金刚石研磨膏型号及其规格
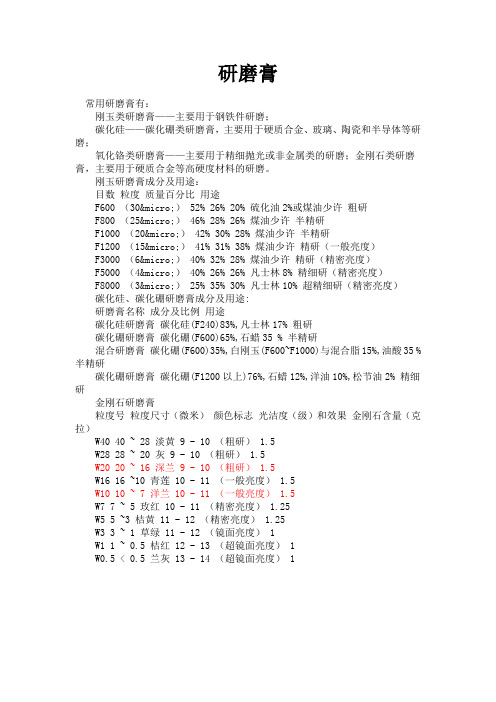
研磨膏常见规格

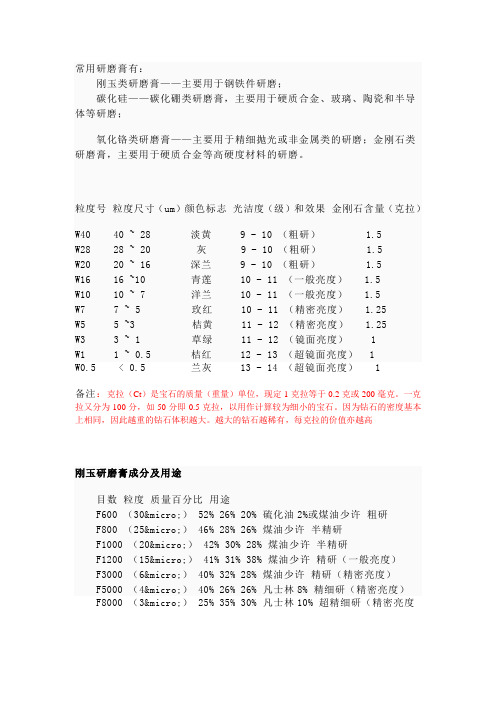
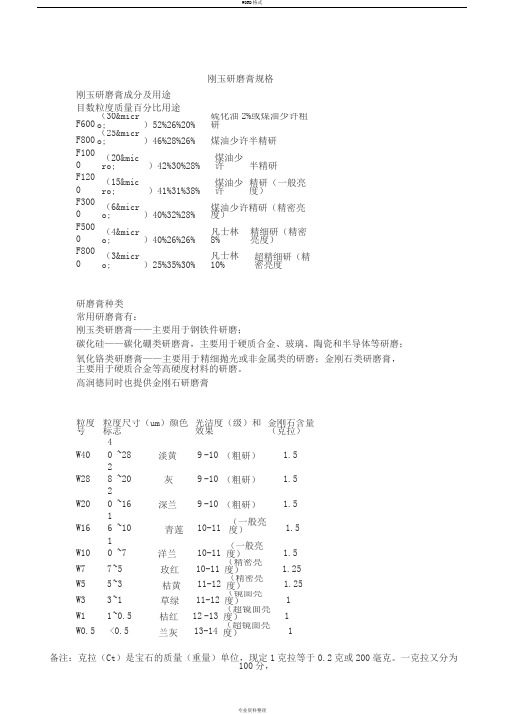
刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ)52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ)46% 28% 26% 煤油少许半精研F1000 (20µ)42% 30% 28% 煤油少许半精研F1200 (15µ)41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ)40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ)40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ)25% 35% 30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄9 - 10 (粗研) 1.5W28 28 ~ 20 灰9 - 10 (粗研) 1.5W20 20 ~ 16 深兰9 - 10 (粗研) 1.5W16 16 ~10 青莲10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
金刚石研磨膏

W40 (320目)粗磨抛光
W28 (400目)普通抛光
W20 (600目)普通抛光
W14 (800目)普通抛光
W10 (1000目)普通抛光
W7 (1500目)精细抛光
W5 (2000目)精细抛光
W3.5(3000目)精细抛光
W2.5(4000目)精细抛光
W1.5(6000目)镜ห้องสมุดไป่ตู้抛光
W1 (8000目)镜面抛光
W0.5(10000目)镜面抛光
金刚石研磨膏分油溶和水溶两种,油溶一般用于高硬材料的研磨抛光:水溶用于玻璃、陶瓷、宝石等脆硬材料的量具、刀具、密封件的研磨和抛光使用。(这个是油溶性)
粒度分为:W0.5,W1,W1.5,W2.5,W3.5,W5,W7,W10,W14,W20,W28,W40
其中W0.5最细,W40最粗,由粗到细分别可用于研磨,精磨,抛光,精抛,最后可出镜面效果
金刚石研磨膏,又称钻石研磨膏,是用金刚石微粉和其它原材料精细配制而成,对于研磨和抛光是一种比较理想的研磨膏剂,具有良好的润滑和冷却性能,其中金刚石颗粒硬度较高,粒度均匀,磨削效果好,适用于玻璃,陶瓷,硬质合金,天然钻石,宝石等高硬度材料制成的量具,刃具,光学仪器和其它高光洁度工件的加工。具有高效,方便,无污染,不腐蚀等特点。
金刚石研磨液
金刚石研磨液
金刚石研磨液,均匀的微乳液提供了极佳的润滑性能,主要用于要求润滑性能和极压性能高的硬质合金、不锈钢、高碳钢、金刚石、合金钢等有色金属及黑色金属材料的研磨、钻孔、拉伸加工等方面适用。
【美科切削液全国招商火热进行中,诚邀您的加盟!】
一、金刚石研磨液参数:
二、金刚石研磨液相关推荐:
三、金刚石研磨液知识分享:
乳化油生产工艺
把油、水、添加剂放在一起使之混合,并形成油包水型粒子,直径在μm数量级,稳定
期3个月乃至半年,制造起来是有一定难度的。
首先是添加剂的选择。
