在服务性机器人领域。
在机械臂众多挑战中其中之一是确保机器人在潜在的动态环境中安全工作控制系统的设计。
在本文中,我们将介绍移动机械臂用动力学系统方法被控制的使用方法。
该方法是一种二级方法, 是使用竞争动力学对于统筹协调优化移动平台以及较低层次的融合避障和目标捕获行为的方法。
I介绍在过去的几十年里大多数机器人的研究主要关注在移动平台或操作系统,并且在这两个领域取得了许多可喜的成绩。
今天的新挑战之一是将这两个领域组合在一起形成具有高效移动和有能力操作环境的系统。
特别是服务性机器人将会在这一方面系统需求的增加。
大多数西方国家的人口统计数量显示需要照顾的老人在不断增加,尽管将有很少的工作实际的支持他们。
这就需要增强服务业的自动化程度,因此机器人能够在室内动态环境中安全的工作是最基本的。
图、1 一台由赛格威RMP200和轻重量型库卡机器人组成的平台这项工作平台用于如图1所示,是由一个Segway与一家机器人制造商制造的RMP200轻机器人。
其有一个相对较小的轨迹和高机动性能的平台使它适应在室内环境移动。
库卡工业机器人具有较长的长臂和高有效载荷比自身的重量,从而使其适合移动操作。
当控制移动机械臂系统时,有一个选择是是否考虑一个或两个系统的实体。
在参考文献[1]和[2]中是根据雅可比理论将机械手末端和移动平台结合在一起形成一个单一的控制系统。
另一方面,这项研究发表在[3]和[4],认为它们在设计时是独立的实体,但不包括两者之间的限制条件,如延伸能力和稳定性。
这种控制系统的提出是基于动态系统方法[5],[6]。
机械手外文文献翻译2

This is a application of Application Ser. No. 10/799,595, filed on Mar. 15, 2004 now U.S. Pat. No.这是一个应用程序的应用系列号10/799,595,2004 年 3 月15 日美国英保通™技术现在提交。
7,081,700 号。
领域的发明本发明涉及机械手等装配一个微小的对象,例如微型机械组件或单位使用放大镜观察设备如光镜、电镜,或扫描隧道显微镜的分钟部分装配装置或执行诊断、治疗、研究、生物生产、或类似的实际操作,紧凑的机械手装置,例如分钟组织、细胞或生命体和操纵仪器使用机械手分钟对象的基因。
发明背景技术控制的操纵成员轮流使用一般大小轴承和技术的微小的工作,工作装置上执行必要的过程,通过旋转臂一般大小臂或工具沿着拱式指南(例如,日本专利号7-256575)。
在像这些描述的常规仪器上,如果远端的末端不是位于轴承的旋转轴上或拱式指导,远端的出视野的末端移动或深度的姿势控制操作显微镜的重点。
这就需要再次确定显微镜和远端的末端的位置。
正如上文所述,操纵这操作一个微小的对象时的姿态在远端的末端控制,操作的目标对象往往移出显微镜的视野。
其中有三个旋转自由度的常规机械手,特别是因为对应于各自的自由度的旋转轴不配合对方做不相交于一点,远端的末端往往搬出视野或深度聚焦显微镜的应付姿势控制操作。
在这种情况下,在显微镜和远端的末端必须位于再次,此操作需要较长的时间。
本发明的概要它是目前发明提供紧凑的机械手装置解决了上述问题,并操纵微小的目标对象,如机械手的对象和一分钟对象操作器具或类似使用机械手。
为了达到上述目的,根据目前的发明,那里提供机械臂组成:操作的目标对象,操作的成员正在驱动和控制的多元化的自由旋转轴;在穿越的自由旋转轴的所有多元化和操纵远端部分的交集附近放操作的成员。
根据这项安排,机械手有多元化的(通常为三) 自由旋转轴相交于一点,和操纵成员(末端) 的操作手法的目标对象的远端部分位于附近的交叉的机制。
机械手英语文献翻译
1 英文文献翻译1.1 Cherry-harvesting robot1.1.1 IntroductionIn Japan, cherries are harvested carefully by human labor. As the harvesting season is short, the harvesting work is concentrated in a short time period and labor shortage tends to limit the farm acreage. Moreover, cherry trees are tall, and so the harvesting work must be conducted using pairs of steps. This makes harvesting dangerous and inefficient. To save on labor, a cherry-harvesting robot was manufactured for trial purposes and initial experiments were conducted. Research on fruit-harvesting robots has already been conducted (Kawamura etal., 1984; Harrell et al., 1990; Fujiura et al., 1990; Hanten et al.,2002). Many of the fruit-harvesting robots previously reported are equipped with a video camera. Fruit images are distinguished from the background by the difference in color or the spectral reflectance. The 3-D location of the fruit was calculated using binocular stereo-vision (Kawamura et al., 1985)or by visual feedback control (Kondo and Endo, 1989). Applications of a 3-D vision sensor have also been reported (Subrata etal., 1996; Gao et al., 1997). The 3-D vision sensor has the advantage that each pixel of the image has distance information.Making use of this advantage, the object can be recognized by the 3-D shape. As for the cherry-harvesting work, it is necessary to harvest the fruit while avoiding collisions with obstacles such as leaves and stems. To obtain a successful harvesting motion, detection of obstacles as well as the red ripe fruit is required. To achieve this, a 3-D vision system that has two laser diodes was manufactured. One of them emits a red beam and the other an infrared beam. To prevent the influence of the sunlight, position sensitive devices (PSDs) were used todetect the r eflected light. By blinking the laser beams at a high frequency, the signal components of the laser from PSDs were