焊接过程记录 QMS
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检Байду номын сангаас者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程记录与检查表

. . .. . .
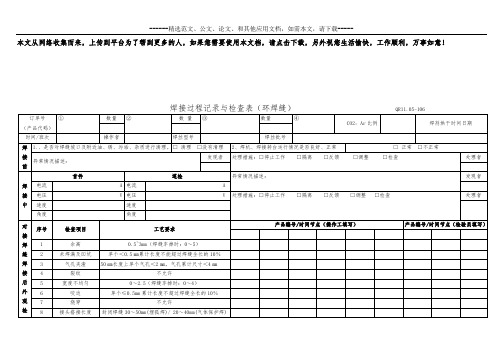
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接过程记录与检查表(新)
焊丝型号
焊丝批号
焊பைடு நூலகம்前
1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
□清理□没有清理
2、焊机、焊接转台运行情况是否良好、正常
□正常□不正常
异常情况描述:
发现者
处理措施:□停止工作□隔离□反馈□调整□检查
处理者
焊接中
首件
巡检
异常情况描述:
发现者
电流
A
电流
A
电压
V
电压
V
处理措施:□停止工作□隔离□反馈□调整□检查
焊接过程中发生异常反馈:
异常情况描述:
发现者
问题处理措施:□停止工作□隔离□反馈□调整□检查
处理者
说明:1―记录频率:每隔2小时/次。2―检验人员检查操作者是否按操作者自检记录表内容执行.3―检验员按<焊接作业指导书>进行首巡末检查.
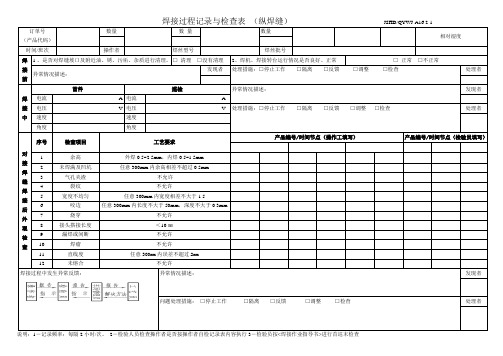
焊接过程记录与检查表(环焊缝)JSHD/QYWJ-A16.2-2
订单号
任意300mm内余高相差不超过0.5mm
3
气孔夹渣
不允许
4
裂纹
不允许
5
宽度不均匀
任意300mm内宽度相差不大于1.5
6
咬边
任意300mm内长度不大于50mm,深度不大于0.3mm
7
烧穿
不允许
8
接头搭接长度
<10㎜
9
漏焊或间断
不允许
10
焊瘤
不允许
11
直线度
任意300mm内误差不超过2mm
12
未熔合
不允许
问题处理措施:□停止工作□隔离□反馈□调整□检查
处理者
说明:1―记录频率:每隔2小时/次。2―检验人员检查操作者是否按操作者自检记录表内容执行.3―检验员按<焊接作业指导书>进行首巡末检查.
焊接工序记录

电压:
焊速:
焊条(丝):
无焊渣
无飞溅
无弧坑
焊缝成形
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
电流:
电压:
焊速:
焊条(丝):
无焊渣
无飞溅
无弧坑
焊缝成形
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
电流:
电压:
焊速:
焊条(丝):
无焊渣
无飞溅
焊接工序记录
产品名称:托辊规格型号:
日期
零部件名称
数量
工艺
外观
操作者
检验结果
检验员
参数
实测
质量要求
实测
合格
不合格
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
电流:
电压:
焊速:
焊条(丝):
无焊渣
无飞溅
无弧坑
焊缝成形
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
焊条(丝):1.2
电流:
电压:
焊速:
焊条(丝):
无焊渣
无飞溅
无弧坑
焊缝成形
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
电流:
电压:
焊速:
焊条(丝):
无焊渣
无飞溅
无弧坑
焊缝成形
电流:130-150A
电压:19-21V
焊速:40-50
焊条(丝):1.2
焊接试验记录

管外径(mm):Outside Pipe Diamerer(mm):
金属传递方式:Mode of Metal Transfer:
焊接位置:Welding Position:
连接形式和焊接:Joint Type and weld:
焊接准备细节(草图)*:Weld Preparation Details(Skepeed*
热输入*
Heat
Input*
金属传递
Metal
transfer
焊接名称和型号:
连接设计Joint Design
