ASP-60粉末高速钢
高速钢

制作工艺
高速钢的热处理工艺较为复杂,必须经过淬火、回火等一系列过程。淬火时由于它的导热性差一般分两阶段 进行。先在800~850℃预热(以免引起大的热应力),然后迅速加热到淬火温度1190~1290℃(不同牌号实际使用 时温度有区别),后油冷或空冷或充气体冷却。工厂均采用盐炉加热,现真空炉使用也相当广泛。淬火后因内部 组织还保留一部分(约30%)残余奥氏体没有转变成马氏体,影响了高速钢的性能。为使残余奥氏体转变,进一步 提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
高速钢一般不做抗拉强度检验,而以金相、硬度检验为主。
钨系和钼系高速钢经正确的热处理后,洛氏硬度能达到63以上,钴系高速钢在65以上。钢材的酸浸低倍组织 不得有肉眼可见的缩孔、翻皮。中心疏松,一般疏松应小于1级。
金相检验的内容主要包括脱碳层、显微组织和碳化物不均匀度3个项目。
1.高速钢不应有明显的脱碳。显微组织不得有鱼骨状共晶莱氏体存在。
检验高速钢碳化物不均匀度与试样的腐蚀时间有关。有关标准中只提出腐蚀要适当不能过腐蚀,这一点往往 被人们所忽视。实践证实,如果发生了过腐蚀,就会将碳化物染黑,表现出不均匀程度改善的假相,就可能将质 量不好的高速钢误判为优质钢,这一点尤为重要。
谢谢观看
2.高速钢中碳化物不均匀度对质量影响最大,冶金和机械部门对碳化物不均匀度的级别十分重视。根据钢的 不同用途可对碳化物不均匀度提出不同的级别要求,通常情况下应小于3级。
包装检验
包装
检验
成捆交货,用铁丝捆扎,并有标牌标明炉号,规格等印记。但对冷轧钢还要涂防锈ຫໍສະໝຸດ ,并用防潮纸包裹,对 银亮钢还应装箱。
钢号:W6Mo5Cr4V2(M2) 硬度HRC:63-66 抗弯强度/GPa:3.5-4.0 冲 击 韧 性 / ( M J m ²) : 0 . 3 0 - 0 . 4 0 600℃时的硬度HRC:47-48 特点:强度高,热塑性好,耐热性、可磨性稍次于W18Cr4V,可用普通钢玉砂轮磨削 主要用途:适用于制作热成形刀具和承受冲击、结构薄弱的刀具 钢号:W14Cr4VMnRE 硬度HRC:64-66 抗弯强度/GPa:约4.0 冲 击 韧 性 / ( M J m ²) : 约 0 . 3 1
ASP-60材质

ASP-60材质材质:粉末高速钢ASP-60是高耐磨高钴粉末高速钢介绍:ASP-60是一种经粉末冶金ASP工艺制造的含高碳高钒的高合金粉末冶金高速钢,通过奥氏体化可以得到非常高的硬度和抗压强度,它拥有同其他ASP系列材料一样好的热处理尺寸稳定性。
参数:所属品牌:一胜百原产地:瑞典出厂状态:HB340成份:特性:粉末冶金炼制,晶体特幼、耐磨损、韧性高、品质均匀无偏析、易加工、热处理尺寸稳定。
ASP-60是一种超高合金的粉末高速钢,其钴与钒的含量非常高,且经粉末冶金的技术制造出来,如此让钢材是非常均一且拥有一致的特性。
ASP-60跟其它ASSAB粉末合金系列的钢材在硬化后一样拥有非常好的尺寸稳定性。
[1]特点:1、研磨性佳2、硬化后尺寸稳定性佳3、韧性好4、热硬性特优5、耐磨性特优[1]材料应用:1、切边工具2、需要耐磨性与热硬性的工具3、成形工具4、冷作冲压工具5、高速切削刀具6、冷挤模[1]加工方式:1、机械加工(粗铣、研磨、车铣)2、塑性变形3、放电加工、线切割4、焊接(要预热挤注意焊条的成份)5、抛光6、在研磨时,一定要避免表面局部过热的现象产生。
7、研磨砂轮建议选用CBN砂轮。
[1]热处理:软性退火在850-900℃要3小时,再以10℃/h 慢慢冷却700℃/h,然后空冷,应力消除在600-700℃,维持2小时,再慢慢冷却500℃。
硬化1、需先分2步骤预热,450-500℃及850-900℃。
2、然后淬火温度在1100-1190℃,接着冷却到40-50℃。
硬化曲线图如下:淬硬温度范围℃(AUSTENTIZING TEMP.):1100-1180℃常用硬度范围:60-67品质至冠、专业问鼎!本文转自东莞市冠鼎金属材料有限公司了解更多产品请联系我们,我们将竭诚为您服务!。
SKD系列钢
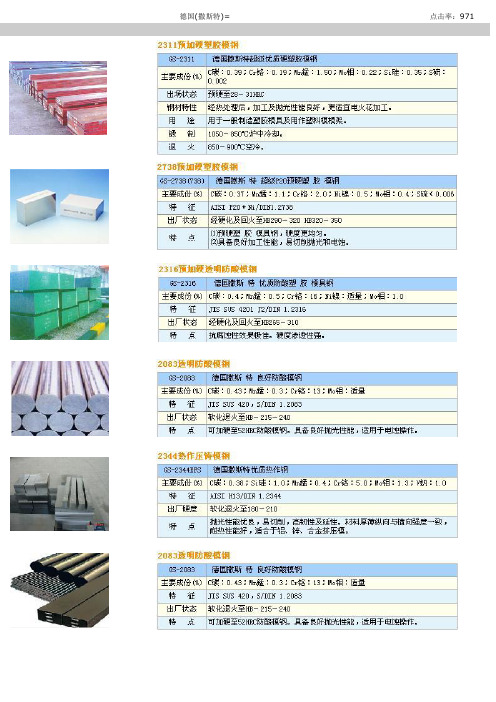
M238 预加硬塑胶模钢
产地 奥地利 化学成份(%) 钢材 编号 AISI 特性 出厂状态 碳 C M238 P20 塑胶 Pre-hardened 模具 HRC31-35 铬 钼 锰 镍 钨 钒 硅 Si 0.3 铝 Al 高要求之塑胶 0.4 2.0 0.2 1.5 1.1 模具、抛光性 钢材用途
