金刚石研磨膏型及其规格
研磨膏常见规格

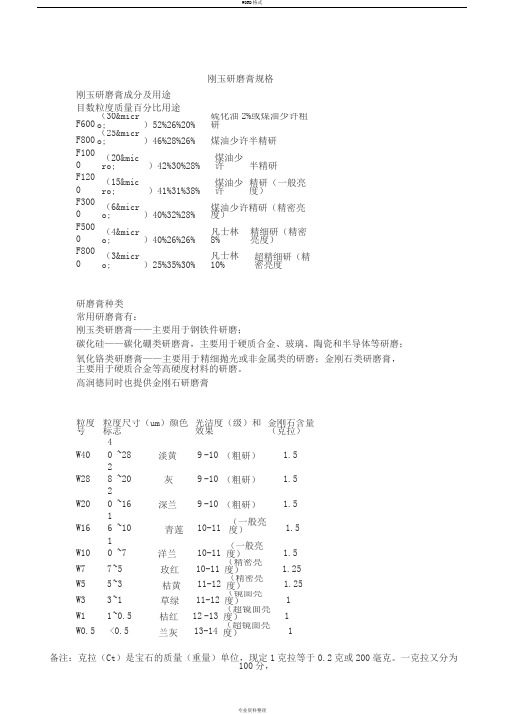
刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ)52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ)46% 28% 26% 煤油少许半精研F1000 (20µ)42% 30% 28% 煤油少许半精研F1200 (15µ)41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ)40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ)40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ)25% 35% 30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄9 - 10 (粗研) 1.5W28 28 ~ 20 灰9 - 10 (粗研) 1.5W20 20 ~ 16 深兰9 - 10 (粗研) 1.5W16 16 ~10 青莲10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
金刚石相关标准
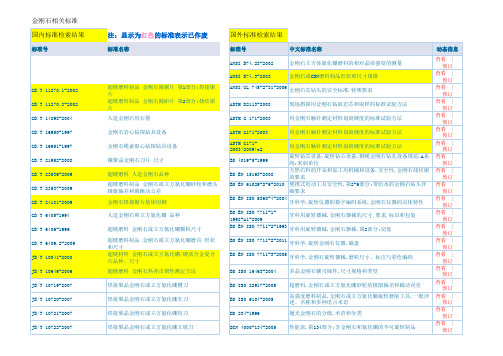
ANSI/UL 745-2-31-2006 金刚石芯钻头的安全标准.特殊要求 ASTM D2113-2008 ASTM G 171-2003 ASTM G171-2003 ASTM G1712003(2009)e2 BS 4019-5-1999 现场斟探用金刚石钻取岩芯和取样的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法
JB/T 10723-2007 JB/T 10724-2007 JB/T 10725-2007 JB/T 10986-2010 JB/T 10987-2010 JB/T 11114-2010 JB/T 3233-2012 JB/T 3234-2012 JB/T 3235-1999 JB/T 3236-2007 JB/T 3583-2006 JB/T 3943.2-1999 JB/T 5205-2007 JB/T 5823-1991 JB/T 6084-2007 JB/T 6571-1993 JB/T 6998-2010 JB/T 7425-2012 JB/T 7989-2012 JB/T 7990-2012 JB/T 8000-2012 JB/T 8002-2012 JB/T 8374-2012
超硬磨料制品 金刚石圆锯片 第1部分:焊接锯 片 超硬磨料制品 金刚石圆距片 第2部分:烧结锯 片 人造金刚石用石墨 金刚石岩心钻探钻具设备 金刚石绳索取心钻探钻具设备 镶聚晶金刚石刀片 尺寸 超硬磨料 人造金刚石品种 超硬磨料制品 金刚石或立方氮化硼砂轮和磨头 极限偏差和圆跳动公差 金刚石焊接锯片基体用钢 人造金刚石和立方氮化硼 品种 超硬磨料 金刚石或立方氮化硼颗粒尺寸 超硬磨料制品 金刚石或立方氮化硼磨具 形状 和尺寸 超硬材料 金刚石或立方氮化硼/硬质合金复合 片品种、尺寸 超硬磨料 金刚石热冲击韧性测定方法 焊接聚晶金刚石或立方氮化硼槽刀 焊接聚晶金刚石或立方氮化硼车刀 焊接聚晶金刚石或立方氮化硼铰刀 焊接聚晶金刚石或立方氮化硼立铣刀
金刚石研磨膏

W40 (320目)粗磨抛光
W28 (400目)普通抛光