distinguished from that of the sunlight. The 3-D shape of the object was measured by scanning the laser beams and the red fruits were distinguished from other objects by the different cein the spectral-reflection characteristics between the red andinfrared laser beams. The robot needs to harvest correctly and efficiently without damaging the fruits and branches under the environment (temperature, sunshine, etc.) of the orchard. Many cherry trees are cultivated in rain-cover vinyl tents to protect against rain. A robot that works in the tent is not exposed to wind and rain. Cherry fruit, both for the fresh market and for processing, must be harvested with its peduncle.In the case of manual harvesting, therefore, farmers grip the upper part of the peduncle with their fingers, and lift it upward to detach it from the tree. For the same reason, the robot manufactured for the experiment also gripped the upper part of the peduncle just like farmers and lifted it upward to detach the peduncle from the tree.1.1.2 Materials and methodsThe robot consists of a manipulator 4 degrees of freedom (DOF), a 3-D vision sensor, an end effector, a computer, and a traveling device (Fig. 2). It is about 1.2m high, 2.3m wide, and 1.2m long. The 3-D vision sensor is attached to the manipulator to scan from different viewpoints by the motion of the manipulator. A vacuum is used to suck the fruit into the sucking pipe of the end effector.Cherry trees cultivated by the method of single trunk training distribute their fruits around the main trunk. In order to harvest a fruit while avoiding obstacles, such as leaves and trunks, the end effector needs to approach the fruit from the outside of the trunk. For this reason, in this study, we manufactured an articulated manipulator with an axis of up-down traverse and three axes of right-left turning, so that the fruits could be harvested in any direction (Fig. 2). The up-down traverse requires comparatively large force caused by the gravity. Therefore, it is driven by an AC servomotor (Yaskawa Electric, SGMAH-01BAA2C, rated power 100W, rated torque 0.318Nm, rated speed 3000min−1) and a screw mechanism (lead 10mm). Three axes of the right–left turning do not require large torque. Axes of the first and second right–left turning are driven by small AC servomotors (Yaskawa Electric, SGMAH-A5BAA21, rated power 50W, rated torque 0.159N m,rated speed 3000min−1) and harmonic reduction gears (reduction gear ratio100). The remaining axis of right–left turning is driven by a small DC motor with reduction gears. The manipulator is designed to be able to move round the circumference of the tree trunk so that notonly fruits on the front side of the trunk but also the fruits on the other side of the trunk could be harvested.Since the fruits are located around the tree trunk, if the vision sensor scans from one viewpoint, fruits beyond the trunk are hidden. To scan from different viewpoints, the 3-D vision sensor was attached to the second arm. The movement of the manipulator changed the location and directionof the 3-D vision sensor so that the dead angle becomes small.The 3-D vision sensor is equipped with a light projector, a photo detector, and a scanning device (Fig. 3). The light projector consists of an infrared laser module, a red laser module, cold mirrors, a half mirror, and two full-reflecting mirrors. The photo detector consists of two PSDs, a lens, and a red optical filter that weakens the influence