第四章cpk影响因素
Cpk说明
(1) Ca =
樣本平均值 - 規格中心值 規格誤差範圍
%=
X - CL T/2
%
* T(Tolerance) 為規格範圍(公差),即公式為: T= USL - LSL = 規格上限 - 規格下限
例如前面提到的全白畫面色溫值x=281+15(266~296)及 y=311+15(296~326).如果 我們獲得x值10組數據如下:275.267.283.290.281.270.289.287.282.278. 則先算出這10組數據的平均值X,套入公式:
T/2
30/2
-0.8 15
= -5.33%
由以上可知當樣本數據(X)與規格中心值(SL)的差越小時,Ca值也越小,也就是品 質越接近規格要求之水準,Ca值是負時表示實績(樣本)值偏低,Ca值是正時是偏 高.現再將不同之Ca值分為等級作為評定標準.
page 02
(2)等級評定及處理原則:
等級
Ca值
USL C
A
6δ B
LSL
上圖中A為最佳狀況, 表示產品恰好均能符合規格, 但需嚴格控制制程的變異, 制程平 均值必須加以控制,不能使其成為B.C情況,同時示Ca|<12.5% 作業員遵守作業標準操作並達到規格之要求,需繼續保持.
B 12.5%<|Ca|<25% 有必要盡可能將其改進為A級
作業員可能看錯規格不按作業標準操作或檢討規格及作業標
C 25%<|Ca|<50% 準.
應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止
D
50%<|Ca| 生產.
Cpk
=
USL-X 3δ
0.4 - 0.16 = 3*0.0454 = 1.76 … … (A 級)
Cpk值介绍

加强员工培训
定期开展员工技能和素质培训,提高员工的专业水平和质 量意识。
建立激励机制
通过设立奖励机制、晋升机会等措施,激发员工的积极性 和创造力,促进员工为提升Cpk值贡献智慧和力量。
营造质量文化
在企业内部营造“质量第一”的文化氛围,使追求高质量 成为员工的自觉行为。
Cpk值与其他质量指标的关
05
03
Cpk值数据分析方法
数据收集与整理要求
01
数据来源
明确数据收集的范围和来源,包 括生产过程中的各种测量数据、 检验数据等。
数据整理
02
03
数据分组
对收集到的数据进行清洗、筛选 和整理,确保数据的准确性和完 整性。
根据分析需求,对数据进行合理 的分组和分类,以便后续统计分 析。
统计分析方法及工具应用
Cpk(Complex Process Capability Index,复 合过程能力指数):既考虑过程变异大小,又考 虑过程均值与规格中心的偏移,是更全面的过程 能力评价指标。
Ppk(Preliminary Complex Process Capability Index,初步复合过程能力指数):基于短期数据 计算的复合过程能力指数,同时考虑过程变异和 均值偏移。
04
提高Cpk值的策略与实践
识别并消除影响因素
识别潜在因素
通过数据分析、过程监控等手段,识别影响 产品质量和过程稳定性的潜在因素。
制定针对性措施
根据识别出的影响因素,制定相应的消除或控制措 施,如设备维护、工艺调整等。
持续改进
对实施后的效果进行跟踪和评估,不断完善 和改进措施,确保产品质量和过程稳定性的 持续提升。
多维度综合评价产品质量
第四章cpk的影响因素
后来研究发现,反应停是一种手性药物, 是由分子组成完全相同仅立体结构不同的 左旋体和右旋体混合组成的,其中右旋体 是很好的镇静剂,而左旋体则有强烈的致 畸作用。
以主动方式或载体介导方式吸收的手性药 物,可能发生对映体间的相互转化和吸收 改变。 如手性内酰胺类抗生素头孢氨苄的D-对映 体经肠道二肽转运系统主动吸收,二肽转 运系统对D-对映体的转运具有饱和性和专 一性。因此,L-对映体抑制D-对映体的吸 收。
西咪替丁有A型、AB型等多种晶型,且A型 最有效,A型制剂提高了药物生物利用度、 减少了不良反应、增进了临床效果。
如法莫替丁、西咪替丁、尼莫地平由于不同溶 剂重结晶导致转型,甲氧氯普胺、巯基嘌呤、 尼莫地平等由于改变环境温度导致转型, 地高辛、红霉素、灰黄霉素类等则由于研磨转 型;两性霉素人工研磨可得到Ⅰ晶型,机械研 磨则得到Ⅱ晶型。 不同晶型可压性、流动性等不同。一般认为, 柱晶压片相对容易,针晶因吸附有空气直接压 片引起弹性变化而易碎,片晶压片则易层裂。 对乙酰氨基酚存在多晶现象,晶型Ⅱ更适合压 片。
非解离型和解离型形式存在,由其解离值(pKa值) 和吸收部位pH值决定。
pKa值大于3的弱酸性药物,如 阿司匹林(pKa=3.5),胃中 大部分为分子型,易被吸收
而pKa值5以上的碱性药物,如 奎宁(pKa=8.4),胃中以离 子型存在,不易被吸收,而易 于pH较高的肠道吸收。
药物自身pKa值与药物所在环境的pH值决定 其解离度,两者之间的关系服从HandersonHasselbach 公式:
手性药物对映体可竞争性地与血浆蛋白、酶或 受体结合,引起对映体间相互转化及分布改 变。 如布洛芬血浆蛋白结合具有立体选择性,R-布 洛芬血浆蛋白结合率较S-布洛芬高,且相互抑 制彼此与血浆蛋白结合,使布洛芬对映体分布 容积增大; (+)-普萘洛尔血浆蛋白结合能力较(-)-普萘洛尔 (活性体)强,并竞争性抑制(-)-普萘洛尔与血浆 蛋白结合,导致(-)-普萘洛尔的血浆蛋白结合率 下降,游离浓度增加。