W20 (600目)普通抛光
W14 (800目)普通抛光
W10 (1000目)普通抛光
W7 (1500目)精细抛光
W5 (2000目)精细抛光
W3.5(3000目)精细抛光
W2.5(4000目)精细抛光
W1.5(6000目)镜ห้องสมุดไป่ตู้抛光
W1 (8000目)镜面抛光
W0.5(10000目)镜面抛光
金刚石研磨膏分油溶和水溶两种,油溶一般用于高硬材料的研磨抛光:水溶用于玻璃、陶瓷、宝石等脆硬材料的量具、刀具、密封件的研磨和抛光使用。(这个是油溶性)
粒度分为:W0.5,W1,W1.5,W2.5,W3.5,W5,W7,W10,W14,W20,W28,W40
其中W0.5最细,W40最粗,由粗到细分别可用于研磨,精磨,抛光,精抛,最后可出镜面效果
金刚石研磨膏,又称钻石研磨膏,是用金刚石微粉和其它原材料精细配制而成,对于研磨和抛光是一种比较理想的研磨膏剂,具有良好的润滑和冷却性能,其中金刚石颗粒硬度较高,粒度均匀,磨削效果好,适用于玻璃,陶瓷,硬质合金,天然钻石,宝石等高硬度材料制成的量具,刃具,光学仪器和其它高光洁度工件的加工。具有高效,方便,无污染,不腐蚀等特点。
金刚石研磨液
金刚石研磨液
金刚石研磨液,均匀的微乳液提供了极佳的润滑性能,主要用于要求润滑性能和极压性能高的硬质合金、不锈钢、高碳钢、金刚石、合金钢等有色金属及黑色金属材料的研磨、钻孔、拉伸加工等方面适用。
【美科切削液全国招商火热进行中,诚邀您的加盟!】
一、金刚石研磨液参数:
二、金刚石研磨液相关推荐:
三、金刚石研磨液知识分享:
乳化油生产工艺
把油、水、添加剂放在一起使之混合,并形成油包水型粒子,直径在μm数量级,稳定
期3个月乃至半年,制造起来是有一定难度的。
首先是添加剂的选择。
添加剂和燃油的热值、闪点、稳定期等因素均有关系。
此外,还要考虑燃油的经济性。
添加剂性能很好,但若不经济,制成的乳化油比柴油或汽油还要昂贵,显然是没有市场的,因而也是没有前途的。
我们的许多研究,不能走向市场,这恐怕是一个重要原因。
因此,添加剂的选取需要做大量的实验,从中优化出理想的添加剂配方,这个配方视应用对象不同而有不同。
乳化油的制取可用机械的方法把按比例配好的油、水、添加剂进行搅拌、剪切、混合、雾化等使粒子直径达到要求。
超硬磨具分类及属性

超硬磨具的分类及属性行业内,一般认为只要是超硬材料制成的产品均为超硬材料制品,包含了磨具、刀具、钻具、修整工具、拉丝模等等。
在这里,超硬制品被分成了两部分,一部分以磨具为主,称为Super Abrasives(超硬磨具);剩下的制品以工具为主,称为Diamond Tools (金刚石工具)。
关于超硬材料及制品中的翻译,这里以Superabrsive是超硬磨料,Super Abrasives是超硬磨具为准。
本篇主要介绍超硬磨具的分类及属性。
如图1所示,超硬磨具被分成了十一个二级分类,和三个三级分类。
一、Superabrasive Wheels 金刚石砂轮此分类的准确翻译应为超硬砂轮,但在行业中,鲜有这样的叫法,所以仍以金刚石砂轮为翻译。
超硬砂轮是超硬磨具中最重要的分类,主要有两种:Diamond Grinding Wheels 金刚石砂轮和CBN Grinding Wheels CBN砂轮。
