JH-5说明书
jsq30-16jh5说明书

jsq30-16jh5说明书
华帝燃气热水器使用方法
1、首先将华帝燃气热水器电源插头插到家中的插座上。
2、打开与华帝燃气热水器相连的燃气管道开关。
3、按一下华帝燃气热水器面板上的电源开关。
这时数显屏会显示温度和活力大小
4、同过不断按向上或向下的箭头来调整火力大小控制水温。
向上按火力大,亮的格数就多;向小按火力小,亮的格数少。
5、可以也通过水龙头转动的方向的大小俩调节出水温度。
比如,水龙头手柄往红色标致方向扳到底,就是水温就热,反之就是冷。
5010塔吊说明书
前言1、首先感谢您购买本公司的塔式起重机,为了帮助您了解塔机安装的性能,安全、快速地安装和正确地使用,以保证工程的顺利完成,请您仔细地阅读本说明书,并按规定的方法操作。
2、塔机第一次安装时,我公司派一名技术人员指导安装,您一定要聘请当地有安装资质的安装队伍安装,并拿我公司提供的资料向当地有关管理部门报检,我公司资料中有一回执单,请您认真填写并提出宝贵意见。
第一次和以后安装时,禁止夜间施工3、本说明书主要阐述最常用的安装形式,凡属下面情况之一者,应及时与我公司联系。
a.塔机基础不能按本说明书规定形式处理;b.塔机安装位置过于狭窄,以至于在拆塔机时,部件与建筑物发生干涉;c.塔机的起升高度超过说明书规定。
4、本公司致力于产品的不断完善,产品的某些局部结构或个别参数更改时,恕不另行通知。
如有疑问,请与本公司联系。
5、建议使用单位应为塔机建立设备档案,档案应包括以下内容:a.每次使用时间及安装地点;b.日常使用保养、维修、变更、检查和试验记录;c.设备故障记录;d.设备存在的问题和评价。
6、客户自选配置(需加价):a.驾驶室的冷、暖空调;b.风速仪;c.无线对讲机;7、三包条件:本公司不承担由以下原因造成的损坏、断裂和事故的任何法律责任: a.塔机零、部件(包括备件、配件)不是由本公司提供的;b.塔机的更换式修理不是由具备修理塔机条件和级别证书的修造单位进行的;c.安装使用、拆卸和维修没有严格遵照使用说明书;及有关法律规定使用的;d.违反了法律制定的安全规则;e.因不可抗拒原因造成的(如:地震、台风、洪水、战争等);8、塔机在使用期间,不得私自调节或拆除、限位安全装置,否则后果自负。
特别提示:在任一安全机构失灵的状态下,严禁使用!!!安全操作规程1、司机应具备的条件:(1)司机应年满18周岁,具初中以上文化程度;(2)不得患有色盲、听觉障碍等病症,视力不得低于;(3)不得患有高血压、贫血、癫痫、突发性昏厥、美尼尔氏综合症等疾病及妨碍操作的生理缺陷等;(4)司机必须经省、市有关部门或其指定单位进行基础理论知识、操作技能、安全技术的培训,考核合格后,持证上岗,严禁无证独立操作。
太阳能控制器说明书

! ;f;(t !i~Aat ~ lt: K.SA
.tit.
~ ~ It: %.3;'!
3, J!~ffi.~
<Kimffl ffi~)
+,
::l'tl'i! §;;IJ7f+JE~~' J'tti'Jf J2l :fi!!ti':+JEH1*1:n, Ji\m 1':1 illiE'!T, ;JC!i.'(Jfj:J, JEIItH,.I'iiJirj
~115tle1tffli$ttm4S 12/24V
§l;/JiJHJU(lOA)
,
~roo~:JJ:~ii5!J~=
'f@itl:lA 0 0 )E ~ 0
2, Jlti'At: ~ Ji\m16U:JlJ:1iA~IItt"m~illlrliA~1~ii'J:T~, 1'1 ill*I01l~ :1\, J:1Mdtlii<J:T;:';;iJI.IYJ Ji\m ildi<rl:ki!ri:L: i&JEI it r~M~J&JJ,~ WftimJN:lii, fftt£J§j].( R IJI!ffill~%. 3. 1CE!!: Ji\mJHiliii~:l't{l(r~il!!mf+M'f:l'tHUO~tlwnnr~mii'nX, iliJJ\m·tJ<'ll'niiJiillt jtr~j:Jr;;]f;i], illi\ PWM )'(.jtjtr~o
r
~'iJ';'i;,
锐捷电子产品参考手册说明书
9%( VDW
%DVH(PLWWHU9ROWDJH
9%(
7UDQVLWLRQ)UHTXHQF\
I7
&ROOHFWRU&DSDFLWDQFH
&&
9 ,& $,(
9 ,& P$,%
9 ,( $,&
$ 9&% 9,(
$ 9(% 9,&
L 10 8 26 6
127( TYP.