焊接顺序Welding Sequences
焊接细节
焊道
Run
焊接工艺
Welding
peocess
焊料规格
Size of Filler
Material
电流A
Current
A
电压V
Voltage
V
电流的
形式和极性
Type of current
/Polarity
送丝速度
Wire Feed
ISO 15614-1:2004(E)
焊接实验记录Record of weld test
地点:Location:
检验员或检验团体:Examiner or examining body:
QMS的审核方法、程序及要求

QMS的审核方法、程序及要求2008年度审核员培训资料针对在技术评审中发现的问题,为进一步提高审核质量,最大限度的减少审核风险,对QMS审核方法、程序及要求提出如下的建议,供各位审核员在审核过程中参照执行。
一、现场审核中存在的问题及解决方法要求1、审核时各条款存在不足及解决的方法4.1总要求:查该条款的审核记录,多数审核员在审核记录中,未审认证范围的确认,造成认证范围确定的不准确。
审核要求:审核员在与高层管理者座谈审核4.1过程时,特别关注审核QMS认证产品范围的确认,为确认认证范围提供依据。
总则在审核该条款时少数审核员未审质量方针、质量目标是否形成文件及标准要求的记录。
,要求按标准审核。
4.2.2质量手册在审核该条款时,未说明减过程的理由。
要求审核时,说明删减过程的理由,评价删减的合理性。
文件控制审核中存在的问题,部分审核员,未审文件的控制范围,文件发布前的审批,文件发放,外来文件的识别。
要求按标准要求审核,不能遗漏条款的内容。
少数审核员审核条款的内容,不满足5.1中a-e内容要求,有的记录审核内容与5.1要求无关。
要求审QMS运行以来最高管理者,为实现管理承诺内容,记录内容应满足a-e要求。
多数审核员对该条款的审核均未满足标准要求要求审核:a)记录企业产品的顾客是谁,顾客要求是什么?b)企业以什么方法识别顾客的要求(),通过什么措施满足顾客的要求(8.2.1)质量方针在审核该条款时,存在的问题:a)有的审核员,不记录方针的内容,未审方针制定的符合性,有的记录未满足a-c要求,有的审核员记录的是质量目标的内容。
b)不审方针的贯彻实施。
c)不审方针适应性的评审。
要求:按标准要求审核。
质量目标审核时:a)未记录质量目标的内容及符合性评价。
b)未审质量目标的分解的具体内容。
c)未审质量目标的考核或审的总目标的考核,未审分解目标的考核。
要求:按标准审核,质量目标完成情况应必审,在审目标完成情况时,对企业总目标及分解各部门目标的完成情况都要审核,可集中审核,也可在归口部门审核。
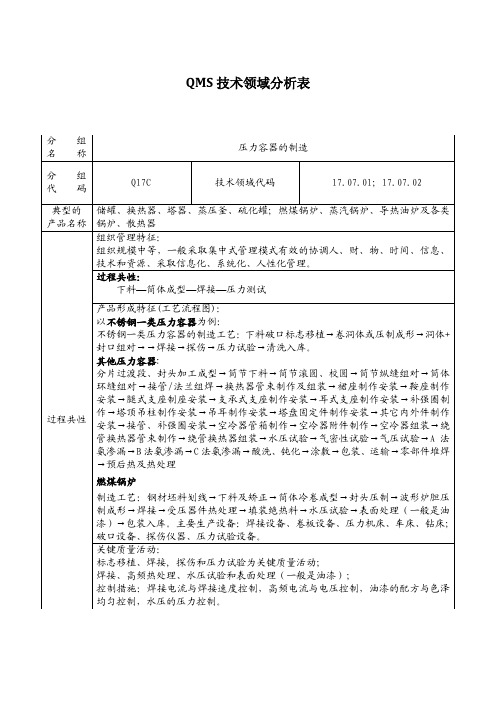
QMS (压力容器的制造)
合金结构钢 1 号修改单 合金结构钢 1 号修改单
输送液体用无缝钢管 不锈钢复合钢板和钢带 碳素结构钢和低合金结构钢热扎薄钢板和钢带 碳素结构钢和低合金结构钢热扎厚钢板和钢带
GB4237 不锈钢热扎钢板 GB/T712 GB/T3091 GB16749 GB3531 GB3531 GB6654 GB6654 GB6654 船体用结构钢 低压流体输送用焊接钢管 压力容器波形膨胀节 低温压力容器用低合金钢钢板 1 号修改单 低温压力容器用低合金钢钢板 1 号修改单
GB/T12771 流体输送用不锈钢焊接钢管 GB/T983 GB/T5117 GB/T5118 不锈钢焊条 碳钢焊条 低合金钢焊条
GB/T14957 熔化焊用钢丝 GB/T5293 埋弧焊用碳钢焊丝和焊剂
GB/T12470 低合金钢埋弧焊用焊剂 GB/T985 GB/T986 气焊、手焊、电弧焊及气体保护焊焊缝坡口的基本形式及尺寸 埋弧焊焊缝坡口的基本形式及尺寸
技术领域 行政许可: 内差异 17.07.01:需要一二三类压力容器工业产品生产许可证要求;特种设备制造许可、 安全生产许可。 17.07.02:锅炉制造/安装/改造/维修许可; 机电设备安装工程专业承包,民用合成压设备设计/制造/安装许可证。 顾客期望: 产品质量能够满足相关标准要求; 价格、服务;产品质量能够满足相关标准要求。
风险等级
