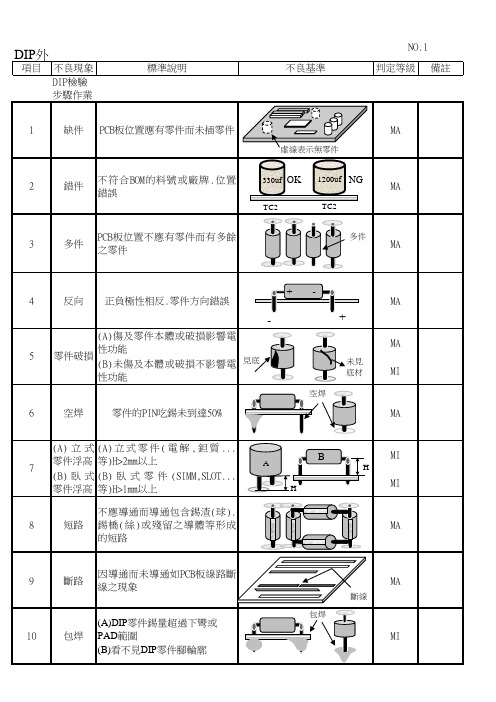
DIP检验表
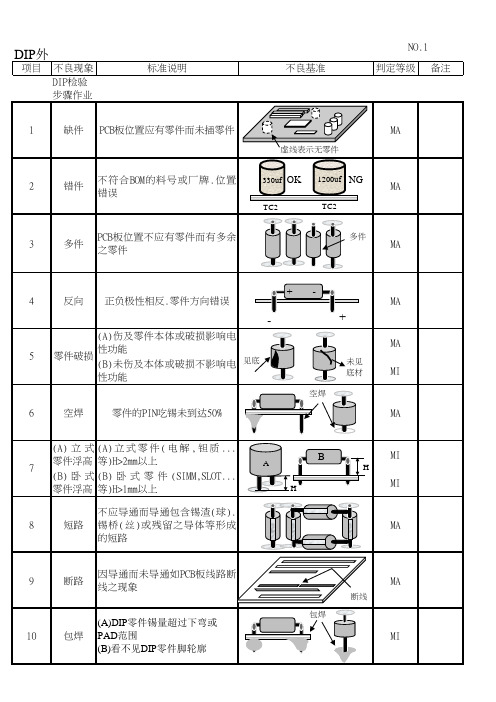
DIP外观检验步骤暨判定标准书
14.318
B
H A
C
MA MI MA MA
14.318
虛線 表示 缺件
滑牙 A B C
MI
1N4148
MI
33
MA
SN12345678 SN12345678
34
貼紙不良
A
PTEST 52-A FQC QA 52-P ICT LOT NO 12345
B
MI
35
檢驗章,測試章...等模糊不易 印章模糊 辨試或漏蓋(只要可看出印章字 跡允收)
NG
OK
MA
未入定位
43
零件撞落
拿板,放板,搬運...等過程中碰 '撞使零件掉落造成掉件之現象
470
虛線 表示 無零 件
MA
R1
44
不明標籤
修改(補)前所貼的標示於修改 (補)完成後未撕掉
MI
45
後插零件的腳座與PCB板標示方 SOCKET 反 向相反(SOCKET有插零件和無插 向 零件反向都不接受) (A)零件斷PIN會影響電氣功能 零件斷 如CHIPS,IC...等 PIN 零件斷PIN不影響電氣或元件不 良所致如SLOT,SIMM...等 (A)JUMPER 設 錯 , 漏插 ,脫 落... JUMPER設 等影響電氣功能 定錯誤 (B)JUMPER 插 單 PIN 脫 落 不 影 響 電氣功能 (A)散熱片嚴重刮傷,斷裂...等 散熱片不 或裝反成和周圍零件接觸到 良 (B)散熱片未鎖緊鬆動,歪斜,膠 帶未貼...等
MA MI
高低不齊
MI
39
零件熱溶
MA
40
機種,工令,料件未依客戶通知 混板(料) 或製令...等規定區分清楚而混 在一起
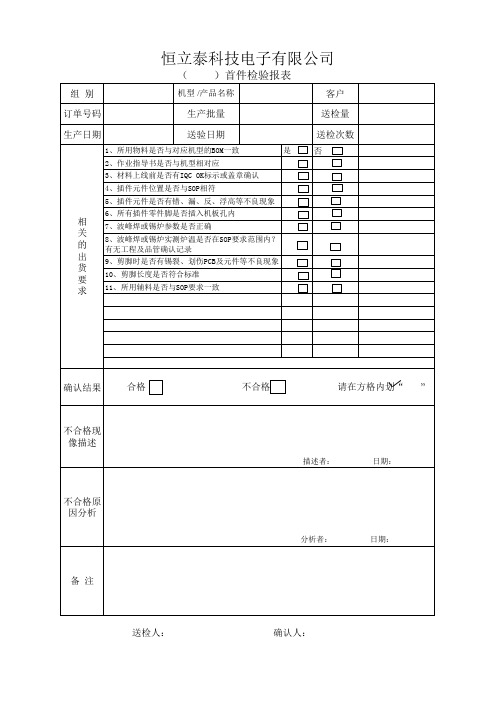
首件检验报表-DIP
(
组 别 订单号码 生产日期
)首件检验报表
客户 送检量 送检次数
是
机型 /产品名称
生产批量 送验日期
1、所用物料是否与对应机型的BOM一致 2、作业指导书是否与机型相对应 3、材料上线前是否有IQC OK标示或盖章确认 4、插件元件位置是否与SOP相符 5、插件元件是否有错、漏、反、浮高等不良現象 6、所有插件零件脚是否插入机板孔内 7、波峰焊或锡炉参数是否正确 8、波峰焊或锡炉实测炉温是否在SOP要求范围内? 有无工程及品管确认记录 9、剪脚时是否有锡裂、划伤PCB及元件等不良现象 10、剪脚长度是否符合标准 11、所用辅料是否与SOP要求一致