重பைடு நூலகம்特性
韧性,对模具寿命最重要的。 ASP-23 是使用粉末冶金制造的工具钢 , 结合最优秀的耐磨耗性的韧性。
用途
ASP-23 特别适合于薄的被加工材的下料及成形,或模具失败,是因为混合 磨粒磨耗及粘着磨耗 ,而且表面产生塑性变形的危险性也高
奥地利(百禄)=
点击率:765
奥地利(百禄 奥地利 百禄)M300 预硬抗腐蚀镜面塑胶模具钢 百禄
M300 BOHLER HIGH GRADE STEEL 奥国“百禄”牌 预硬抗腐蚀镜面塑胶模具钢 C 碳 主要成份(%) 0.38 出厂状态 钢材特点 用 途 锻 制 回 火 淬 火 退 火 0.65 16.00 1.00 0.80 0.40 预加硬至 1000-1100N/mm2(31-35HRC). 此钢热处理后达 31-35HRC,加工及地抛光容易,此钢铬成份达 16%,具有极佳 抗腐蚀性能,尤其对 P.V.C 产品,更见功效,又容易镜面光洁度。 适合一切化学物接触之塑胶模具,透明塑胶产品,或侵蚀物品之模具。 1050℃开始锻打至 850℃回炉并随炉慢冷。 600-700℃或 170-210℃。淬硬后需立即进行回火。时间最少 2 至 2.5 小时。 由 1000-1050℃油或空气冷却。 800-850℃空冷或炉冷至 600℃,硬度可达 285HB。 Mn 锰 Cr 铬 NO 钼 镍 S 硫黄
特性应用 应 用
齿轮滚刀知识总汇

4 ASP60 磨后不镀
80m/min-120m/min
5
ASP60 不镀
80m/min-100m/min
6
ASP30+镀层
100m/min-150m/min
7 ASP30 磨后不镀
70m/min-100m/min
8
ASP30 不镀
60m/min-90m/min
9
M35+镀层
70m/min-80m/min
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
18
2°10′
1.5
17
2°20′
1.6
16
2°30′
1.75
15
2°45′
齿轮滚刀知识总汇 ——赵红荣整理
共7页
五、 小模数滚刀精度检验规格
规格
等级
AAA
1.孔径(+)
AA
A
AAA
垂
2.台阶圆振幅
AA A
直
3.端面振幅
AAA AA
A
AAA
4.齿顶圆振幅
AA
A
AAA
5.单一分割误差
AA
A
偏
AAA
6.累积分割误差
AA
ASP60粉末冶金高速钢
ASP-60粉末冶金高速钢ASP-60是一种经粉末冶金ASP工艺制造的含高碳高钒的高合金粉末冶金高速钢,通过奥氏体化可以得到非常高的硬度和抗压强度,它拥有同其他ASP系列材料一样好的热处理尺寸稳定性。
参数所属品牌:一胜百原产地:瑞典出厂状态:HB260相当布德鲁斯Buderus标准:323相当日立hitachi标准:HAP10物理性能温度:20℃400℃600℃密度:Kg/m3 7980 7870 7805弹性系数:MPa 230,000 205,000 184,000热传导系数:W/m℃24 28 27比热:J/Kg℃420 510 600不同温度内的热膨胀系数温度范围热膨胀系数20-100℃10.8*10-620-300℃11.7*10-620-200℃ 1.1*10-620-400℃12.0*10-620-220℃11.3*10-6100-200℃11.4*10-620-240℃11.3*10-6主要特性和特点特性ASP-60虽然也是高合金钢,但它也具有很高的韧性。
ASP-60还具有非常好的红硬性,它的机加工性能低于其他的低合金高速钢,但耐磨性能高于同类高合金高速钢(稍逊色与ASP-30)。
特点1、极高的耐磨性;2、极高的抗压强度;3、良好的淬透性;4、良好的韧性;5、良好的热处理稳定性;6、抗回火软化性好;主要用途ASP-60特别适合于薄的被加工材的下料及成形,或模具失效是因为混合磨粒磨损及粘著磨损,或知识磨粒磨损,而且表面产生塑性变形的危险性也高者,例如:1、中碳钢或高碳钢的下料;2、冲切已硬化钢板或冷轧钢带;3、含有玻璃纤维的塑料模;4、塑料成形机的零件如:螺杆、料筒、喷嘴、注射头、粉碎刀等等。