特殊 过程共性与差异: 过程共性:下料—筒体成型—焊接—压力测试 过程差异:17.07.01 生产工艺中含有受压器件热处理、填装绝热料过程。 关键质量活动差异: 17.07.01:标志移植、焊接, 探伤和压力试验为关键质量活动; 17.07.02:焊接、高频热处理、水压试验和表面处理(一般是油漆)。
压力容器用钢板 1 号修改单 压力容器用钢板 2 号修改单 压力容器用钢板 1 号修改单 2 号修改单
焊接工序确认记录
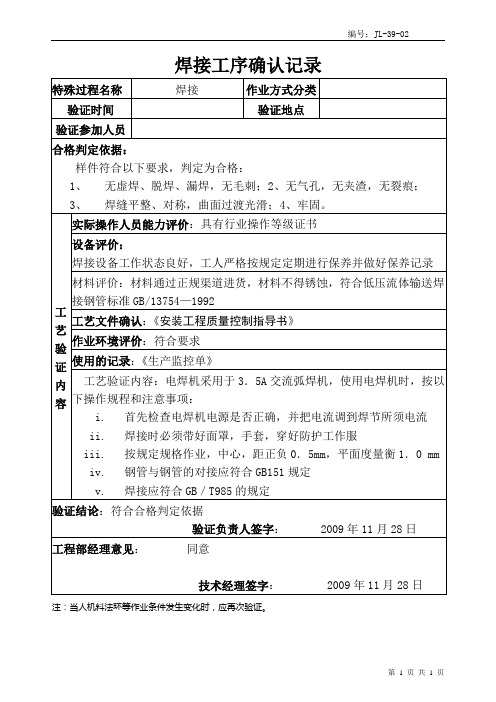
iii.按规定规格作业,中心,距正负0.5mm,平面度量衡1.0 mm
iv.钢管与钢管的对接应符合GB151规定
v.焊接应符合GB/T985的规定
验证结论:符合合格判定依据
验证负责人签字:2009年11月28日
工程部经理意见:同意
技术经理签字:2009年11月28日
焊接工序确认记录
特殊过程名称
焊接
作业方式分类
验证时间
验证地点
验证参加人员
合格判定依据:
样件符合以下要求,判定为合格:
1、无虚焊、脱焊、漏焊,无毛刺;2、无气孔,无夹渣,无裂痕;
3、焊缝平整、对称,曲
证
内
容
实际操作人员能力评价:具有行业操作等级证书
设备评价:
焊接设备工作状态良好,工人严格按规定定期进行保养并做好保养记录
材料评价:材料通过正规渠道进货,材料不得锈蚀,符合低压流体输送焊接钢管标准GB/13754—1992
工艺文件确认:《安装工程质量控制指导书》
作业环境评价:符合要求
使用的记录:《生产监控单》
工艺验证内容:电焊机采用于3.5A交流弧焊机,使用电焊机时,按以下操作规程和注意事项:
i.首先检查电焊机电源是否正确,并把电流调到焊节所须电流
注:当人机料法环等作业条件发生变化时,应再次验证。
质量控制点关键工序过程记录焊接
质量控制点关键工序过程记录:焊接引言焊接是一种重要的金属连接工艺,广泛应用于制造业的各个领域。
通过焊接,可以将两个或多个金属零件牢固地连接在一起,形成稳固的结构。
然而,由于焊接过程存在一定的复杂性和技术要求,为了确保焊接质量的稳定和可靠,质量控制点在焊接过程中显得尤为重要。
1. 焊接前准备在进行任何焊接工作之前,必须进行充分的焊接前准备工作。
这包括清理金属表面,去除可能影响焊接质量的杂质和氧化物。
同时,还需要检查焊接设备的工作状态和焊接工具的可用性,并确保它们处于良好的工作状态。
2. 材料准备对于焊接工作来说,选择合适的焊接材料至关重要。
这意味着在选择焊条、焊丝和焊剂时,需要根据焊接材料的类型和工作条件进行合理的选择。
同时,还需要对焊接材料进行预处理,包括修剪、除去锈蚀等,以确保焊接质量。
3. 焊接参数设置焊接参数的设置对焊接质量有着直接的影响。
包括焊接电流、电压、焊接速度等参数的设定,必须根据焊接材料的类型、厚度和焊接位置等因素进行合理的调整。
同时,还需要根据焊接工艺规范进行操作,确保焊接参数的稳定和准确。
4. 焊接过程控制在焊接过程中,焊工需要严格控制焊接条件,以确保焊接质量。
这包括焊接速度、焊接角度和焊接形状等方面的控制。
同时,焊工还需要注意焊接过程中的焊缝形态和焊接温度等因素,并及时进行调整和修正。
只有熟练掌握焊接技术并确保每一个焊接点的质量,才能保证焊接质量的稳定和可靠。
5. 焊后处理焊后处理是指焊接完成后对焊接点进行清理和处理的过程。
这包括去除焊渣、修整焊接点等。
同时,还需要对焊接点进行外观检查和尺寸测量,以确保焊接质量的符合要求。
结论质量控制点在焊接过程中起着至关重要的作用。
只有通过充分的焊接前准备、合适的材料准备、正确的焊接参数设置、严格的焊接过程控制和适当的焊后处理,才能保证焊接质量的稳定和可靠。
焊工应不断提升自身的技术水平和质量意识,并遵循相关的焊接规范和操作指导,以确保焊接工作的安全和质量。
焊接产品过程质量记录表(压缩空气)

规格:D80*43
是口
否 口
108
28
0.6
7
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
55
汽油管道
材料:
不锈钢无缝管
规格:D80*43
是口
否 口
112
28
0.8
9