否
相 关 的 出 货 要 求
确认结果
合格
不合格
请在方格内划“
”
不合格现 像描述
描述者: 日期:
不合格原 因分析
分析者: 日期:
备 注
送检人:
确认人:
DIP-IPQC巡检记录表

4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
IPQC制程巡检表(DIP)

测试架有无维护、按期保养;有无维护、保养记录,所有测架,电视等设备是否接地。
21
测试员有无经过相关的技能培训和上岗资格审核,有无上岗证,包装位有无叠板,堆板的不良现象,包装方式、不良品是否明确区分标识
23
包装员工是否佩戴防静电手环或防静电手套作业,防静电手环接地是否良好
17
测试员是否佩戴防静电手环或防静电手套作业,防静电手环接地是否良好
18
产线有无与所生产机型相对应的《测试作业指导书》。测试QC操作程序是否按《测试作业指导书》进行,测试方法是否正确。
19
测试合格品有无QC PASS贴,QC PASS贴打印位置是否正确;功能测试QC检出不良品是否记录并标识,QC报表有无负责人确认
8
生产过程中的好料、坏料有无分开放置,标识是否正确清楚
9
QC检出不良品是否记录标识,QC报表有无负责人确认
10
波烽炉运行工艺参数是否符合《操作指导书》,有无做波烽炉炉温测试、点检,相关辅料(助焊剂、锡条等)是否使用正确
11
平面小锡炉、波峰炉等设备,有无维护及按期保养;有无维护及定期保养记录
12
平面小锡炉的操作和设置参数是否与《作业指导书》符合有无维护及按期保养;
DIP IPQC制程巡检表
日期:班别:
序号
巡检内容
巡检结果
责任人
改善措施
1
物料房物料放置是否整齐、标识清楚有无混乱,加工物料时是否作业防静电工作是否接地。
2
生产线在物料加工时有无严格按《作业指导书》作业;加工物料是否符合工艺要求加工,是否分类标识放置
3
生产线各工位有无与所生产基板相对应的《作业指导书》,《作业指导书》是否为有效最新版本,生产线作业员是否严格按《作业指导书》要求作业
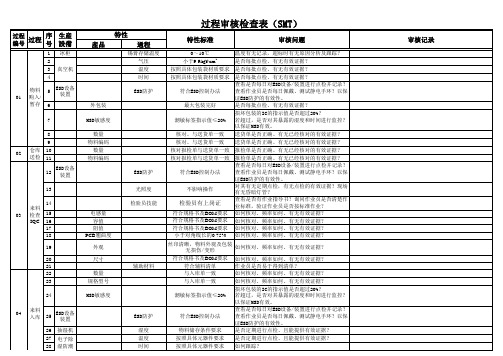
SMT贴装+DIP插件过程审核检查表
型号
按机型/PCB编码标示/存放/ 钢网如何存放、标识?其领用有无记录、状态确
领取钢网
认?