介绍ASP-60高速钢高耐磨高韧性材料品牌:瑞典一胜百原产地:瑞典出厂状态:HB260相当布德鲁斯Buderus标准:323相当百禄Bohler标准:相当日立hitachi标准:HAP10相当大同DAIDO标准:主要特性主要特性ASP-60是铬钼钒粉末钢,其特点如下:•高耐磨性(抗磨粒磨损)•高抗压强度•非常好的淬透性•韧性好•热处理的尺寸稳定性好•抗回火软化性好主要用途ASP-60高速钢特别适合于薄的被加工材的下料及成形,或模具失效是因为混合磨粒磨损及粘著磨损,或知识磨粒磨损,而且表面产生塑性变形的危险性也高者,例如:•中碳钢或高碳钢的下料•冲切已硬化钢板或冷轧钢带•含有玻璃纤维的塑料模•塑料成形机的零件如:螺杆,料筒,喷嘴,注射头,粉碎刀等等模具寿命•在不同的用途上使用正确的硬度•高耐磨性•高韧性、以避免因崩角或破裂,造成模具早期失效具有高耐磨性的材料,常常带有韧性低的问题,因此很多例子显示,同时具备高耐磨性及韧性,对模具寿命是最重要的。
粉末高速钢的应用ASP23ASP60ASP-30

美国粉末高速钢A23
美国粉末高速钢A23/A30/A60高速钢牌号对照粉末高速钢-A23/A30/A60粉末高速钢是采用粉末冶金工艺制成;致密度达到100%,无偏析,具有良好的耐热性;在使用硬度超过HRC60时,粉末高速钢是最佳选择,表现出最佳的强度、耐磨性和韧性等机械性能,同时具有极佳的机加工能力和切削性能。
高韧性粉末高速钢牌号对照美国台湾奥地利瑞典A23 GPM-A23 — ASP-23A30 GPM-A30 S590 ASP-30A60 GPM-A60 — ASP-60牌号: 化学成分(%):C Cr Mo V W CoA23 1.28 4.20 5.00 3.10 6.40 ----A30 1.30 4.20 5.00 3.10 6.40 8.30A60 2.30 4.10 7.00 6.50 6.40 0.3A23特性:极高韧性均匀细致碳化物组织、兼具横向与纵向机械性质用途:切削工具:拉刀、滚齿刀、铣刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮、IC封装模具、冷/温锻造模其他:精密冲压模、分条刀A30特性:兼具极高韧性及耐热性均匀细致碳化物组织、兼具横向与纵向机械性质用途:切削工具:拉刀、滚齿刀、端铣刀、刮齿刀、牙攻、特殊钻头等冲压工具:冷间成型、粉末成型、精密冲剪用途模具应用:六角整头模、冷/温锻造模其他:IC封装模、分条刀、裁剪刀、冷轧辊.A60特性:极高强度及耐磨耗性均匀细致碳化物组织、兼具横向与纵向机械性质用途:切削工具:拉刀、滚齿刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮其他:精密冲压模、分条刀热处理温度及参考办法:钢种淬火温度回火温度×次数硬度(HRC)A23 1100-1180℃ 560-580℃×3 60-651175-1220℃ 550-570℃×3 64-66A30 1050-1180℃ 560-580℃×3 62-651180-1220℃ 560-580℃×3 65-671180-1220℃ 540-560℃×3 67-68A60 1180-1200℃ 540-560℃×3 67-70。
齿轮滚刀知识总汇

36
1°05′
0.75
34
1°10′
0.8
32
1°10′
0.85
30
1°15′
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
8000-10000 0.15-0.20
多晶体金刚石
7
TiAlN 氮铝化钛
3300
0.30-0.35
8
TiCN+TiN
碳氮化钛+氮化钛
9
TiAlN+ WC/C
氮铝化钛+碳化钨/碳
10 DLC(a-C:H)
3000 3000 2500
0.4 0.15-0.20 0.1-0.2
TiAlN
11
氮铝化钛
12
9. 适当的润滑 z 实施充分的润滑。 z 粘度高的润滑油噪音较低。
10. 低速运转及低负荷 z 齿轮的转速尽量压低,负荷尽量减轻可减少噪音。
第6页
40mm
32mm
24mm
进刀角度 进刀角度 进刀角度
0.1
250
8′
0.15
120
13′
0.2
125
17′
0.25
100
20′
0.27
冲压模具常用材料种类及热处理
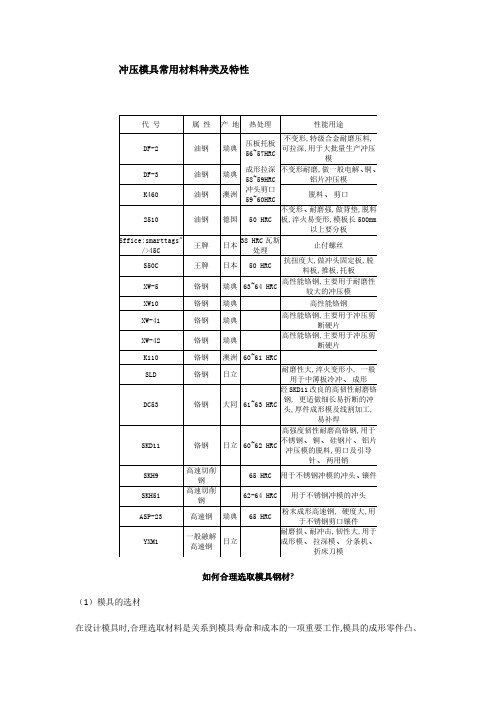
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
模具钢价格对比

模具钢P20优惠价
国产模具钢P20:13.5元/公斤(宝钢)
德国模具钢P20:19元/公斤(撒斯特)
美国模具钢P20:26元/公斤(芬可乐)
模具钢2738优惠价
国产模具钢2738:16元/公斤(宝钢)
德国模具钢2738:19元/公斤(香港)
纯红铜 C1100P 铜公工件
电蚀纯红铜 C1100P 铜公工件
合金铝 6061-T6/T651 吹塑模,吸塑模,鞋模,发泡模
6061-T6511 吹塑模,吸塑模,鞋模,发泡模