4VHHFTUFE4PMEFS1BE-BZPVU
PP
Rev.3-2-12012020
0&&6(0,&20
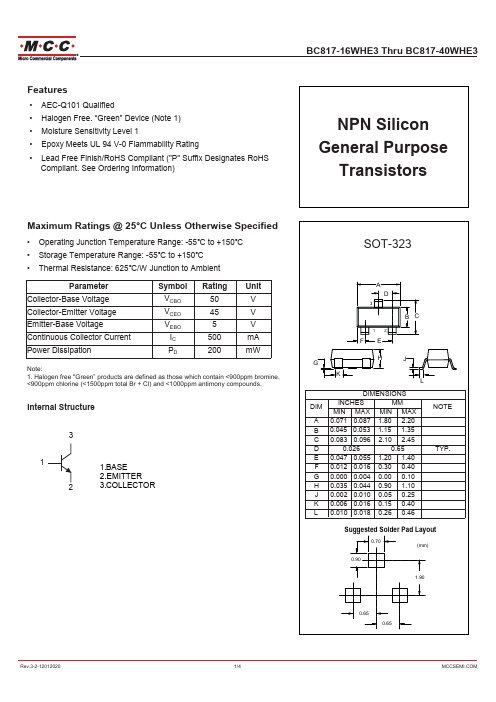
%&:+(7KUX%&:+(
Electrical Characteristics @ TA=25°C Unless Otherwise Specified
Features
AEC-Q101 Qualified +DORJHQ)UHH³*UHHQ´'HYLFH 1RWH 0RLVWXUH6HQVLWLYLW\/HYHO (SR[\0HHWV8/9)ODPPDELOLW\5DWLQJ
/HDG)UHH)LQLVK5R+6&RPSOLDQW 36XIIL['HVLJQDWHV5R+6 &RPSOLDQW6HH2UGHULQJ,QIRUPDWLRQ
β=10
100
500
Fig. 6 - Collector o er erating Cur e
200
150
100
50
0
Festo JH-5-1 2-EX 1 2型号neumatic Valve商品说明书

Valor
M5 G1/4 G1/2 G1/2 G1/2 G1/2 G1/2 Conforme con RoHS NBR TPE-U(PU) Fundición inyectada de aluminio
08/11/2023 – Reservado el derecho de modificación – Festo SE & Co. KG
Conexión del aire de pilotaje auxiliar 12 Conexión del aire de pilotaje auxiliar 14
Valor
5/2 biestable neumático 52 mm 4.500 l/min 0 ... 1 MPa 0 ... 10 bar asiento de plato según la normativa UE sobre protección contra explosión (ATEX) Según la normativa EX del Reino Unido II 2G II 2D Ex h IIC T4 Gb Ex h IIIC T130°C Db -10°C <= Ta <= +60°C EPL Db (GB) EPL Gb (GB) 14 mm 69 mm Estrangulable blando indistinto con enclavamiento directo externo no reversible Superposición negativa 0,12 ... 1 MPa 1,2 ... 10 bar 0,3 12 Hz 3 ms Aire comprimido según ISO 8573-1:2010 [7:4:4] Opción de funcionamiento con lubricación (necesaria en otro modo de funcionamiento)
JH-5型精密恒流源

JH-5型精密恒流源使用说明书江西东华计量测试研究所一、概述JH-5型精密恒流源是一种五量程具有高稳定度和高负载调整率的电流源,配合数字电压表可很方便地实现对直流电桥、电阻箱的数字化检定,配合计算机还可实现半自动化、智能化检定,可替代QJ48比较电桥,大大提高检定工作效率,也可作直流电位差计的工作电源及满足要求高稳定度电流的场合。
JH-5型精密恒流源适用于计量检定部门、科研单位及工矿实验室用途广泛。
二、技术参数1、使用条件1.1 环境温度:15~25℃1.2 环境湿度:≤70%1.3 供电电压:~220V±10%,50Hz±5%。
(无强电磁场干扰)2、输出量程:0.01mA,0.1mA,1mA,10mA,100mA3、稳定度0.01mA 8×10-6/2min0.1mA 5×10-6/2min1mA 3×10-6/2min10mA 8×10-6/2min100mA 8×10-6/2min4、负载调整率0.01mA 1×10-5(负载0~1MΩ)0.1mA 5×10-6(负载0~100kΩ)1mA 3×10-6(负载0~10kΩ)10mA 8×10-6(负载0~1kΩ)100mA 8×10-6(负载0~100Ω)5、负载电压最大值:11V6、调节范围:量程的0.1%7、调节细度:2×10-68、预热时间:30分钟9、外型尺寸:105mm×280mm×320mm(高×宽×深)10、重量:<4kg三、仪器结构及功能图一前面板结构图图二后面板结构图前面板结构如图1所示,后面板结构如图2所示前面板上的功能选择开关是用来选择测量标准和未知信号用的,当开关打向“I N”位置时,直流数字电压表所测的是标准电阻上的电压值,当开关打向“R X”位置时,所测的是未知电阻即直流电阻箱或电桥桥臂电阻的电压值,量程选择开关用来选择输出电流的大小,当负载电阻从100kΩ~1MΩ时可选用0.01mA;当负载电阻从10kΩ~100kΩ时选用0.1mA;当负载电阻从1kΩ~10kΩ时应选用1mA;当负载电阻从100Ω~1kΩ时应选用10mA;当负载电阻从0Ω~100Ω时应选用100mA。
50000散货船船体说明书