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
56
汽油管道
材料:
不锈钢无缝管
规格:D80*43
是口
否 口
115
32
0.9
8
形状
外观
1
1
形状
是口
否 口
110
32
0.8
9
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
28
压缩空气管道
材料:
镀锌无缝管
规格:D150*4.53
是口
否 口
120
35
0.9
11
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
29
压缩空气管道
材料:
镀锌无缝管
规格:D150*4.53
是口
否 口
105
30
0.7
8
形状
外观
1
1
形状
外观
1
焊接过程记录与检查表
本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载,另外祝您生活愉快,工作顺利,万事如意!
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
订单号①数量②
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.。
焊接过程记录

焊接过程记录嘿,朋友们!今天咱就来讲讲焊接过程记录这档子事儿。
你说焊接像啥?就好比是给金属搭鹊桥,让它们紧紧相连,永不分离。
这可不是随随便便就能干好的活儿呀!当你准备开始焊接的时候,那可得像准备一场大战一样认真。
先得把要焊接的地方清理得干干净净,不能有一点儿杂质,不然就像在脏桌子上摆美食,那能好吃吗?然后选好合适的焊条,这就跟挑武器一样重要。
接着,点火啦!那一瞬间的火花,就像夜空中绽放的烟花,可美啦!但你可别光顾着欣赏,得赶紧专注起来。
焊接的时候,手要稳,眼要准,心要静。
你想想,要是手一抖,那焊缝不就歪歪扭扭的啦,那不就成丑八怪啦!就好像你走路走得歪七扭八的,多难看呀。
焊接的过程中,那热度可高啦,就跟夏天站在大太阳底下似的。
但你不能怕热就跑开呀,得坚持住。
而且要注意焊接的速度,太快了不行,太慢了也不行,这得掌握好节奏,就跟跳舞似的,要有韵律。
每焊一段,你都得好好瞅瞅,看看有没有啥问题。
要是有小气孔啥的,就跟脸上长了痘痘似的,得赶紧处理掉。
你说要是你脸上有痘痘,你能不管不顾吗?肯定得想办法弄掉呀。
等焊接完了,可别以为就大功告成啦。
还得检查检查焊缝,看看结实不结实,美观不美观。
这就好比你盖了一座房子,最后得看看房子牢不牢固,漂不漂亮呀。
咱再说说焊接时候的那些个小细节。
焊条的角度得把握好,不然怎么能焊得漂亮呢?还有电流的大小,就跟调水温似的,得合适才行。
电流大了,就跟水太烫了,会烫伤;电流小了,就跟水太凉了,洗不干净。
焊接这活儿,可不是一天两天就能练成高手的。
那得经过一次次的实践,一次次的失败,然后才能越来越厉害。
就跟学骑自行车似的,一开始谁不摔几个跟头呀,但摔着摔着不就会骑了嘛。
总之,焊接过程记录可重要啦,把每一个步骤,每一个细节都记下来,以后再遇到类似的情况,就知道该咋干啦。
这就跟写日记似的,把自己的经历都记下来,以后还能拿出来回味回味呢。
所以呀,大家可别小瞧了这焊接过程记录哦,它可是咱焊接的好帮手呢!。
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK / NO
垂直度:OK / NO
高度:OK / NO
法兰对正:OK / NO
焊缝返修次数:返修质量:OK / NO
4
地脚、堵块、滚轮支架等其他焊接焊接方:焊缝质量:OK / NO
焊接尺寸符合图纸要求:OK / NO
焊缝返修次数:返修质量:OK / NO
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK / NO
焊接材质确认:OK / NO
焊接部位表面质量:OK / NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK / NO
焊接无损检测:OK / NO
焊缝返修次数:返修质量:OK / NO
焊接记录
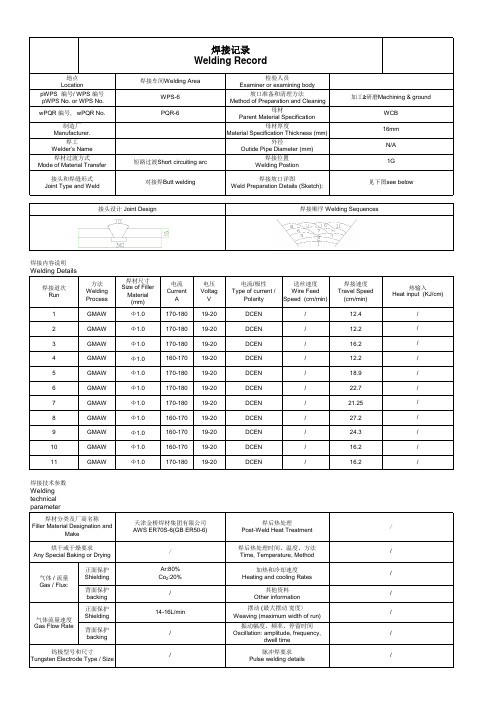