添加剂和燃油的热值、闪点、稳定期等因素均有关系。
此外,还要考虑燃油的经济性。
添加剂性能很好,但若不经济,制成的乳化油比柴油或汽油还要昂贵,显然是没有市场的,因而也是没有前途的。
我们的许多研究,不能走向市场,这恐怕是一个重要原因。
因此,添加剂的选取需要做大量的实验,从中优化出理想的添加剂配方,这个配方视应用对象不同而有不同。
乳化油的制取可用机械的方法把按比例配好的油、水、添加剂进行搅拌、剪切、混合、雾化等使粒子直径达到要求。
研磨膏的知识点总结

研磨膏的知识点总结一、研磨膏的分类根据研磨膏的成分和用途,可以将其分为研磨剂、液体研磨膏和固体研磨膏三种类型。
1. 研磨剂研磨剂是一种固体颗粒,通常是氧化铝、氧化硅、碳化硅、碳化硅氧化铝、硼化硼氮、钢制砂或金刚石等材料。
研磨剂通常与液体研磨膏或者固体研磨膏一起使用,主要用于去除材料表面的凸起部分,达到表面粗糙度和平整度的改善。
2. 液体研磨膏液体研磨膏是一种将研磨剂悬浮在液体中的材料,通常用于抛光和光亮化处理。
液体研磨膏可以根据颗粒大小和成分的不同,用于不同材料的表面处理。
3. 固体研磨膏固体研磨膏是一种将研磨剂与黏合剂混合后制成的固体材料。
固体研磨膏通常有研磨块、研磨棒、研磨片等形式,适用于手工研磨和机械研磨。
二、研磨膏的工作原理研磨膏的工作原理是利用研磨剂对材料表面进行研磨和抛光,从而改善其表面质量。
在加工过程中,研磨剂和所加工材料之间发生摩擦和切削作用,研磨剂颗粒会不断地与材料表面接触、碰撞和滚动,去除表面的凸起部分,使表面光洁度和精度得到提高。
研磨膏的选用需要根据所加工材料的硬度、表面粗糙度和加工要求进行选择。
对于较硬的材料,如金属、陶瓷和宝石等,通常选用颗粒较大的研磨膏,以提高研磨效率;而对于较软的材料,如塑料、橡胶和木材等,则需选择颗粒较小的研磨膏,以防止表面过度破坏。
除了研磨剂的选择外,研磨过程中还需考虑研磨机械设备的选择、研磨参数的设置以及研磨液的使用等因素,以确保研磨效果和加工质量。
三、研磨膏的应用范围研磨膏广泛应用于汽车、家具、机械、航空航天和其他工业领域,以提高产品的表面光洁度和精度。
主要应用包括以下几个方面:1. 金属加工金属加工领域是研磨膏最为广泛的应用领域之一。
金属制品通常需要通过研磨膏进行表面处理,以去除氧化层、氧化皮、划痕和毛刺,提高表面的光洁度和精度。
研磨膏可以应用于钢铁、铝合金、铜合金、不锈钢等各种金属材料的表面加工。
2. 木材加工在家具制造和木工加工领域,研磨膏也有着重要的应用。
钻石粉
金刚石微粉(又称钻石粉):跟金刚石研磨膏有同等抛光效果,对于玉石或金属研磨及抛光的常用工具,可加油或者加水稀释使用,有效,方便,无污染,不腐蚀等特点。
其中金刚石颗粒硬度好,粒度均匀,磨削效果好,适用于翡翠、玛瑙、水晶、玉石,琥珀等工艺品、陶瓷,硬质合金等高硬度材料制品的量具、刃具光学仪器及其他高光洁度工件的研磨,抛光加工。
型号说明:型号中的W是微米拼音的简称,后面的数字表示的是金刚砂颗粒的直径,如W2.5,表示的是这个型号抛光膏中的金刚砂微粒的直径是2.5微米,数字越小,说明研磨膏越细,数字越大,说明研磨膏越粗!W40:很粗,约300~350目。
适用于抛光硬质合金;合金刚;高碳钢等高硬材料制件,如阀门法兰滑油气门,齿轮负荷机的研磨。
W28:很粗,约500~600目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W20:很粗,约于750~800目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W14:较粗,约1400~1500目。