7075-T651
合金钢 7022-T651
黄牌中碳钢 S50C-S55C
塑胶模具钢 舞阳718
S50C 优质碳素钢 16元/Kg 28-32
瑞典一胜百 618 预加硬塑胶模具钢 25元/Kg 30-35
718 预加硬塑胶模具钢 48元/Kg 30-36
718H 预加硬塑胶模具钢 56元/Kg 31-38
S136 优质抗腐蚀镜面模具钢 106元/Kg 50-53
S136H 优质抗腐蚀镜面模具钢 118元/Kg 52-55
LKM 2711 高硬度高韧性大型塑胶模
LKM 2083 防酸性良好抛光性塑胶模
LKM 2083H 防酸性一般抛光性塑胶模
LKM 2316A 高酸性塑胶模
LKM 2316 高酸性塑胶模
LKM 2316ESR 高酸性塑胶模
热作工具钢 LKM 2344 金属压铸,挤压模
LKM 2344SUPER 金属压铸,挤压模
模具钢2379优惠价
国产模具钢2379:33元/公斤(五钢)
ASSAB材料对照表
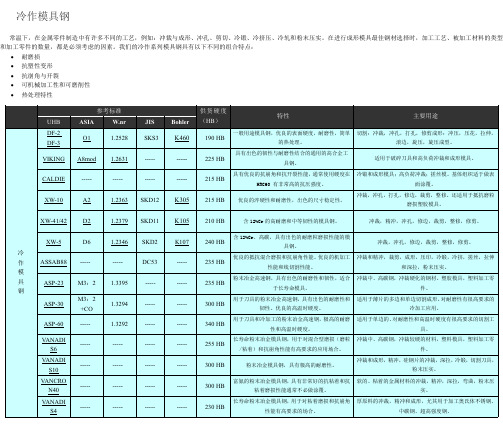
优良的淬硬性和耐磨性,出色的尺寸稳定性。
冲裁,冲孔,打孔,修边,裁剪,整修。还适用于抵抗磨粒 磨损塑胶模具。
XW-41/42
D2
1.2379 SKD11
K105
210 HB
含 12%Cr 的高耐磨和中等韧性的模具钢。
冲裁,精冲,冲孔,修边,裁剪,整修,修剪。
XW-5
含 12%Cr、高碳,具有出色的耐磨粒磨损性能的模
UHB DF-2 DF-3 VIKING
CALDIE
XW-10
参考标准
ASIA
W.nr
O1
1.2528
A8mod 1.2631
-----
-----
A2
1.2363
JIS SKS3 --------SKD12
Bohler K460 --------K305
供货硬度 (HB)
特性
主要用途
一般用途模具钢,优良的表面硬度,耐磨性,简单 切割:冲裁,冲孔,打孔,修剪成形:冲压,压花,拉伸,
冷作模具钢
常温下,在金属零件制造中有许多不同的工艺,例如:冲裁与成形、冲孔、剪切、冷锻、冷挤压、冷轧和粉末压实。在进行成形模具最佳钢材选择时,加工工艺、被加工材料的类型 和加工零件的数量,都是必须考虑的因素。我们的冷作系列模具钢具有以下不同的组合特点:
耐磨损 抗塑性变形 抗崩角与开裂 可机械加工性和可磨削性 热处理特性
300 HB
韧性。优良的高温时硬度。
冷加工应用。
ASP-60
-----
1.3292
-----
用于刀具和冷加工的粉末冶金高速钢,极高的耐磨 适用于单边的、对耐磨性和高温时硬度有很高要求的切割工
-----
中、小模数齿轮滚刀的现状分析
中、小模数齿轮滚刀的现状分析编写:CGMA 小模数齿轮工作委员会俞仁楠中国有句俗语:“好马需配好鞍”。
随着滚齿机数控化、智能化、环保节能技术的提升,具备了高速度、高效率、高精度及环保节能的基础条件,那么齿轮刀具材料技术、加工技术、涂层技术的进步,就起到了有效的保证作用。
用滚刀在工作母机(滚齿机)上,按展成法加工轮缘上带齿的零件。
滚刀是滚齿机上必备的工具,它是刀齿沿圆柱或圆锥作螺旋线排列的齿轮加工刀具,用于按展成法加工圆柱齿轮﹑蜗轮和其他圆柱形带齿的工件。
根据用途的不同﹐滚刀分为齿轮滚刀﹑蜗轮滚刀﹑非渐开线展成滚刀和定装滚刀等。
中、小模数齿轮滚刀具有一定的特殊性及工艺特点。
如:硬质合金滚刀、全切式滚刀、多头滚刀、蜗杆滚刀、硬齿面切削(刮削),在中小模数齿轮加工中得到了广泛应用。
一、滚刀的分类1、按加工性质分类∙┣渐开线齿轮(精切)滚刀(通常称齿轮滚刀:应用最广)——非全切式滚刀、全切式滚刀(顶切)。
∙┣渐开线齿轮(粗切)滚刀——剃前滚刀、磨前滚刀、刮前滚刀、挤前滚刀。
∙┣蜗轮滚刀∙┣蜗杆滚刀∙┣花键滚刀——矩形花键滚刀、渐开线花键滚刀。
∙┣链轮滚刀——滚子链链轮滚刀、套筒链链轮滚刀、齿形链链轮滚刀。
∙┣同步带轮滚刀——梯形齿带轮滚刀、圆弧齿带轮滚刀。
∙┣特殊齿形滚刀——非渐开线展成滚刀2、按结构分类∙┣整体滚刀——带孔(套装)类、带柄(杆式)类。
∙┣焊接式滚刀∙┣可转位式滚刀∙┣定装滚刀3、按材料分类∙┣普通高速钢滚刀—— W18Cr4V、W6Mo5Cr4V2。
∙┣高性能高速钢滚刀—— W6Mo5Cr4V2Co5(美国牌号:M35)、W2Mo9Cr4VCo8(美国牌号:M42)。
∙┣粉末高速钢(PM 高速钢)滚刀——ASP 2030(ASP30)、ASP 2052(ASP52)、ASP 2060(ASP60)∙┣硬质合金—— K40、YG6X4、按滚刀线数(头数)分类∙┣单头齿轮滚刀——一般不标出(普遍采用)。