CPK原理与应用

CPK原理与应用一、CPK概念与原理(一)CPK定义CPK定义:Process Capability index(K是偏移量)过程能力指数,表示过程能力满足标准的程度。
目的:将过程能力量化、将测得的过程能力与品质要求作比较。
计算公式:Cpk=Cp×(1-|Ca|)(Cp:过程精密度、Ca:过程准确度)双边规则使用Cpk=Min{ (X̅- LSL )/3 δ, (USL-X̅)/3 δ }( LSL :公差下限、USL:公差上限)单边规则使用衍生指标与要素:Cp:过程精密度Ca:过程准确度δ:样本标准差X̅:平均值,CL:中心值T:规格公差T= USL- LSLCpl:稳定过程的下限能力指数Cpu:稳定过程的上限能力指数(二)正态分布正态分布:正态分布(Normal distribution),又称高斯分布(Gaussian distribution),最早由法国棣莫弗在求二项分布的渐近公式中得到。
德国高斯在研究测量误差时从另一个角度导出了它。
若随机变量X服从一个数学期望为μ、方差为σ2的正态分布,记为N(μ,σ2)。
其概率密度函数为正态分布的期望值μ决定了其位置,其标准差σ决定了分布的幅度。
标准正态分布:当μ=0,σ=1时的正态分布是标准正态分布。
常用检验方法:①皮尔逊偏态量数法②峰度、偏度检验③累加次数曲线法正态分布σ大小影响正态分布宽度(三)过程能力过程能力:正态分布处于稳定、标准状态下工序的实际加工能力。
稳定状态是指工序的分布状态不随时间的变化而变化,处于受控状态。
标准状态是指设备、材料、工艺、环境、测量、人员均处于标准作业。
工序的实际加工能力是指工序质量特性分布的分散有多大,加工能力强或者弱的区分关键是质量特性分布的范围大小,或者是集中程度。
当产品的质量特性服从正态分布N(μ, δ²)时,以3δ原则确定其分布范围(μ ± 3 δ),处于该范围外的产品仅占产品总数的0.27%,常用6δ描述工序的实际加工能力。
CPK-培训教材详细讲解
CPK 培訓教材一。
Cpk 的定義某一制程在一定因素與正常管制狀態下的品質作業能力。
二.Cpk 的影響因素製程要因-——原料,机器設備,人員能力,測量儀器。
製程條件-—-常態分配,統計管制狀態. 三。
Cpk 的計算 USL :上限尺寸 LSL:下限尺寸Average:測量數据的平均值σ:標準差,其公式為: σ=1/)(22--∑∑n n x xCpu=(USL —Average )/3σ Cpl=(Average —LSL)/3σ Cpk=Min(Cpu ,Cpl )σ:其大小表示測量數据的離散程度, σ越小表示數据的離散程度越小,反之則數据的離散程度越大.Cpu :其值表示測量數据偏離上限的程度, Cpu 越大表示測量數据偏離上限較遠; 反之則數据靠近上限.Cpl: 其值表示測量數据偏離下限的程度, Cpl 越大表示測量數据偏離下限較遠; 反之則數据靠近下限。
四。
Cpk 的等級 A: 1。
33≦CpkA 級,製程能力滿足圖紙要求,生產中几乎沒有不良品產生。
B: 1.00≦Cpk<1。
33B級, 製程能力基本滿足圖紙要求,生產中約有0.27%不良品產生,必須加以注意,並設法維持不使其變坏。
C: Cpk<1.00C級, 製程能力不能滿足圖紙要求,生產中可能有較多不良品產生, 應採取緊急措施,全面檢討所有可能影響的因素,必要時得停止生產。
五。
Cpk 管制抽樣的基本原則管制方法取樣頻率管制圖查檢表高 1-—2小時 15——30分鐘中 4--8小時每小時低每班次 2小時六.CPK數据分析.1.數据均分布于中值兩旁, Cpk值一般大于1.33,見附圖1。
2.數据离散地分布中值兩旁,Cpk值一般小于1.33,見附圖2。
3。
數据分布离散度小,但偏中值不遠,Cpk值大于1。
33,見附圖3.4。
數据分布离散度小,但偏中值較遠,Cpk值小于1。
33。
見附圖4.5。
數据絕大多數雖均分布于中值兩旁,但個別超差,將大大降低Cpk值,甚至Cpk值小于1。
《CPK培训讲义》课件

通过一个详细的计算示例,了解如何使用正态分布法和Box-Cox变换法计算CPK指 数。
2
实例2:使用Excel进行CPK计算
教您如何使用Excel中的CPK公式,进行快捷方便地CPK计算。
3
实例3:应用机器学习进行CPK预测
让您了解机器学习CPK预测的基本概念和实现流程,为您的工作提供更多思路和 创新点。
服务业中的CPK应用
在服务业领域,CPK指数协助我 们检验服务过程中的质量,提高 服务效率和满意度,降低客户投 诉率。
医疗行业中的CPK应用
在医疗行业,CPK可以帮助我们 确定患者治疗质量是否符合标准, 从而改善治疗质量,提高医疗保 障水平。
第三章:CPK计算实例
1
实例1:CPK计算方法的详细步骤
第五章:结语
CPK的未来发展趋势
CPK正在逐渐实现数字化,向着 更加精确和智能化发展。
CPK的应用前景
CPK可以在各行各业中得到应用, 将持续引领质量体系的发展。
如何进一步学习和研 究CPK
定期参加培训和研讨会,加强 理论知识和实践经验的积累, 不断提升专业能力。
《CPK培训讲义》PPT课 件
本课件将带您深入了解CPK的各个方面,包括计算方法、应用场景、常见错误 和注意事项等。无论您是从事制造业、服务业还是医疗行业,都会受益于这 次学习。让我们来开始吧!