of su nlight. The scanning device consists of a galvanometer scanner and a stepping motor. The galvanometer scanner scans vertically and the stepping motor scans horizontally. Red and infrared laser beams are united in the same optical axis by a cold mirror that transmits infrared light and reflects visible right. The beam is further split into two beams (each still including both wavelengths) by a half mirror. These two beams scan the object simultaneously. Light of the two beams reflected from the object is focused onto two PSDs. The distance from the 3-D vision sensor to the object is calculated by a triangulation method using the ratio of the currents of both electrodes of the PSDs. The laser beams emit blinking signals in order to eliminate the influence of sunl ight.By this method, reflected light is separated from the sunlight, thus resulting in continuous light. Infrared light with wavelengths about 700–1000 nm is reflected well by all parts of the cherry tree. On the other hand, red light at about 690 nm is n ot reflected well by unripe fruit, leaves, and stalks, but is reflected well by red ripe fruit. In this study, an infrared light beam of830 nm and a red light beam of 690 nm were used. The infrared laser beam (830 nm) measures the distance to each part of the cherry tree from the 3-D vision sensor and the red laser beam(690 nm) detects the red fruit to be harvested.As mentioned above, the laser beam is split into two beams. The 3-D vision sensor scans these two beams simultaneously, and two pixels were measured at once to increase the scanning speed. The number of pixels was 50,000 (250 in the vertical and 200 in the horizontal direction). The scan time was 1.5 s. The field of vision was 43.8◦ in vertical direction and 40.6◦ in horizontal direction. The effective range of the sensor was from170mmto 500mm. If the object was too far from the sensor, the detected light was weakened and the measuring accuracy was not good.The reflected light from these laser beams is detected by two PSDs, one for each beam. The signals from the PSDs include red and infrared components. To acquire the red and infrared signals separately, the red and infrared laser lights were emitted at a blinking frequency of 41.6 kHz with a phase shift of 90◦. Photoelectric currents from PSDs are amplified. Red and infrared signals are detected separately using lock-in amplifiers, which also eliminate the influence of ambient light. The 3-D vision sensor can be used even under sunlight, where the illuminance is 100 klx. A red image and an infraredimage are fed to the computer, and then a range image and segmentation are obtained.The range image is calculated by triangulation using the infrared signals from anode A and B of the PSD. Segmentation is obtained from the ratio between the infrared and red signals. Red fruits were distinguished from other objects such as leaves by the reflectivity of the red laser. However, the trunk as well as the fruits reflect a red laser beam. Therefore, it was distinguished from fruits using other methods. Fruits reflect with specula phenomenon. When they are scanned, the fruit center reflects the laser beam well. How- ever, this phenomenon does not occur at the trunk surface. The center of each fruitwas recognized using this specula phenomenon. When the center of a fruit is visible from the 3-D vision sensor, fruits could be recognized by this method. By processing these images, the location