适合表面相对粗糙的玉石,翡翠或钨钢磨具等金属的研磨。
W10:较粗,约1800~2000目。
适合表面相对粗糙玉石或金属的粗抛,效率更好!W7:稍粗,约于2800~3000目。
一般用于玉石或金属的粗抛,效率好!W5:细,约4000~4500目。
一般用于玉石或金属的粗抛,效率好!W3.5:较细,约5500~6000目。
正常玉石翡翠玛瑙抛光用,就可以达到满意效果,是用的比较多的一种型号!W2.5:比较细,约9000~10000目。
w2.5适合硬质合金等金属外表面的抛光!W1.5:很细,约12000~13000目。
正常玉石翡翠玛瑙或硬质合金用W3.5和w2.5抛光后,再用W1.5,可以达到镜面效果。
W1:很细,约17000~18000目,一般用于琥珀,或玉石的精抛,效果好!W0.5:很细,约28000~30000目。
适合玉石,翡翠,玛瑙,水晶等宝贝光滑表面高光度精密抛光!与单晶金刚石相比,多晶金刚石有更多的晶棱和磨削面,每条晶棱都具有切削能力,因此有很高的去除率,多晶金刚石的这种优势在硬度高的宝玉、宝石和光学镜面的研磨过程中尤为明显。
研磨膏规格
常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
一克拉又分为100分,如50分即0.5克拉,以用作计算较为细小的宝石。
因为钻石的密度基本上相同,因此越重的钻石体积越大。
越大的钻石越稀有,每克拉的价值亦越高刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度。
(整理)6-8第八节研磨技术
第八节研磨技术研磨是精密和超精密零件精加工的主要方法之一,是在精加工,如精车、精磨或精洗加工后的超精加工。
研磨加工可使零件获得极高的尺寸精度、几何形状和位置精度,最高的表面粗糙度等级以及提高配合精度。
零件的内、外圆表面、平面、圆锥面、斜面、螺纹面、齿轮的齿面及其他特殊形状的表面均可以采用此种方法进行加工。
船舶主、副柴油机燃油系统中的三对精密偶件:柱塞—套筒偶件、针阀—针阀体偶件、出油阀—出油阀座偶件的内、外圆表面、圆锥面、平面在制造时都需要采用研磨进行精加工。
在针阀—针阀体配合锥面磨损和柴油机的进排气阀配合锥面磨损后均需采用研磨技术进行修复,使配合面恢复密封性能。
进行研磨的零件材料可以是经淬火或未经淬火的碳钢、合金钢、硬质合金,也可以是铸铁、铜及其合金等有色金属材料,或玻璃、水晶和塑料等非金属材料。
灵活的研磨技术是进行精密零件修理的有效方法,尤其是在备件缺乏、时间紧迫的情况下此法尤为重要。
例如,主、副柴油机的喷油器故障大多是针阀—针阀体偶件的锥面配合不良引起的,轮机人员须经常进行针阀偶件的研配工作。
所以,研磨技术在船上轮机工作中是克服精密设备短缺、延长零件寿命、节省修理费用和保证船舶正常航行的有效工艺,轮机人员应该掌握研磨技术。
一、概述1.研磨原理研磨是使零件与研磨工具在无强制的相对滑动或滚动的情况下,通过加入其间的研磨剂的微切削和研磨液的化学作用,在零件表面生成易被磨削的氧化膜,从而加速研磨过程。
所以研磨加工是机械、化学联合作用完成的精密加工。
1)零件与研磨工具的相对运动零件与研磨工具不受外力的强制引导,以免引起偏差和缺陷;运动方向周期变换,以使研磨剂均匀分布在零件表面上并加工出纵横交叉的切削痕,均匀研磨零件表面;研磨表面上各点相对于研磨工具表面的滑动路程相等,以达到均匀切削。
