硫磺装置的主要工艺是
硫磺回收装置尾气碱洗运行分析及优化
76为了有效的缓解环境污染问题,国家实施了新的环境保护法,即《中华人民共和国环境保护法》,这个文献对石油行业中的烟气、尾气排放标准又提出了新的要求,要求其降低硫磺回收装置中的二氧化硫排放量。
为了确保硫磺尾气处理不会出现反复建设的情况,可以在硫磺装置尾气处理中增加烟气脱硫设备,但要注意的是,其烟气中的二氧化硫必须满足特定限值排放要求,只有这样才能让该装置不论在何种环境中都能满足所有工况,进而达到标准排放量。
一、硫磺装置尾气碱洗单元运行现状分析1.尾气碱洗工艺。
尾气碱洗工艺中的脱硫设备包括:逆喷管和碱洗塔,其中逆喷管的核心是喷头,其喷头都是大孔径,并且采用的材质都是耐磨性好的碳化硅材料,所以逆喷管具有耐磨性强、堵塞率少且使用周期长的特点,逆喷管在逆喷区,其脱硫设备中的脱硫碱液就会自下而上从喷头喷出,要是与含硫的烟气逆向而遇,就会形成一个湍流泡沫区,在这个湍流泡沫区内气液就会自行进行动态平衡,进而将尾气中的二氧化硫不断的吸收,从而形成较为稳定的动态吸收区。
除此之外,湍流泡沫区的吸收液水分会不断的蒸发,在气体冷却后,逆喷段就会有高效传热传质功能,从而具备烟气冷却和脱硫功能;碱洗塔是指在烟气净化之后经过高效除雾器将水进行分离后,就可将烟气从塔顶排出,液从塔底排出。
2.尾气碱洗脱硫工艺原理及效果。
尾气碱洗脱硫工艺原理:首先是先将烟气中的二氧化硫和三氧化硫遇水溶解后,两者会形成亚硫酸和硫酸,然后利用尾气碱洗脱硫工艺中的氢氧化钠与亚硫酸和硫酸进行中和反应,在经过中和反应之后就会形成硫酸水和盐,因此用氢氧化钠吸收烟气中的二氧化硫是简便快捷的方法,这种方法不仅可以让酸钠快速反应,而且还能降低设备的损害度。
尾气碱洗脱硫效果:据了解,硫磺装置碱洗脱硫系统自运行以来,烟气中的二氧化硫得到显著的减低,并且符合新的环保指控标准要求。
二、存在的问题及措施1.存在的问题(1)尾气碱洗系统易堵塞。
由于尾气碱洗单元在进行长时间运行后,就会导致系统出现大量的盐,而且这些盐的流速较慢,就会致使管孔小的地方形成结晶,这样就会导致尾气碱洗系统出现堵塞的情况。
第十四章硫磺回收装置
第⼗四章硫磺回收装置第⼗四章硫磺回收装置第⼀节装置概况及特点⼀、装置概况硫磺回收装置是环保装置,它是洛阳分公司500万吨/年炼油⼯程主体⽣产装置之⼀。
该装置主要处理液态烃、⼲⽓脱硫酸性⽓及含硫污⽔汽提酸性⽓等,其产品是国标优等品⼯业硫磺。
⼆、装置组成及规模硫磺回收(Ⅰ)设计⽣产能⼒为3000t/a,1987年8⽉开⼯,2001年4⽉扩能改造⾄1.0×104t/a;硫磺回收(Ⅱ)设计⽣产能⼒为5650t/a,1997年9⽉开⼯,2000年3⽉扩能⾄1.0×104t/a。
三、⼯艺流程特点两套硫磺回收装置均采⽤常规克劳斯⼯艺,采⽤部分燃烧法,即将全部酸性⽓引⼊酸性⽓燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
过程⽓采⽤⾼温外掺合、⼆级转化、三级冷凝、三级捕集,最终硫回收率达到93%以上。
尾⽓中硫化物及硫经尾⽓焚烧炉焚烧,70m烟囱排放。
第⼆节⼯艺原理及流程说明⼀、⼯艺原理常⽤制硫⽅法中根据酸性⽓浓度不同,分别采⽤直接氧化法、分流法和部分燃烧法。
本装置采⽤的是部分燃烧法,即将全部酸性⽓引⼊燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
对于硫化氢来说,反应结果炉内约有65%的硫化氢转化为硫,余下35%的硫化氢中有1/3燃烧⽣成⼆氧化硫,2/3保持不变。
炉内反应剩余的硫化氢、⼆氧化硫在转化器内催化剂作⽤下发⽣反应,进⼀步⽣成硫,其主要反应如下:主要反应:燃烧炉内:H2S+3/2O2=H2O+SO2+Q 2H2S+ SO2= 2H2O+3/2S2+QH2S+CO2=COS+ H2O+Q 2H2S+CO2=CS2+2 H2O+Q反应器内:2H2S+SO2=H2O+3/nSOn+Q COS+ H2O = H2S+CO2-QCS2+ 2H2O=2H2S+CO2-Q为获得最⼤转化率,必须严格控制转化后过程⽓中硫化氢与⼆氧化硫的摩尔⽐为2:1。