厚度
0.13mm
如何测量,验收记录表上有无记录?
孔壁
光滑
如何检验,严守记录表上有无记录?
孔径
符合《钢网开孔设计表格》 有无设计表格,验收表格上有无体现?
印刷次数
<10万次
作业员是否清楚标准,如何跟踪?
材质
不锈钢
所用物料规格无误?
物料用量
核对、与站位表/BOM/ECN一 作业员是否有这些文件?物料数量与文件之间如
致
何匹配/核对,以保证其用量正确性?
ESD防护
符合ESD控制办法
查看是否每日对ESD设备/装置进行点检并记录? 查看作业员是否每日佩戴、测试静电手环?以保 证ESD防护的有效性。
审核记录
过程 编号
作业指导书
BOM、ECN、单据 等文件
齐全 齐全 潮敏标签指示值≤20%
查看是否有作业指导书?询问作业员是否清楚作 业标准,验证作业员是否按标准作业? 询问管理员是否有这些文件? 它们之间如何匹配/核对,以保证文件正确性? 损坏包装的IC的指示值是否超过20%? 若超过,是否对其暴露的湿度和时间进行监控? 以保证MSD有效。
物料包装
折痕数:≤500pcs时不超过 2个折痕;
≥500pcs时不超过5个折痕
现场作业员是否清楚该标准? 如何控制、处理不合格品?
包装带内的物料方 向
包装带内的物料方向无反向
抽查包装带内的有向器件是否反向?
物料的分类、标识 散料、原包装料分类标识清 作业员是否清楚物料的分类/标识方法或原则?
明显度
是否每批点检、有无有效证据?
DIP材料进料检验报告
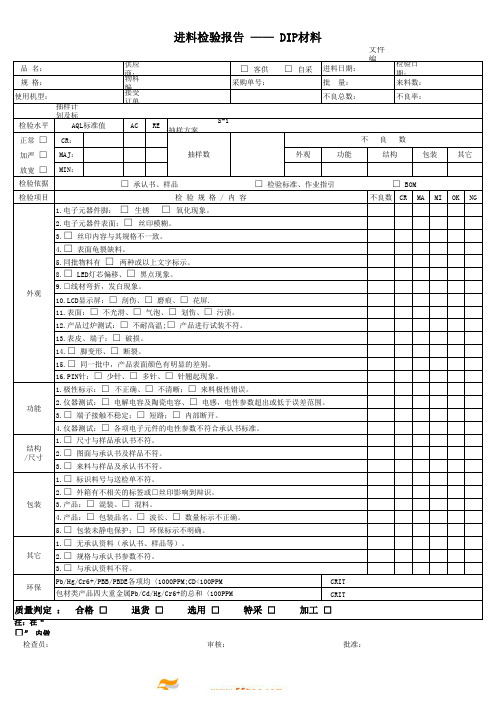
文件编号:品 名:供应商:进料日期:规 格:物料编号:采购单号:批 量:使用机型: 接受订单号:不良总数:抽样计划及标准 MIL-STD-105E II/GB2828-2012 单次抽样水准检验水平AC RE S-1抽样方案正常 □CR:加严 □MAJ:外观功能放宽 □MIN:检验依据检验项目不良数CR MA MI OK NG CRIT CRIT 注:在“□” 内做标示为异常,未做标示为无异常。
检查员: 审核: 批准:不 良 数9.□线材弯折,发白现象。
10.LCD显示屏:□ 刮伤、□ 磨痕、□ 花屏.11.表面:□ 不光滑、□ 气泡、□ 划伤、□ 污渍。
包装其它4.□ 表面龟裂缺料。
5.同批物料有 □ 两种或以上文字标示。
质量判定 : 合格 □ 退货 □ 选用 □ 特采 □ 加工 □进料检验报告 —— DIP材料检 验 规 格 / 内 容1.电子元器件脚: □ 生锈 □ 氧化现象。
2.电子元器件表面:□ 丝印模糊。
3.□ 丝印内容与其规格不一致。
□ 承认书、样品 □ 检验标准、作业指引 □ BOM 功能外观AQL标准值包材类产品四大重金属Pb/Cd/Hg/Cr6+的总和〈100PPM 8.□ LED灯芯偏移、□ 黑点现象。
12.产品过炉测试:□ 不耐高温;□ 产品进行试装不符。