第1 部分 - 总体 (3)第1节意向 (3)第2节总述 (3)2-1 总则 (3)2-2 船型 (4)2-3 材料 (4)2-4 工艺 (4)2-5 标准 (4)2-6 度量单位 (5)2-7 图纸和文件 (5)2-8分承包厂商 (6)2-9 船东供应项目 (6)2-10 备件和工具 (7)2-11 进坞 (7)第3节本船概况 (7)第4节主要参数 (8)4-1 主要尺度 (8)4-2 载重量 (9)4-3 吨位 (10)4-4 舱容 (10)4-5 航速,耗油量和续航力 (10)4-6 主机 (11)4-7 定员 (11)第5节船级、公约、规范和规则 (12)5-1船级和船旗 (12)5-2 遵守的规则 (12)5-3 证书 (13)第6节检验、试验和试航 (14)6-1 结构和设备的检验及试验 (14)6-2 倾斜试验 (15)6-3 海上试航和试验 (16)6-4 其它试验 (18)6-5 振动和噪声测量 (19)6-6 自动化试验 (19)6-7 拆检 (19)6-8 交船 (19)第7节纵倾和稳性 (20)第8节配载仪 (21)第9节船体备品及供应品 (21)9-1备品 (21)9-2 供应品 (21)第1 部分 - 总体第1节意向本技术规格书(以下称规格书)及其所附图纸,旨在阐明一艘单螺旋桨、柴油机驱动、单甲板单舷侧远洋散货船的设计、材料、结构和设备。
总布置图、中横剖面图和设备厂商表是规格书的附件及不可分割的组成部分。
规格书及其所附的图纸,两者互为补充。
若建造合同、规格书和总布置图之间存在矛盾或任何不一致时,以建造合同的条款为准。
此外,若规格书和图纸存在矛盾或任何不一致时,以规格书为准。
除规格书中明确规定由船东提供的项目以外,建造方将按照规格书要求完成本船所有项目。
规格书及其附图未说明或未包括,而对本船的安全营运又是所需的任何款项,按照造船惯例,由建造方提供。
第2节总述2-1 总则“船东”和“建造方”是指按建造合同中所详细定义的公司或其代理商。
解放JP5系列商用车 使用与保养说明书

解放JP5系列商用车使用与保养说明书一熔断器盒1 取消副仪表板方案及B仪表方案熔断器盒J1 刮水继电器(低速)J2 刮水继电器(高速)J3 ECU电源继电器J4 喇叭继电器J5 制动灯继电器J6 尾灯继电器J7 前照灯远光继电器J8 空调继电器J9 前照灯近光继电器J10 雾灯继电器保险丝F1 15A 刮水器 .洗涤器倒车灯F2 10A 倒车灯F3 10A 转向辅助照明. 工作灯F4 10A 排气制动取力器差速锁F5 10A 仪表F6 5A 电源总开关F7 5A ABSF8 5A 闪光器冷却液位控制器 F9 5A 空气干燥器高低档电磁阀 F10 5A 巡航F11 5A 发动机ECUF12 20A 发动机ECUF13 10A 室内灯收放机F14 15A 闪光器F 15 15A ABS ,诊断插座F16 5A 点烟器,收放机F17 15A 电源总开关F18 10A 尾灯F19 10A 前照灯远光F20 20A 暖风电机,空调F21 10A 前照灯近光F22 10A 雾灯F23 10A 制动灯F24 10A 喇叭2 原方案熔断器盒继电器J1 PCV 继电器J2 刮水器继电器(高速)J3 主继电器J4 刮水继电器(低速)J5 喇叭继电器J6 发动机制动继电器J7 制动灯继电器J8 前照灯近光继电器J9 前照灯远光继电器J10 尾灯继电器J11 备用继电器J12 后工作灯继电器J13 备用继电器J14 雾灯继电器J15 空调继电器保险丝F1 5A 备用F2 10A 备用F3 10A 备用F4 10A 喇叭F5 10A 尾灯F6 20A 近光F7 5A 制动灯F8 20A 远光F9 10A 空调F10 10A 雾灯F11 10A PCV电磁阀F12 10A 备用F13 15A ECUF14 5A 电源总开关F15 15A 点烟器,收放机F16 10A 排气制动F17 5A 发动机 ECUF18 5A 电源总开关F19 10A 后工作灯F20 10A 闪光器F21 5A 收放机,室内灯,仪表F22 20A 发动机ECUF23 15A ABS, 故障指示F24 5A 液位,闪光器F25 5A 空气干燥器,车下启动断油F26 10A 轴间差速,排气制动F27 15A 暖风F28 10A 倒车,取力器,高低档F29 15A 刮水F30 10A 仪表F31 10A 备用F32 5A ABS3 环绕仪表板方案熔断器盒J1 刮水继电器(高速)J2 怪谁继电器(低速)、J3 后工作灯继电器J4 发动机制动继电器,预热继电器(DENSO)J5 排气制动电磁阀(DENSO)J6 ECU 主继电器J7 远光继电器J8 喇叭继电器J9 制动灯继电器J10 空调继电器J11 PCV阀继电器J12 雾灯继电器J13 尾灯继电器J14 近光灯继电器保险丝F1 10A 刮水F2 10A 备用F3 5A 备用F4 5A 备用F5 5A 轴间差速锁开关,油水分离加热器F6 5A 电源总开关B2F7 5A 后工作等继电器(电源)F8 5A 组合仪表F9 5A 倒车灯F10 10A 备用F11 10A 闪光器转向灯电源F12 10A 发动机制动继电器,预热继电器(DENSO)F13 10A 收放机,点烟器F14 5A 电源总开关B1F15 5A 备用F16 10A 排气制动F17 5A 仪表,CPU,收音机F18 10A 闪光器,危险警报灯F19 10A ABS控制器F20 15A 备用F21 30A ECU主继电器F22 15A 备用ECU(继电器接地端)ECU(继电器开关输出端)F23 10A 右远光灯F24 10A 左远光灯F25 5A 备用F26 5A 备用F27 5A ABS控制器F28 5A 气喇叭继电器电源F29 5A 备用F30 5A 备用F31 5A 制动灯继电器F32 5A 空调继电器F33 5A 门开报警灯,卧铺阅读灯,驾驶员阅读灯F34 15A 备用F35 15A 备用F36 20A 暖风电机F37 30A 备用F38 10A PCV 阀继电器F39 15A 雾灯继电器电源F40 15A 备用F41 5A 备用F42 10A 备用F43 10A 备用F44 5A 空气干燥器F45 5A 备用F46 10A 尾灯,尾灯继电器电源F47 5A 右近光灯F48 5A 左近光灯4 电源配电盒J1 100/1000A 电源总开关J2 100A 启动继电器J3 1000A 预热继电器F1 80A 点火开关F2 80A 保险丝盒F3 80A 启动继电器F4 110A 加热器F5 110A 发电机。