模具钢介绍

美国按模具服役条件将模具钢分为四大类,美国金属学会工具钢委员会列出了:冷作模具钢、热作模具钢、塑料模具钢、塑胶模具钢 等四大类。其中,冷作模具钢又分出12小类,热作模具钢9小类,塑
模具钢 料模具钢2小类,塑胶模具钢5小类。每个小类的选材又取决于三个主要因素: ◆ 尺寸大小和形状的复杂性, ◆ 被加工的材料, ◆ 耐久性要求或设计寿命。 [1]
冷作模具钢 (1)分为五组:W组、O组、A组、D组、S组。 ◆ W组即水淬模具钢,有11个钢种,7个碳素模具钢,含碳量从0.7%-1.3%。 ◆ O组即油淬冷作模具钢(俗称油钢),有4个钢种,含碳量在0.85%-1.55%, ◆ A组即空淬中合金冷作模具钢,有9个钢种,含碳量从0.5%-2.25%。 ◆ D组即高碳高铬冷作模具钢,有7个钢种,含碳量0.9%-2.5%。 ◆ S组即耐冲击工具钢,有7个钢种,含碳量0.4%-0.6%。 用于冷作模具还有高速钢(HSS组)和超高速钢(SHSS组),钴基硬质合金和钢结硬质合金(HA组),粉末钢和工程陶瓷(PIM组 ),碳钨工具钢(F组),特殊用途工具钢(L组)。 (2)冷轧模具钢的选用 冷轧模具钢的主系列是高硬冷作类,主要用于要求高抗压和耐磨为主的模具,硬度高于HRC60-62。对于要求耐冲击、韧性高的模具, 硬度低于HRC60- 62,主要用S类和部份A类和最普通的调质钢、弹簧钢、热作模具或基体钢。对于大型冲压模,如汽车外型冲压件, 主要用铸铁类。简易或寿命数量少的用锌基合金或高分子复合材料。 高速钢和超高速钢在冷作模具中的应用迅速增长。主要是有高的"抗压强度/硬度" 比值。且硬度可在HRC60-70之间选择。 粉末模具钢有优良的耐磨寿命,硬度不大高HRC60-62,应用相当多。 碳素工具钢在寿命10万件的冲头或软材料冲压模仍有一定的应用范围。 [1]
粉末高速工具钢
粉末高速工具钢杨秋((辽宁工程技术大学材料科学与工程学院阜新123000)摘要: 粉末高速钢是通过特殊方法把高速钢微细粉末成形并烧结而制成的高速钢材产品,简称PMHSS粉末高速钢具有碳化物颗粒细小、夹杂物含量少、分布均匀等的显微组织特点,使高速钢的抗弯强度、硬度和切削性能得到了显著提高。
关键词: 综述;粉末高速钢;研究趋势;进展1 PM HSS钢种开发2.1第一代PM HSs上世纪70 年代工业化生产的PM Hss 由美国Crucible 厂和瑞典Stora 厂(现属法国Erasteel 公司)相继投产,此为第一代的PM粉末高速工具钢HSS第一代PM HSS生产者使用1-2 t的中间钢包,其钢材夹杂物含量相当电弧炉+U'钢包精炼钢的水平,但是第一代PMHSS勺抗弯强度较普通熔炼高速钢提高了约1倍。
2.2第二代PM HSS继第一代PM HSS之后,各生产厂对设备和生产工艺进行了改进和更新,谓ESH技术就是带有电渣加热和吹Ar 设备的中间钢包系统, 2 个石墨电极浸入碱性电渣内。
电流通过钢水表面的活性渣产生热量,可保证 3 h 内高速钢钢水雾化过程中温度稳定,又可使钢水脱硫、脱氧。
同时自钢包底吹Ar 搅拌,使中间钢包钢水温度均匀化,又促进钢水净化反应。
采用ESH方法生产的PM HSS称为第二代PMHSS其产品商标也改为ASP2000系列(如ASP 2030,以前第一代称ASP 30),它比第一代的PM HSSi冈材更为纯净,非金属夹杂物含量可减少90%,淬回火后的钢材韧性可提高20%。
钢材的质量和性能对化学成分的波动非常敏感,通常要求成分的波动范围愈小愈好。
第二代钢较第一代钢达到了更高的技术水平,成分波动范围比第一代缩小近50%。
此外,第二代PMHSS ASP 2000系列钢材的纵向与横向抗弯强度相差较小约为22% -32 %,而普通熔炼HSS(M2 M42)的相应值达200 %以上,并随钢材直径而变化,直径愈大,纵向和横向抗弯强度相差值也愈大。
自动化设备常用材料
自动化设备常用材料三
SCM440:属中等淬透性钢,热处理后有较好的强度和良好的综合力学性能, 工艺性好,成材率高。最高使用温度为 427℃。可用作汽轮机紧固件。 也可用作凸轮材料。 ASP-23:520/kg,高硬度、高耐磨性、高韧性粉末高速钢,硬度高达 HRC60-66,用于精密冲模的冲头。 有机玻璃:(PMMA)28/kg,有一定强度和耐温变性,质较脆,表面硬度 不够易擦毛。 电木:(环氧树脂层压板)32/kg,电气绝缘性良好,作电器地板; 也可采用镀锌钢板做电器地板。 铝型材:构建机架用 方通:用的最多的是结构用焊接方通(GB/T6728),也称:方钢管。 AL6061:(以镁、硅为主要合金元素)55-65/KG,中等强度<270Mpa,抗腐 蚀性和机加工性好,1.镀镍;2.阳极氧化HRC42-55(a:阳极本色氧化, 厚度8-15u;b:阳极黑色氧化,厚度20-30u;c:硬质阳极氧化,厚度 12-20u;d:硬质阳极氧化黑,厚度20-30u)。 SUS316:不锈钢塑性、韧性、冷变性、焊接工艺性能良好,316高温强度 好,316L高温性能稍差,但耐蚀性好于316,由于含碳量低且含有2%-3% 的钼,提高了对还原性盐和各种无机酸和有机酸、碱、盐类的耐腐蚀性 能,同时高温性强度。