⼆、⼯艺流程说明来⾃液态烃、⼲⽓脱硫装置酸性⽓及含硫污⽔汽提酸性⽓,压⼒0.05Mpa(表),温度40℃左右,硫化氢浓度30~90%(V),烃含量⼩于4%(V),在酸性⽓分液罐V101分液后进⾏⼊酸性⽓焚烧炉F101,所需空⽓由风机C101供给。
硫磺回收装置尾气处理工艺探讨
硫磺回收装置尾气处理工艺探讨随着经济和各行各业的快速发展,本文主要通过对硫磺回收装置尾气处理工艺进行分析,并提出相应的解决策略。
标签:硫磺回收装置;尾气处理工艺;探讨引言硫磺回收装置采用的是克劳斯工艺,通过将石油化工生产中排放的含硫气体转化为单质硫。
随着化工产业的不断发展,传统的SOCT法尾气处理工艺已经不能满足当前石油炼制工业污染物排放标准,因此需要采用新的尾气处理工艺来应对日益严峻的的环保要求。
当前使用比较广泛的几种尾气处理工艺,如氨法脱硫工艺、离子液工艺、钠碱法脱硫工艺等,下面将进行具体分析。
1尾气处理工艺探讨1.1氨法脱硫工艺分析氨法脱硫是一种高效、低耗能的湿法脱硫方式,脱硫过程是气液反应,反应速率快,吸收剂利用率高,能保持脱硫效率95%-99%。
氨法的最大特点是SO2的可资源化,可将污染物SO2回收成为高附加值的商品化产品。
氨法脱硫主要包括两部分,其一是指SO2的吸收,其二是亚硫酸铵的氧化。
在采用这种方法进行脱硫的过程中要用到吸收剂,能够选择性的吸收液体。
在脱硫过程中一般以液氨作为吸收剂,有时也会用到氨水,其过程是对在制硫过程产生的二氧化硫气体进行吸收,然后再将尾气排放到大气中,反应过程中产生的亚硫酸氨溶液被氧化,进一步生成硫酸铵溶液。
对于生成的溶液要进行浓缩,使用原烟气中的热量将其浓缩,这一环节完成后要进行结晶处理,采用结晶系统进行结晶,一般以蒸發结晶为主,最后生成硫酸铵浆液。
将浆液进行分离处理,采用分离处理系统将硫酸铵进行分离,然后将其干燥处理,再进行包装。
这种烟气脱硫法是一种相对较为环保的脱硫工艺之一,尤其我国此种脱离工艺刚起步,因此技术尚不够成熟。
这种脱硫法的优势在于其脱硫的效率较高,而且在整个过程中不会产生二次污染,还可以将SO2进行回收再利用,提升了资源的利用率。
当前我国已经可以采用硫酸铵制作化肥,采用这种脱硫方法在脱硫过程中会形成亚硫酸铵,而其可以还原氮氧化物,因此采用这种工艺一方面可以脱硫,另一方面还能脱硝,在一定程度上降低了温室效应。
硫磺回收工艺
硫磺回收工艺硫磺回收装置包括硫磺回收、尾气处理、尾气焚烧、液硫脱气和液硫成型五个部分,处理溶剂再生和酸性水汽提来的酸性气。
1、制硫部分自酸性水汽提及溶剂再生装置来的酸性气经酸性气分液罐分液后进入酸性气燃烧炉。
酸性气分液罐排出的酸性液,自流至酸性液压送罐,经酸性水泵送到装置外(酸性水汽提装置)处理。
在炉内,根据制硫反应需氧量,通过比值调节严格控制进炉空气量,使进炉酸性气中的H2S约有65%直接生成元素硫,过程气经制硫余热锅炉发生1.2MPa(g)蒸汽回收余热,再经一级冷凝器发生0.4MPa低压蒸汽,同时将过程气中的元素硫冷凝为液态并分出进入液硫池。
根据反应温度要求,一级冷凝器后的过程气与制硫燃烧炉后的高温气流通过高温掺合阀,按要求混合后进入一级转化器,在催化剂的作用下,过程气中的H2S和SO2进一步转化为元素硫,自一转出来的高温过程气进入过程气换热器,与自二冷出来的过程气换热后,再进入二级冷凝器,过程气经二级冷凝器发生0.4MPa蒸汽并使元素硫凝为液态,液硫捕集分离后进入液硫池;由二级冷凝器出来的过程气再经过程气换热器加热后进入二级转化器,使过程气中剩余的H2S和SO2进一步发生催化转化,二转出口过程气经三级冷凝器发生0.4MPa蒸汽并使元素硫凝为液态,液硫被捕集分离进入液硫池,尾气经尾气分液罐分液后进入尾气处理部分。
液硫池的液硫,经脱气处理,液硫中的有毒气体被分出,送至尾气焚烧炉焚烧。