JH-5回柱绞车说明书

8.1 绞车的操作人员必须严格遵守操作规程。 8.2 绞车必须按第四节的规定及时加注润滑油 (脂)。 8.3 绞车如长时间搁置不用,必须选择干燥通风的地方存放,防止电器设备受潮,绞车的 裸漏部分应涂以保护油。 8.4 有关电机维护可祥见随机文件隔爆异步电动机产品说明书。 8.5 绞车的拆卸次序和装配相反, 绞车应先拆成部件,然后再将各零件拆卸:
拆卸时,应先将卷筒部分、电机部分与底座的连接螺栓松开,,并将此两部分拆掉,再 将蜗轮箱从底座上拆掉。
蜗轮部分的拆卸,是先将蜗轮箱盖与蜗轮箱底拆开后,再将蜗杆、蜗轮轴、过桥齿轮 等部件拆去,最后将所有零件拆除。
8.6 绞车在拆卸过程中严禁用锤硬打硬砸,必须小心进行,不得损坏零件或碰伤其表面。 8.7 绞车应按实际情况有计划地安排进行小修、中修和大修。绞车的修理周期、修理内容、 修理场所,根据煤碳工业部制订的《煤矿工业设计规范》一文中的有关章节,作如下的规定
查在排除后方可使用…………………... 1 2.主要技术参数及规范……………………………..1-2 3.结构特征……………………………………….….3 4.绞车润滑……………………………………….....3 5.电气系统……………………………………..…..4 6.绞车的安装、调整和试运转…………………….5-6 7.绞车的操作规程……………………………….... .6-7 8.绞车的维护、拆卸与修理......................................7 9.技术说明一览表……………………………….....7-8
H
5
外层钢丝绳最大静张力为 10KN 回柱绞车 卷扬机类
2. 主要技术参数及规范
项目 型式 钢丝绳平均静张力 钢丝绳平均绳速 卷筒规格 钢丝绳直径 容绳量 传动比 外形尺寸 绞车质量
索凡替尼胶囊(苏泰达)中文说明书

索凡替尼胶囊(苏泰达)中文说明书【通用名称】【商品名称】【英文名称】【汉语拼音】【成份】本品活性成份为索凡替尼化学名称:N∙[2∙(二甲基氨基)乙基]√L∙[3∙({4∙[(2•甲基JH 鸭∣%5-基)氧基]喘咤2基}氨基)苯基]甲磺酰胺 化学结构式:分子式:C 24H 28N 6O 3S 分子量:480.59【性状】本品内容物为类白色粉末。
【适应症】本品单药适用于无法手术切除的局部晚期或转移性、进展期非功能性、分化良好(Gl 、G2)的胰腺和非胰腺来源的神经内分泌痛, 【规格】50mg 、100mg«【用法用量】本品应在有肿瘤治疗经验的医生指导下使用。
推荐剂量和服用方法每次300mg (6粒),每日1次;连续服药(每4周为一个治疗周期)。
本品可随低脂餐(500千卡,约20%脂肪)同服或空腹口服,需整粒吞服。
建议每日同一时段服药,如果服药后患者呕吐,无需补服;漏服剂量,不应在次日加服,应按常规服用下一次处方剂量。
治疗时间按治疗周期持续服药,直至疾病进展或出现不可耐受的毒性。
剂量调整在用药过程中医生应密切监测患者,根据患者个体的安全性和耐受性调整用药,包括暂停用药、降低剂量或永久停用本品。
剂量调整应遵循“先暂停用药再下调剂量”的原则。
暂停用药后,如4周内不良反应恢复至≤1级,建议在医生指导下调整剂量:第一次剂量调整至每日250mg (5粒);第二次剂量调整至每日200mg (4粒);若仍不耐受,则可以考虑20Omg 每日一次服药3周停药1周或永久停药。
剂量调整基本原则见表1;针对蛋白尿的剂量调整原则见表2;针对肝功能异常的剂量调整原则见表3。
表L 剂量调整基本原则索凡替尼胶囊苏泰达 ®/SULANDA® Surufatinib Capsules Suofantini Jiaonang备注:不良反应的严重程度采用美国国立癌症研究所(NCI)常见不良反应事件评价标准(CTCAE)4.03版进行分级。
互感器现场校验仪说明书
互感器现场校验仪说明书由于输入输出端子、测试柱等均有可能带电压,您在插拔测试线、电源插座时,会产生电火花,小心电击,避免触电危险,注意人身安全!安全要求请阅读下列安全注意事项,以免人身伤害,为了避免可能发生的危险,只可在规定的范围内使用。
只有合格的技术人员才可执行维修。
—防止火灾或人身伤害使用适当的电源线。
只可使用专用并且符合规格的电源线。
正确地连接和断开。
当测试导线与带电端子连接时,请勿随意连接或断开测试导线。
注意所有终端的额定值。
为了防止火灾或电击危险,请注意所有额定值和标记。
在进行连接之前,请阅读使用说明书,以便进一步了解有关额定值的信息。
使用适当的保险丝。
只可使用符合规定类型和额定值的保险丝。
避免接触裸露电路和带电金属。
有电时,请勿触摸裸露的接点和部位。
请勿在潮湿环境下操作。
请勿在易爆环境中操作。