of red fruits and obstacles, such as leaves and trunks, could be recognized.Fig. 4 shows examples of the image. The range image was obtained by the method of triangulation using the infrared signals of the PSD. By processing the infrared, red, and the range images, the object was segmented into red fruits and others. The image in the right side shows the result of segmentation.Cherry fruit must be harvested with its peduncle attached. The tensile strength needed to detach the fruit was measured. The strength between the peduncle and the fruit was about 1N. On the other hand, the strength between the peduncle and the branch was about 2.5N. Therefore, if the fruit was pulled it would detach the peduncle and the fruit because the strength in that area isthe weakest. To harvest the fruit with its peduncle, a special end effector was used. It consisted of a fruit sucking device, an open-close mechanism, a back-and- forth mechanism, and a pair of fingers. It is about 80 mm high, 30 mm wide, and 145 mm long (Fig. 5). The vacuum pressure from the vacuum cleaner sucks the fruit so that the fruit position is fixed at the tip of the pipe. The fin ger can be opened or closed by the rotation of a servomotor attached on the end effector. After the fingers grasp the peduncle, the end effector is lifted up to remove the peduncle from the tree.Fig. 6 shows the motion of the end effector. First, the finger s are opened and retracted by the servomotors. Then, the end effector approaches a fruit and sucks it. After sucking the fruit, the fingers move halfway forward, and close halfway until the clearance between fingers becomes 5mm. In order to enclose only the target fruit, the fingers are equipped with soft rubber components for obstacle exclusion, so that other fruits may not enter between the fingers. It is necessary to grip the peduncle as near as possible to its root . Therefore, after the fingers are closed halfway, they move further forward. Then, they close completely and grasp the peduncle. Finally, the end effector moves upward to detach the peduncle. The end effector moves to the position above a fruit box, and the fingers open and release the fruit.……1.2 樱桃采摘机器人1.2.1 简介在日本,采摘樱桃是一项细致的人工劳动。
气动机械手的毕业设计翻译

“软”2-自由度平面气动机械手的设计M. Van Damme, R. Van Ham, B. Vanderborght, F. Daerden, and D.Lefeber机器人和多体力学研究团队,机械工程学系, 比利时布鲁塞尔市中心的自由大学michael.vandamme@vub.ac.be摘要本文提出这样一个的概念,即使是重量很轻的机械手也能够直接和操作员一起,协助他处理沉重的货物。
该系统的优点是:符合人类工程学、重量轻、成本低、操作简便并且能很好的保护操作人员的安全。
执行机构采用了褶皱式气动人工肌肉。
我们提供一种使用这种执行机构设计的机械手的小型模型,以及用于该机构的滑模控制器。
关键词:气动人工肌肉,滑模控制。
1引言徒手搬运物料的工作,比如搬起和移动重物,或搬运重物的时候长时间保持一个姿势是导致常见的腰部疾病和其他健康问题的原因。
事实上,人工搬运已与大部分腰部受伤,占所有工人伤病赔偿的16-19%,同时也是所有与工作相关的赔偿的33-41%[1]。
这个问题不但使得受伤工人的生活质量受到很严重影响,而且它也是一个很大的经济的支出。
传统的解决方案是使用市售的机械手系统。
这些系统大多采用配重,这就限制了它用于一些特定的重量负荷的工作。
为了提高安全性和工人的生产力,在机器人专业领域已经在研究其他几种机器人辅助操纵的方法[2,3,4]。
在这些研究过程中开发的设备都是属于一些材料处理设备,这些设备被称为智能辅助装置(IADS)。
然而,这些设备大多是沉重的,不仅结构复杂而且造价昂贵。
在本文中,我们提到的机械手初步的设计和控制,最终将结合人体工程学,操作安全,成本低,重量轻和易于操作和控制。
所有这一切都可以通过布鲁塞尔自由大学的机械工程系开发的褶皱气动人工肌肉(PPAM)[5]执行机构来实现,这是一种一由压缩空气驱动的可收缩的装置。
我们正努力实现让这个系统能做到这样一点:当操作员希望移动机器手上的重物,那么他/她就可以像没有机械手一样开始移动它。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
译文一机械手机器人是典型的机电一体化装置,它综合运用了机械与精密机械、微电子与计算机、自动控制与驱动、传感器与信息处理以及人工智能等多学科的最新研究成果,随着经济的发展和各行各业对自动化程度要求的提高,机器人技术得到了迅速发展,出现了各种各样的机器人产品。
现代工业机器人是人类真正的奇迹工程。
一个像人那么大的机器人可以轻松地抬起超过一百磅并可以在误差+-0.006英寸误差范围内重复的移动。
更重要的是这些机器人可以每天24小时永不停止地工作。
在许多应用中(特别是在自动工业中)他们是通过编程控制的,但是他们一旦编程一次,他们可以重复地做同一工作许多年。
机器人产品的实用化,既解决了许多单靠人力难以解决的实际问题,又促进了工业自动化的进程。