第一章:CPK介绍
什么是CPK
CPK是一种用于评估过程稳定性和能力的统计工具。它可以指导我们如何改进生产流程、降 低不合格率并提高产品质量。
第四章:CPK常见错误和注意事项
1 常见误区
CPK计算容易把经验误判 为合格过程,还容易将实 际合格错误判为不合格。
2 注意事项
药品生产企业GMP培训CPk详解

技术部
Cpk解析
(2)当X严重偏离μ时,制程精确度Cp不足以反映工程能力,此时必须通过Cpk来判断。
μ
e
即使制程精密度Cp很好,但若制程准确度Ca过大,也会导致不良品率过高现象发生。如下:
μ
SL
SU
T
超下 差概 率
μ
SL
SU
T
μ
SL
T
SU
超上 差概 率
P1
技术部
Cpk解析
5.工程能力判定标准
注: X = μ ,即制程实际中心值等于规格中心值,是理想状态,不易实现。
而X≠μ才是制程常态。
P1
技术部
Cpk解析
(2)Cp—制程精密度,无偏移的制程能力指数。是衡量制程满足产品品质标准(规格公差)的程度 (离散程度),Cp值越大,表明制程变异越小,制程能力越好。
μ
Cp=T /(6σ)
μ
SL
SU
Cpk是进行工序质量评价的科学方法。运用工序能力指数,可以帮助我们掌握批量生 产过程的质量水平;为新产品设计提供参考。
P1
1.影响因素
Cpk解析
SU(规格上差)
技术部
X(实际中心值)
Cpk
σ(标准方差)
SL(规格下差)
P2
技术部
Cpk解析
2.控制项目
Ca(制程准确度)=2×(X-
SL
SU
T
状态:σ=C,T↑,Cp↑: 当设计精度要求过高,可适当降 低精度时,设计公差可适当放宽, 以迁就现有的工程能力,从而达 到不增加成本的目的。
μ
SL
SU
T
②
μ
SL
SU
T
状态:T=C,σ↓,Cp↑: 当设计精度为必须时,设计公差 不变,可从人、机、料、法、环 等环节入手,提高工程能力,以 确保设计精度及性能。如此,变 化增加成本。
CPK培训教材NEW

準確度差 •••• ••••
LSL
M USL
準確度好
USL= 規格上限 LSL= 規格下限 M = 規格中心
•• ••• ••• ••
LSL
CPK培训教材NEW
M USL
Ca Capability of Accuracy
準確度
制程平均值-規格中心值
Ca =
規格允差之半
* 100%
X-M
=
T/2
CPK培训教材NEW
明确调查目的
确定调查方法
工序标准化
确定测试与抽样检查方法
确定调查计划
运作并收集数据
分析数据
不稳定状态
稳定状态
追查不稳定原因
过程能力分析
过程能力不足
过程能力非常充裕
追查原因
原因不明或因技术、经济原因无 法采取措施
研究修改标准(公差)或确定全检
设法降低成本 采取措施
质量信息(设计、市场质量、检查)的收集
樣本標準差 S ~~ δ
因為標準差是用數據整體計算,所以當數據量大太時,就不便以操作,而 且不符合現場需要。所以一般情況下, 會用樣本標準差S來代替δ
S ~~ δ
母體
樣本
S=樣本標準差
S=
Σ 1 n
2
n-1
(X -X)
i-1
另一种计算公式
S= R / d2
樣本: 從總體中隨機抽取的若干個個體的總和稱爲樣本。 組成樣本的每個個體 稱爲樣品。
CPK培训教材NEW
过程能力调查
3. 过程能力调查的程序
1) 明确调查目的; 2) 选择调查对象; 3) 确定调查方法; 4) 工序的标准化; 5) 严格按照各项标准进行作业; 6) 收集数据; 7) 画直方图或分析用的控制图; 8) 判断过程是否处于控制状态; 9) 计算过程能力指数; 10) 处理。
CPK(过程能力分析报告方法)
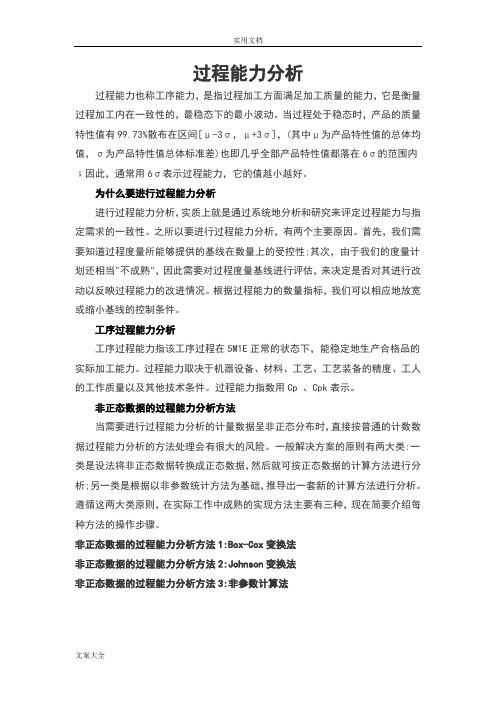
过程能力分析过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。
为什么要进行过程能力分析进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。
之所以要进行过程能力分析,有两个主要原因。
首先,我们需要知道过程度量所能够提供的基线在数量上的受控性;其次,由于我们的度量计划还相当"不成熟",因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。
根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。