-安全术语目录一、概述 (5)二、主要特点 (5)三、主要技术指标 (6)四、工作原理 (8)五、面板说明 (9)六、操作说明 (10)七、使用注意事项 (13)八、检定时注意事项 (14)一.概述HEY-H智能互感器校验仪是我公司开发出的新一代智能型互感器校验仪。
除保持了原高稳定性、准确性的优点外,在原有的高智能化水平上又引入了一些新的思想:采用了大屏幕汉字液晶显示,并采用了液晶屏背光控制手段,使用户方便的根据环境光线选择背光,彻底解决了数码管户外看不清的问题;直接提供各点的测试值及化整值,超差(含变差超差)直接提示;提供S级及轻载的标准测试方法及相应的操作台自动控制功能;提供资产编号录入及存贮功能,便于现场数据微机化管理;直接显示现场CT测试接线图;所有功能操作只需要四个按键。
二.主要特点(1)自动切换:测量过程中可根据测量数据大小自动切换量程。
(2)自动测量:可根据规程要求的测量点,按不同精度要求,自动进行满载及轻载测量。
(3)自动存贮:可存贮50组(满载及轻载)测量数据。
(4)自动化整:可根据被试互感器的准确度等级自动进行误差数据化整,并判断是否超差。
5.5米焦炉机械设备液压说明书

5.5米捣固焦炉机械设备液压安装、调试及使用说明书编制:审核:编制单位:编制时间:目录一概述------------------------------------------1 二运转前的检查和运转方法------------------------1 三维护保养--------------------------------------2 四常见故障与处理- ------------------------------7 五装煤车----------------------------------------9 六交换机----------------------------------------11 七推焦车----------------------------------------14 八拦焦车----------------------------------------18一、概述本液压站是为5.5米捣固焦炉车辆各油缸运动设计的,能满足所需液压传动机构的动作要求。
液压站在整个设备中是一个较为精密的部件,对它的合理使用、正确操作和精心保养,就可获得满意的工作效率和提高使用寿命,否则会得到相反的效果。
为此,我们希望用户在使用本液压系统过程中,按此说明书中的要求进行。
二、运转前的检查和运转方法2.1运转前的检查2.1.1检查各个部件、紧固螺栓、法兰和管接头等联接是否牢固。
2.1.2检查油箱油位和介质的状态是否达到要求,刚试车时还要注意各执行元件及全部管内要储有油液。
2.1.3检查各开闭性元件是否置于规定位置,各元件安装方向是否正确,防止断流过载现象发生。
2.1.4检查泵的转向是否与规定方向一致,如转向相反,应立即调整。
2.2运转方法2.2.1使泵处于无负荷状态,反复间歇运转,注意观察压力表的变化和油泵及系统的声音,确定泵及溢流阀回路正常后开始试运转。
2.2.2如果油温低于10℃时,应使泵空载起动5秒,停10秒,然后运转20秒,反复进行,直至泵内各部件充分润滑,再连续运转。
电热水器

售后知识百问百答-电热水器安装\维修类1.简述储水式热水器的定义?答:储水式电热水器是指将水加热的固定式器具,它可长期或临时储存热水,并装有控制或限制水温的装置。
2.储水式电热水器的主要零部件?答:主要部件有:内胆、保温层、安全阀、镁棒、感温探头、限温器、加热管、防电闸、控制器、操作板。
3.九阳热水器为什么称为最安全的热水器?答:九阳储水式热水器采用了国际最高标准的防电墙和防电闸保护功能:防电墙:主要是防止内胆的水带电,但经过防电墙出来的水不会带电;防电闸:用户家地线带电或机器漏电,防电闸马上切断电源,起到保护作用;4.储水式电热水器加热指示灯亮,但不能加热如何排除?答:1) 加热管接插端接触不良或连接线断开,检查排除;2) 加热管损坏。
用万用表测量加热管坏后更换加热管。
5.储水式电热水器的安装条件有哪些要求?答:1)用户安装一般都安装在卫生间,储水式最大功率3kw,对线路的要求至少也是需要2平方的铜芯线。
如要用插座连接一定要专用插座,不能多用。
插头与插座要牢固接触;尽量使用固定插座。
2)查看用户家是否有效可靠的接地线;3)查看水路是否接通,水若不接通不允许装电热水器。
使用热水是的地方不能与热水器相隔太远;安装处一定要有地漏。
4)查看所安装的墙面是否为承重墙,墙面一定要承重;5)一定要用相位检测器检查接地线是否良好,电源插座必须要有可靠接地才能使用,严禁在无可靠接地的情况下使用热水器,热水器附近必须有良好的排水口地漏,且热水器安装区域应能保证,一旦出现热水器或接头漏水不会对相邻区域物品或建筑物的下层造成破坏。
6.储水式电热水器JH-A50M01的含义是什么?答:含义:JH 表示九阳热水器,A表示代表外观型号,50 表示容积,M表示机械式控制方式,01表示产品设计序列号。
8.储水式漏电保护功能(防电闸)是如何检测漏电的?答:当漏电检测线圈检测到漏电或地线带电情况下,进入待机状态,操作任何按键都无反应;需要重新通电才可操作,显示屏闪烁显示“E3”提示。
JH-5、JH-8绞车、JH-14绞车、JH-20绞车说明书

JH-5、JH-8绞车一、用途JH系列回柱绞车主要供煤矿井下回柱放顶之用。
特别适用于薄煤层和急倾斜煤层采煤工作面,亦可用来拖运重物和调度车辆。
绞车配有隔爆电气设备,可用于有煤尘及瓦斯的矿井。
二、主要技术参数三、传动系统概述1、传动系统图2、主要组成部件及其结构特征本绞车是由隔爆电动机、弹性联轴节(JH-5使用一对斜齿轮,不用联轴节)、蜗轮减速机、过桥齿轮、卷筒、底座等部件组成。
