数控机床刀具补偿功能
数控机床刀具补偿功能的应用

刀具长度补偿是通过调整刀具在Z轴上 的位置来实现对工件表面的加工,而刀 具半径补偿则是通过调整刀具在X轴或 Y轴上的位置来实现对工件表面的加工
。
刀具补偿功能可以提高加工精度、减少 加工时间、降低加工成本。
刀具补偿的参数设置
01
刀具补偿参数主要包括刀具类型、刀具直径、刀具长
度、刀具角度等。
面形状和尺寸的高精度控制。
数控铣床应用
在数控铣床上,刀具补偿可应用于 三维空间加工,如曲面加工、五轴 加工等,以实现复杂零件的高效加 工。
加工中心应用
在加工中心上,刀具补偿可应用于 多轴联动加工,实现复杂零件的高 效加工。
02
CATALOGUE
刀具补偿的原理与实现
刀具补偿的原理
刀具补偿的基本原理是通过对刀具位置 的调整,以实现工件表面形状和尺寸的 精确控制。补偿分为刀具长度补偿和刀
03
提高生产效率
降低成本
通过快速调整刀具补偿参数,可 以减少换刀和调试时间,提高生 产效率。
正确使用刀具补偿功能可以减少 刀具磨损和报废,降低生产成本 。
数控机床刀具补偿功能的发展趋势与前景
智能化
随着人工智能技术的发展,未来刀具补偿功能将更加智能化,能够根据加工条件和刀具磨损情况自动调整补偿参数, 提高加工精度和效率。
04
CATALOGUE
数控机床刀具补偿功能的优化与改进
刀具补偿的误差分析
01
02
03
刀具几何误差
刀具的几何形状和尺寸对 加工精度产生直接影响。
刀具磨损误差
刀具在切削过程中会逐渐 磨损,导致加工精度下降 。
受热变形误差
切削过程中产生的热量会 导致刀具和工件变形,从 而影响加工精度。
理解数控机床技术中的刀补偿和补偿参数设置

理解数控机床技术中的刀补偿和补偿参数设置数控机床技术是现代制造业中不可或缺的重要工具,它的使用使得加工工艺更加精确、高效。
在数控机床技术中,刀补偿和补偿参数设置是非常关键的环节。
本文将对数控机床技术中的刀补偿和补偿参数设置进行深入解析。
刀补偿是指在数控机床加工过程中,由于工具与工件之间的相对运动和机床的锥度、导轨的精度等原因,刀具的实际切削位置与编程指令的位置可能会有偏差。
为了保证加工结果的准确性,我们需要通过刀补偿来控制刀具的实际切削位置。
刀补偿通常分为几何补偿和半径补偿两种类型。
几何补偿是指根据刀具的几何形状,通过调整工件坐标系与机床坐标系之间的关系,使得刀具的实际切削位置与编程指令的位置相一致。
几何补偿可以分为长、宽、高三个方向的补偿。
通过适当地调整几何补偿的数值,可以实现刀具的侧向移动、刀具半径的变化以及刀具在加工过程中的顶部位置的调整等功能。
半径补偿是指在加工过程中,通过改变程序中圆弧指令的半径值,使得切削轮廓的半径与所需加工尺寸相吻合。
半径补偿一般用于加工圆弧和倾斜面等需求精度较高的部分。
它可以通过改变刀具半径值或者调整工件坐标系与机床坐标系之间的关系来进行补偿。
刀补偿参数设置是确定补偿效果的关键。
在数控机床中,刀补偿参数通常有偏心距、刀具半径、轨迹偏移等。
偏心距是指刀具切削点相对于轨迹的垂直距离,刀具半径是指实际使用中刀具的半径值,轨迹偏移是指在切削点相对于编程指令的距离。
通过合理设置这些参数的数值,可以实现刀具补偿。
在进行补偿参数设置时,首先要根据所加工零件的要求和加工特点来确定需要进行刀补偿的部分,然后根据实际情况来设置刀补偿参数的数值。
一般来说,刀补偿参数的数值越大,补偿效果越明显。
但是,过大的补偿参数可能会导致刀具过度磨损或加工精度不高。
因此,在确定刀补偿参数时,需要根据实际加工情况进行合理的调整。
此外,还需要根据刀具磨损程度和加工要求进行定期检查和调整刀补偿参数。
在实际加工过程中,由于刀具的磨损和变形,刀补偿参数的设置可能需要进行适当的修正。
数控加工中常用的三种补偿方法
数控加工中常用的三种补偿方法1.坐标补偿:坐标补偿是指在机床上根据加工实际情况对加工轨迹做出调整,使得加工尺寸达到设计要求的一种方法。