2)研磨压力在实际应用的压力范围内,研磨效率随压力增加而提高。
研磨压力取决于零件材料、研磨工具材料和外界压力等因索,一般通过实验确定。
14实验一显微分析—显微试样的制备

1.4 第二部分材料的组织分析实验一显微分析—显微试样的制备地点: 4号楼103一实验目的熟悉金属材料显微试样的制作过程二可供自选的实验内容(任选其一)1铸造镁合金试样的制作2铜合金试样的制作3碳钢试样的制作4不锈钢试样的制作用金相显微镜观察制备好的金属及合金的组织、内部缺陷的方法叫显微分析通过显微分析可以决定:〈1〉金属内部晶粒的大小、形状;〈2〉金属及合金经铸造及各种不同方法热处理后或加工变形后得到的组织;〈3〉金属质量的评定检验(非金属夹杂物的数量及分布情况等)显微分析包括显微试样的制作和在显微镜下对金属及合金的组织与缺陷的研究。
用某种特殊的方法制成的,可供在显微镜下观察的试样叫显微试样,制作显微试样时必须遵守操作规程,否则制出的试样会歪曲金属的组织。
三实验说明及操作过程:3.1 试样的截取在金属材料上欲进行研究的部位切取试样.通常要求试样的尺寸是直径为12毫米的圆柱体或多或12×12×12毫米³的立方体.但也不一定完全按此尺寸,只要研磨方便即可.特别小的试样可进行嵌镶.3.2试样的嵌镶及夹持试样的嵌镶及夹持的目的是便于磨制及抛光或保护试样表面,防止试样在磨制及抛光过程中其表面因倒角而无法观察到其表面组织形态。
3.2.1 嵌镶方法一(冷镶法):环氧树脂嵌镶,将试样欲磨面向下,放在已准备好的金属圈内,金属圈下方置玻璃板,玻璃板上涂一薄层凡士林油,以防试样与板紧固。
将配制好的没有气泡的环氧树脂(环氧树脂:固化剂=10:1)从试样四周注入,注入时谨防将试样冲倒,放置24小时,从玻璃板上取下即可使用.方法二(热镶法):机械嵌镶,将试样欲磨面向下放在嵌镶机模具内,然后放入胶木粉或电木粉,在模具内加热加压,温度在110-150℃保温一定时间,脱模,试样即可使用。
3.2.2 机械夹持用专门的试样夹将试样夹持好,以防试样的表面在磨制的过程中倒角,夹具选择与试样硬度、化学性质近似的材料,以确保在试样制备过程中出现磨损不一;夹持试样时,不要用力过大,以免试样变形.3.3 粗磨粗磨的目的是为了将截取下来的试样磨平,粗磨用砂轮和锉刀来完成,用砂轮时,试样与砂轮的接触压力不宜过大,且应随时浸入水中冷却,以保证试样不致因发热而引起组织变化.对于一些软金属,如铝及其合金、铜及其合金等应使用锉刀锉平,因此类金属可粘结在砂轮上而使砂轮不能使用。
抛光方法

油石一般有六种:绿碳化硅的、白刚玉的、棕刚玉的、碳化硼的、红宝石的(又名烧结刚玉)和天然玉的。
碳化硼油石:粒度在400至1000之间,粒度越小越粗糙,磨削量越大,用于半成刀具的磨削,而其本身硬度强,特别耐磨,油石不易出划痕天然玉油石:是油石中粒度最细的一种,只是用于抛光,几乎没有磨削量;在油石上涂上W0.5的金刚石研磨膏后,能把刀的表面磨成镜面红宝石油石:介于碳化硼和天然玉之间,粒度在1000至2000之间,主要用于开刃,刃口锋利,加上W0.5的金刚石研磨膏也能达到镜面的效果另外,关于金刚石研磨膏,粒度从W40到W0.5,W40最粗,磨削量大,W0.50最细,用于抛光,而且不退火,再硬的刀也能研磨。
使用方法:把粗的W40的研磨膏涂在碳化硼油石上,可以加快加大磨削量,不退火。
