实验一 圆度与圆柱度误差测量
2015实验报告2-1圆度
f = oi (Mimax-Mimin)/2 fo= foimax f/o/=(Mmax-Mmin)/2
Ⅰ-Ⅰ剖面
Ⅱ-Ⅱ剖面
结论
Ⅲ-Ⅲ剖面
fo
f/o/
Ⅳ-Ⅳ剖面 Ⅴ-Ⅴ剖面
七、思考题 1、测量圆度误差时,什么情况下采用二点法、三点法组合测量?
2、圆度、圆柱度公差带如何?
体
会
年
月
′ ′ ′
′ ′′
读数(Mi)
1-1′
2-2′
3-3′
两
4-4′
点
法
5-5′
6-6′
三 点 法
(α =90°)
三 点 法
(α =120°)
f = oi (Mimax-Mimin)/2 fo= foimax f/o/=(Mmax-Mmin)/2
Mimax Mimin
f = oi (Mimax-Mimin)/2 fo= foimax f/o/=(Mmax-Mmin)/2
圆 度、圆 柱 度 误 差 的 测 量 实 验 报 告
专业
班级
组别
指导老师 夏水华
姓名
学号
同组人
实验室 K1-514
时间
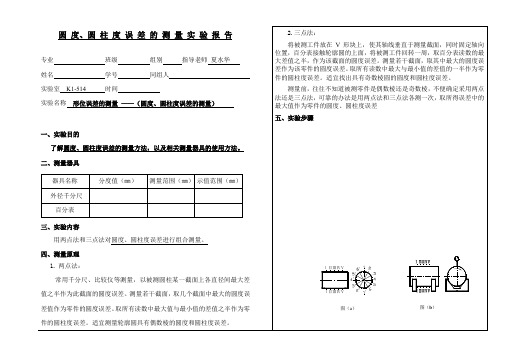
实验Байду номын сангаас称 形位误差的测量 ——(圆度、圆柱度误差的测量)
一、实验目的 了解圆度、圆柱度误差的测量方法,以及相关测量器具的使用方法。
二、测量器具
器具名称 外径千分尺
百分表
分度值(㎜) 测量范围(㎜) 示值范围(㎜)
三、实验内容 用两点法和三点法对圆度、圆柱度误差进行组合测量。
四、测量原理 1. 两点法: 常用千分尺、比较仪等测量,以被测圆柱某一截面上各直径间最大差
实验一圆度与圆柱度误差测量
实验一圆度与圆柱度误差测量一、实验目的1.掌握圆度误差及圆柱度误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
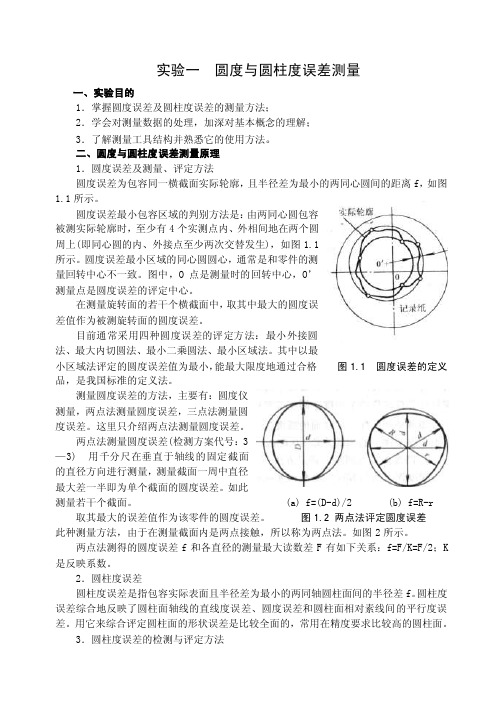
二、圆度与圆柱度误差测量原理1.圆度误差及测量、评定方法圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f,如图1.1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O点是测量时的回转中心,O’测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格图1.1 圆度误差的定义品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差(检测方案代号:3—3) 用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面。
(a) f=(D-d)/2 (b) f=R-r 取其最大的误差值作为该零件的圆度误差。
图1.2 两点法评定圆度误差此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图2所示。
两点法测得的圆度误差f和各直径的测量最大读数差F有如下关系:f=F/K=F/2;K 是反映系数。
2.圆柱度误差圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