焊接道次Run方法Welding Process 焊材尺寸Size of Filler Material (mm)电流Current A 电压Voltag V 电流/极性Type of current /Polarity送丝速度Wire Feed Speed (crn/min)焊接速度Travel Speed (crn/min)1GMAW Φ1.0170-18019-20DCEN /12.42GMAW Φ1.0170-18019-20DCEN /12.23GMAW Φ1.0170-18019-20DCEN /16.24GMAW Φ1.0160-17019-20DCEN /12.25GMAW Φ1.0170-18019-20DCEN /18.96GMAW Φ1.0170-18019-20DCEN /22.77GMAW Φ1.0170-18019-20DCEN /21.258GMAW Φ1.0160-17019-20DCEN /27.29GMAW Φ1.0160-17019-20DCEN /24.310GMAW Φ1.0160-17019-20DCEN /16.211GMAWΦ1.0170-18019-20DCEN/16.2正面保护Shielding 背面保护backing 正面保护Shielding 背面保护backing///////////10-15mm背部清根要求Details of Back Gouging /Backing 气体流量速度Gas Flow Rate/气体 / 流量Gas / Flux:Ar:80%Co 2:20%>= 5℃预热温度Preheat Temperature///14-16L/min喷嘴至工件距离Distance contact tube / workpiece/等离子焊接要求Plasma welding details脉冲焊要求Pulse welding details 钨极型号和尺寸Tungsten Electrode Type / Size /焊材分类及厂商名称Filler Material Designation andMake 焊后热处理时间、温度、方法Time, Temperature, Method 振动幅度、频率、停留时间Oscillation: amplitude, frequency,dwell time加热和冷却速度Heating and cooling Rates摆动 (最大摆动 宽度〉Weaving (maximum width of run)烘干或干燥要求Any Special Baking or Drying其他资料Other information//短路过渡Short circuiting arc母材厚度Material Specification Thickness (mm)外径Outide Pipe Diameter (mm)1GN/A 天津金桥焊材集团有限公司AWS ER70S-6(GB ER50-6)wPQR 编号, wPQR No.制造厂Manufacturer.母材Parent Material SpecificationWCB 16mm PQR-6焊接记录Welding RecordpWPS 编号/ WPS 编号 pWPS No. or WPS No.地点Location焊接车间Welding Area检验人员Examiner or examining bodyWPS-6坡口准备和清理方法Method of Preparation and Cleaning加工&研磨Machining & ground/焊接位置Welding Postion 焊接顺序 Welding Sequences接头设计 Joint Design 焊工Welder’s Name 焊材过渡方式Mode of Material Transfer 对接焊Butt welding见下图see below热输入Heat input (KJ/cm)焊后热处理Post-Weld Heat Treatment 接头和焊缝形式Joint Type and Weld焊接坡口详图Weld Preparation Details (Sketch):////记录人员 Recorder检验人员Examinre or examining body姓名、日期、签名Name, date and signature姓名、日期、签名Name, date and signature。