自动化设备常用材料二
脱脂:除油脂;磷化:使金属与磷酸或磷酸盐化学反应,在其表面形成 一层稳定磷酸盐膜的处理方法,防腐蚀;钝化:化学清洗,为了材料的 防腐蚀。 6063:(以镁、硅为主要合金元素)60/kg,强度<200Mpa。 7075:(以锌为主要合金元素)65/kg,高强度,是6061的2倍,可淬火 但脆性抵其余性能和表面处理和6061同。 2A12:(以铜为主要合金元素)35/kg,老标准LY12,强度470Mpa,耐热, 制作高负荷零件,是硬铝合金中最常用。 5A02:(以镁为主要合金元素)35/kg,老标准LF2,日本A5052,典型防 锈合金,耐腐蚀性高、焊接性好、塑性高,强度245Mpa,制作中等负荷 和焊接构件。 Q235A:老标准A3钢,碳素结构钢,7/kg,易生,一般钣金件做烤漆处 理,步骤:a:如果生锈,先除锈;b:作漆前经过“脱脂-磷化-钝化” 处理;c:喷底漆晾干,喷表面漆;d:对喷涂的工件进行烘烤,形成漆 膜保护工件。处理喷漆,还可以“喷粉”“喷塑”喷粉和烤漆差不多; 但喷塑比烤漆厚,里硬外软,但金属表面的附着力小均匀性差。 UR:30/kg,俗称“优力胶”
齿轮工艺员必备的滚刀知识
齿轮工艺员必备的滚刀知识一、齿轮滚刀概念△齿软滚刀实质上是一个渐开线圆柱斜齿轮,其齿数很少(常见的为一齿),而螺旋角很大(接近90度),故外型不象齿轮而呈蝸杆状(该蝸杆称之为滚刀的基本蝸杆)。
△常见的大部份滚刀的基本蝸杆为阿基米德蝸杆。
△齿轮滚刀端面上标志m α 是为mn αn HSS为高工钢 D+F为切深。
△滚齿时滚刀转一圈,齿轮转n齿(n为滚刀头数常为1)。
△滚刀常用精度为AA A B 可加工7至9级齿轮。
精度有GB JB 企标之分,以GB精度最高(与ISO等效)。
△加工齿数较多的齿轮时,滚刀应长些,否则刀子易磨损,若用较短的滚刀则应增加切削锥,以减轻负荷。
△标谁齿轮滚刀是用来加工ha*=1 C*=0.25 αn=20度的渐开线圆柱外齿轮。
齿轮可以是变位的或不变位的,可以是斜齿或直齿。
△只要滚刀的基节和工件的基节相等,且滚刀齿深足够,且该滚刀就可加工该工件,不必拘宜于非要m α 对应相等。
二、普通齿轮滚刀的结构尺寸表一国内工具厂常用的小结构尺寸 mm模数Module 外径Oustside Dia 长度Overall Length 孔径Hole Dia1 50 40 221.251.5 55 451.752 502.25 602.5 65 552.753 70 60 273.25 75 653.5 703.75 80 704 754.25 85 804.5 855 90 905.5 100 95 326 105 1006.5 1107 115 1058 125 1159 140 130 4010 150 135表二GB6084规定的结构尺寸(普通型) mm 模数Module 外径Outside Dia. 长度Overall Length 孔径Hole Dia.1 50 32 221.251.5 401.75 63 50 2722.25 71 552.52.75 6333.25 80 71 323.53.75 90 8044.5 905 100 1005.5 112 112 4066.5 118 1187 1258 125 1329 140 15010 150 170 50三、滚刀常用材料1. 钨钢(硬质合金)2、普通高速钢(M2)3. 钴高速钢(M35 M42)(SKH55)4. 