绞车传动零件的支承、分别采用滑动轴承和滚动轴承。
绞车传动零件的主要技术参数和滚动轴承的型号、数量按传动系统图排号列于下表。
各部件的结构及其特征:1)电动机绞车采用专用隔爆电动机、电动机为F级绝缘。
2)减速机构减速器采用一级圆弧蜗轮和一级齿轮传动。
在蜗轮传动机构中蜗杆左端装有调节环和紧定螺钉等零件,右端装有轴承盖,挡盖等零件,用来调节蜗轮轴向位置和轴承轴向间隙。
JH-8型在挡盖右侧蜗轮轴上装有内齿离合器,与内齿离合器相啮合的徘徊齿轮,与蜗轮轴滑动配合,操纵手柄,拨叉拨动徘徊齿轮沿蜗轮轴左右滑动,达到与内齿离合器离合的目的。
(JH-5无离合器)。
蜗轮箱体由箱盖、箱底上下两部分合成,右侧下部有放油孔。
3)过桥齿轮部件过桥齿轮是为了适应绞车结构上的需要(加大卷筒轴和蜗轮轴的中心距)而设置的,心轴固定在箱体中部。
过桥齿轮轴心钻油孔,外端加油塞,组成挤压式油杯。
4)卷筒部件卷筒部件主要由主轴、卷筒、大齿轮、轴承座等组成。
大齿轮固定在卷筒上,卷筒安装在卷筒主轴上的两个滚动轴承上。
主轴两端用轴承支座和齿轮箱壁支承。
卷筒上设有穿绳孔,将绳头穿入后用绳卡和螺钉紧固。
5)底座底座是用槽钢及钢板焊接,呈长条形,雪橇状。
卷筒部件、蜗轮减速机部件、电动机等部件,自左至右分别装在底座上形成一个整体。
底座上焊有钢环,以便绞车在井下安装、固定及移动、拖运之用。
四、润滑蜗轮减速机内采用蜗轮蜗杆油润滑,油面应不低于蜗杆中心。
蜗轮轴上滚动轴承用III 号钙基润滑脂润滑。
温控器说明书04805

安全指导在安装、操作和运行本温控器前,请仔细阅读本说明书,并妥善保管。
本温控器有危险电压,并监控电力变压器,如果不按照本说明书的规定操作可能会导致财产损失或人员严重受伤甚至死亡。
只有合格的技术人员才允许操作本温控器,在进行操作之前,要熟悉说明书中所有安全说明、安装、操作和维护规程。
本温控器的正常运行取决于正确的运输、安装、操作和维护。
1、温控器是电子计量产品,其使用寿命为五年,每年需进行周期检验。
2、本温控器只能按照本公司规定的目的和方法使用。
未经授权的修改和使用非本公司所出售或推荐的零配件都有可能导致本系统出现故障,甚至损坏。
3、使用前请您详细阅读该说明书。
设计部门的工作人员请重点参阅性能指标、外形尺寸、机械安装及电气连接;安装人员请重点参阅外形尺寸、机械安装、电气连接及异常现象处理;使用人员请重点参阅基本操作及异常现象处理。
4、每台温控器在使用前应进行功能测试,以保证使用的可靠性及测量、控制的精度。
5、温控器在运输时应采用原包装,以免造成机械损坏。
6、温控器不使用时,请进行防潮处理。
7、温控器使用时应注意电源等级(无特殊说明时,一般为AC220V)。
8、当您准备使用温控器时,请仔细阅读该说明书的电气连接部分,确认连接无误后再给温控器送电!9、为保证温控器输入信号质量,温控器正常运行前务必拧紧传感器插头。
10、在干式变压器进行耐压测试前,必须将传感器插头与温控器分离,以避免温控器被损坏。
11、切勿用打火机等明火对传感器探头进行模拟温升试验,否则会损坏Pt100传感器。
12、避免在含有二氧化硫(SO2)或其他腐蚀性气体的环境中使用本温控器,否则会使继电器的触点失效。
温控器属于电子精密仪表,请客户妥善保管和放置,如确有问题,本说明书上或温控器面膜上有我公司的服务电话,请客户与本公司联系,公司有专人负责处理,谢谢合作。
同时感谢您使用我公司的温控器产品,不足之处请您提出宝贵意见。
1616概述....................................3 机械安装..............................6 性能指标..............................3 电气连接..............................10 型号简介..............................4 基本操作..............................12 功能介绍 (4)485通讯 (16)外形尺寸..............................6 异常现象处理 (18)概 述BWD-3K206系列干式变压器温度控制器是专为干式变压器安全运行而研制生产的高新技术产品。
作业五号平台设备及操船手册资料
胜利作业五号平台概述1.平台基本信息平台名称:胜利作业五号平台型式:齿轮齿条升降的三腿自升式修井作业平台业主:中国石化集团胜利石油管理局井下作业公司国籍:中国注册港籍:东营港入级:CCS入级符号:★ CSA Self-elevating Work Over Unit,HELDK2.设计与建造设计方:胜利石油管理局钻井工艺研究院海洋所建造方:胜利石油化工建设有限责任公司竣工日期:2010年7月3.平台型式及功能a)平台型式胜利作业五号平台该平台是一艘齿轮齿条升降的三腿自升式修井作业平台,钢质非自航。
由平台主体、桩腿(带桩靴)、升降系统三部分组成。
平台主体平面形状接近三角形,三根圆柱形桩腿成艉二艏一布局,桩靴为八边形。
平台主甲板尾部布置有悬臂梁系统,平台首部设有四层生活楼和直升飞机平台。
b)平台功能平台的主要任务是对水深5~25m范围内的油井进行修井作业。
4.设计原则1)按CCS规范设计,入CCS级;2)平台稳性满足油田内移位和风暴拖航的要求;3)先进性与适用性相结合的原则;4)可靠性、安全性与创新性相结合的原则;5)结构设计优化的原则;6)配套设施操作维护方便的原则;7)生活设施完善舒适的原则;8)满足HSE(健康、安全、环保)要求。