目前,由于机器人的研制和开发涉及多方面的技术,系统结构复杂,开发和研制的成本普遍较高,在某种程度上限制了该项技术的广泛应用,因此,研制经济型、实用化、高可靠性机器人系统具有广泛的社会现实意义和经济价值。
由于我国经济建设和城市化的快速发展,城市污水排放量增长很快,污水处理己经摆在了人们的议事日程上来。
随着科学技术的发展和人类知识水平的提高,人们越来越认识到污水处理的重要性和迫切性,科学家和研究人员发现塑料制品在水中是用于污水处理的很有效的污泥菌群的附着体。
塑料制品的大量需求,使得塑料制品生产的自动化和高效率要求成为经济发展的必然。
本文结合塑料一次挤出成型机和塑料抓取机械手的研制过程中出现的问题,综述近儿年机器人技术研究和发展的状况,在充分发挥机、电、软、硬件各自特点和优势互补的基础上,对物料抓取机械手整体机械结构、传动系统、驱动装置和控制系统进行了分析和设计,提出了一套经济型设计方案。
采用直角坐标和关节坐标相结合的框架式机械结构形式,这种方式能够提高系统的稳定性和操作灵活性。
传动装置的作用是将驱动元件的动力传递给机器人机械手相应的执行机构,以实现各种必要的运动,传动方式上采用结构紧凑、传动比大的蜗轮蜗杆传动和将旋转运动转换为直线运动的螺旋传动。
机械手驱动系统的设计往往受到作业环境条件的限制,同时也要考虑价格因素的影响以及能够达到的技术水平。
由于步进电机能够直接接收数字量,响应速度快而且工作可靠并无累积误差,常用作数字控制系统驱动机构的动力元件,因此,在驱动装置中采用由步进电机构成的开环控制方式,这种方式既能满足控制精度的要求,又能达到经济性、实用化目的,在此基础上,对步进电机的功率计一算及选型问题经行了分析。
在完成机械结构和驱动系统设计的基础上,对物料抓取机械手运动学和动力学进行了分析。
运动学分析是路径规划和轨迹控制的基础,对操作臂进行了运动学正、逆问题的分析可以完成操作空间位置和速度向驱动空间的映射,采用齐次坐标变换法得到了操作臂末端位置和姿态随关节夹角之间的变换关系,采用几何法分析了操作臂的逆向运动学方程求解问题,对控制系统设计提供了理论依据。
机器人动力学是研究物体的运动和作用力之间的关系的科学,研究的目的是为了满足是实时性控制的需要,本文采用牛顿-欧拉方法对物料抓取机械手动力学进行了分析,计算出了关节力和关节力矩,为步进电机的选型和动力学分析与结构优化提供理论依据。
控制部分是整个物料抓取机械手系统设计关键和核心,它在结构和功能上的划分和实现直接关系到机器人系统的可靠性、实用性,也影响和制约机械手系统的研制成本和开发周期。
在控制主机的选用上,采用结构紧凑、扩展功能强和可靠性高的PC工业控制计算机作为主机,配以PCL-839卡主要承担系统功能初始化、数据运算与处理、步进电机驱动以及故障诊断等功能;同时对PCL-839卡的结构特点、功能原理和其高定位功能等给与了分析。
硬件是整个控制系统以及极限位置功能赖以存在的物质基础,软件则是计算机控制系统的神经中枢,软件设计的目的是以最优的方式将各部分功能有机的结合起来,使系统具有较高的运行效率和较强的可靠性。
在物料抓取机械手软件的设计上,采用的是模块化结构,分为系统初始化模块、数据处理模块和故障状态检测与处理等几部分。
主控计算机和各控制单元之间全部由PCL-839卡联系,并且由该卡实现抗干扰等问题,减少外部信号对系统的影响。
步进电机的启停频率远远小于其最高运行频率,为了提高工作效率,需要步进电机高速运行并快速启停时,必须考虑它的升,降速控制问题。
电机的升降速控制可以归结为以某种合理的力一式控制发送到步进电机驱动器的脉冲频率,这可由硬件实现,也可由软件方法来实现。
本文提出了一种算法简单、易于实现、理论意义明确的步进电机变速控制策略:定时器常量修改变速控制方案。
该方法能使步进电机加速度与其力矩——频率曲线较好地拟合,从而提高变速效率。
而且它的计算量比线性加速度变速和基于指数规律加速度的变速控制小得多。
通过实验证明了该方法的有效性。
最后,对论文主要研究内容和取得的技术成果进行了总结,提出了存在的问题和不足,同时对机器人技术的发展和应用进行了展望。
研究机械手控制的目的是保持以计算机为基础的机械手的动态响应,以便与一些预先设定的系统性能和理想目标保持一致。
一般情况下,机械手的动态性能直接依赖于控制算法的效率和机械手的动态模型。
控制问题包括获得自然的机械手系统的动态模型,然后指定相应的控制规则或步骤以达到想要的系统响应和性能。
目前的工业机械臂控制将每一个机械臂的联合看做一个简单的联合伺服。
伺服方法不能充分地模仿不同的动力学机械手,因为它忽略了机械手整体的运动和配置。
这些控制系统的参数的变化有时是足够重要,以至于使常规的反馈控制方法失效。
其结果是减少了伺服响应的速度和阻尼,限制了精度和最终效应的速度,使系统仅适用于有限精度的工作。
机械手以这种方式控制速度降低而没有不必要的震动。
任何在这一领域和其它领域的机械臂性能增益要求更有效率的动态模型、精密的控制方法、专门的计算机架构和并行处理技术。
在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。
自从机械手问世以来,相应的各种难题迎刃而解。
机械手可在空间抓、放、搬运物体,动作灵活多样,适用于可变换生产品种的中、小批量自动化生产,广泛应用于柔性自动线。
机械手一般由耐高温,抗腐蚀的材料制成,以适应现场恶劣的环境,大大降低了工人的劳动强度,提高了工作效率。
机械手是工业机器人的重要组成部分,在很多情况下它就可以称为工业机器人。
工业机器人是集机械、电子、控制、计算机、传感器、人工智能等多学科先进技术于一体的现代制造业重要的自动化装备。
广泛采用工业机器人,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。
机械部件有滚珠丝杠、滑轨、气控机械抓手等。
电气方面有可编程控制器(PLC)、编程器、步进电机、步进电机驱动器、直流电机、光电传感器、开关电源、电磁阀、旋转码盘、操作台等部件。
可编程控制器发出两路脉冲到步进电机驱动器,分别驱动横轴、竖轴的步进电机运转;直流电机拖动底座和手爪的旋转;接近开关、微动开关、旋转码盘将位置信号反馈给主机,由主机发出指令来实现对手臂的伸缩、上下、转动位置的控制;主机发信号到气动电磁阀,以控制手爪的张合来抓放物体。
本设计可根据工件的变化及运动流程的要求随时更改相关参数,具有很大的灵活性和可操作性。
外文原文一manipulatorRobot is a type of mechantronics equipment which synthesizes the last research achievement of engine and precision engine, micro-electronics and computer, automation control and drive, sensor and message dispose and artificial intelligence and so on. With the development of economic and the demand for automation control,robot technology is developed quickly and all types of the robots products are come into being. The practicality use of robot products not only solves the problems which are difficult to operate for human being, but also advances the industrial automation program. Modern industrial robots are true marvels of engineering. A robot the size of a person can easily carry a load over one hundred pounds and