粉末冶金高速钢:1) ASP 2030(ASP30)2) ASP 2052(ASP52)3) ASP 2060(ASP60)四、涂层种类No 涂层材料微硬度(HV)* 针对钢材的摩擦系数(干性)内应力(Gpa)* 最大适用温度(摄氏)* 涂层颜色涂层结构1 TIN 氮化鈦2300 0.40 -2.5 600 金黄色单层2 AlCrN氮铬化铝3200 0.35 -3.0 1100 蓝灰色单层3 TiCN碳氮化钛3000 0.40 -4.0 400 蓝灰色多层,倾斜的4 WC/C碳化钨/碳1000/2000 0.10-0.20 -1.0 300 黑灰色薄板状的5 CrN氮化铬1750 0.50 -1.5/-2.0 700 银灰色单层6 多晶体金刚石8000-10000 0.15-0.20 600 浅灰色单层7 TiAlN氮铝化钛3300 0.30-0.35 -1.3/-1.5 900 紫灰色纳米-结构8 TiCN+TiN碳氮化钛+氮化钛3000 0.40 -4.0 400 金黄色多层,倾斜的9 TiAlN+ WC/C氮铝化钛+碳化钨/碳3000 0.15-0.20 -1.7/-2.0 800 深灰色多层的,薄板状的10 DLC(a-C:H) 2500 0.10-0.20 350 黑灰色单层11 TiAlN氮铝化钛3300 0.25 -1.3/1.5 900 紫灰色纳米-结构12 TiAlN氮铝化钛3300 0.40 -3.0/-3.5 900 蓝灰色纳米-结构13 TiAlN氮铝化钛3500 0.40 -4.0 800 紫灰色单层*依赖于应用于测试条件五、刀具在使用前后及镀层前后的速度关系表(以一般碳钢为例)刀具滚削转速m/min 刮削转速m/min钨钢+镀层150-250 150-180钨钢磨后不镀120-150 100-120ASP60+镀层120-180ASP60 磨后不镀80-120ASP60 不镀80-100ASP30+镀层100-150ASP30 磨后不镀70-100ASP30 不镀60-90M35+镀层70-80M35 磨后不镀60-70M35 不镀50-60六、滚齿工艺误差分析齿轮的加工误差来源于齿坯-机床-刀具工艺系统的各误差。
ASP-60粉末钢ASP60模具钢ASP-60材料热处理硬度
产品详细说明收藏产品简介:ASP60的用途:ASP60尤其适合应用于对钢材耐磨性及红硬性有高要求的单刃刀具。
此类工具有刀具、切断车刀、成形刀、冷作工具和用于加工机加工困难的材料的刀具。
退火状态下ASP60的机加工性能较低,如果工具制造允许的话,ASP60会在最终的工具上体现良好的性能。
例如:端铣刀,形状简单但寿命极长的切削刀或简单的冷作工具。
产品详情:asp60粉末钢:Asp60是经粉末冶金ASP工艺制造的含高碳高钒的超级高合金高速钢。
ASP60化学成分碳%C 2.30鉻Cr 4.0钼Mo 7.0钨W6.5钒V 6.5钴Co10.5供货条件:软性退火状态,最大340HBASP60特性:本钢种是经金属粉末雾化,压实,然后热成形至所需尺寸。
均匀的组织使其具有独特的综合性能。
·良好的磨削性能·良好的热处理尺寸稳定性·良好的韧性·非常好的红硬性·非常好的耐磨性ASP60的用途:ASP60尤其适合应用于对钢材耐磨性及红硬性有高要求的单刃刀具。
此类工具有刀具、切断车刀、成形刀、冷作工具和用于加工机加工困难的材料的刀具。
退火状态下ASP60的机加工性能较低,如果工具制造允许的话,ASP60会在最终的工具上体现良好的性能。
例如:端铣刀,形状简单但寿命极长的切削刀或简单的冷作工具。
ASP60物理性能温度℃20 400 600密度kg/m3 8040 7935 7880弹性模量KN/mm 2240 214 192热膨胀系数20℃起每℃?10.6×10-611.2×10-6热传导系数W/m℃24?28 27比热J/Kg℃420 510 600一些由ASP制造的典型工具表面处理ASP 60可以氮化(建议氮化层深度2-20μm)或按需要做蒸汽回火处理。
软性退火加热至850-900℃,以10℃/小时慢冷至700℃,硬度最高值为340HBASP60硬度:HRC66-68ASP60密度:8.25g/cm3出货状态:已热处理和未热处理两种,六面研磨库存规格:4mm-70mm,长宽不限,可订做。
粉末冶金高速钢应用的局限性
粉末冶⾦⾼速钢应⽤的局限性摘要:钢板钻试⽤ASP2053、ASP2030、ASP2052三种粉末⾼速钢来替代国产⾼速钢M2Al,摘要:发现其寿命不及M2Al并分析原因。
关键词:粉末冶⾦⾼速钢;M2Al;耐磨性;试⽤关键词:我公司主导产品之⼀是⾼性能⾼速钢钢板钻,尺⼨φ12~φ65mm,主要⽤于钢板和铁路钢轨的钻孔,产品有相当部分出⼝。
为应对国内外市场竞争,需进⼀步提⾼产品切削寿命及其耐磨性能。
数年前在国外最⼤粉末冶⾦⾼速钢(HSSPM)⽣产⼚经销⼈员的推荐下,曾进⾏了3种HSSPM的试⽤。
1. 钢板钻材料分析我公司钢板钻现主要⽤国产W6Mo5Cr4V2Al(M2Al钢,见表1),热处理硬度66~67HRC。
以往曾⽤W6Mo5Cr4V2(M2钢,见表1)制造,热处理硬度64~65HRC,其切削寿命不及M2Al。