常见的坐标补偿有以下几种形式:(1)G40/G41/G42坐标补偿:G40是取消刀具补偿,G41是左侧刀具补偿,G42是右侧刀具补偿。
通过设定G40、G41、G42来实现在切削路径上实际加工尺寸的自动调整。
(2)G43/G44/G49坐标补偿:G43是工件长度补偿,G44是工件半径补偿(常用于车削),G49是取消工件长度或半径补偿。
(3)G51坐标变换补偿:G51用于进行坐标变换,可以通过设定坐标系原点的偏移来实现坐标补偿功能。
2.刀具半径补偿:刀具半径补偿是指根据实际刀具半径与设计刀具半径之间的差异,通过在程序中设定刀具补偿值,使得实际加工尺寸达到设计要求的一种补偿方法。
(1)G41/G42刀具半径补偿:G41是左侧刀具半径补偿,G42是右侧刀具半径补偿。
通过设定G41或G42及刀具补偿值来实现切削路径尺寸的自动调整。
(2)G43/G44刀具长度补偿:G43是刀具长度补偿,G44是刀具半径补偿。
在加工中,通过设定刀具长度或刀具半径补偿值,使得实际加工尺寸达到设计要求。
3.工件半径补偿:工件半径补偿是指根据实际工件半径与设计工件半径之间的差异,通过在程序中设定工件半径补偿值,使得实际加工尺寸达到设计要求的一种补偿方法。
(1)G41/G42/G43工件半径补偿:G41是加工左侧边缘补偿,G42是加工右侧边缘补偿。
通过设定G41或G42及工件半径补偿值来实现工件边缘尺寸的自动调整。
G43是工件长度补偿,通过设定工件长度补偿值来调整工件的实际长度。
(2)G49工件长度或半径补偿取消:G49用于取消工件长度或半径补偿功能,即恢复到原始设计尺寸。
以上是数控加工中常用的三种补偿方法的介绍,通过合理使用这些方法,可以使得加工尺寸更加精确,提高加工效率和质量。
数控加工中的三种补偿和补偿技巧
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
数控设备刀具补偿技术讲解

刀具长度补偿:
补偿刀具长度方向尺寸的变化.
三、刀具补偿的方法
• •
人工预刀补:人工计算刀补量进行编程 机床自动刀补:数控系统具有刀具补偿功能。
四、刀具半径补偿功能
1、刀具半径补偿的作用
在数控铣床上进行轮廓铣削时,由于刀具半径的 存在,刀具中心轨迹与工件轮廓不重合。
从上述程序可以大致了解钻孔加工的走刀路线及钻孔的基本 编程方法,当所使用的数控铣床不具备更高级的钻孔专用指令 时,通常都需要这样一步步地编程,更方便的钻孔编程方法将 在后面的章节中逐步介绍。
返回上层
3、刀具长度补偿指令
刀具长度补偿G43,G44,G49 (1)格式
G43
G44 G49
G00
G01
Z— H—
G00
G01
Z—
G43 刀具长度正补偿
G49取消刀长补偿
G44 刀具长度负补偿
G43 G44 G49 均为模态指令
其中Z 为指令终点位置,H为刀补号地址,用H00~ H99来指定,它用来调用内存中刀具长度补偿的数值。
t01t02t031010刀补引入刀补取消采用刀座对刀后来安装刀具h0145d010004g92x1500y1600z1200g90g00x1000y600g43z20h01s100m03g42g01x750d01f100x350g02x150r100g01y700g03x150r150g01y600g02x350r100g01x750g09y0主程序号建立工件坐标系绝对值方式快进到x100y60指令高度z2实际到达高z43处刀径补偿引入插补至x75y60直线插补至x35y60顺圆插补至x15y60直线插补至x15y7015y70直线插补至x15y6035y60直线插补至x75y60直线插补至x75y0处程序单g01x450x750y200y650g40g00x1000y600g49z1200x1500y1600m05m30直线插补至x45y45直线插补至x75y20直线插补至x75y65轮廓切削完毕取消刀补快速退至10060的下刀处快速抬刀至z120的对刀点平面主轴停程序结束复位