1.□ 尺寸与样品承认书不符。
2.□ 图面与承认书及样品不符。
3.□ 来料与样品及承认书不符。
2.□ 外箱有不相关的标签或□丝印影响到辩识。
13.表皮、端子:□ 破损。
其它环保结构/尺寸包装抽样数3.□ 端子接触不稳定;□ 短路;□ 内部断开。
4.仪器测试:□ 各项电子元件的电性参数不符合承认书标准。
结构检验日期:来料数:不良率:□ 客供 □ 自采1.□ 标识料号与送检单不符。
3.产品:□ 混装、□ 混料。
15.□ 同一批中,产品表面颜色有明显的差别。
16.PIN针:□ 少针、□ 多针、□ 针翘起现象。
1.极性标示:□ 不正确、□ 不清晰;□ 来料极性错误。
DIP检验标准

深圳安吉龙科技有限公司
文件编号:W o-I-008版 本 号: A
生效日期: 2003.8.11
页 码: 24
3.1 元器件自身外观检查序号 项 目标 准 要 求 判 定
图 解
1、元件引脚允许有轻
3.1.1损伤微变形、压痕及损伤,MA
但不可有内部金属暴露损伤长度≤1/4D 伤
D -- 引脚的直径2、玻璃管型元件不可
有外壳破裂现象
MA 3、铝电解电容的外封
装塑料皮侧面不允许破裂,顶面允许部分暴露MI
但暴露部分≤90%D D -- 电容的外直径4、IC 及三极管类的外
壳不允许有破裂或其它MA 明显的伤损
5、连接插座(头)不MA
允许有外壳破伤现象
插座内金属插针:
a 、簧片式不允许有扭MA 曲、陷进或高出绝缘体固定槽等现象
b 、直针式不允许有插
针高低不平、弯曲、针MA 体锈斑及损伤等现象C 、带绝缘皮的导线不
导体
导体破
允许绝缘皮破伤
MA 导体破深圳安吉龙科技有限公司
文件编号:W o-I-008版 本 号: A
生效日期: 2003.8.11
页 码: 25
3.1 元器件自身外观检查(续)
本页修改序号:00本页修改序号:00拟制:唐 锋
拟制:唐 锋
DIP外观检验
QA检验规范 半成品检验
QA检验规范 半成品检验
DIP外观检验
1
0D
不平、弯
曲、变形
锈斑
破损。
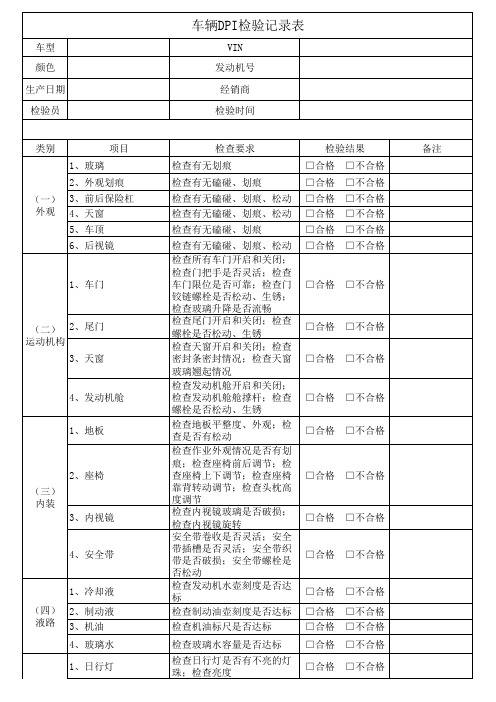
车辆DPI检查记录表
□合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格 □不合格
检查空调除雾除霜效果 检查行车制动效果;检查驻 1、制动(行车、驻车) 车制动效果 2、转向 检查车辆转向助力情况 检查底盘悬挂有无生锈;检 3、悬挂 查螺栓有无松动
车辆DPI检验记录表
车型 颜色 生产日期 检验员 VIN 发动机号 经销商 检验时间
类别 1、玻璃
项目 2、外观划痕