用百分表测量圆度与圆柱度误差
任务三 用百分表测量圆度及圆柱 度误差
知 1.熟悉常用的圆度和圆柱度测量器具和测量方
识
法;
目 2.理解形位公差的检测原则;
标 3.掌握圆度及圆柱度的公差带形状及特点;
技 1.能熟练使用百分表和百分表架进行测量圆度
能
及圆柱度;
目 2.会对圆度及圆柱度测量数据进行处理及评
标
定。
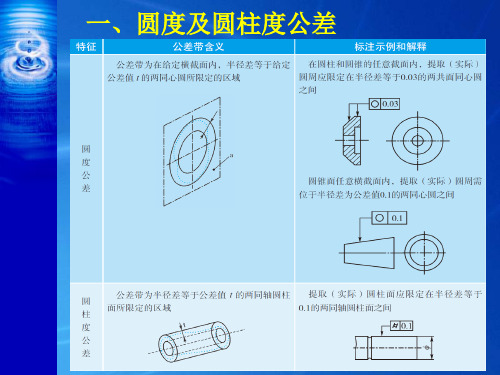
一、圆度及圆柱度公差
一、被测零件
示例
二、常用测量仪器及设备
V形块
百分表
百分表架
三、常用测量方法
1.回转轴线法(圆度仪)
2.三点法(百分表)
3、二点法
千分尺测量
4、投影法测圆度
5、坐标法测外圆
1、圆度误差的测量计算φ:φ=(dmax-dmin)/2, 取三个截面中的φmax。磨损后的圆度误差不得大于 0.025mm。
2、圆柱度误差的测量计算:
★计算公式:三个截面、六个数据中(dmaxBdminB)/2,圆柱度误差不得大于0.025mm。
操作训练
三、测量步骤
1.检查 2.测量
(1S现场管理条例
四、填写测量报告单
回顾与总结
你学会了吗?
1.熟悉常用的圆度和圆柱度测量器具和测量 方法;
直线度、圆度、圆柱度检测案例

直线度、圆度、圆柱度检测案例任务描述:图例是某产品中一根小轴,产品加工完成后,如何检测?任务实施:具备的知识与技能有:形位公差的概念,直线度、圆度、圆柱度的概念;检验直线度、圆度、圆柱度相关测量工具的使用知识和使用方法;耐心细致的工作精神。
1、检测直线度的实施步骤方法一,平尺法:1)测量器具:等高量块两块、塞尺、平尺(刀口尺)。
2)测量步骤:a)将平尺至于被测直线上,并在离平尺两端垫上等厚量块;b)用片状塞规或塞尺直接测出平尺工作面与被测直线之间的距离;c)测得最大距离减等厚量块的厚度即为所求的直线度误差近似值。
方法二,指示器法:用带指示器的测量装置测出被测直线相对测量基线的偏移量,进而评定直线度误差值的方法,该方法适用于中、小平面及圆柱,圆锥面素或轴线等的直线度误差测量。
1)测量器具:千分表、表座、工具平板、轴零件支持工具(偏摆仪或分度三爪卡盘)。
2)测量步骤:a)被测零件安装在平行于平板且具有精密分度装置的两同轴顶尖之间;b)确定横向测量截面数及各截面上的等分测量点数;c)转动被测零件,在各横向截面上对等分测量点逐一进行测量,并记录各点的示值;d)将各点的示值绘制在极坐标图上(或按其他方法),按最小区域圆心、最小二乘圆心之一确定各截面中心坐标值(X、Y、Z)e)进行数据处理,求出直线度误差值;f)按上述的方法测量若干条素线,取其中的最大值作为被测零件的直线度误差值。
3)数据处理:a)以各测得点中的两个端点坐标值[(Xo,Yo,Z0)和(Xn-Yn,Zn)]求出两端点连线的直线方程系数q,p作为初始值:b)将各测得点的坐标值代入下式,算出各点距该直线的径向距离:c)找出Ri中的最大值f1;d)按一定优化方法改变Xo,Yo,p,q值;e)按Ri计算式逐个计算变换后的Ri值,并找出Ri中的最大值f2f)将f1与f2相比较,使较小者为f1;g)反复进行d)-f)的步骤,使f1为最小;h)最后求出的最小值f1的两倍即为直线度误差值。
任务三用百分表测量圆度与圆柱度误差
回顾与总结
你学会了吗?