仿真数控装置的刀具补偿功能的程序实现
仿真数控装置的刀具补偿功能的程序实现数控装置是一种用于控制机床或其它自动化设备的计算机系统,它可以实现高精度、高效率的加工操作。
在数控加工中,刀具的补偿功能是非常重要的,它可以在加工过程中对刀具的偏差进行修正,从而获得更加精确的加工结果。
刀具补偿功能通常包括刀具半径补偿、刀具长度补偿和刀具偏置等。
下面是一个简单的程序实现,用于演示如何实现刀具半径补偿的功能。
```python
#刀具半径补偿函数
for point in path:
x = point[0]
y = point[1]
#主程序
if __name__ == "__main__":
#定义加工路径
path = [[0, 0], [1, 1], [2, 2], [3, 3]]
#刀具半径
radius = 0.1
#刀具半径补偿
#输出补偿后的加工路径
```
在实际的数控装置中,刀具补偿功能通常是通过各种算法和数学模型来实现的。
在程序实现中,我们可以根据具体的需求和要求进一步完善刀具补偿功能,例如加入刀具偏角补偿、刀具切向补偿等。
总结起来,刀具补偿功能对于数控装置的加工精度和效率非常重要。
通过合理设计和实现刀具补偿功能的程序,我们可以提高数控加工的精度和稳定性,从而满足不同加工需求。
数控机床刀补参数设置
数控机床刀补参数设置随着工业自动化的不断发展,数控机床在现代制造业中扮演着越来越重要的角色。
数控机床的刀具补偿参数设置是其正常运行的关键之一,合理设置刀具补偿参数能够保证加工精度和效率。
本文将介绍数控机床刀具补偿参数的设置方法及其影响因素。
1. 刀具补偿概述刀具补偿是数控机床加工中常用的一种技术手段,通过在程序中设置刀具补偿值,来补偿刀具的实际尺寸偏差,以保证加工零件的尺寸精度。
刀具补偿通常包括半径补偿、长度补偿和刀尖半径补偿等。
2. 刀具补偿参数设置方法2.1 刀具半径补偿设置刀具半径补偿是在数控机床中常见的一种补偿方式。
具体设置方法如下:- 定义刀具半径补偿的序号;- 设置补偿数值,根据实际情况调整;- 选择切削方向,确定补偿方向。
2.2 刀具长度补偿设置刀具长度补偿主要用于控制刀具与工件接触的位置,避免刀具碰撞。
设置方法如下:- 定义刀具长度补偿的序号;- 设置补偿数值,根据实际情况调整;- 确定刀具路径,避免与工件干涉。
2.3 刀尖半径补偿设置刀尖半径补偿常用于弥补刀具的圆弧轮廓误差。
设置方法如下:- 定义刀尖半径补偿的序号;- 设置补偿数值,根据实际情况调整;- 确定刀具轮廓路径,保证加工精度。
3. 刀具补偿参数影响因素刀具补偿参数的设置需考虑以下因素:•刀具材质和尺寸;•工件材料和形状;•加工精度要求;•切削速度和进给速度。
综上所述,数控机床刀具补偿参数设置是保证加工精度和效率的重要步骤,正确设置补偿参数可以提高机床加工的稳定性和质量。
在实际操作中,操作人员需要根据具体情况灵活调整参数,不断优化加工过程,以获得更好的加工效果。
希望本文对数控机床刀具补偿参数的设置有所帮助,并能引发更多关于数控机床加工技术的讨论与思考。
数控机床补偿功能

三、铣刀刀具半径补偿
数控铣床在切削中,由于刀具总有一定的半径,刀具中 心的运动轨迹与加工零件的实际轮廓并不重合。如图所示, 在加工内轮廓时,刀具中心偏离零件内轮廓表面一个刀具半 径值。在加工外轮廓时,刀具中心又偏离零件外轮廓表面一 个刀具半径值。此现象习惯上称为刀具半径补偿。根据ISO 标准,当刀具中心轨迹在编程轨迹前进方向的右侧时,称为 右刀补,用G42表示。反之,称为左刀补,用G41表示。取 消刀尖半径补偿使用G40指令。使用时,编程人员只是在零 件程序中指明补偿要求即可。铣刀刀具半径补偿执行过程分 为刀补建立、刀补进行和刀补撤消三步,刀补仅在指定的两 维坐标平面进行。铣刀半径补偿应注意事项同车刀刀具补偿 要求。