5.适用范围1)本平台适用于4500 m深度内的直、斜井的大修、小修作业(用3—1/2〞钻杆)。
2)作业范围:渤海湾水深5~25 m(含天文潮和风暴潮)内泥砂质海底的海域或相类似海域。
3)平台为无冰期作业。
1.1 主要指标及性能6.平台坐标系为了更好的描述本平台,在本手册中给出坐标系。
坐标系原点位于平台中心线尾端基线处,X轴向首为正,Y轴向左舷为正,Z轴向上为正。
特别注意:在本手册的计算过程中,计算数据都应为该坐标系中的数据。
图 1 平台坐标系7.主要设计指标表 1 主要参数表说明:○1许用钻台最大可变载荷组合:指钻台立根盒油管重量、大钩载荷、转盘载荷以及钻台其他活动件重量的组合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
岩石为止,并且应使地基平坦,最后用支柱将绞车顶紧固牢。安装图见图 3。地基图见图 5。 6、可能发生的故障及消除方法如下表
序
故障现象
故障可能发生原因
号
1 开车时电机不 载荷过大或接线不良 转或发出叫声
故障消除方法
停止运转电机反转 卸载或检查接线
2 蜗轮箱过热 3 机器跳动
箱内零件有磨坏;装配不 检查更换零件或加油或换油;
以上两个部件装成后,即可进行总装,先将蜗轮箱总成装在底座上,再 把大齿轮防护罩下体放好,继而把卷筒总成装在底座上,并使大齿轮与过 桥齿轮达到正确啮合,其中心距为 300±0.12,接触斑点:沿齿高不小于 40%,沿齿长不小于 50%,其后再以联轴节与电机相连。电机轴与蜗杆中心
10
线的同轴度不得大于Φ0.32 毫米,两中心线的倾斜角不得大于 40ˊ。 所有部件装配,调整完毕后,装上大齿轮防护罩上体,最后根据要求
1.3.1 型式
5
4
1.3.2 主要技术参数
型号 项目
型式 钢丝绳平均静张力
JH—5
单筒缠绕式 50kN
钢丝绳平均绳速 卷筒直径 钢丝绳直径 容绳量
外形尺 15.5mm 80m 1510×624×515(mm)
传动比
223.866
绞车质量
622Kg
型 号 YBJ-7.5
绞车应先进行部装,然后再进行总装,总装以前应先装成以下几个部 分: 5.2.1 蜗轮箱部分
在装配部分时,可按以下装配程序 (1)将蜗杆和轴承装入蜗轮箱盖内。 (2)将调整盖、蜗轮轴承、轴承盖、密封圈、“O”型圈油封、小齿轮等零 件均装在蜗轮轴上,然后将装配好的蜗轮轴装在蜗轮箱底内。 (3)将过桥齿轮、铜套装在过桥轴上,然后再一起装在蜗轮箱底内,使其 与小齿轮啮合。其接触斑点沿齿高不小于 40%,沿齿长不小于 50%。
JH-5 型回柱绞车
执行标准:MT/T779-1998
使 用 说 明 书
徐州鑫泽矿山机械制造有限公司
XU ZHOU XIN ZE KUANG SHAN JI XIE ZHI ZAO YOU XIAN GONG SI
2009 年 2 月
1
警示语:
a. 绞车严禁用于载人或提升; b. 绞车所配的电器产品必须要在有效期的安全标志认证 c. 操作之前必须熟读本说明书,并按要求操作 d. 绞车在使用时发现声音异常、发热等情况,立即进行检查在排除后方可
装上联轴节防护罩、并将各部连接螺栓紧固。 5.3 装配完毕后,应进行空载试验:
试验应遵守第 3 节规定的操作规程。试车前必须先用手将各传动部分转 动两三转,直到认为传动机构转动灵活,没有卡阻现象时,方可正式开车。
空载试验时,应使绞车连续正反转各 30 分钟,并达到下列要求: a、 运转正常、无冲击性噪音; b、 各部润滑良好、蜗轮箱无渗漏现象; c、 轴承最高温度不超过 70°C; d、各部无松动现象。 空载试验后,焊瓦座挡铁(底座序号 16)4 块。 5.4 空运转试验后,将钢丝绳缠绕在卷筒上(绞车出绳方向:钢丝绳应在卷 筒上面)再进行负荷试验,负荷试验可在井下利用支柱作为负荷。试验时, 必须将绞车牢固地顶在底板上,试验负荷应逐次增加。若用其它方法试验 时,应注意当(里层)负荷增加到 6.7 吨以上时,电机已能处于超载运转 状态,故只能作瞬时运转,每次试验后检查钢丝绳及机器各部不得有残余 变形,应符合空载试验的要求.负荷试车时,蜗轮箱的油温最高不超过 80 °C。 5.5 负荷试验合格后,方能进行回柱工作。 绞车在安装时必须注意将安装地基上的浮煤、碎石清理干净,直到露出
正确,油质不符合要求; 重新调整蜗杆、蜗轮的轴向位
缺油或油不干净,蜗杆、 置。
蜗轮轴向位置装配不合
适。
安装不牢或地基不平
整理地基或重新安装
4 机器声音不正常 零件装配不正确,零件磨 损过多或连接部分松动。
停车检查
12
7、绞车易损备件明细表
序号 名称
1
2
球面蜗杆 蜗轮圈
3
4
小齿轮 过桥齿轮
5 大齿轮
卷筒内的滚动轴承每隔 3~6 个月加注或更换钙钠基润滑油脂一次,加油 量不宜超过轴承容室的 2/3。
对于新的或大修以后的绞车,特别是蜗轮副更新的绞车,在运转 8~10 天后,必须更换润滑油,以除去零件磨损的金属细屑。 5.2 安装和试运转
绞车在装配前应清查零件数量,并将所有零件清洗干净,严防铁屑、灰 尘带入,所有滚动轴承宜在油中加热后(一般加热温度为 120~140°C) 进行装配,不得硬打硬砸,以防零件受力变形。
电动机
功 率 7.5KW
转 速 1450r/min
隔爆磁力启动器 QBZ-80/660(380)N
附属电器设备 矿用隔爆控制按钮 BZA1-5/36-3
用户自备 用户自备