工序过程能力分析工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。
过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。
过程能力指数用Cp 、Cpk表示。
非正态数据的过程能力分析方法当需要进行过程能力分析的计量数据呈非正态分布时,直接按普通的计数数据过程能力分析的方法处理会有很大的风险。
一般解决方案的原则有两大类:一类是设法将非正态数据转换成正态数据,然后就可按正态数据的计算方法进行分析;另一类是根据以非参数统计方法为基础,推导出一套新的计算方法进行分析。
遵循这两大类原则,在实际工作中成熟的实现方法主要有三种,现在简要介绍每种方法的操作步骤。
非正态数据的过程能力分析方法1:Box-Cox变换法非正态数据的过程能力分析方法2:Johnson变换法非正态数据的过程能力分析方法3:非参数计算法当第一种、第二种方法无法适用,即均无法找到合适的转换方法时,还有第三种方法可供尝试,即以非参数方法为基数,不需对原始数据做任何转换,直接按以下数学公式就可进行过程能力指数CP和CPK的计算和分析。
第四章cpk影响因素
pKa值大于3的弱酸性药物,如 阿司匹林(pKa=3.5),胃中 大部分为分子型,易被吸收
而pKa值5以上的碱性药物,如 奎宁(pKa=8.4),胃中以离 子型存在,不易被吸收,而易 于pH较高的肠道吸收。
药物自身pKa值与药物所在环境的pH值决定 其解离度,两者之间的关系服从HandersonHasselbach 公式:
酸酸碱碱促吸收,碱酸酸碱促排泄
酸性条件下,酸性药物是分子状态,容易 吸收,碱性也是一样。
碱性条件下,酸性药物可以成盐,比较容 易通过尿液排出。
(三)晶型
固体药物按其内部原子、离子或分子的排 列方式可分为晶型和无定形。晶型又可按 其基本成分的排列规律,分为立方、六方、 三方、四方、三斜、单斜、正交晶系等晶 系。
不同晶型可压性、流动性等不同。一般认为, 柱晶压片相对容易,针晶因吸附有空气直接压 片引起弹性变化而易碎,片晶压片则易层裂。 对乙酰氨基酚存在多晶现象,晶型Ⅱ更适合压 片。
无味氯霉素在体内胃肠道酯酶作用下水解, 释出氯霉素而发挥疗效。无味氯霉素共有A、 B、C及无定形等晶型。其中A型为稳定型, B型和C型具有较高自由能,为亚稳定型。
脱甘氨酸米多君DAME为α1受体选择性激动 剂,临床用于治疗体位性低血压,但生物 利用度仅为50%。将DAME的氨基与甘氨酸 相连,得到米多君,经hPepT1载体介导转 运,生物利用度可提高到93%。
糖苷分子中糖苷键进入机体后经体内酶或酸催 化断裂而转化为活性苷元,血液清除速率降低, 口服生物利用度增加。
对映体之间互为镜像关系, 空间上不重叠,就象人的 左右手一样,即具有手性, 因此,具有这种手性特征 的药物也称为手性药物。
手性药物对映体与基团、载体、酶、受体等生 物大分子相互识别、相互作用的立体选择性导 致其吸收、分布、代谢和消除过程的差异,即 存在药动学立体选择性。
CPK知识培训教材

1.37 1.42 1.42 1.44 1.36 1.38 1.31 1.38 1.46 1.41
1.4 1.42 1.3 1.45 1.48 1.43 1.41 1.35 1.36 1.41
1.32 1.45 1.34 1.32 1.4 1.41 1.44 1.42 1.37 1.44
1.42 1.35 1.42 1.48 1.39 1.48 1.44 1.43 1.27 1.48
30
五.CPK的分析与改进
影响因素: 5M1E (1)人——与工序直接有关的操作人员、辅助人员的质 量意识和操作技术水平; (2)机——包括设备的精度、工装的精度及其合理性、 刀具参数的合理性等; (3)料——包括原材料、半成品、外协件的质量及其 适用性; (4)法——包括工艺方法及规范、操作规程的合理性; (5)环——生产环境及劳动条件的适应性。 (6)测——测量方法及测量精度的适应性;
应的是位置关系(集中趋势) 标准公式:
Ca= 实际平均值 - 规格中心值 = 2(X-μ)/T
(规格公差)/2
规格公差 = T = 规格上限 - 规格下限 = USL-LSL 规格中心值 = u =(规格上限 + 规格下限)/2=(USL+LSL)/2 单边规格因沒有规格中心值故不能算Ca
当Ca = 0 时,代表量测制程之实绩平均值与规格中心值 相同,无偏移;
1.36 1.41 1.44 1.37 1.39 1.36 1.37 1.35 1.42 1.42