五、数控误差补偿
数控机床在加工时,指令的输入、译码、计 算以及控制电机的运动都是由数控系统统一 控制完成的,从而避免了人为误差。但是, 由于整个加工过程都是自动进行的,人工几 乎不能干预,操作者无法对误差加以补偿, 这就需要数控系统提供各种补偿功能,以便 在加工过程中自动地补偿一些有规律的误差, 提高零件的精度。根据数控机床上加工误差 的主要来源其主要的解决方法如下。
刀具刀尖半径补偿的过程分为三步:刀补 的建立,刀具中心从与编程轨迹重合过渡到 与编程轨迹偏离一个偏置量的过程;刀补进 行,执行有G41、G42指令的程序段后,刀具 中心始终与编程轨迹相距一个偏置量;刀补 的取消,刀具离开工件,刀具中心轨迹要过 渡到与编程重合的过程。如图为刀补的建立 与取消过程。
8.刀尖圆弧半径补偿还与车刀形状、刀尖位 置有关。车刀形状、刀尖位置各种各样,他 们决定加工时刀尖圆弧在工件的什么位置, 所以刀尖圆弧半径包括刀尖圆弧半径、车刀 形状和刀尖位置。车刀形状和刀尖位置共有9 种,如图 所示。车刀形状和刀尖位置分别用 参数L1~L9表示,并通过手工操作在参数设 置方式下输入到系统中。
数控机床刀补指令
数控机床刀补指令数控机床是一种高精度、高效率、自动化程度较高的现代化加工设备,广泛应用于各种金属、非金属零部件的加工制造过程中。
数控机床的核心部分是数控系统,而数控系统中的刀具补偿功能对加工的精度和质量起着至关重要的作用。
本文将介绍数控机床刀补指令的定义、作用及在加工中的应用。
一、概述数控机床刀补指令是数控编程中的一种重要指令,它用于对加工刀具的轨迹进行微调,以达到更高的加工精度和质量。
通过刀补指令,可以对刀具进行不同方向的补偿,使刀具的实际运动轨迹与设定的轨迹一致。
刀补指令通常由数控系统解释执行,可以在程序中灵活调用,实现对不同形状、大小的刀具进行精确加工。
二、刀补指令的分类根据不同的刀具补偿方式,刀补指令可以分为长度补偿、半径补偿和刀尖补偿等几种类型。
长度补偿主要用于修正刀具长度偏差,使加工深度更加准确;半径补偿主要用于修正刀具半径偏差,以确保加工轮廓的精度;而刀尖补偿则是用于修正刀具切削刃与轨迹的偏移,保证切削路径的正确性。
三、刀补指令的应用在数控加工中,刀补指令的应用非常普遍,它可以实现对各类形状、大小的工件进行高精度加工。
在程序编制过程中,操作人员可以根据加工要求和实际情况,通过刀补指令对刀具路径进行调整,以确保加工精度和质量。
此外,在复杂曲面加工中,刀补指令更显得尤为重要,通过对刀具的微调,可以实现对曲面的精细加工,提高加工效率和质量。
四、结语数控机床刀补指令作为数控加工中的重要一环,对于提高加工精度、减少误差至关重要。
通过合理灵活地运用刀补指令,可以实现对各类工件的高精度加工,提高生产效率和质量水平。
因此,在数控机床的操作和编程过程中,专业人士应该充分理解刀补指令的原理和应用,合理运用刀补功能,提高加工效率,满足市场对精密零部件加工的需求。
刀具半径补偿在数控机床编程中的应用

刀具半径补偿在数控机床编程中的应用1. 刀具半径补偿的定义在数控机床加工中,由于有些刀具的外径和编程指定的刀具直径不一定相等,或者由于刀具磨损或者其他原因,实际的切削半径可能会有所变化。
而编程时又需要将加工的轮廓尽可能地与设定轮廓相同,因此需要对刀具直径进行修正。
这种修正就叫刀具半径补偿。
在数控机床编程时,一般使用G41和G42指令进行刀具半径补偿,具体实现方式如下:(1) G40/G41/G42指令:G40指定取消所有刀具补偿,即G40指令后,数控机床按照编程程序直接机床加工;G41指定左侧半径补偿,将机床刀具向右移动一定距离,相应地调整编程指令的XY坐标,使实际加工半径减小;G42指定右侧半径补偿,将机床刀具向左移动一定距离,相应地调整编程指令的XY坐标之后,使实际加工半径增大。
(2)路径补偿量的确定:刀具半径补偿的大小是由程序员根据加工要求和机床实际情况进行确定的。