脱气后的液硫用泵送至液硫成型或至液硫装车。
2、尾气处理部分以焦化干气作燃料,在还原炉的燃烧室内进行次化学当量燃烧,产生还原性气体(H2、CO),自制硫尾气分液罐出来的制硫尾气,与该还原气在混合室内混合,被加热到300℃左右进入加氢反应器,在加氢催化剂的作用下进行加氢水解反应,将SO2、S X、CS2、COS等还原为H2S。
从尾气加氢反应器出来的气流经蒸汽发生器发生0.4MPa蒸汽回收热量后进入尾气急冷塔,与急冷水直接接触降温。
硫磺制酸生产装置工艺流程

硫磺制酸生产装置工艺流程硫磺制酸是一种常见的化工生产过程,它通过将硫磺转化为硫酸来制备酸。
硫酸是一种重要的化工原料,广泛用于冶金、电池、纺织、食品加工等行业。
以下是硫磺制酸生产装置的工艺流程:1.原料准备阶段:硫磺是硫酸生产的主要原料,硫磺通常以固体的形式使用。
在生产开始之前,需要检查硫磺的质量和纯度,并将其研磨成粉末状以便后续处理。
2.硫磺熔化:硫磺粉末输送到一个熔化器中,通常使用蒸汽或者电加热器加热。
在高温下,硫磺变成液体状态。
3.氧化:熔化的硫磺通过一系列氧化反应转化为二氧化硫(SO2)。
这个反应通常在特殊的反应器中进行,确保反应过程的高效、安全。
4.硫化氢的去除:二氧化硫通常混合有一定量的硫化氢(H2S)。
由于硫化氢对环境和设备具有腐蚀性,需要将硫化氢去除。
这通常通过催化剂或吸收剂来实现。
5.催化剂的再生:用于硫化氢去除的催化剂需要周期性地再生。
再生过程主要包括催化剂的热解和洗涤。
热解可以将吸附在催化剂上的硫化物转化为游离的硫磺,洗涤可以将其中的杂质去除。
6.氧化反应:去除硫化氢之后,纯净的二氧化硫会进一步与氧气进行氧化反应,生成硫三氧化二硫(SO3),这个反应通常在高温和催化剂的催化下进行。
7.SO3的吸收:SO3是非常有毒和腐蚀性的物质,不能直接排放到大气中。
因此,SO3通过一系列冷凝器和洗涤塔进行吸收,并与水反应生成硫酸。
8.硫酸的处理和储存:生成的硫酸会通过一系列的过滤、蒸发和冷却处理以去除杂质,然后储存在储罐中。
硫酸是化工原料,需要储存在适当的环境条件下,以确保质量和安全。
9.尾气处理:整个硫磺制酸过程中产生的尾气含有大量的SO2和其他有害物质,需要进行处理以达到排放标准。
常见的处理方法包括干式吸附、湿式吸收和催化转化等。
以上是硫磺制酸生产装置的工艺流程。
在实际生产过程中,还需要进行严格的监控和控制,以确保反应过程的安全和稳定。
此外,还需要对废水和废气进行处理,以保护环境。
硫磺制酸是一项复杂的工艺,需要经验丰富的操作团队和完善的设备来实现高效生产。
磺化装置工艺概述
磺化装置工艺概述1.熔硫系统熔硫槽装在地平以下便于投料,硫磺采用人工投料的方式,通过硫磺液下泵将液体硫磺引入液硫高位槽,液体硫磺的计量使用柱塞计量泵。
液体硫磺采用蒸汽伴管或套管保温,冷凝水集中回收。
熔硫槽内蒸汽伴管压力采用气动调节阀控制蒸汽压力,保证了硫磺合适的熔点温度,提高硫磺的流动性。
2.空气干燥系统反应系统的工艺空气由罗茨风机产生,该风机出口压力由气动调节阀自动调节。
工艺空气由罗茨风机加压后先经过循环水冷却系统,再经过乙二醇冷却系统,然后进入硅胶干燥系统。
干燥过的工艺空气露点达到-60℃以下。
循环水冷却器和乙二醇冷却器与乙二醇储罐设置在一起。
硅胶干燥器采用两个分体式床层切换使用,切换采用气动阀自动控制。
硅胶通过热风或蒸汽加热再生。
乙二醇的温度由制冷机系统控制。
空气干燥单元不仅要求干燥空气有较低的露点,而且要求干燥空气露点稳定从而保证SO3同烷基苯摩尔比稳定,使磺化产物有稳定的中和值及稳定的产品质量。
为此我们5T/h磺化装置的设计中提高空气冷却器的换热面积,二级冷却器的换热面积达1000m2,另外加大空气干燥罐容积,使干燥吸附工作时段内露点稳定,最为关键的是,干燥剂再生后吹冷温度要低从而保证切换后干燥剂初始工作温度低,避免干燥罐切换后由于干燥剂温度高而造成吸附能力急剧下降、露点明显升高而造成不稳定,我们在工艺上采用适当增大冷冻机组制冷量,使一部分冷冻水用于再生后的冷却,使干燥剂冷却温度显著下降。