1.49 1.36 1.42 1.34 1.46 1.45 1.37 1.36 1.4 1.34
1.43 1.4 1.39 1.37 1.39 1.5 1.39 1.39 1.41 1.43
1.41 1.34 1.42 1.37 1.53 1.43 1.45 1.4 1.37 1.42
CPK(过程能力指数) 基本知识

限)
整理课件
Cpk等级评定及处理原则
等级 A+ A B C D
Cpk值
处理原则
≧1.67
无缺点、考虑降低成本
1.33 ≦ Cpk < 1.67 状态良好维持现状
1.00 ≦ Cpk < 1.33 改进为 A 级
0.67 ≦ Cpk < 1.00 制程不良较多,必须提升其能力
Cpk < 0.67 制程能力太差,应考虑重新整改设计制程
整理课件
Cpk和过程良率換算
Cpk
每一百件之不良 Defects per 100 parts
每一百万件之不良(Dppm) Defects per million parts
合格率%
0.33
31.7
0.67
4.5
1
0.27
1.33
0.0063
9.995 10.014
9.928 9.983 9.972 10.016 9.992 9.987 10.025 9.972
9.981 9.971 9.914 9.976 10.054 10.003 10.027 9.995 10.021 9.975
9.963 10.095 10.017
9.968 10.159
1.67
0.000057
2
0.0000002
317310 45500 2700
63 0.57 0.002
68.3 95.5 99.73 99.9937 100 ≒100
整理课件
推理题2
用一个3升的杯子和一 个5升的杯子,量出4升 水,不用其他的辅助工 具。 (杯子无刻度)
整理课件
cpk
CPKCPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))Cpk——过程能力指数CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]Cpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)4. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值9. 依据公式:Cp =T/6 ,计算出制程精密度:Cp值10. 依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之A 级 1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
制程能力(Cpk)分析教程 讲解

A0
日 期 07/10/11 页 号
页版本 A0
小页号
(二) 正态 分布 的解 释与 应用
正态分布 函数中的 μ与σ是 互相独立 的两个分 布函数,μ 决定正态 曲线的位 置,σ决定 它的形状.
σ
μ
文件 名称 章节 5.0
工程能力分析与控制
工序能力分析
第五章:工序能力分析
(一) 工序 能力
工序能力 是指工序 处于稳定 状态下的 实际加工 能力.有时 也称工序 能力为工 序能够稳 定的生产 出合 格品 的能 力. 从定量的 角度看,工 序能力是 工序本身 所固有的 一种可以 度量的特 性.如果工 序能力高, 所加工 产品 质量 指针 的波 动就 小,说 明工 序质 量好.
1.可以 反映产 品质量 的波动 性(变 异形)
从统计 学的角 度,可以 把产品 质量波 动分为 两类:
(1)正常 波动: 由随机 因素引 起的,表 明生产 过程稳
(2)异常 波动: 由系统 因素引 起的,表 明生产 过程稳 异常;
2.可以 掌握产 品质量 波动的 统计规 律
在正常 的生产 的情况 下,通过 大量的 调查., 收集生 产现场 的产品 质量数 据,并利 用概率 论和数 统计方 法对这 些质量 数据进 行分析 与处 理,发 现和掌 握产品 质量波 动的统 计规 律,如 果其分 布情况 与正常 状态的 质量分 布不同, 就说明 生产过 程有异 常波动, 如果相 同,说明 生产过 程的波 动是正 常波动.
(一) 加 工精度
在生 产制 造过 程中, 通常 采用 加工 精度 这个 概念 来反 映质 量的 波动 程度. 误差 大则 精度 低,误 差小 则精 度高.