两个分类中的属性除了磨料字段不一样,其余均一致,如下:Shape 形状:Straight 平行、Tapered 锥形、Cylinder 筒形、Straight Cup 杯型、Flaring Cup 碗型、Dish 碟形、Specialty 异形Diameter 直径:收集了25mm-650mm的常见直径Applications 应用:Cylindrical /Centerless 外圆磨/无心磨、Internal /Bores 内圆磨、Surface / Creepfeed Grinding 平面磨/缓进给、Toolroom/Sharpening 工具磨/刃磨、Cutting-off 切割、Woodworking 木材加工、Specialty 专用砂轮Abrasive Grain磨料:Natural Diamond 天然金刚石、Synthetic Diamond 人造金刚石、Coated Diamond 涂层金刚石、Other 其他Grit Size 粒度:用户自己填写Concentration 浓度:200%、150%、125%、100%、75%、50%、25%Bonding Agent结合剂:Vitrified 陶瓷结合剂、Resin 树脂结合剂、Metal 金属结合剂、Electro-plated 电镀、Other 其他Work Condition 应用条件:Dry 干、Wet 湿、Dry / Wet 干湿两用其中的Abrasive 磨料字段,CBN砂轮为:Cubic Boron Nitride 立方氮化硼和Coated cBN 涂层立方氮化硼二、Diamond Cup Wheels 金刚石磨轮金刚石磨轮或者碗磨是由金刚石刀头焊接或者冷压在金属基体上而成;金刚石刀头是通过人造工业金刚石和其它的金属粉末,冷压和热压烧结而成,然后焊接在碗形状的金属基体上。
钻石粉
金刚石微粉(又称钻石粉):跟金刚石研磨膏有同等抛光效果,对于玉石或金属研磨及抛光的常用工具,可加油或者加水稀释使用,有效,方便,无污染,不腐蚀等特点。
其中金刚石颗粒硬度好,粒度均匀,磨削效果好,适用于翡翠、玛瑙、水晶、玉石,琥珀等工艺品、陶瓷,硬质合金等高硬度材料制品的量具、刃具光学仪器及其他高光洁度工件的研磨,抛光加工。
型号说明:型号中的W是微米拼音的简称,后面的数字表示的是金刚砂颗粒的直径,如W2.5,表示的是这个型号抛光膏中的金刚砂微粒的直径是2.5微米,数字越小,说明研磨膏越细,数字越大,说明研磨膏越粗!W40:很粗,约300~350目。
适用于抛光硬质合金;合金刚;高碳钢等高硬材料制件,如阀门法兰滑油气门,齿轮负荷机的研磨。
W28:很粗,约500~600目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W20:很粗,约于750~800目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W14:较粗,约1400~1500目。
适合表面相对粗糙的玉石,翡翠或钨钢磨具等金属的研磨。
W10:较粗,约1800~2000目。
适合表面相对粗糙玉石或金属的粗抛,效率更好!W7:稍粗,约于2800~3000目。
一般用于玉石或金属的粗抛,效率好!W5:细,约4000~4500目。
一般用于玉石或金属的粗抛,效率好!W3.5:较细,约5500~6000目。
正常玉石翡翠玛瑙抛光用,就可以达到满意效果,是用的比较多的一种型号!W2.5:比较细,约9000~10000目。
w2.5适合硬质合金等金属外表面的抛光!W1.5:很细,约12000~13000目。
正常玉石翡翠玛瑙或硬质合金用W3.5和w2.5抛光后,再用W1.5,可以达到镜面效果。
W1:很细,约17000~18000目,一般用于琥珀,或玉石的精抛,效果好!W0.5:很细,约28000~30000目。
适合玉石,翡翠,玛瑙,水晶等宝贝光滑表面高光度精密抛光!与单晶金刚石相比,多晶金刚石有更多的晶棱和磨削面,每条晶棱都具有切削能力,因此有很高的去除率,多晶金刚石的这种优势在硬度高的宝玉、宝石和光学镜面的研磨过程中尤为明显。