常见的计算方式是通过加工实际切削后的缺口,计算出实际切削半径与编程半径之间的差值,以此来确定刀具半径补偿量。
刀具半径补偿值可以在圆弧加工中使用,还可以在深度和轮廓加工中使用。
(3)圆弧和直线的刀具半径补偿:在圆弧加工中,自动对角线的加工路径以圆心为轴旋转,在编程时需要指定实际加工半径,同时指定刀具半径补偿量,以保证加工的圆弧尽可能的与设定的半径相同。
而在直线加工中,刀具半径补偿量要分别在直线的起点和终点处进行设定,以保证有足够的空间来补偿刃具的半径差异。
刀具半径补偿是数控机床加工中非常重要的一个功能,其应用范围非常广泛,涵盖了许多工业领域,包括机械制造、模具制造、汽车零配件加工等领域。
在机械加工领域,刀具半径补偿是提高加工精度和效率的关键因素之一。
在汽车工业领域,刀具半径补偿可以帮助实现复杂轮廓的加工,并且提高加工效率和加工质量。
在电子制造领域中,刀具半径补偿可以用来加工各种小型零件和设备,使得加工精度更高。
刀具半径补偿是数控机床加工中不可或缺的一个功能,可以帮助提高加工精度和效率,并且应用范围非常广泛。
全功能数控机床刀具补偿知识

全功能数控机床刀具补偿知识全功能数控机床是一种高精度、高效率的机床,广泛应用于制造业、航空航天、汽车制造等领域。
在全功能数控机床上,刀具补偿是一种重要的功能,它能够自动调整刀具与被加工物之间的距离,确保加工精度和质量。
下面我们来详细介绍一下刀具补偿知识。
一、刀具补偿的基本原理刀具补偿的基本原理是,在加工过程中,刀具与被加工物之间的距离会发生变化,从而影响加工的精度。
刀具补偿的作用就是根据实际加工情况,自动调整刀具与被加工物之间的距离,保证加工精度和质量。
具体的实现方法有多种,其中最常见的是坐标补偿和半径补偿。
二、坐标补偿坐标补偿是一种常用的刀具补偿方法,它是通过调整加工坐标系的方式来实现的。
在加工过程中,由于加工物的尺寸可能会发生偏差,因此需要对加工坐标系进行补偿。
例如,在XY平面上加工一个圆形孔,如果加工前经过精确的测量,确定圆心的坐标为(x0,y0),半径为r,则在加工过程中就需要对加工坐标系进行补偿,以保证加工出的圆形孔的半径和圆心位置与测量值相同。
常见的坐标补偿方式有:G41/G42向左/向右半径补偿、G43/G44/G49长度补偿、G54~G59固定坐标系补偿等。
具体的使用方法和注意事项需要根据不同的数控系统进行调整和操作。
三、半径补偿与坐标补偿不同,半径补偿是通过调整刀具路径的方式来实现的。
半径补偿主要用于加工圆形工件或圆弧轮廓,通过对刀具半径进行补偿,使刀具始终保持在被加工物的切线上运动,从而确保加工出的圆形或圆弧轮廓精确无误。
常见的半径补偿方式有:G40/G41/G42半径补偿、R半径编程、I、J、K圆弧中心坐标编程等。
具体的操作方法和注意事项需要根据加工工件和加工路径的不同而进行调整。
四、刀具补偿的优点和应用刀具补偿作为全功能数控机床的一项重要功能,具有以下优点:1. 提高加工精度。
通过刀具补偿,能够自动调整刀具与被加工物之间的距离,保证加工精度和质量。
2. 提高加工效率。
在加工过程中,由于加工坐标系需要不断进行补偿,因此需要对机床进行复杂的计算和控制。
第2-2讲数控机床的刀具补偿原理

直线插补 以第一象限直线段为例。用户编程时,给出要加工直线 的起点和终点。如果以直线的起点为坐标原点,终点坐 标为(Xe,Ye),插补点坐标为(X,Y),如右图所 示,则以下关系成立: 若点(X,Y)在直线上,则 XeY - YeX = 0 若点(X,Y)位于直线上方,则Xe Y- Ye X>0 若点(X,Y)位于直线下方,则 XeY - Ye X<0 因此取偏差函数F = XeY - YeX。 事实上,计算机并不善于做乘法运算,在其内部乘法运 算是通过加法运算完成的。因此判别函数F的计算实际 上是由以下递推迭加的方法实现的。 