精度 可分 为:
工程能力分析与控制
过程能力分析-CPK
过程能力分析
作者:Bob大叔-六西格玛黑带
过程统计控制状态
任何一个过程都受到2个因素的影响:偶然因素和系统因素。
1.偶然因素:人们无法控制或难以控制的随机因素(Random cause)。
在随机因素的作用
下,导致过程输出的波动,称为随机波动。
这种波动的变化幅度较小,在工程上是可以接受的。
2.系统因素:非随机的因素,例如,错误的调机,操作人员的失误等。
系统因素变异将导
致整个过程失控。
过程能力研究的意义
过程能力的研究,让我们清楚
1.过程的输出是否满足我们的specification
2.明确过程处于的六西格水平
3.让我们可以与其他过程進行比较
规格限(specification limit):设计的产品的上限(UCL)和下限(LCL),用于满足客户的要求。
控制限(Control limit):过程取样测量的上下限,用于生产或制造过程的控制。
CP的定义:
举例:
无法识别均值是否在上下限的中心,例如下图的2个CPK是相同的
CPK值的定义:
CP和CPK值的对比:
CP值反应的为过程的潜在能力,CPK反应的为真实能力,二者的差值,即为损失的机会。
操作如下:
得到如下图形:
CPK=0.26<1.33
说明过程能力有待提高。
长过程能力:
CP和CPK为短过程能力,PP和PPK为长过程能力,二者区别如下:。
CPK的介绍以及计算公式-cpk的公式
CPK的介绍以及计算公式-cpk的公式CPK 的介绍以及计算公式 cpk 的公式在质量管理领域,CPK(Process Capability Index),即过程能力指数,是一个非常重要的概念和工具。
它能够帮助我们评估一个生产过程是否稳定,以及产品质量是否能够满足预期的规格要求。
接下来,让我们深入了解一下 CPK 以及它的计算公式。
首先,我们来谈谈为什么 CPK 如此重要。
在生产过程中,我们总是希望生产出来的产品能够尽可能地符合我们设定的标准和规格。
CPK 就像是一个“裁判”,通过对生产数据的分析,告诉我们这个生产过程的能力有多强,是否能够持续稳定地生产出高质量的产品。
CPK 的数值范围通常在0 到无穷大之间。
一般来说,CPK 值越大,表明过程能力越强,产品质量越稳定。
当 CPK 值小于 1 时,意味着过程能力不足,可能需要采取改进措施来提高生产质量。
当 CPK 值大于133 时,通常认为过程能力良好,产品质量有较高的保证。
那么,CPK 是如何计算的呢?这就涉及到一些具体的公式和参数。
CPK 的计算公式通常基于样本数据的均值(X)、标准偏差(σ)以及规格上限(USL)和规格下限(LSL)。
CPK 的基本计算公式为:CPK = min((USL X)/3σ, (X LSL) /3σ)为了更好地理解这个公式,我们来逐步解释一下其中的各个部分。
均值(X),简单来说,就是样本数据的平均值。
它反映了数据的集中趋势。
标准偏差(σ)则衡量了数据的离散程度。
较小的标准偏差表示数据相对集中,而较大的标准偏差表示数据比较分散。
规格上限(USL)和规格下限(LSL)是我们预先设定的产品质量的允许范围。
在计算 CPK 时,我们分别计算出(USL X)/3σ 和(X LSL)/3σ 这两个值,然后取其中的较小值作为 CPK 的值。
举个例子来说,如果我们生产一批零件,规格上限是 100 毫米,规格下限是 80 毫米,样本数据的均值是 90 毫米,标准偏差是 5 毫米。
CPK简介
1、流速太高 采用多级注射:慢-较快-快 2、熔料温度太低 增加料筒温度,增加螺杆背压 3、模壁温度太低 增加模壁温度 与设计有关的原因与改良措施见下表: 1、浇口与制品成锐角 在浇口和制品间成弧形 2、浇口直径太小 增加浇口直径 3、浇口位置错误 浇口重新定位 (五)气泡 1、表观 制品内部的空隙表现为圆形或拉长的气泡形式。仅仅是透明的制品才可以从外面看出里面的空隙;不透明的制品无法 从外面测出。空隙往往发生在壁相对较厚的制品内并且是在最厚的地方。 物理原因 当制品内有泡产生时,经常认为是气泡,是模具内的空气被流入模腔的熔料裹入。另一个解释是料筒内的水气和气泡 会想方设法进入到制品的内部。所以说,这样的“泡”的产生有多方面的根源。 一开始,生产的制品会形成一层坚硬的外皮,并且视模具冷却的程度往里或快或慢的发展。然而在厚壁区域里,中心 部分仍继续保持较长时间的粘性。外皮有足够强度抵抗任何应力收缩。结果,里面的熔料被往外拉长,在制品内仍为 塑性的中心部分形成空隙 与加工参数有关的原因与改良措施见下表: 1、保压太低 提高保压压力 2、保压时间太短 提高保压时间 3、模壁温度太低 提高模壁温度 4、熔料温度太高 降低熔体温度 与设计有关的原因与改良措施见下表: 1、浇口横截面太小 增加浇口横截面,缩短浇道 2、喷嘴孔太小 增大喷嘴孔 3、浇口开在薄壁区 浇口开在厚壁区 (六)白点 1、表观 料头附近有未熔化的颗粒。对薄壁制品来说是不可能获得光滑的表面。 物理原因 由于薄壁制品生产成型周期短,因此必须以很高的螺杆转速进行塑化从而使熔料在螺杆料筒内残留时间缩短。在碰到 薄壁制品生产时,通常包括 PE、PP,PC 等,模具工会试着降低熔料温度以缩短冷却时间,未完全熔化的颗粒会被注 射进模具内。 与加工参数有关的原因与改良措施见下表: 1、熔料温度太低 增加料筒温度 2、螺杆转速太高 降低螺杆转速 3、螺杆背压太低 增加螺杆背压 4、循环时间短,即熔料在料筒内残留时间短 延长循环时间 与设计有关的原因与改良措施见下表: 1、不合理的螺杆几何形状 选用适当几何形状的螺杆(含计量切变区) (七)颜色不均