干燥剂的选用上考虑生产成本80%用硅胶20%可采用分子筛或进口硅胶,再生温度要求达到200℃,因此SO3冷却器空气冷却部分采用串联冷却,提高再生温度,适应分子筛需要较高的再生温度。
3.SO2系统液体硫磺通过硫磺计量泵定量输送至燃硫炉内燃烧,点火采用电点火装置,点燃后自动断电避免由于人为因素造成点火器损坏。
我们在SO2/ SO3气体发生单元设计上考虑到硫磺充分燃烧,我们在燃硫炉内设置了多孔弧形分布盘,分布盘为耐高温高铝陶瓷,让液体硫磺进入燃硫炉内分布均匀,在燃硫炉进口位置由顶部改为侧面,使未充分燃烧的硫磺不会带入到SO2冷却器内燃烧。
硫磺制酸生产装置工艺流程

硫磺制酸生产装置工艺流程1.硫磺净化:硫磺从硫磺矿石中提取出来后,需要经过净化工艺。
首先,将硫磺矿石破碎,并使用浮选法获取硫磺的精矿。
然后,将硫磺精矿进行浸出,去除其中的杂质。
最后,通过蒸馏工艺,将硫磺进行分馏,得到纯净的硫磺。
2.硫磺氧化:将纯净的硫磺输送到硫磺氧化器中,在高温下与空气中的氧气反应,生成二氧化硫。
这个反应是一个放热反应,需要适当控制温度和氧气的供应量。
3.二氧化硫的净化:将生成的二氧化硫通过冷却和净化工艺,去除其中的杂质。
首先,将二氧化硫进行冷却,使其温度降低到适宜的范围。
然后,使用洗涤液和吸附剂去除二氧化硫中的杂质,如氧化氮、杂质颗粒等。
4.二氧化硫的转化:将净化后的二氧化硫输送到转化炉中。
在转化炉中,通过催化剂的作用,将二氧化硫转化为三氧化硫(SO3)。
这个过程需要适当的温度和催化剂的控制。
5.吸收和冷凝:将转化后的三氧化硫通过吸收塔,与硫酸溶液进行接触,生成硫酸。
吸收过程中,需要将气体和溶液进行充分的接触和混合,以使反应效率最大化。
同时,为了保证吸收器内温度的控制,还需要进行冷凝。
6.分离和浓缩:将生成的硫酸溶液从吸收塔中输送到分离器中,通过分离器蒸馏的工艺,将溶液进行分离,分离成浓硫酸和淡硫酸。
浓硫酸用于后续生产,而淡硫酸则再次回流至吸收塔进行循环使用。
7.废气处理:在整个生产过程中,会产生大量的废气,包括二氧化硫和其他杂质气体。
为了保护环境和防止废气对人体的危害,需要对废气进行处理。
一般采用脱硫工艺,通过吸收剂和吸收塔将废气中的二氧化硫去除,使废气排放达到国家相关标准。
以上就是硫磺制酸生产装置的工艺流程,该流程通过净化硫磺、硫磺氧化、二氧化硫净化、二氧化硫转化、吸收和冷凝、分离和浓缩以及废气处理等工艺环节,最终实现从硫磺到硫酸的生产过程。
硫磺回收装置多级离心鼓风机结构及控制方式
硫磺回收装置多级离心鼓风机结构及控制方式摘要:硫磺回收装置主要用来处理炼化工艺过程中产生的含有硫化氢的酸性气,目前比较常用且成熟的工艺方法是通过克劳斯制硫工艺法回收硫磺。
多级离心鼓风机是为克劳斯炉提供新鲜空气的设备,其稳定可靠的运行以及良好的调节性对于工艺实现至关重要。
通过控制模式的设定,可以让鼓风机实现较宽广的气量调节范围,提高适用性并能达到节能的效果。
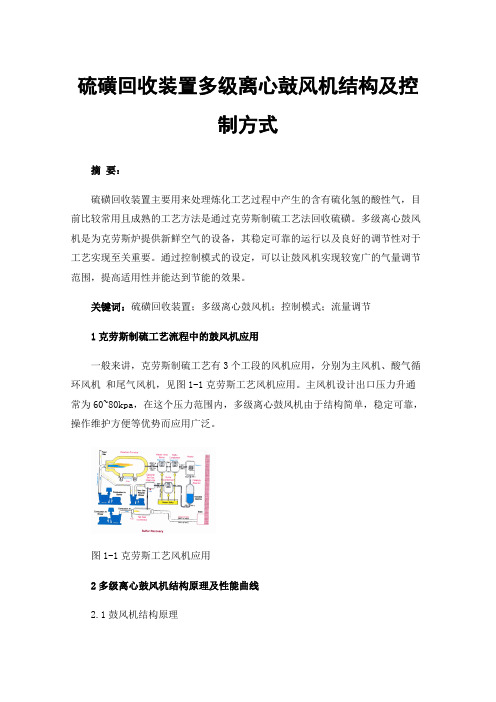
关键词:硫磺回收装置;多级离心鼓风机;控制模式;流量调节1克劳斯制硫工艺流程中的鼓风机应用一般来讲,克劳斯制硫工艺有3个工段的风机应用,分别为主风机、酸气循环风机和尾气风机,见图1-1克劳斯工艺风机应用。
主风机设计出口压力升通常为60~80kpa,在这个压力范围内,多级离心鼓风机由于结构简单,稳定可靠,操作维护方便等优势而应用广泛。
图1-1克劳斯工艺风机应用2多级离心鼓风机结构原理及性能曲线2.1鼓风机结构原理鼓风机一般采用上进气和上排气的布置方位,通过联轴器与驱动机相连。
驱动机启动后,风机将同步旋转,随着转子及叶轮的旋转运动,叶轮中叶片之间的气体也跟着旋转,并在离心力的作用下甩出这些气体,气体流速增大,使气体在流动中把动能转换为静压能。