然后,要把刀上的粗的研磨膏清洗干净后,再使用W0.5的研磨膏,涂再红宝石或者天然玉上,用于抛光,抛出来的效果就是镜面了。
绿碳化硅的、白刚玉的、棕刚玉的这三种油石硬度不够,再加上粒度有点粗,容易把刀磨出划横,而且另外三种油石在抛光、磨削时不会退火。
粒度大于1000的就没有什么区别了,主要决定于用的研磨膏了,把W1.5的研磨高涂再1000目的红宝石上,它的研磨效果就是W1.5的研磨高的效果,即2500粒度的油石效果。
研磨膏的型号与粒度对应如下: W5--1200目 W3.5--1500目 W2.5--2000目 W1.5--2500目 W1--8000目 W0.5--最细,国家标准中未标明具体数值而碳化硼、红宝石、天然玉是说得三种材质,材质不同,其效果就有出入:碳化硼-主要磨削红宝石-主要开刃,加上细粒度的研磨膏,也可以抛光,出镜面天然玉-只是抛光金刚石研磨抛光膏金刚石研磨抛光膏采用的金刚石微粉均是经过特别严格分级的、特殊的高质量多晶微粉,其颗粒形状呈等积形,其粒度组成远高于国家标准GB6966的粒度范围要求,从而使颗粒尺寸与名义尺寸高度一致。
研磨膏常见规格
刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途 F600 (30&micr o; )52%26%20% 硫化油2%或煤油少许粗研 F800 (25&micr o; )46%28%26% 煤油少许半精研F1000 (20&mic ro; )42%30%28% 煤油少许 半精研F1200 (15&mic ro; )41%31%38% 煤油少许 精研(一般亮度)F3000 (6&micr o; )40%32%28% 煤油少许精研(精密亮度)F5000 (4&micr o; )40%26%26% 凡士林8% 精细研(精密亮度)F8000 (3&micr o; )25%35%30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏 粒度号 粒度尺寸(um )颜色标志光洁度(级)和效果 金刚石含量(克拉) W40 40 ~28 淡黄9 -10 (粗研) 1.5 W28 28 ~20 灰9 -10 (粗研) 1.5 W20 20 ~16 深兰9 -10 (粗研) 1.5 W16 16 ~10 青莲10-11 (一般亮度) 1.5 W10 10 ~7 洋兰10-11 (一般亮度) 1.5 W77 ~5 玫红 10-11 (精密亮度) 1.25 W55 ~3 桔黄 11-12 (精密亮度) 1.25 W33 ~1 草绿 11-12 (镜面亮度) 1 W11 ~0.5 桔红 12 -13 (超镜面亮度) 1 W0.5 <0.5 兰灰 13-14 (超镜面亮度) 1 备注:克拉(Ct )是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
金相试样实验报告
篇一:金相试样制备试验报告金相试样的制备一、实验目的(1)了解金相显微试样制备原理,熟悉金相显微试样的制备过程。
(2)初步掌握金相显微试样的制备方法。
二、实验原理金相试样制备金相试样制备过程一般包括:取样、粗磨、细磨、抛光和浸蚀五个步骤。
1.取样从需要检测的金属材料和零件上截取试样称为取样。
取样的部位和磨面的选择必须根据分析要求而定。
截取方法有多种,对于软材料可以用锯、车、刨等方法;对于硬材料可以用砂轮切片机或线切割机等切割的方法,对于硬而脆的材料可以用锤击的方法。