设点(Xi,Yi)为当前所在位置,其F值为F = XeYi YeXi 若沿+X方向走一步,则Xi+1=Xi+1 Yi+1=Yi Fi+1=XeYi+1—Ye Xi+1=XeYi—Ye(Xi+1) = Fi—Ye 若沿+Y方向走一步,则Xi+1=Xi Yi+1=Yi+1 Fi+1=XeYi+1—Ye Xi+1=Xe(Yi +1)—YeYi= Fi+Xe 由逐点比较法的运动特点可知,插补运动总步数n = Xe+Ye,可以利用n来判别是否到达终点。每走一步使 n = n - 1,直至n = 0为止。终上所述第一象限直线插补 软件流程如图下图所示。
节拍 起始 1
2
3 4 5 6
F1 = -2 < 0
F2 = 2 > 0 F3 = 0 F4 = -2 < 0 F5 = 2 >0
+Y
+X +X +Y +X
简述数控车床刀具补偿的类型和意义

简述数控车床刀具补偿的类型和意义
数控车床是一种高精度、高效率的数控加工机床,广泛应用于机
械加工行业。
在数控车床的加工过程中,刀具是至关重要的一环,与
其精度和稳定性直接关系到加工的质量和效率。
然而,由于各种因素
的影响,刀具在使用过程中难免会出现一定的偏差和磨损,这就需要
进行刀具补偿。
数控车床刀具补偿可以分为以下两种类型:
1.轴向补偿:也称为长度补偿,是以刀具长度为基础的补偿方式。
它主要是根据刀具弯曲或者伸缩等情况,将刀尖位置调整到预设位置,从而达到精确加工的目的。
其值通常是以毫米为单位。
2.半径补偿:也称为补偿值,是以刀具弧形的半径为基础的补偿
方式,解决了物理形状偏差和摆线误差等问题。
其值可以为正值或负值,单位通常是毫米或微米。
这两种补偿方式都能够解决实际加工过程中的问题,提高加工精
确度和加工效率,从而提升整个加工业的竞争力。
数控车床刀具补偿的意义不可忽视。
首先,它可以保证加工质量
和精确度,达到客户的要求。
其次,补偿值可以达到最小,从而减少
废品率,不断提高生产效率,降低加工成本。
第三,它还能够扩大加
工技术的应用范围,满足复杂零件的加工需求。
总之,数控车床刀具补偿是数字化精密加工的重要环节之一。
通
过不断的改进和创新,能够不断提高加工质量、效率和科技含量,为
制造业打造出更为优质、高端、智能的产品。
数控项目6刀具补偿

采用刀具半径补偿功能,刀具运动轨迹
指的不是刀尖,而是刀尖上刀刃圆弧中心 位置的运动轨迹。
2.刀尖圆弧半径补偿的方法
刀尖圆弧半径补偿的方法是键盘输入刀 具参数,并在程序中采用刀具半径补偿指令。 刀具参数主要包括刀尖半径、车刀形状、刀 尖圆弧位置等,这些都与工件的形状有关, 必须用参数输入刀具数据库。
二、对刀及刀具偏置补偿设置
对刀是数控加工中的主要操作和重 要技能。对刀的准确性决定了零件的加 工精度,同时,对刀效率还直接影响数 控加工效率。对刀的实质是确定编程原 点在机床坐标系中的位置。对刀的主要 工作是建立准确的工件坐标系,同时考 虑不同的刀具尺寸对加工的影响。
1.常用的对刀方法
a)
b)
c)
一、刀具功能T的设定
刀具功能包括刀具选择功能和刀具偏置补 偿、刀尖半径补偿功能。刀具功能又称为T功 能,由地址T和其后的四位数字组成,其中前 两位数为刀具号,后两位数为刀补号,用于 选择刀具和设定刀具补偿值。刀具号与刀架 的刀位之间的对应关系由机床制造厂设定。 刀补号和刀具补偿值的对应关系是在程序自 动运行前,在指定界面将刀具补偿值输入数 控系统后建立的。
O0009; T0101; G00 X100.0 Z100.0; M03 S600; G00 X52.0 Z2.0 G71 U1.0 R0.3 G71 P10 Q20 U0.3 W0.05 F150 N10 G0 G42 X0 F60 G01 Z0; G03 X16.0 Z-8.0 R8.0; G01 X20.0; X34.0 Z-18.0; Z-28.0; N20 G02 X50.0 Z-36.0 R8.0 G70P10Q20 G00 G40 X100.0 Z100.0