钻孔是连续切削,切削速度25m/min,在冷却条件⼀般或⽋佳(特别是横打孔)情况下⼯作,⽽钢板钻的失效以刃⼝的⾼温黏附磨损为主,故钢板钻需要有较佳的⾼温(600℃)硬度。
M2Al钢产品性能优于M2钢,也证明了这⼀点。
2. HSS PM ASP2053的试⽤HSS PM⽣产⼚商经销⼈员提出“⾼速钢中含钒量⾼者,⽐含钒量低的钢种耐磨”这样⼀个似是⽽⾮的说法。
此结论经两轮验证,现在看来该经销⼈员当时对ASP2053钢性能的认识是很⽚⾯的。
(1)在国外⾼速钢公司的样本上,ASP2053是列在⾼速钢品⽬中,故该⼚经销⼈员以其作为耐磨性好的HSS推荐给我公司。
但仔细推敲ASP2053的[W]当量为9.8%,此值⾼于低合⾦HSS要求的≥6.5%,⽽低于普通HSS要求的≥11.5%,ASP2053在不同回⽕温度的硬度变化见表2。
从表2可以看出,在560~600℃⼯作温度段,ASP2053的回⽕硬度下降⽐其他钢种剧烈,甚⾄不如低合⾦HSS 301钢;其与M2Al钢的相应硬度差距随回⽕温度的升⾼⽽拉⼤到600℃,已达3.7HRC。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASP-60特性简介:
ASP-60跟ASP60是同义词,产自瑞典,是一种超高合金粉末高速钢,其钴与钒的含量非常高,且经粉末冶金的技术制造出来。
如此能让钢材是非常均一且拥有一致的特性。
通过奥氏体化也可以得到非常高的硬度和抗压强度,它拥有同其他ASP系列材料一样好的热处理尺寸稳定性,其特点:
★极高的耐磨性
★极高的抗压强度
★良好的淬透性
★良好的韧性
★良好的热处理稳定性
★非常好的回火稳定性
ASP-60化学成分:
C 2.3 ; Cr 4.0 ; W 6.5 ; Mo 7.0 ; V 6.5 ; Co 10.5
ASP-60出厂状态:
软性退火最高至HB340
ASP-60常用硬度:
HRC:67~69℃
ASP-60典型运用:
ASP60是一种含钴高性能粉末冶金高速钢。
10.5%的含钴量提升了材料的高温性能(如红硬性和抗回火性),抗压强度和弹性模量。
ASP60含大量非常小、非常硬,分布均一的碳化物,是由高含量的碳与大量的碳化物形成元素(如铬,钼,钨和钒)结合形成的。
ASP60中的小颗粒碳化物不利于萌生裂纹,并且提高了材料的耐磨损性能。
ASP60特别适合用于需要同时满足极高耐磨损性和抗压强度的冷作模具。
★冲切薄的、具有磨损性的材料,例如电子封装材料,这是取代易发生开裂和崩角的硬质合金一个很好的选择★切边工具
★冷作冲压工具
ASP60加工方式:
★机械加工(粗铣、研磨、车铣)
★塑性变形
★放电加工、线切割
★焊接(要预热及注意焊条的成份)
★抛光,在研磨时,一定要避免表面局部过热的现象产生,东莞市冠鼎金属材料有限公司工程师建议研磨砂轮选用CBN
砂轮。
ASP-60热处理:
软性退火
据东莞市冠鼎金属材料有限公司工程师介绍软性退火,在850-900℃要3小时,再以10℃/h慢慢冷却到700℃/h,然后空冷,应力消除在600-700℃,维持2小时,再慢慢冷却500℃。
★硬化
1.需先分2步骤预热,450-500℃,及850-900℃
2.然后淬火温度在1100-1190℃,接着冷却到40-50℃。
ASP-60硬料规格:
冠鼎特钢备有ASP60常用的硬料规格
4*100*150
6*100*150
8*100*150
10*150*200
12*150*200
15*150*200
18*150*200
20*150*200
22*150*200
25*150*200
30*150*200
35*150*200
40*150*200
50*150*200
55*150*200
60*150*200
65*150*200
ASP-60理论重量计算公式:长*宽*高*0.0000082
其密度就是8.2
应用:
ASP60钢材尤其适合应用于对钢材耐磨性及红硬性有高要求的单刃刀具。
此类工具有刀具、切断车刀、成形刀、冷作工具和用于加工机加工困难的材料的刀具。
退火状态下ASP 60的机加工性能较低, 如果工具制造允许的话,ASP 60会在最终的工具上体现良好的性能。
如果工具制造允许的话,ASP 60会在最终的工具上体现良好的性能。
例如:端铣刀,形状简单但寿命极长的切削刀或简单的冷作工具。
特殊性能:
ASP60钢材可以达到非常高的硬度和红硬性。
此外,ASP60和其他ASP 系列钢材一样子硬化过程中尺寸与形状具有良好稳定性这一优点。
而且,无论尺寸大小,都具有相同的韧性。
机加工性能低于其他高速钢。
磨削性能优于其他高合金高速钢,但比ASP30稍逊色。