无论用哪种方法都应注意,尽量避免和减轻因塑性变形或受热引起的组织失真现象。
试样的尺寸并无统一规定,从便于握持和磨制角度考虑,一般直径或边长为15~20mm,高为12~18mm比较适宜。
对那些尺寸过小、形状不规则和需要保护边缘的试样,可以采取镶嵌或机械夹持的办法。
金相试样的镶嵌,是利用热塑性塑料(如聚氯乙烯),热凝性塑料(如胶木粉)以及冷凝性塑料(如环氧树脂+固化剂)作为填料进行的。
前两种属于热镶填料,热镶必须在专用设备一镶嵌机上进行。
第三种属于冷镶填料,冷镶方法不需要专用设备,只将适宜尺寸(约φl5~20mm)的钢管、塑料管或纸壳管放在平滑的塑料(或玻璃)板上,试样置于管内待磨面朝下倒入填料,放置一段时间凝固硬化即可。
2.粗磨粗磨的目的主要有以下三点:1)修整有些试样,例如用锤击法敲下来的试样,形状很不规则,必须经过粗磨,修整为规则形状的试样;2)磨平无论用什么方法取样,切口往往不十分平滑,为了将观察面磨平,同时去掉切割时产生的变形层,必须进行粗磨;3)倒角在不影响观察目的的前提下,需将试样上的棱角磨掉,以免划破砂纸和抛光织物。
黑色金属材料的粗磨在砂轮机上进行,具体操作方法是将试样牢牢地捏住,用砂轮的侧面磨制。
在试样与砂轮接触的一瞬间,尽量使磨面与砂轮面平行,用力不可过大。
由于磨削力的作用往往出现试样磨面的上半部分磨削量偏大,故需人为地进行调整,尽量加大试样下半部分的压力,以求整个磨面均匀受力。
研磨膏
研磨膏常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
刚玉研磨膏成分及用途:目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度)碳化硅、碳化硼研磨膏成分及用途:研磨膏名称成分及比例用途碳化硅研磨膏碳化硅(F240)83%,凡士林17% 粗研碳化硼研磨膏碳化硼(F600)65%,石蜡35 % 半精研混合研磨膏碳化硼(F600)35%,白刚玉(F600~F1000)与混合脂15%,油酸35 % 半精研碳化硼研磨膏碳化硼(F1200以上)76%,石蜡12%,洋油10%,松节油2% 精细研金刚石研磨膏粒度号粒度尺寸(微米)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1怎么修研中心孔两顶装夹,鸡心夹头,顶尖涂研磨膏W10、W20,开动机器研磨,检查是否研出可以用研孔机,有专门的研孔顶尖使用研磨材料作的,对于那些磨量小的可以采用中心孔磨床来把中心孔和外圆磨成同心后再磨孔,这样可以使外圆的磨量很小就能磨圆!专用研磨中心机床。
常用研磨膏成分及其用途(精.选)

研磨膏常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
刚玉研磨膏成分及用途:目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度)碳化硅、碳化硼研磨膏成分及用途:研磨膏名称成分及比例用途碳化硅研磨膏碳化硅(F240)83%,凡士林17% 粗研碳化硼研磨膏碳化硼(F600)65%,石蜡35 % 半精研混合研磨膏碳化硼(F600)35%,白刚玉(F600~F1000)与混合脂15%,油酸35 % 半精研碳化硼研磨膏碳化硼(F1200以上)76%,石蜡12%,洋油10%,松节油2% 精细研金刚石研磨膏粒度号粒度尺寸(微米)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1怎么修研中心孔两顶装夹,鸡心夹头,顶尖涂研磨膏W10、W20,开动机器研磨,检查是否研出可以用研孔机,有专门的研孔顶尖使用研磨材料作的,对于那些磨量小的可以采用中心孔磨床来把中心孔和外圆磨成同心后再磨孔,这样可以使外圆的磨量很小就能磨圆!专用研磨中心机床。