检查要求 检查有无划痕 检查有无磕碰、划痕 检查有无磕碰、划痕、松动 检查有无磕碰、划痕、松动 检查有无磕碰、划痕 检查有无磕碰、划痕、松动 检查所有车门开启和关闭; 检查门把手是否灵活;检查 车门限位是否可靠;检查门 铰链螺栓是否松动、生锈; 检查玻璃升降是否流畅 检查尾门开启和关闭;检查 螺栓是否松动、生锈 检查天窗开启和关闭;检查 密封条密封情况;检查天窗 玻璃翘起情况 检查发动机舱开启和关闭; 检查发动机舱舱撑杆;检查 螺栓是否松动、生锈 检查地板平整度、外观;检 查是否有松动 检查作业外观情况是否有划 痕;检查座椅前后调节;检 查座椅上下调节;检查座椅 靠背转动调节;检查头枕高 度调节 检查内视镜玻璃是否破损; 检查内视镜旋转 安全带卷收是否灵活;安全 带插槽是否灵活;安全带织 带是否破损;安全带螺栓是 否松动 检查发动机水壶刻度是否达 标 检查制动油壶刻度是否达标 检查机油标尺是否达标 检查玻璃水容量是否达标 第 4 页,共 6 页
4、底盘螺栓紧固 (八) 5、底盘锈蚀 底盘 6、刹车盘、制动钳 7、排气 8、轮胎 9、发动机 1、整车铭牌 2、VIN钢印 3、车辆一致性证书 4、合格证 (九) 铭牌证书 5、保养手册 6、维修手册 7、用户手册 8、随车工具 9、备胎 1、转向 2、制动 (十) 3、异响 行驶 4、顿挫 5、淋雨
DIP制程换线检查清单

9.确认各人员是否严格按照WI顺序排位作业,工站是否有调动;
10.确认测试使用的耗材备品是否可满足生产需求;
11.确认机种履历表有无重点事项追踪;
12.确认凳子是否完好&接地;
注: 1.点检人:试产及第一次量产此表由组长级点检,其它由班长级对各制程作点检; 2.点检频率:每班在换不同成品料号机种时必须做此表,相同成品料号不同工单不需做此表点检;点检人必须对各项作100%点检,确认人对各制 程段抽70-85%以上作确认; 3.请将实际点检的内容填写员处存档;
9.确认目检站是否有目检罩板,是否与机种相符;
10.确认凳子是否完好&接地;
1.确认耗材锡丝规格是否与WI相符;
2.确认扭力是否与WI符;
3.确认烙铁是否被点检与保养并记录﹐温度是否与WI相符﹐有无存放在烙铁 盒内,接地是否良好﹔ 4.确认线速度与规定要求是否一致,线速实际多少?
5.确认良品与不良品是否有完全区分﹑标示(颜色区分﹑状态单填写完整); T
课长审核:
DIP制程换线Check List
客户: 机种: 段别
成品料号: 线别: 查检项目
工单号: 班别:批 量:
1.确认该工单物料是否齐料;
2.确认辅助设备是否齐全(数据收集器&扫描枪&过炉载具)是否可以正常使 用﹔ 3.确认插件特殊工位是否有佩戴好静电胶指套及手套(本体为光滑金属表面 之组件﹐大拇指及食指、中指 3个均需配带胶指套)﹔
/ 6.确认SOP&WI&上岗证&OK牌摆放是否统一化﹑标准化﹔ U 制 7.确认检验站是否依照标准使用辅助工具放大镜做正常的检验﹔
程 8.目检是否有需要使用罩板,如有罩板的编号是多少?