研磨膏规格
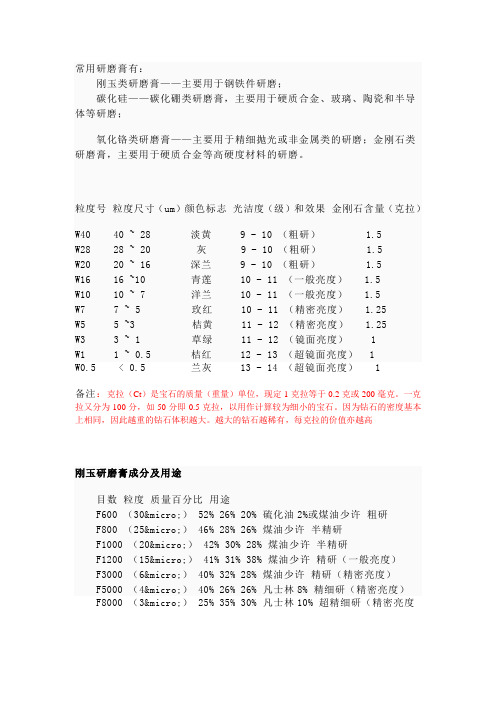
常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
一克拉又分为100分,如50分即0.5克拉,以用作计算较为细小的宝石。
因为钻石的密度基本上相同,因此越重的钻石体积越大。
越大的钻石越稀有,每克拉的价值亦越高刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度。
金刚石砂轮规格型号及选购技巧
金刚石砂轮规格种类按照不同的形状和类型及其技术参数可以分为好多中。
有80*8*13*5 , 100*10*13*5 , 100*10*16*5 ,100*10*20*5,125*10*13*8,125*10*16*8 , 125*10*25*8 , 125*10*32*8 , 150*10*13*8 , 150*10*32*8等规格型号。
厂家可以根据用户的需求进行定制,使您不再受产品规格的限制。
至于说具体的选购技巧,有这几点:技巧一,粒度越大的金刚石砂轮,为避免金刚石砂轮被磨屑阻塞,一般要选择较软的金刚石砂轮。
技巧二,用冷却液磨削要比干磨时的金刚石砂轮硬度高1~2小级。
技巧三,在同等磨削条件下,用树脂结合剂砂轮比陶瓷结合剂砂轮的硬度要高1~2小级。
技巧四,金刚石砂轮旋转速度高时,金刚石砂轮的硬度可选软1~2小级。
技巧五,端面磨与圆周磨削相比,应选更软些的金刚石砂轮。
技巧六,磨削导热性差的工件应选较软的金刚石砂轮。
技巧七,工件越硬,选择金刚石砂轮越软,工件越软,选择的金刚石砂轮越硬。
技巧八,金刚石砂轮与工件接触面越大,选择越软金刚石砂轮,反之,就选择硬度高的金刚石砂轮。
技巧九,精磨和成型磨削时应选择较硬的金刚石砂轮,以保持金刚石砂轮必要的形状精度。
消费者在选购金刚石砂轮的时候,可适当参考以上选购技巧,以最合理的价格挑选最合适的金刚石砂轮。
研磨膏常见规格
刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途 F600 (30&micr o; )52%26%20% 硫化油2%或煤油少许粗研 F800 (25&micr o; )46%28%26% 煤油少许半精研F1000 (20&mic ro; )42%30%28% 煤油少许 半精研F1200 (15&mic ro; )41%31%38% 煤油少许 精研(一般亮度)F3000 (6&micr o; )40%32%28% 煤油少许精研(精密亮度)F5000 (4&micr o; )40%26%26% 凡士林8% 精细研(精密亮度)F8000 (3&micr o; )25%35%30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏 粒度号 粒度尺寸(um )颜色标志光洁度(级)和效果 金刚石含量(克拉) W40 40 ~28 淡黄9 -10 (粗研) 1.5 W28 28 ~20 灰9 -10 (粗研) 1.5 W20 20 ~16 深兰9 -10 (粗研) 1.5 W16 16 ~10 青莲10-11 (一般亮度) 1.5 W10 10 ~7 洋兰10-11 (一般亮度) 1.5 W77 ~5 玫红 10-11 (精密亮度) 1.25 W55 ~3 桔黄 11-12 (精密亮度) 1.25 W33 ~1 草绿 11-12 (镜面亮度) 1 W11 ~0.5 桔红 12 -13 (超镜面亮度) 1 W0.5 <0.5 兰灰 13-14 (超镜面亮度) 1 备注:克拉(Ct )是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