1.熟悉常用的圆度和圆柱度测量器具和测量 方法;
2.理解形位公差的检测原则; 3.掌握圆度及圆柱度的公差带形状及特点; 4.了解指示表类仪器使用和维护的方法; 5.能熟练使用百分表和百分表架进行测量; 6.会对圆度及圆柱度测量数据进行处理及评定。
一、圆度及圆柱度公差
二、形位误差检测原则
(1)与拟合要素比较原则 (2)测量坐标原则 (3)测量特征参数原则 (4)测量跳动原则 (5)控制实效边界原则
操作训练
一、被测零件
操作训练
二、测量仪器及设备
V形块
百分表
百分表架
操作训练
三、测量Байду номын сангаас骤
1.检查 2.测量
(1)测量圆度 (2)测量圆柱度
3.数据处理 4.执行5S现场管理条例
2012互换性-实验指导书(三)

实验四 圆度、圆柱度、同轴度、跳动误差的测量一、实验目的1.掌握圆度误差、圆柱度误差、同轴度误差及跳动误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
二、测量原理、步骤(一)圆度与圆柱度误差测量1.圆度误差及测量、评定方法图4-1 圆度误差的定义圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f ,如图4-1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O 点是测量时的回转中心,O ′测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面,取其最大的误差值作为该零件的圆度误差。
此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图4-2所示。
两点法测得的圆度误差f 和各直径的测量最大读数差F 有如下关系:f=F/K=F/2,K 是反映系数。
2.圆柱度误差的检测与评定方法圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f 。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
测圆柱度和圆度
测圆柱度和圆度
1,用游标卡尺测出气缸的直径A1,螺旋测微器挑好气缸的直径长度A1,调好量缸器的下面那条小铁柱长度刚好可以放入螺旋测微器,然后将螺旋测微器调零,然后开始测量
2,将量缸器放入气缸,前后摇摆使其稳定后开始测量,左加右减,读出一个数A2,s上的横向就等于A1加减A2,纵向也是这样A1加减A2,s中和s下也是这样测出来,
3,缸的圆柱度误差等于最大直径减去最小直径除于2,最大直径等于上面6个数据中最大的一个,最小直径就是最小的一个
4,用调零好的量缸器放入气缸,前后摇摆使其稳定,然后读数B1,然后量缸器旋转90度在读出一个数B2,圆度误差等于B1减B2
侧隙:就是活塞环在活塞里的时候的那个圆的两个端口距离
端隙:就是将活塞环放入气缸里的时候那个圆的两个端口距离。
圆度、圆柱度

气缸(圆度、圆柱度)的检查
气缸磨损检验的工艺流程:
气缸圆度误差的测量:
测量的部位应选在活塞环的工作区域内,取上、中、下三个截面,在每个截面上沿发动机的前后方向和左右方向分别测量出气缸的直径。
为了保证测量的精确性,测量时量缸表的侧杆与气缸的轴线应保持垂直,计算时每个截面上所测得的两直径之差的一半即为
该截面的圆度误差。
对三个截面所测的得圆度误差进行比较,取最大值作为被测气缸的圆度误差。
圆度=(同一截面上的最大直径-最小直径)/2
BJ492Q型发动机的使用极限为:圆度误差不大于0.075mm
气缸圆柱度误差的测量:
测量的部位一般选在气缸的上、中、下部位,即气缸磨损的最大处和最小处。
计算时同一气缸中所测得的直径中的最大值与最小值之差的一半即为被测气缸
的圆柱度误差。
圆柱度=(不同截面上的最大直径-最小直径)/2