9.确认ICT工站的良品与不良品是否有做Sample,是否有将Sample卡填写完整?
Q-QA-4-18050-A0 SMTDIPIPQC巡检记录表

23 锡膏搅拌、恒温B拆取真空包装内是否当班使用完
25 印刷过锡膏PCB是否及时处理
制 程 26 PCB超过有效期是否进行烘烤进行验证后投入使用 确 认 27 印刷后的效果是否良好,不可出现连锡、偏移、少锡等现象
28 钢网清洁是否按照规定要求的频率进行清洁
17 回流炉的温度是否符合文件要求,是否进行温度测试并测试报告
工
具 设
18 测试仪器、设备是否有校验合格证且在有效期内,是否符合要求
备
19 车间温湿度是否达到文件要求
20 设备仪器内是否进行点检并记录
21
PCB进板方向与拿取方向是否一致,不可出现严重变形及超出有效 期
22 中途更换物料是否提前找IPQC确认核对
核准:
审核:
IPQC:
表单编号:Q-QA-4-18050
第 2 页,共 2 页
版本/版次:A/0
Conserve&Associates,Inc.
IPQC巡检记录表(SMT\DIP)
线别:
机型:
日期:
工序 序 号 检查项目
时间段
33
测试、检验、操作员工位是否进行考核培训取得上岗证后进行作 业
上午
8:00-10:00
10:01-12:00
下午
13:30-15:30 15:31-17:30 18:00—
加班
34 上料是否使用料站表进行核对并确认规格符合性
35 接驳物料是否符合作业指导书要求
36 散装物料及手贴物料是否符合文件要求
37 贴片机程序是否与生产机型一致
固化效果是否圆润、光滑,不可出现偏移、少锡、空焊、假焊、 38 少件、错件的现象
制 39 AOI是否定期进行优化、检测程序是否合理
DIP外观检验步骤暨判定标准书
锡不足
MI
14
MA
A
MI MI
CLeabharlann 15不洁MI
B 针孔
16
针孔
MI
MA
MI
17
PCB刮伤 (C) 刮 伤 不 漏 铜 , 宽 度 小 于 0.2mm,长度小于3cm,一面不 超过3条(裸板出货长度不可超过 2cm) (D)金手指:长度未及2mm或不明 显者一面限2条 (E)金手指:露铜镍或明显外力或 磨损 (A)固定不脱落之锡球直径大于 0.25mm(10mil) 锡球(渣) (B)未固定可能掉落之锡球直径 大于0.125mm(5 mil)
SW
OFF
B
A
MA MI MI
14.318
14.318
31
B
H A
C
MA MI MA MA
14.318
32
虚线 表示 缺件
滑牙 A B C
MI
1N4148
MI
33
MA
SN12345678 SN12345678
34
A
PTEST 52-A FQC 52-P QA ICT LOT NO 12345
B
MI
35
锡珠
MI
MI MA
18
MI
19
孔塞
因制程或其它因素造成零件孔. 螺丝孔等孔塞
孔塞
MA
20
零件跪脚 零件的PIN未插入零件孔位(脚 (折脚) 座)而造成折脚之现象
MA
21
零件 脚长 (H)>2.0mm不 允许,最 零件脚长 短不定尺寸但零件脚必需外露 可见. (A)板上残留可能会危害电气功 能之异物如铁脚.锡渣...等 残留异物 (B)板上残留异物不会危害电气 功能如棉絮...等 零件的PIN,本体有生锈或氧化 焊点氧化 的现象(生锈现象如呈咖啡,深 (腐蚀) 土黄色.氧化现象如呈暗灰色, 露铜青绿色) PCB板经回焊炉.锡炉...等制程 造成板弯(翘)之现象其高度不 板弯(翘) 可超 出板 长 (mm)*0.005 之 标准 例如:板长280mm板弯标准不得 超出1.4mm(1倍板厚) (A)直径大于5mm之图状剥离(起 泡) PCB爆板 (B)起泡处超过 2 处 (C)起泡位于CPU及BGA处 PCB经烘烤后造成防焊漆变色或 PCB 防 焊 破裂脱落...等现象其面积不得 漆不良 超过3cm*0.2mm (A)沾锡区域超过5mm*2mm
DIP品检报表(1)

合格[ ]不合格[ ]
领班:审核:
东莞市万诺电子有限公司
DIP品检报表日期年月日
目检员
产品型号
总数量
抽检数量
抽检数量
缺件
假焊
判定
备注
优
良
差
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
东莞市万诺电子有限公司
DIP品检报表日期:年月日
目检员
产品型号判定
备注
优
良
差
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
合格[ ]不合格[ ]
领班:审核:
DIP插件过程审核检查表
元件脚长和
10
脚距
不影响插机和外观
询问作业员是否有自检?对成型不良元件是否有放到 不良元件盒内并报告管理员?查看首件检查记录,是
否对元件脚长点检?