刀具半径补偿量可以通过刀具补偿设定 画面来设定;T指令要与刀具补偿编号相对应, 并且要输入假想刀尖位置序号。其中,假想刀 尖位置序号共有10 (0~9)个。
数控加工中的三种补偿和补偿技巧
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
数控机床为什么需要刀具补偿

经过译码后得到的数据,还不能直接用于插补控制,要通过刀具补偿计算,将编程轮廓数据转换成刀具中心轨迹的数据才能用于插补。
刀具补偿分为刀具长度补偿和刀具半径补偿。
1.刀具长度补偿
在数控立式铣镗床上,当刀具磨损或更换刀具使Z向刀尖不在原初始加工的程编位置时,必须在Z向进给中,通过伸长(见图1)或缩短1个偏置值e的办法来补偿其尺寸的变化,以保证加工深度仍然达到原设计位置。
图1 刀具长度补偿
在图2-4中,所画刀具实线为刀具实际位置,虚线为刀具编程位置,则刀具长度补偿控制程序如下:
设定H01 = - 4.0 (偏置值)
N1 G91 G00 G43 Z-32.0 H01;实际z向将进给-32.0+(- 4.0) = -36.0
N2 G01 Z-21.0 F1000; Z向将从- 36.0位置进给到-57.0位置。
N3 G00 G49 Z53.0; Z向将退回到53.0+4.0, 返回补始位置。
2.刀具半径补偿
刀具半径补偿是指数控装置使刀具中心偏移零件轮廓一个指定的刀具半径值。
根据ISO标准,当刀具中心轨迹在程序加工前进方向的右侧时,称右刀具半径补偿,用G42表示;反之称为左刀具半径补偿,用G41表示;撤销刀具半径补偿用G40表示。
刀具半径补偿功能的优点是:在编程时可以按零件轮廓编程,不必计算刀具中心轨迹;刀具的磨损,刀具的更换不要重新编制加工程序;可以采用同一程序进行粗、精加工;可以采用同一程序加工凸凹模。
数控加工工艺及编程 刀具补偿功能
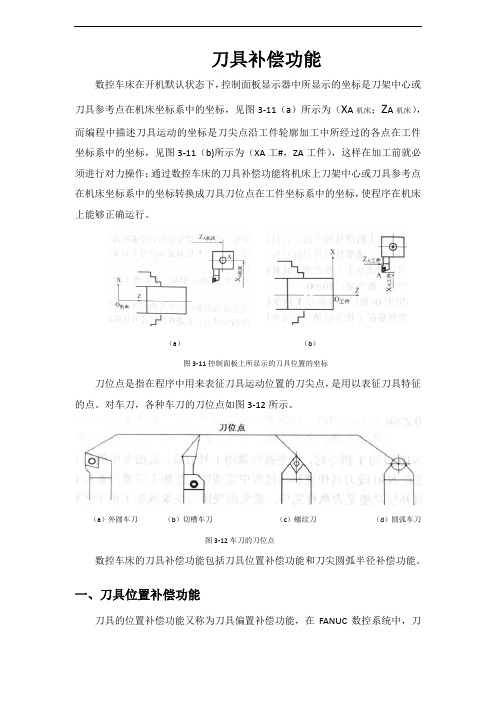
刀具补偿功能数控车床在开机默认状态下,控制面板显示器中所显示的坐标是刀架中心或刀具参考点在机床坐标系中的坐标,见图3-11(a)所示为(X A机床;Z A机床),而编程中描述刀具运动的坐标是刀尖点沿工件轮廓加工中所经过的各点在工件坐标系中的坐标,见图3-11(b)所示为(XA工#,ZA工件),这样在加工前就必须进行对力操作;通过数控车床的刀具补偿功能将机床上刀架中心或刀具参考点在机床坐标系中的坐标转换成刀具刀位点在工件坐标系中的坐标,使程序在机床上能够正确运行。
(a)(b)图3-11控制面板上所显示的刀具位置的坐标刀位点是指在程序中用来表征刀具运动位置的刀尖点,是用以表征刀具特征的点。
对车刀,各种车刀的刀位点如图3-12所示。
(a)外圆车刀(b)切槽车刀(c)螺纹刀(d)圆弧车刀图3-12车刀的刀位点数控车床的刀具补偿功能包括刀具位置补偿功能和刀尖圆弧半径补偿功能。
一、刀具位置补偿功能刀具的位置补偿功能又称为刀具偏置补偿功能,在FANUC数控系统中,刀具的位置补偿一般包括刀具形状补偿功能和刀具磨损补偿功能。
数控车床上应用刀具位置补偿功能,其作用一是设定工件坐标系,二是设定刀具的刀位补偿值。
1.刀具形状补偿功能在实际加工中,通常要用多把刀具加工零件轮廓,而每把刀装夹在刀架上的刀位点的位置是不同的,如图313所示。
编程时是以一把刀的刀位点为基准设定工件坐标系的,在加工时,必须将所有万具的刀位点都偏移到此基准点的位置,如图3-14所示,这在FANUC数控系数控车床上就需要通过刀具形状补偿功能来实现。
图3-13刀具装夹在刀架上刀尖点的位置图3-14刀具补偿后的刀尖点重合于一点FANUC数控系统刀具形状补偿功能在加工程序运行中是通过刀具指令(T功能)自动实现的,如T0202,表示调用2号刀具加工,并执行02补偿单元中的力具补偿量。