在叶轮连续旋转作用下气体不断排出和补入,经过多个叶轮的连续增压后,静压能达到所需要的设计压力,通过排气口排出,详见图2-1 多级离心鼓风机结构图。
图2-1 多级离心鼓风机结构图2.2鼓风机运行性能曲线图2-2多级离心鼓风机运行曲线,显示出了鼓风机运行特征曲线。
曲线最左端显示出鼓风机喘振点,如果气量更低或者系统背压更高,那么风机将进入喘振。
喘振是离心风机的致命威胁,可能会造成风机转子、密封、轴承等部件的严重损毁,因此,需要做好鼓风机的防喘振控制。
气量在喘振点和设计点之间的范围是正常风机调节范围,在此区间,风机可以保持恒压力下气量调节。
曲线右侧是超载运行区间,运行在此区间将可能引起超电流现场或者严重的导致电机联锁。
硫磺回收装置工艺流程描述
硫磺回收装置工艺流程描述1、制硫部分自溶剂再生装置来酸性气经分液罐脱液、酸性气预热器加温后,与来自酸性水汽提装置的含氨酸性气混合,进入制硫燃烧炉进行高温转化反应。
在炉内,酸性气中的烃类等有机物全部分解,约65%(v)的H2S进行高温克劳斯反应,生成单质硫。
燃烧时所需空气由制硫炉鼓风机供给。
自燃烧炉排出的高温过程气一小部分通过高温掺合阀调节一级二级转化器的入口温度,其余部分进入制硫余热锅炉冷却至约350℃;制硫余热锅炉壳程用来发生1.0MPa饱和蒸汽。
从制硫余热锅炉出来的过程气进入一级冷凝冷却器,被冷却至170℃,冷凝下来的液体硫磺自底部进入硫封器A,顶部出来的过程气经高温掺合阀调节至约240℃进入一级转化器。
在一级转换器催化剂的作用下,过程气中的H2S和SO2进一步进行克劳斯反应,产生单质硫,进入二级冷凝冷却器,被冷却至160℃,冷凝下来的液体硫磺自底部流出进入硫封器B,冷凝器顶部出来的过程气再经高温掺合阀加热至220℃,进入二级转化器。
在二级转换器催化剂的作用下,过程气中剩余的H2S和SO2进一步发生催化转化,反应后的气体进入三级冷凝冷却器,自236℃被冷却至158℃,被冷凝下来的液硫自底部流出进入硫封罐C,冷凝器顶部出来的尾气进入硫雾捕集器。
硫雾捕集器底部分离出携带的液硫,进入硫封罐D,顶部气相进入尾气处理部分。
汇入硫封罐的液硫自流进入液硫池,液硫中的有毒气体被蒸汽喷射器送至尾气焚烧炉焚烧。
脱气后的液硫用液硫提升泵送至液硫成型部分,进行造粒成型包装出厂。
2、尾气处理部分尾气自捕集器顶部出来,进入尾气加热器、电加热器,混氢后进入加氢反应器,在加氢催化剂的作用下进行加氢、水解反应,使尾气中的SO2、COS、CS2还原、水解为H2S。
反应后的高温气体经降温后进入急冷塔下部,与急冷水逆流接触、水洗冷却至40℃。
尾气急冷塔使用的急冷水,用急冷水循环泵自急冷塔底部抽出,经急冷水冷却器冷却至40℃,然后循环使用。
硫磺回收工艺简介
硫磺回收工艺简介一、国内外硫回收技术的现状含H2S酸性气体的处理,工业生产中多采用固定床催化氧化(主要为克劳斯硫回收工艺及各种改进工艺)工艺和液相直接氧[wiki]化工[/wiki]艺,近年来生物脱硫及硫回收工艺也逐步进入工业化行列。
(1) 液相直接氧化工艺有代表性的液相直接氧化工艺有:ADA法和改良ADA法脱硫、拷胶法脱硫、氨水液相催化法脱等。
液相直接氧化工艺适用于硫的“粗脱”,如果要求高的硫回收率和达到排放标准的尾气,宜采用固定床催化氧化工艺或生物法硫回收工艺。
(2) 固定床催化氧化工艺硫回收率较高的Claus工艺是固定床催化氧化硫回收工艺的代表。
Claus硫回收装置一般都配有相应的尾气处理单元,这些先进的尾气处理单元或与硫回收装置组合为一个整体装置,或单独成为一个后续装置。
Claus硫回收工艺及尾气处理方式种类繁多,但基本是在Claus硫回收技术基础上发展起来的,主要有:SCOT工艺、SuperClaus工艺、Clinsulf工艺、Sulfreen工艺、MCRC工艺等。
a. 常规Claus工艺常规Claus工艺是目前炼厂气、天然气加工副产酸性气体及其它含H2S气体回收硫的主要方法。
其特点是:流程简单、[wiki]设备[/wiki]少、占地少、投资省、回收硫磺纯度高。