QMS-SOP-SP-03 管道焊接标准操作程序(下发版)
Review and Approval 审核和批准Revision History修订历史1. Purpose目的Standard pipe welding operation.规范管道焊接操作。
2. Scope范围Applicable to pipe welding operation of undertake project.适用于公司承接项目的管道焊接操作。
3. Terms and Definitions术语和定义Adopt terminologies and definitions set fouth in GB/T19000-2008 idt ISO9000׃2005, Qualitymanagement system—Fundamentals and vocabulary.本程序采用GB/T19000-2008 idt ISO9000׃2005《质量管理体系基础和术语》中的术语和定义。
4. Responsibilities职责4.1. Endoscopy examination is carried out by welder.焊接者负责对管道焊接进行内窥镜检查。
4.2. Report of endosopy examine is reviewed by site manager.现场经理负责对内窥镜检查报告进行审核和确认。
5. Procedure/Requirements程序/要求5.1. Regulations编制依据1)中国国家标准GB 20801-2006: 压力管道规范- 工业管道2)《电力建设施工及验收技术规范》(管道篇)DL5031-943)《工业金属管道施工及验收规范》GB50235-974)《电力建设施工及验收技术规范》(焊接篇)DL5007-925.2. General requirements总体要求5.2.1. Manual Tungsten Inert Gas (TIG) welders and orbital welders using these procedure shallbe qualified by making coupon test welds using actual job material. These coupons shall besubject to the same Independent examination as the automatic welds.采用这些程序的手动TIG焊接工和自动轨道焊工,将用实际工作材料作焊接试样测试以确认合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接过程记录QMS-QR-YR025A 产品名称产品编号
记录员:检查员:
注:无线能量要求时选用此表。
焊接过程记录QMS-QR-YR025B 工程名称产品名称产品编号(设备位号)
注:有线能量要求时选用此表。
焊条、焊剂烘焙发放记录
工程名称:焊条、焊剂型号(牌号):续表G04.03.QR2/1
填表说明:
1、每张表只填同一天烘焙的同牌号、同规格的一种焊条(或焊剂),且应每批次一结,结转后的焊材进行二次烘焙。
2、“烘焙批次”的编号方法为:取年、月、日各两位数字以及当天的烘焙顺序号组合而成。
如2005年7月15日第一批烘焙的焊材,其烘焙批次为050715-1。
注意当同一批烘焙的焊条炉批号不同时,应在批次后加注“A、B、…”等英文字母进行识别。
3、焊接位置:对容器应写明产品编号或设备位号,对管道则应写明管线号。
焊丝发放表QMS-QR-YR030
发放人:材(焊)检员:
焊接环境及焊材库监测记录G04.03.QR1
记录员:
注:该表应每天早上十点前、下午六点前各记录一次。
焊缝返修通知单
QMS-QR-YR017
注:该返修工艺由项目焊接责任师编制,质保工程师批准;如属超次返修,则应由公司焊接主管责任师编制,项目质保工程师批准。
焊缝返修记录。