CPK基本知识
库存控制策略优化
1 2 3
设定合理的库存水平
根据产品或服务的市库存积压和 缺货现象的发生。
采用先进的库存控制技术
运用先进的库存控制技术,如实时库存监控、安 全库存设定、库存周转分析等,提高库存控制的 精度和效率。
强化与供应商的协同合作
与供应商建立紧密的合作关系,实现库存信息的 实时共享,以便在库存出现异常时能够及时采取 应对措施。
强化设备维护和保养
建立完善的设备维护和保养制度,确保生产 设备始终处于良好状态,减少因设备故障造 成的质量波动。
持续改进与卓越运营
建立持续改进机制
鼓励员工积极提出改进意见和建 议,定期组织内部审核和外部评 估,持续推动质量管理体系的改
进和完善。
追求卓越绩效
设定具有挑战性的绩效目标,通过 持续改进和创新实现目标,不断提 升企业的竞争力和市场地位。
设备改进方案实施
针对设备存在的问题,提出改进方案并实施,提高设备的效能和 稳定性。
生产线平衡与优化
生产线布局优化
通过分析生产线的工艺流程和物料流动情况,优化生产线的布局, 减少物料搬运和等待时间。
工序时间研究
对生产线上各工序的作业时间进行研究和测定,找出瓶颈工序并进 行改善。
生产线平衡率提升
通过调整工序间的作业时间和人员配置,提高生产线的平衡率,实现 均衡生产。
CPK基本知识
汇报人:XX
2024-01-23
目
CONTENCT
录
• CPK概述 • CPK基本原理 • CPK计算方法与步骤 • CPK在质量管理中应用 • CPK在生产制造中应用 • CPK在供应链管理中应用 • CPK挑战与未来发展趋势
01
CPK概述
CPK解读及改善对策

何謂製程精密度Cp與製程準 確度Ca?
Cp指的是集中度(精密度)
Ca指的是準確度(準確度)
製程準確度Ca ( Capability of accuracy )
• 何謂製程準確度-以規格標準為目標,自生產中所得到的資料與規格中 心值之間的偏差程度,在衡量製程平均數與規格中心的一致性
• 簡單的說可以把規格標準想像成靶心,產品平均的數據與靶心之間的 距離,Ca越小表示產品的平均規格越趨近於規格標準,Ca越大代表 產品的平均規格離規格標準越遠
• 機遇原因:存在製程中,在產品品質的變異原因 中,其比例約有85%的問題應由管理人員來處理, 在追求變異來源時應由機器、材料、方法、人員、 環境等著手改善。
EX:工作環境變化、原料來源不同等..
• 非機遇原因:原不存在製程中的原因,約有15% 的問題屬於此類,改善此類原因較為困難。
EX:錯誤的工具、操作員之疏失等..
SPC 管制圖使用
統計製程管理SPC (statistical process control)
統計製程管制乃是在生產過程中管制品質產出的主要管理技術,運用 統計資料可以協助企業即時發現過程中的問題,能迅速地偵測出製程 中可歸屬原因的發生或製程參數的改變,以便在更多不良品被製造出 來之前,就能針對製程進行診斷並採取修正的措施。
• 公式範例
雙邊公差
•
單邊公差
綜合製程能力指數 Cpk
• Cpk值是將Ca與Cp值兩者合併起來,作為製程能力的指標。; Cp 值是衡量製程變異滿足產品品質標準之程度。
• 換言之,Cpk值同時考慮製程平均偏離規格中心的程度(Ca)以及 製程變異的大小(Cp),因而比Ca值或Cp值更能合理的衡量製程的 能力。
管制圖類別
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
几乎不溶或不溶:系指1g(ml)溶质在 1000ml溶剂中不能完全溶解。
药物的溶解度取决于其亲水和疏水特性。而药物亲水和疏 水特性,需测定药物在几种极性不同的溶剂中的溶解度, 如水、乙醇、乙醚、氯仿、甘油、无机酸和碱等。
弱酸性药物在pH偏低一侧解离度小,易跨 膜转运至另一侧;反之,在pH偏高的一侧, 则不容易跨膜转运至另一侧。弱碱性药物 则与之相反,在pH偏高的一侧解离度小, 易跨膜转运至另一侧;在pH偏低的一侧解 离度大,易跨膜转运至另一侧。
如苯巴比妥、水杨酸等弱酸性药物中毒, 碱化尿液可使其重吸收减少,排泄增加, 而有助于迅速解毒。
活性:B型>C型>A型。
我国1975年前生产的无味氯霉素均为无效 的A型,后改进工艺,生产出生物活性更强 的B型,质量标准增加非活性晶型(A型) 的含量限度规定。