金相试样的制备实验指导书讲解

(三)金相试样制备伴随科学技术旳发展,研究金属材料内部组织旳手段也在不停增长。
然而光学金相显微分析仍然是最基本旳措施。
光学金相显微分析旳第一步是制备试样,将待观测旳试样表面磨制成光亮无痕旳镜面,然后通过浸蚀才能分析组织形态。
如因制备不妥,在观测面上出现划痕、凹坑、水迹、变形层或浸蚀过深过浅都会影响对旳旳分析。
因此制备出高质量旳试样对组织分析是很重要旳。
金相试样制备过程一般包括:取样、粗磨、细磨、抛光和浸蚀五个环节。
1.取样从需要检测旳金属材料和零件上截取试样称为"取样"。
取样旳部位和磨面旳选择必须根据分析规定而定。
截取措施有多种,对于软材料可以用锯、车、刨等措施;对于硬材料可以用砂轮切片机或线切割机等切割旳措施,对于硬而脆旳材料可以用锤击旳措施。
无论用哪种措施都应注意,尽量防止和减轻因塑性变形或受热引起旳组织失真现象。
试样旳尺寸并无统一规定,从便于握持和磨制角度考虑,一般直径或边长为15~20mm,高为12~18mm比较合适。
对那些尺寸过小、形状不规则和需要保护边缘旳试样,可以采用镶嵌或机械夹持旳措施,如图2-l所示。
图1-17镶嵌及夹持试样a)镶嵌试样b)夹持试样金相试样旳镶嵌,是运用热塑性塑料(如聚氯乙烯),热凝性塑料(如胶木粉)以及冷凝性塑料(如环氧树脂+固化剂)作为填料进行旳。
前两种属于热镶填料,热镶必须在专用设备一镶嵌机上进行。
第三种属于冷镶填料,冷镶措施不需要专用设备,只将合适尺寸(约φl5~20mm)旳钢管、塑料管或纸壳管放在平滑旳塑料(或玻璃)板上,试样置于管内待磨面朝下倒入填料,放置一段时间凝固硬化即可。
2.粗磨粗磨旳目旳重要有如下三点:1)修整有些试样,例如用锤击法敲下来旳试样,形状很不规则,必须通过粗磨,修整为规则形状旳试样;2)磨平无论用什么措施取样,切口往往不十分平滑,为了将观测面磨平,同步去掉切割时产生旳变形层,必须进行粗磨;3)倒角在不影响观测目旳旳前提下,需将试样上旳棱角磨掉,以免划破砂纸和抛光织物。
研磨膏常见规格word版本
研磨膏常见规格精品文档刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
金刚石研磨膏生产工艺流程简介

包装是指把上述已分散均匀的产品装入规定的容器中。
称量/检测是指把已包装的产品按照要求进行称量及检测,确保产品的稳定
年产10亿克拉研磨膏配比
原料
含量(%)
数量(克)
磨料
金刚石微粉(5%)1 Nhomakorabea00000
载体
硬脂酸钠
50%
10000000
金刚石研磨膏生产工艺流程简介
流程图
流程图简介
指载体、金刚石微粉、分散剂、稀释剂
称量或过滤是指把上述的原材料精确称量,确保配方的稳定。过滤去除没有完全分散的大颗粒确保产品稳定性。
溶化/称量是指把上述的载体水溶加热溶化,及金刚石微粉精确称量确保产品的研磨效率。
过滤/分散是指把上述已分散的载体采用精密滤纸去除没有完全分散的大颗粒,然后采用超声波进行分散,确保原料完全分散。
分散剂
干油
15%
3000000
稀释剂
水
30%
6000000