当加工程序运行至T指令时,刀架会移动一个预先设置到系统中的刀具形状补偿量(即如图3-14中所示的ΔX、ΔZ),自动完成刀具的位置补偿。
数控机床刀补原理

数控机床刀补原理在数控机床加工中,刀具补偿(又称刀补)是一项非常重要的操作步骤,它可以有效地提高加工精度和效率。
本文将介绍数控机床刀补的原理及其在加工中的应用。
1. 刀具补偿的概念刀具补偿是指通过在数控编程中对刀具轨迹进行微小调整,以补偿刀具造成的尺寸误差。
在数控机床加工中,由于刀具磨损、热变形等原因,刀具的实际加工轨迹往往会与理论轨迹有一定的偏差,而通过刀具补偿可以在一定程度上消除这种偏差,从而保证加工件的质量。
2. 刀具补偿的类型2.1 几何补偿几何补偿是根据刀具的实际形状和尺寸对刀具轨迹进行调整。
主要包括半径补偿、长度补偿等。
通过对几何形状进行补偿,可以保证加工出的零件尺寸准确。
2.2 补偿方式补偿方式主要包括刀尖补偿、刀具半径补偿和长度补偿三种。
刀尖补偿是以刀尖坐标为基准进行的补偿;刀具半径补偿是以刀具圆弧轨迹的端点坐标为基准进行的补偿;长度补偿是以刀具长度方向的终点为基准进行的补偿。
3. 刀具补偿原理刀具补偿的原理是在数控编程中通过增加或减小刀具轨迹的相关参数来实现,这些参数会影响刀具所切削的路径。
根据实际情况,对刀具轨迹进行微调,从而达到补偿刀具尺寸误差的目的。
4. 刀具补偿的应用在数控机床加工中,刀具补偿广泛应用于各种加工类型,如铣削、钻削、车削等。
通过合理的刀具补偿操作,可以提高加工精度和效率,减少成本,并且适用于各种复杂曲线和曲面零件的加工。
5. 结语刀具补偿是数控机床加工过程中的重要环节,通过对刀具轨迹进行微小调整,可以有效地提高加工精度和效率。
掌握刀具补偿原理,合理应用刀具补偿技术,对于提高数控机床加工质量和效率具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具补偿功能
(实际生产步骤)
在数控编程过程中,一般不考虑刀具的长度与刀尖圆弧半径,而只考虑刀位点与编程轨迹重合。
但在实际加工过程中,由于刀尖圆弧半径与刀具长度各不相同,在加工中会产生很大的误差。
因此,实际加工时必须通过刀具补偿指令,使数控机床根据实际使用的刀具尺寸,自动调节各坐标轴的移动量,确保实际加工轮廓和编程轨迹完全一致。
数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致的功能,称为刀具补偿功能。
1.刀具半径补偿:(G40,G41,G42)
G40:取消半径刀补
G41:刀具左补偿(沿着刀具前进的方向看,刀具在工件的左边)
G42:刀具右补偿(·································右边)
数控机床加工时以刀具中心轴的坐标进行
走刀,依据G41或G42使刀具中心在原来
的编程轨迹的基础上伸长或缩短一个刀具
半径值,即刀具中心从与编程轨迹重合过
渡到与编程轨迹偏离一个刀具半径值,如图
刀具补偿指令是模态指令,一旦刀具补偿建立后一直有效,直至刀具补偿撤销。
在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
刀具半径补偿仅在指定的2D 坐标平面内进行。
而平面由G 指令代码
G17( xy平面)、G18( zx平面)、G19( yz平面)确定。
刀具半径值则由刀具号H(D)确定
2.刀具长度补偿
所谓刀具长度补偿,就是把工件轮廓按刀具长度在坐标轴(车床为x、z轴)上的补偿分量平移。
对于每一把刀具来说,其长度是一定的,它们在某种刀具夹座上的安装位置也是一定的。
因此在加工前可预先分别测得装在刀架上的刀具长度在x和z方向的分量,即Δx刀偏和Δz 刀偏。
通过数控装置的手动数据输入工作方式将Δx和Δz 输入到CNC 装置,从CNC 装置的刀具补偿表中调出刀偏值进行计算。
数控车床需对x轴、z轴进行刀具长度补偿计算,数控铣床只需对z轴进行刀具长度补偿计算。