move it very quickly with a repeatability of +/-0.006 inches. Furthermore these robots can do that 24 hours a day for years on end with no failures whatsoever. Though they are reprogrammable, in many applications (particularly those in the auto industry) they are programmed once and then repeat that exact same task for years.At present, the research and development of robot involves several kinds of technology and the robot system configuration is so complex that the cost at large is high which to a certain extent limit the robot abroad use. To development economic practicality and high reliability robot system will be value to robot social application and economy development. With the rapid progress with the control economy and expanding of the modern cities, the let of sewage is increasing quickly: With the development of modern technology and the enhancement of consciousness about environment reserve, more and more people realized the importance and urgent of sewage disposal. Active bacteria method is an effective technique for sewage disposal,The lacunaris plastic is an effective basement for active bacteria adhesion for sewage disposal. The abundance requirement for lacunaris plastic makes it is a consequent for the plastic producing with automation and high productivity. Therefore, it is very necessary to design a manipulator that can automatically fulfill the plastic holding. With the analysis of the problems in the design of the plastic holding manipulator and synthesizing the robot research and development condition in recent years, a economic scheme is concluded on the basis of the analysis of mechanical configuration, transform system, drive device and control system and guided by the idea of the characteristic and complex of mechanical configuration, electronic, software and hardware. In this article, the mechanical configuration combines the character of direction coordinate and the arthrosis coordinate which can improve the stability and operation flexibility of the system. The main function of the transmission mechanism is to transmit power to implement department and complete the necessary movement. In this transmission structure, the screw transmission mechanism transmits the rotary motion into linear motion. Worm gear can give vary transmission ratio. Both of the transmission mechanisms have a characteristic of compact structure. The design of drive system often is limited by the environmentcondition and the factor of cost and technical lever. ''''The step motor can receive digital signal directly and has the ability to response outer environment immediately and has no accumulation error, which often is used in driving system. In this driving system, open-loop control system is composed of stepping motor, which can satisfy the demand not only for control precision but also for the target of economic and practicality. On this basis,the analysis of stepping motor in power calculating and style selecting is also given. The analysis of kinematics and dynamics for object holding manipulator is given in completing the design of mechanical structure and drive system. Kinematics analysis is the basis of path programming and track control. The positive and reverse analysis of manipulator gives the relationship between manipulator space and drive space in position and speed. The relationship between manipulator’s tip position and arthrosis angles is concluded by coordinate transform method. The