2、工作原理及主要组成部分的结构特征 2.1 绞车的传动系统见图 2,其结构见图 1 中。绞车主要由以下四部分组成: 1、电动机;2、蜗轮箱部分;3、卷筒部分;4、底座。。
材料 齿轮 Z 模数 ms
刀具压力角α。 齿高系数 f。 齿宽 B
40Cr 1
9~4 铝铁青铜 40Cr
37
17
40Cr 28
ZG340—640 72
6
20°
0.8
1
50
80
80
80
啮合形式
外
外
外
变位系数ξ
中心距 A 精度等级
150±0.08 8
0
135±0.09 300±0.120 9—9—8 GB10095—88
7
分拆去,最后将所有零件拆除。绞车在拆卸过程中,严禁用锤硬打硬砸, 必须小心进行,不得损坏零件或碰伤其表面。 4.4.1 绞车应按实际情况有计划安排小修、中修、大修。绞车的修理周期、 修理内容、修理场所,根据煤炭部制订的《煤炭工业设计规范》一文中的 有关章节,作如下规定: (1)小修:小修周期为 3 个月,一般在现场进行,主要是调整更换钢丝绳和 紧固部件,并消除故障,补充或更换润滑油,清理绞车外表部分灰尘等。 (2)中修:中修周期为 9 个月,一般在机修厂进行,主要任务是全部拆开绞 车各部分,清洗后检查磨损程度,更换已磨损的零件,消除小修时不能消 除的故障,更换机器各部润滑油,恢复绞车工作能力和正常状况,中修后 应进行试运转。 (3)大修:大修周期为 18 个月,应在机修厂进行,其主要内容是拆开绞车 全部零件,清洗和检查一切零件,修复或用新零件来替换已磨损的零件, 全部恢复绞车的工作能力和正常状况。大修后应进行试运转,并进行油漆 更新。 5、绞车的润滑安装.调整试运转及装配 5.1 机器的润滑不仅关系着机器的正常工作,而且直接影响着机器的寿命, 因此必须及时的更换和补充润滑油。润滑油的油质必须符合要求,不得混 入灰尘、污物、铁屑及水等杂质。
6
3.3.3 工作时注意整理钢丝绳,使其缠绕整齐。工作时钢丝绳不能全部放完, 至少保留最后 3-5 圈。 3.3.4 操作过程中发现声响不正常或减速箱及轴承部位等温度异常时必须停 车检查,及时排除. 3.4 工作后的注意事项: 3.4.1 工作结束后,应将钢丝绳整齐地缠绕在卷筒上,切断电源,封闭开关. 3.4.2 清除机器上的灰尘,杂物. 3.4.3 交班时必须把本班发现的不正常情况向下一班交待清楚. 4、绞车的维护修理及电器原理图 绞车的操纵人员必须严格遵守操作规程。 4.1 绞车必须按第五节的规定及时加注润滑油(脂). 4.2 绞车如长时间搁置不用,必须选择干燥通风的地方存放,防止电器 设备受潮,绞车的裸露部分应涂以保护油。 4.3 电器控制系统: 防爆型绞车配有防爆型电机及电器(图 4) 有关电机维护可详见随机文件,隔爆异步电动机产品说明书。 4.4 绞车的修理: 绞车的拆卸次序和装配相反,绞车应先拆总成部件,然后再将各零件 拆卸。 拆卸时,应先将卷筒部分、电机部分与底座的连接螺栓松开, 并将此两部分拆掉,再将蜗轮箱从底座上拆掉。 蜗轮箱部分的拆卸, 是先蜗轮箱盖与蜗轮箱底拆开后,再将蜗杆、蜗轮轴、过桥齿轮等部
为了润滑蜗轮箱内的蜗杆蜗轮及滚动轴承,用 24 号气缸油灌入蜗轮箱 内,使油面经常浸着蜗杆下部的齿高,并且每天进行一次检查,及时补充。
8
蜗轮箱油质不许任意更改,否则会使箱内油温猛增、蜗轮磨损加剧,传动 效率低。
小齿轮、过桥齿轮、大齿轮用以上油质进行润滑,每班至少加油一次, 使齿轮面间经常保持一层油膜。
9
(4)将蜗轮箱盖与蜗轮箱底装在一起,此时利用调整盖上的调整螺丝、轴 承盖对蜗轮进行轴向调整,同时可确定调整圈的厚度并确保调整圈与蜗轮 箱有 0.1~0.25 毫米的间隙。利用染色法选择蜗杆两端轴承压盖的调整垫 的厚度,对蜗杆进行轴向调整,使蜗杆和蜗轮啮合正确,蜗轮轮齿上的接 触斑点:沿齿高不小于 70%,沿齿长不小于 25%(跑合后)。蜗杆螺牙的接 触点为:其长度是整个螺牙长度的 40%以上,且蜗杆螺纹接触点不应达到 接近螺纹长度 10%的螺纹入口端(即在上述规定的范围内在入口处不许有 接触斑点)。
3
1、用途工作条件及生产标准、技术参数
1.1 用途
JH-5 绞车用于煤矿井下回柱放顶,特别适用于立槽煤层、薄煤层、中 厚煤层顶板压力较小的采掘工作面。 绞车配有防爆电气设备,可用于含有煤尘及瓦斯的矿井中.
1.2 产品执行标准:MT/T779—1998
1.2.1 工作条件: 1.环境温度-10~+40℃ 2.环境相对湿度不超过 95%(+25℃). 海拔高度不得超过 1000 米。 3. 周围空气中的煤尘、甲烷爆炸性气体的含量不得超过《煤矿安全规程》 中所规定的安全含量. 4.工作制为低速重载非连续型
使用。
2
目
录
1.用途工作条件及生产标准、技术参数……………………(1) 2.工作原理及主要组成部分的结构特征……………………(2) 3.安全使用方法及使用的注意事项........................................(3) 4.维修的维护修理电器原理图………………………………(4) 5.绞车润滑安装、调整、试运转及装配................................(5) 6.可能发生的故障及消除方法………………………………(9) 7.绞车易损备件明细表……………………………………....(9) 8.产品标志、包装、运输、贮存...........................................(10) 9.质量保证…………………………………………………..(11) 10.附图………………………………….……….................. (12)