BJ492Q型发动机的使用极限为:圆柱度误差不大于0.15mm。
注:当气缸的圆度误差或圆柱度误差超过标准值时应进行锁、磨缸修理。
或在缸壁上已有严重的拉痕、沟槽或麻点时,也应进行锁、磨缸修理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验一圆度与圆柱度误差测量
一、实验目的
1.掌握圆度误差及圆柱度误差的测量方法;
2.学会对测量数据的处理,加深对基本概念的理解;
3.了解测量工具结构并熟悉它的使用方法。
二、圆度与圆柱度误差测量原理
1.圆度误差及测量、评定方法
圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f,如图1.1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容
被测实际轮廓时,至少有4个实测点内、外相间地在两个圆
周上(即同心圆的内、外接点至少两次交替发生),如图1.1
所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测
量回转中心不一致。
图中,O点是测量时的回转中心,O’
测量点是圆度误差的评定中心。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆
度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度
误差。
两点法测量圆度误差(检测方案代号:3—3) 用千分尺在垂
直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面。
取其最大的误差值作为该零件的圆度误差。
2.圆柱度误差
圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
3.圆柱度误差的检测与评定方法
圆柱度误差的评定方法有:(1)用圆度仪测量,(2)用两点法测量。
这里只介绍两点
法测量圆度误差。
‘
测量时,将被测件放在精确平板上,并紧靠直角座;在被测件回转一周过程中,测量一个横截面上的最大与最小读数差;如此测量若干个横截面,然后取整个测量过程中,所有读数中的最大与最小读数差的一半作为图1.3 两点法测量圆柱度误差
该圆柱面的圆柱度误差。
此法适用于测量精度要求不高的零件表面。
实验二 平行度误差的测量
一、实验目的
1.了解指示表的结构及通用测量工具并熟悉使用它们测量箱体孔与底面的平行度误差的方法。
2.掌握平行度误差的评定方法。
3.掌握被测要素对基准要素的平行度误差值的评定方法和数据处理方法。
二、平行度误差的测量与评定
1.平行度误差的测量的原理
1)平行度误差的定义
给定方向的平行度误差为包容实际要素并平行于基准要素,且距离为最小的两平行平面之间的距离f 。
任意方向的平行度误差为包容实际轴线并平行于基准轴线,且直径为最小的圆柱面的直径Φf 。
2)平行度误差的测量原理
实际基准要素都是有误差的,由实际轮廓要素建立基准时,是以轮廓实际基准要素最小包容区域的体外边界作为理想基准要素;由实际中心要素建立基准时,是以实际基准要素的最小区域的中心要素作为理想基准要素。
对平行度误差(位置误差)基准的体现方法有分析法、直接法、模拟法和目标法。
2.平行度误差的评定
1)轴孔对底面平行度误差测量
将箱体直接置于平板上(基准面由平板体现),被测量孔的轴线由心轴模拟,如图 2.4所示,用分度表测量相距L
1的两端的读数M 1和M 2,则孔的实际轴线对基准平面的平行度误差为:1
21||L M M L F -= 2)测量两孔轴线的平行度误差
用三个千斤顶支承箱体,调整千斤顶,使A 、B 两处分
度表测得的读数相等,如图2.5所示,在相距L 1的两端的
读数M 1和M 2,则孔的实际轴线对基准孔的平行度误差为:
12
1|
|
L M
M
L
F -
=
图2.4 图2.5。