geometry method is used in solving inverse kinematics problem and the result will provide theory evidence for control system. The f0unction of dynamics is to get the relationship between the movement and force and the target is to satisfy the demand of real time control. in this chamfer, Newton-Euripides method is used in analysis dynamic problem of the cleaning robot and the arthrosis force and torque are given which provide the foundation for step motor selecting and structure dynamic optimal ting. Control system is the key and core part of the object holding manipulator system design which will direct effect the reliability and practicality of the robot system in the division of configuration and control function and also will effect or limit the development cost and cycle. With the demand of the PCL-839 card, the PC computer which has a. tight structure and is easy to be extended is used as the principal computer cell and takes the function of system initialization, data operation and dispose, step motor drive and error diagnose and so on. A t the same time, the configuration structure features, task principles and the position function with high precision of the control card PCL-839 are analyzed. Hardware is the matter foundation of the control. System and the software is the spirit of the control system. The target of the software is to combine all the parts in optimizing style and to improve the efficiency and reliability of the control system. The software design of the object holding manipulator control system is divided into several blocks such as system initialization block, data process block and error station detect and dispose model and so on. PCL-839 card can solve the communication between the main computer and the control cells and take the measure of reducing the influence of the outer signal to the control system. The start and stop frequency of the step motor is farlower than the maximum running frequency. In order to improve the efficiency of the step motor, the increase and decrease of the speed is must considered when the step motor running in high speed and start or stop with great acceleration. The increase and decrease of the motor’s speed can be controlled by the pulse freque ncy sent to the step motor drive with a rational method. This can be implemented either by hardware or by software. A step motor shift control method is proposed, which is simple to calculate, easy to realize and the theory means is straightforward. The motor'''' s acceleration can fit the torque-frequency curve properly with this method. And the amount of calculation load is less than the linear acceleration shift control method and the method which is based on the exponential rule to change speed. The method is tested by experiment. A t last, the research content and the achievement are sum up and the problems and shortages in main the content are also listed. The development and application of robot in the future is expected.The purpose of manipulator control is to maintain the dynamic response of a computer-based manipulator in accordance with some prespecified system performance and desired goals. In general, the dynamic performance of a manipulator directly depends on the efficiency of the control algorithms and the dynamic model of the manipulator. The control problem consists of obtaining dynamic models of the physical robot arm system and then specifying corresponding control laws or strategies to achieve