但是由于受化学平衡的限制,两级催化转化的常规Claus工艺硫回收率为90-95%,三级转化也只能达到95-98%,随着人们环保意识的日益增强和环保标准的提高,常规Claus工艺的尾气中硫化物的排放量已不能满足现行环保标准的要求,降低硫化物排放量和提高硫回收率已迫在眉睫。
b. SCOT工艺SCOT工艺是Shell公司开发的尾气处理工艺,由于其净化尾气H2S<455.4mg/m3,总硫回收率可达99.8%以上。
所以是目前世界上装置建设较多、发展速度较快、将规模和[wiki]环境[/wiki]效益与投资效果结合的较好的一种硫回收工艺。
硫磺回收联合装置的工艺流程选择

硫磺回收联合装置的工艺流程选择联合装置包括三部分:硫磺回收、溶剂再生、酸性水汽提。
1、酸性水汽提酸性水汽提工艺主要有单塔加压侧线抽出汽提、单塔低压全吹出汽提、双塔加压汽提及双塔高低压汽提四种工艺流程。
国内普遍应用的有单塔加压侧线抽出汽提、单塔低压全吹出汽提及双塔加压汽提三种工艺。
1)单塔加压侧线抽出汽提工艺单塔加压汽提侧线抽氨工艺是在加压状态下采用单塔处理酸性水,侧线抽出富氨气并进一步精制回收液氨。
即原料酸性水经脱气除油后,分冷热进料分别进入汽提塔的顶部和中上部,塔底用1.0兆帕蒸汽加热汽提,塔底净化水冷却后送至上游装置回用;塔顶酸性气排至硫磺回收部分回收硫磺,富氨气自塔的中部抽出,经三级分凝后采用浓氨水洗涤和脱硫剂进一步精制后,通过压缩、冷凝后得到副产品液氨。
该工艺流程简单,蒸汽耗量低,投资及占地较低,对酸性水中硫化氢及氨浓度有很宽的适用性,副产氨气质量可以达到国家合格品标准。
该工艺已广泛用于国内石化行业,形成了我国独特的污水汽提技术路线,是化工冶金等行业处理含硫污水较为理想的工艺。
适于处理量较大,对于副产氨厂内可以回用或有出路的工厂。
2)双塔加压汽提工艺双塔加压汽提工艺是在加压状态下,采用双塔分别汽提酸性水中的H2S和NH3。
即原料酸性水经脱气除油后,首先进入硫化氢汽提塔上部,塔底用 1.0兆帕蒸汽加热汽提,塔顶酸性气送至硫磺回收部分回收硫磺,塔底含氨污水送至氨汽提塔进一步处理;氨汽提塔底用1.0兆帕蒸汽加热汽提,塔底净化水冷却后送至上游装置回用,塔顶富氨气经两级分凝后得到富氨气,采用浓氨水洗涤和脱硫剂进一步精制后,通过压缩、冷凝后得到副产品液氨。
该工艺流程复杂,蒸汽耗量较高,投资及占地较高,但可以处理硫化氢及氨浓度都很高的酸性水,其副产氨气质量也可以达到国标合格品标准。
适于处理量较大,硫化氢及氨浓度都很高,副产氨厂内回用或有出路的工厂。
3)单塔低压全吹出汽提工艺单塔常压汽提工艺是在低压状态下单塔处理酸性水,硫化氢及氨同时被汽提,酸性气为硫化氢及氨的混合气。
硫磺回收装置工艺流程
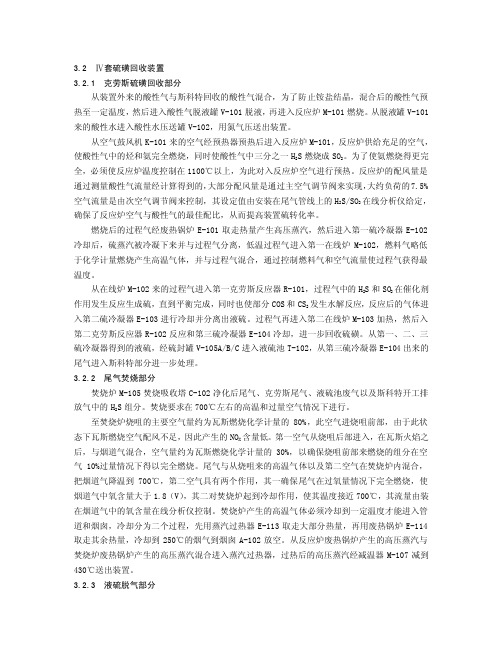
3.2 Ⅳ套硫磺回收装置3.2.1 克劳斯硫磺回收部分从装置外来的酸性气与斯科特回收的酸性气混合,为了防止铵盐结晶,混合后的酸性气预热至一定温度,然后进入酸性气脱液罐V-101脱液,再进入反应炉M-101燃烧。
从脱液罐V-101来的酸性水进入酸性水压送罐V-102,用氮气压送出装置。
从空气鼓风机K-101来的空气经预热器预热后进入反应炉M-101,反应炉供给充足的空气,使酸性气中的烃和氨完全燃烧,同时使酸性气中三分之一H 2S 燃烧成SO 2。
为了使氨燃烧得更完全,必须使反应炉温度控制在1100℃以上,为此对入反应炉空气进行预热。
反应炉的配风量是通过测量酸性气流量经计算得到的,大部分配风量是通过主空气调节阀来实现,大约负荷的7.5%空气流量是由次空气调节阀来控制,其设定值由安装在尾气管线上的H 2S/SO 2在线分析仪给定,确保了反应炉空气与酸性气的最佳配比,从而提高装置硫转化率。
燃烧后的过程气经废热锅炉E-101取走热量产生高压蒸汽,然后进入第一硫冷凝器E-102冷却后,硫蒸汽被冷凝下来并与过程气分离,低温过程气进入第一在线炉M-102,燃料气略低于化学计量燃烧产生高温气体,并与过程气混合,通过控制燃料气和空气流量使过程气获得最温度。