钻石粉

金刚石微粉(又称钻石粉):跟金刚石研磨膏有同等抛光效果,对于玉石或金属研磨及抛光的常用工具,可加油或者加水稀释使用,有效,方便,无污染,不腐蚀等特点。
其中金刚石颗粒硬度好,粒度均匀,磨削效果好,适用于翡翠、玛瑙、水晶、玉石,琥珀等工艺品、陶瓷,硬质合金等高硬度材料制品的量具、刃具光学仪器及其他高光洁度工件的研磨,抛光加工。
型号说明:型号中的W是微米拼音的简称,后面的数字表示的是金刚砂颗粒的直径,如,表示的是这个型号抛光膏中的金刚砂微粒的直径是微米,数字越小,说明研磨膏越细,数字越大,说明研磨膏越粗!W40:很粗,约300~350目。
适用于抛光硬质合金;合金刚;高碳钢等高硬材料制件,如阀门法兰滑油气门,齿轮负荷机的研磨。
W28:很粗,约500~600目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W20:很粗,约于750~800目。
适合表面相对粗糙玉石或金属的粗抛研磨,效率好!W14:较粗,约1400~1500目。
适合表面相对粗糙的玉石,翡翠或钨钢磨具等金属的研磨。
W10:较粗,约1800~2000目。
适合表面相对粗糙玉石或金属的粗抛,效率更好!W7:稍粗,约于2800~3000目。
一般用于玉石或金属的粗抛,效率好!W5:细,约4000~4500目。
一般用于玉石或金属的粗抛,效率好!:较细,约5500~6000目。
正常玉石翡翠玛瑙抛光用,就可以达到满意效果,是用的比较多的一种型号!:比较细,约9000~10000目。
适合硬质合金等金属外表面的抛光!:很细,约12000~13000目。
正常玉石翡翠玛瑙或硬质合金用和抛光后,再用,可以达到镜面效果。
W1:很细,约17000~18000目,一般用于琥珀,或玉石的精抛,效果好!:很细,约28000~30000目。
适合玉石,翡翠,玛瑙,水晶等宝贝光滑表面高光度精密抛光!与单晶金刚石相比,多晶金刚石有更多的晶棱和磨削面,每条晶棱都具有切削能力,因此有很高的去除率,多晶金刚石的这种优势在硬度高的宝玉、宝石和光学镜面的研磨过程中尤为明显。
常用研磨膏成分及其用途(精.选)

研磨膏常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
刚玉研磨膏成分及用途:目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度)碳化硅、碳化硼研磨膏成分及用途:研磨膏名称成分及比例用途碳化硅研磨膏碳化硅(F240)83%,凡士林17% 粗研碳化硼研磨膏碳化硼(F600)65%,石蜡35 % 半精研混合研磨膏碳化硼(F600)35%,白刚玉(F600~F1000)与混合脂15%,油酸35 % 半精研碳化硼研磨膏碳化硼(F1200以上)76%,石蜡12%,洋油10%,松节油2% 精细研金刚石研磨膏粒度号粒度尺寸(微米)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1怎么修研中心孔两顶装夹,鸡心夹头,顶尖涂研磨膏W10、W20,开动机器研磨,检查是否研出可以用研孔机,有专门的研孔顶尖使用研磨材料作的,对于那些磨量小的可以采用中心孔磨床来把中心孔和外圆磨成同心后再磨孔,这样可以使外圆的磨量很小就能磨圆!专用研磨中心机床。
研磨膏常见规格word版本