药物于体内的溶解、吸收、分布、转运以简单扩 散方式进行,与其水溶性和脂溶性,即与药物在 水相和油相(非水相)达到平衡、以非水相浓度 和水相浓度之比所表示的油水分配系数有关。
简单扩散又称脂溶扩散。药 物依靠其脂溶性先溶于脂质 膜,而后从高浓度一侧向低 浓度一侧的被动转运,是一 种最常见、最重要的转运方 式。
国家《医药工业十二五发展规划》将药物晶型研究列为提升 药物质量安全的主要任务和重点技术。
药物微粒间发生相互作用, 包括金属键、共价键、范德 华力等,形成金属晶体、共 价键晶体、分子晶体等。
有机药物晶体多为分子晶体, 晶格能差小,易发生转型, 存在同质异晶(即多晶型) 现象。药物多晶型间晶格能 差大,低能量晶型称稳定型, 高能量晶型称亚稳定型。
不同晶型可压性、流动性等不同。一般认为, 柱晶压片相对容易,针晶因吸附有空气直接压 片引起弹性变化而易碎,片晶压片则易层裂。 对乙酰氨基酚存在多晶现象,晶型Ⅱ更适合压 片。
无味氯霉素在体内胃肠道酯酶作用下水解, 释出氯霉素而发挥疗效。无味氯霉素共有A、 B、C及无定形等晶型。其中A型为稳定型, B型和C型具有较高自由能,为亚稳定型。
尼莫地平H、L两种晶型的红外光谱差别细 微,但X-射线粉末衍射图谱则差别显著。不
同重结晶条件和不同环境温度可得到不同 的晶型
多晶型药物内部结构不同,从而导致溶解 度和溶出速率不同,进而影响其吸收速率 和生物利用度。
一般认为,高熔点晶型,化学稳定性好, 但溶解度低,溶出速率差。
尼莫地平低熔点晶型常温下溶解度大于高 熔点晶型,从而导致两种晶型生物利用度 差异。
pKa值大于3的弱酸性药物,如 阿司匹林(pKa=3.5),胃中 大部分为分子型,易被吸收
而pKa值5以上的碱性药物,如 奎宁(pKa=8.4),胃中以离 子型存在,不易被吸收,而易 于pH较高的肠道吸收。
பைடு நூலகம்
药物自身pKa值与药物所在环境的pH值决定 其解离度,两者之间的关系服从HandersonHasselbach 公式:
《中国药典》(2010年版)规定,药物的 溶解度可分为:
极易溶解:系指1g(ml)溶质能在不到1 ml溶剂中溶解;
易溶:系指1g(ml)溶质在1~10 ml溶剂 中溶解;
略溶:系指1g(ml)溶质能在30~100 ml 溶剂中溶解;
微溶:系指1g(ml)溶质能在100~1000 ml溶剂中溶解;
西咪替丁有A型、AB型等多种晶型,且A型 最有效,A型制剂提高了药物生物利用度、 减少了不良反应、增进了临床效果。
如法莫替丁、西咪替丁、尼莫地平由于不同溶 剂重结晶导致转型,甲氧氯普胺、巯基嘌呤、 尼莫地平等由于改变环境温度导致转型,
地高辛、红霉素、灰黄霉素类等则由于研磨转 型;两性霉素人工研磨可得到Ⅰ晶型,机械研 磨则得到Ⅱ晶型。
第四章 CPK的影响因素(一)
——药物因素
2020年1月18日
影响因素包括
一、药物因素 二、机体因素 三、环境因素
物理因素 化学因素 制剂因素
一、物理性质
(一)溶解度
溶解度系指在一定温度(25℃±2℃)下, 一定量溶剂中溶解药物溶质的最大溶解限 度,一般以一份溶质(1g或1ml)溶于多少 毫升溶剂表示。
但也有例外,如组胺H2受体阻滞剂法莫替丁有 两种晶型,A型稳定,熔点略高于B型,溶解度 和溶出速率较B型小,两种晶型人体生物利用 度无显著性差异。
研究发现,当药物溶解度小于1.0mg/mL时,药 物从制剂中崩解进入胃肠液的速度小于胃肠吸 收速度,崩解溶出过程为吸收的限速过程。虽 然法莫替丁溶解度仅为0.278mg/mL,但含有胍 基,呈碱性,晶型差异并不影响其在酸性胃液 中的溶出,从而其生物利用度不发生改变。
pH pKa log [ A ] (弱酸性化合物) [HA]
或
pH
pKa
log
[B] [BH ]
(弱碱性化合物)
思考题:平衡时水杨酸血药浓度是胃肠道 中浓度的多少倍?(pKa=3.0)
答案:24000多倍
设溶液中药物总浓度为S,分子型药物为S0, 则:
从上式可知,pH每改变1个单位,溶液中药 物浓度将改变10倍。因此,当药物pKa不变 时,改变溶液的pH可明显影响药物的解离 度,进而影响药物的跨膜转运。
生物药剂分类系统( BCS, Biopharmaceutics Classification System)
(二) 解离度
解离度是另一个影响药物在体内吸收、分 布和排泄的重要参数。
药物一般以非离子型(分子型)转运透过 组织屏障,吸收进入血循环。
绝大多数药物为弱酸性或弱碱性电解质,溶液中多以 非解离型和解离型形式存在,由其解离值(pKa值) 和吸收部位pH值决定。
酸酸碱碱促吸收,碱酸酸碱促排泄
酸性条件下,酸性药物是分子状态,容易 吸收,碱性也是一样。
碱性条件下,酸性药物可以成盐,比较容 易通过尿液排出。
(三)晶型
固体药物按其内部原子、离子或分子的排 列方式可分为晶型和无定形。晶型又可按 其基本成分的排列规律,分为立方、六方、 三方、四方、三斜、单斜、正交晶系等晶 系。