the desired system response and performance.Current industrial approaches to robot arm control treat each joint of the robot arm as a simple joint servomechanism. The servomechanism approach models the varying dynamics of a manipulator inadequately because it neglects the motion and configuration of the whole arm mechanism. These changes in the parameters of the controlled system sometimes are significant enough to render conventional feedback control strategies ineffective. The result is reduced servo response speed and damping, limiting the precision and speed of the end-effector and making it appropriate only for limited-precision tasks. Manipulators controlled in this manner move at slow speeds with unnecessary vibrations. Any significant performance gain in this and other areas of robot arm control require the consideration of more efficient dynamic models, sophisticated control approaches, and the use of dedicated computer architectures and parallel processing techniques.In the industrial production and other fields, people often endangered by such factors as high temperature, corrode, poisonous gas and so forth at work, which haveincreased labor intensity and even jeopardized the life sometimes. The corresponding problems are solved since the robot arm comes out. The robot arms can catch, put and carry objects, and its movements are flexible and diversified. It applies to medium and small-scale automated production in which production varieties can be switched. And it is widely used on soft automatic line. The robot arms are generally made by withstand high temperatures, resist corrosion of materials to adapt to the harsh environment. So they reduced the labor intensity of the workers significantly and raised work efficiency. The robot arm is an important component of industrial robots, and it can be called industrial robots on many occasions. Industrial robot is set machinery, electronics, control, computers, sensors, artificial intelligence and other advanced technologies in the integration of multidisciplinary important modern manufacturing equipment. Widely using industrial robots, not only can improve product quality and production, but also is of great significance for physical security protection, improvement of the environment for labor, reducing labor intensity, improvement of labor productivity, raw material consumption savings and lowering production costs.There are such mechanical components as ball footbridge, slides, an air control mechanical hand and so on in the design. A programmable controller, a programming device, stepping motors, stepping motors drives, direct current motors, sensor, switch power supply, an electromagnetism valve and control desk are used in electrical connection. The programmable controller output two lines pulses to stepping motors drives to drive the two stepping motors drives on beam and vertical axis; direct current motors drive the rotation of the base and the hand; sensors send signals of location to the mainframe, and the mainframe sends directive to control the extension and contraction, up and down, moves location; the mainframe send signals to control the opening and closing of the hand to carry objects. Related parameters can be changed according to request of the changes of the objects and movement flow at any time change the relevant parameters in the design, so it has great flexibility and operability.译文二数控技术数控是可编程自动化技术的一种形式,通过数字、字母和其他符号来控制加工设备。