研磨膏常见规格精品文档刚玉研磨膏规格刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度研磨膏种类常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
高润德同时也提供金刚石研磨膏粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
金刚石研磨膏生产工艺流程简介

包装是指把上述已分散均匀的产品装入规定的容器中。
称量/检测是指把已包装的产品按照要求进行称量及检测,确保产品的稳定
年产10亿克拉研磨膏配比
原料
含量(%)
数量(克)
磨料
金刚石微粉(5%)1 Nhomakorabea00000
载体
硬脂酸钠
50%
10000000
金刚石研磨膏生产工艺流程简介
流程图
流程图简介
指载体、金刚石微粉、分散剂、稀释剂
称量或过滤是指把上述的原材料精确称量,确保配方的稳定。过滤去除没有完全分散的大颗粒确保产品稳定性。
溶化/称量是指把上述的载体水溶加热溶化,及金刚石微粉精确称量确保产品的研磨效率。
过滤/分散是指把上述已分散的载体采用精密滤纸去除没有完全分散的大颗粒,然后采用超声波进行分散,确保原料完全分散。
分散剂
干油
15%
3000000
稀释剂
水
30%
6000000
金刚石砂轮规格型号标准

金刚石砂轮规格型号标准
金刚石砂轮的规格型号标准主要有以下几种:
1. 砂轮尺寸标记法:金刚石砂轮的尺寸一般用直径、厚度和孔径来表示。
例如,一个标记为150×25×32的金刚石砂轮代表
直径为150mm,厚度为25mm,孔径为32mm。
2. 砂轮粒度标记法:金刚石砂轮的粒度一般用目数表示。
目数是根据砂轮磨粒的大小来划分的,目数越大,磨粒越细。
常见的金刚石砂轮粒度标记有36目、60目、80目、120目等。
3. 砂轮硬度标记法:金刚石砂轮的硬度一般使用字母来表示。
硬度越大,砂轮越坚硬,使用寿命越长。
常见的砂轮硬度标记有A、B、C、D等。
4. 砂轮结构标记法:金刚石砂轮的结构标记一般使用数字表示。
结构数字越小,砂轮的结构越紧密,磨削力越大,剖面表面质量越好。
需要注意的是,不同国家和地区可能存在一些差异和特殊标准,因此在购买金刚石砂轮时,最好在相关标准或专业指导下选择合适的规格型号。
研磨膏的成分

精细研
金刚石研磨膏成分及用途
规格
颜色
加工表面粗糙度
规格
颜色
加工表面粗糙度
F800
青
0.16~0.32
F1200以下
桔红
0.02~0.04
F1000
蓝
0.08~0.32
F1200以下
天蓝
0.01~0.02
F1200
玫红
0.08~0.16
F1200以下
成分及比例(质量分数,%)
用途
微粉
混合脂
油酸
其他
F600
52
26
20
硫化油2或煤油少许
粗研
F800
46
28
26
煤油少许
半精研及研狭长表面ቤተ መጻሕፍቲ ባይዱ
F1000
42
30
28
煤油少许
半精研
F1200
41
31
38
煤油少许
精研及研端面
F1200以下
40
32
28
煤油少许
精研
F1200以下
40
26
26
凡士林8
精细研
F1200以下
研磨膏的成分:研磨膏的成分根据用途不同成分不同,其具体情况如下:
常用研磨膏有刚玉类研磨膏,主要用于钢铁件研磨;碳化硅、碳化硼研磨膏主要用于硬质合金,玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏,主要用于精细抛光和非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨.
刚玉研磨膏成分及用途
粒度号
25
35
30
凡士林10