11 光照度
不影响插机
查看作业工位是否有足够的光源?
12
拉体轨道
PCBA在轨道上推动顺 检查开拉前点检表是否有对拉体轨道宽度点检?推板
畅且不掉板
是否顺畅?
锋利
查看开拉前点检表,是否有对气剪嘴点检?询问作业 员是否有定期更换气剪嘴?
36 防静电手环
完好,佩戴正确
查看作业员是否有戴防静电手环作业?询问作业员是 否在上班前对防静电手环测试?
37
静电线
接地良好,与设备地无 查看防静电手环是否有夹在静电线的铜线上?用万用
短路
表测试静电线与设备地线之间是否有短路?
压件位置
插座和端子
检查作业指导书是否有对压件位置规定?查看首件检 查记录表,是否对元件浮高点检?
16
拉体与接驳 台之间平滑
度
拉体与接驳台之间过度 平稳
查看拉体与波峰炉拉驳台之间过度是否平滑?
17
炉温
260±5℃
查看炉温记录是否完整?炉温设定值是否与作业指书 要求一致?是否有做炉温X-R图和CPK周推移图?对 超出控制线的点是否有分析和措施?温度计是否有
过程 序号
64
特性 电批
特性标准
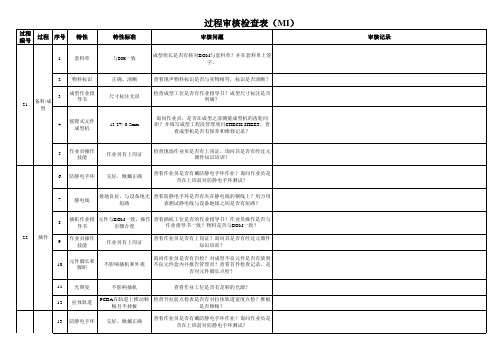
过程审核检查表(MI)
审核问题
大电批0.7~0.9N*M,小 用扭力计测量电批扭力是否在作业指导书规定范围之
电批0.5~0.7N*M
内?查看电批扭力检测记录表是否完整?
组装散 65 30 热片
接地
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
// 备注
质量确认:
06 检查插件材料与作业指导书是否相符
08 确认是否使用治具及治具是否正确
09 流焊条件是否正确
11
正检人员作业是否与作业指导书相符,并确 认零件是否有缺件、高跷、反向等问题发生
12
目检及补焊人员必须检查锡点是否有漏焊、 短路、掉件等流焊品质问题
15
半成品测试必须确认机种,治具,测试方法,点胶 作业是否正确
插件首件检ቤተ መጻሕፍቲ ባይዱ记录表
产 品
批次号:
项 目
首件检查项目
01
检查PCB板,插件材料与作业指导书是否相符 并确认批次,机种,数量是否正确
02 检查插件材料与作业指导书是否相符
机 种 结确 果认
完成时间
03 检查插件材料与作业指导书是否相符
04 检查插件材料与作业指导书是否相符
05 检查插件材料与作业指导书是否相符
16 刷三防漆作业是否依作业指导书规定作业
17
收板必须检查PCBA是否完全烘干,包装方式是 否正确
备注:1.结果由当站作业人员填写正确打v,不正确打x
2.审核由组长或代理人填写正确打v,不正确打x
3.经组长审核后由质量对首件产品做最终确认
日 期: /
审 核:
质量确认:
录表
日 期: 数量: 作业人员