从在线炉M-102来的过程气进入第一克劳斯反应器R-101,过程气中的H 2S 和SO 2在催化剂作用发生反应生成硫,直到平衡完成,同时也使部分COS 和CS 2发生水解反应,反应后的气体进入第二硫冷凝器E-103进行冷却并分离出液硫。
过程气再进入第二在线炉M-103加热,然后入第二克劳斯反应器R-102反应和第三硫冷凝器E-104冷却,进一步回收硫磺。
从第一、二、三硫冷凝器得到的液硫,经硫封罐V-105A/B/C 进入液硫池T-102,从第三硫冷凝器E-104出来的尾气进入斯科特部分进一步处理。
3.2.2 尾气焚烧部分焚烧炉M-105焚烧吸收塔C-102净化后尾气、克劳斯尾气、液硫池废气以及斯科特开工排放气中的H 2S 组分。
硫磺回收工艺简介解读
硫磺回收工艺简介
(2)低温Claus工艺
低温Claus(亦称亚露点法)工艺是指在低于硫露 点的条件下尾气中的H2S和SO2继续进行Claus反应生成 元素硫。这类工艺一般是在常规Claus装置之后再配置 2-3个低温转化器,反应温度一般控制在130℃左右, 由于反应温度低,反应平衡向生成硫的方向移动,因 而可提高硫的转化率。生成的液硫会沉积在催化剂上, 故转化器需周期再生,切换使用。该工艺的特点为; 总硫回收率低(98.5%-99.5%);排放气净化度低 (>4000mg/m3);投资低;操作费用低。属于低温 Claus工艺的主要有:Lurgi公司和SNPA公司的 Sulfreen工艺;Delta公司的MCRC工艺;IFP公司的 Clauspol工艺等。
硫磺回收工艺简介
RAR工艺
RAR工艺是意大利国际动力学技术公司(KTI)开发的一种尾 气处理工艺。我国于20世纪90年代引进该工艺,分别在茂名和南 京建有生产装置。RAR工艺属于尾气加氢还原吸收类工艺,它与 同属于尾气加氢还原吸收类工艺的Scot工艺相比,主要区别是无 在线还原气发生炉,因此有人将它称为无燃烧炉的Scot工艺。该 工艺的主要特点是外供氢源,加氢反应器热源由反应器进出口物 流换热并附设电加热器以供装置开停工、事故及特殊工况时使用 或其他外部热源(间接加热炉、蒸汽等)提供。无在线炉工艺意 味着无额外的惰性气体进入系统,使过程气总量较SCOT工艺减少 5~10%,从而具有设备规模小,尾气排放量相对较少的特点。 它同时具有Scot工艺的其他优点,装置总硫回收率可达到99.8% 以上,净化尾气中硫化物含量<300ppm,符合GB16297-1996环保 标准。
硫磺回收工艺简介
SuperClaus工艺
SuperClaus工艺是荷兰Comprimo公司等开发,该工艺属于直 接将尾气中的H2S氧化为元素硫的硫回收工艺。自1988年第一套 日产硫磺100吨的工业装置投产以来,迄今为止已有90套装置投 产或在建中。该工艺的特点是: (1)以H2S过量运转方式代替传统的H2S/SO2=2/1(分子)苛 刻比例调节运转方式,操作灵活性大; (2)催化剂仅对H2S进行选择性氧化,H2、CO等组分不会被氧 化,也不会因为副反应生成COS和CS2,即使是在超过化学计量的 氧存在下,SO2的生成量也非常少,在缺氧的条件下,H2S将同催 化剂上的金属氧化物反应生成金属硫化物,但只要O2过量催化剂 很容易再生; (3)过程气中高浓度的水含量不会影响H2S的转化率; (4)装置投资和操作费用与常规Claus相当; (5)总硫回收率分为99%和99.5%两种,净化尾气中硫化物含 量>1500ppm,不能满足GB16297-1996环保标准。
硫磺回收装置尾气处理工艺探讨

硫磺回收装置尾气处理工艺探讨引言:硫磺回收装置是用于回收工业生产过程中产生的硫磺尾气的设备,对于减少硫磺的浪费和对环境的污染有重要意义。
在设计硫磺回收装置的尾气处理工艺时,需要考虑到各种因素,如硫磺尾气的成分、处理效率、能耗等。
本文将对硫磺回收装置尾气处理的工艺进行探讨,并提出一种可行的工艺方案。
一、硫磺尾气的成分分析二、工艺方案探讨1.常规吸收法常规吸收法是处理硫磺尾气的常用方法之一、通过将尾气中的SO2与吸收液中的反应剂(如氨水)进行吸收反应,将SO2转化为硫酸铵或硫代硫酸铵等形式,然后通过后续的脱硫和硫酸铵的分离工艺,将硫酸铵回收。
这种方法的优点是工艺成熟、可靠性高,但存在反应速度慢、能耗大的问题。
2.燃烧法燃烧法是将硫磺尾气中的硫化物直接燃烧为二氧化硫,然后对二氧化硫进行进一步处理。
这种方法的优点是处理效率高,但存在能耗大、二氧化硫气体排放的问题。
3.催化氧化法催化氧化法是利用催化剂促使硫磺尾气中的硫化物氧化为SO2的方法。
催化氧化法具有反应速度快、处理效率高的特点,但对于硫磺尾气中的其他成分如CS2的处理效果较差。
三、可行的工艺方案根据硫磺回收装置尾气的成分分析和各种工艺方案的优缺点1.组合工艺方案:将常规吸收法和催化氧化法结合,先采用常规吸收法将硫磺尾气中的SO2吸收成硫酸铵或硫代硫酸铵,然后采用催化氧化法将残留的硫化物氧化为SO2、这样可以充分利用常规吸收法的成熟工艺和催化氧化法的高效率。
2.能耗优化方案:在硫磺回收装置中引入能耗优化技术,如换热器和废热利用设备,以减少处理过程中的能耗。
同时,对反应器设计进行优化,提高反应速度和效率,降低硫磺尾气处理过程中的能耗。
3.二次处理方案:对除去SO2之外的其他成分,如CS2等,采用其他合适的工艺进行处理,以降低硫磺尾气的综合污染。
结论:硫磺回收装置尾气处理的工艺方案需要考虑到硫磺尾气的成分、处理效率和能耗等因素。
通过组合多种工艺方案、优化能耗和引入二次处理等手段,可以实现硫磺尾气的高效处理和回收。
硫磺回收装置工艺流程

原料配比控制
根据原料气成分和反应 要求,调整原料气和空
气的配比。
操作流程
原料气引入
将原料气引入硫磺回收装置, 经过预处理后进入反应器。
产品分离
反应后生成的硫磺和水通过分 离器进行分离,得到纯净的硫 磺产品。
开工准备
检查硫磺回收装置的各项设备 和管道是否正常,确保开工条 件满足。
反应过程
硫磺回收装置工艺流程
contents
目录
• 硫磺回收装置概述 • 硫磺回收装置工艺流程 • 硫磺回收装置主要设备 • 硫磺回收装置操作与控制 • 硫磺回收装置安全与环保
硫磺回收装置概述
01
硫磺回收的意义
硫磺是一种重要的化工原料,广泛应用于农业、医药、染料等领域。回收硫磺可 以减少对自然资源的开采,降低环境污染,同时也可以为企业创造经济效益。
硫磺回收装置可以有效地将含硫化合物转化为硫磺,减少对大气的硫化物排放, 从而降低酸雨等环境问题。
硫磺回收装置的应用
在石油化工行业中,硫磺回收装置主 要用于处理含硫化合物的尾气,如燃 烧烟气、酸性水等,将硫化物转化为 单质硫,同时回收硫磺资源。
在煤化工、冶炼等领域,硫磺回收装 置同样具有广泛的应用前景,可以为 企业提供稳定的硫磺供应,降低生产 成本。
硫磺回收装置工艺流
02
程
工艺流程简介
硫磺回收装置工艺流程是指将含硫气体中 的硫元素转化为硫磺的工艺过程。该工艺 的主要目的是减少含硫气体的排放,减轻 对环境的污染,同时回收硫资源。
工艺流程通常包括酸性气体的脱硫、 加氢反应、硫磺回收和尾气处理等步 骤。
工艺流程图解
请参见附图1硫磺回收装置工艺流程图。该图详细展示了硫磺回收装置的各个组成部分和相互之间的 流程关系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫磺装置的主要工艺是
硫磺装置的主要工艺是磺化工艺。
磺化工艺通常包括以下步骤:
1. 运输硫磺:原始硫磺经过初步的熔化和过滤处理后,被泵送或输送到硫磺装置的储存罐中。
2. 熔化:将固态硫磺通过加热,使其熔化为液态。
3. 变硫:将液态硫磺通过加热和催化剂反应,将其转化为硫磺蒸汽。
4. 焦炉燃烧:将燃料(通常是天然气或重油)在焦炉中燃烧,产生高温高压的火焰,用于加热反应器和炉内。
5. 高温烟气净化:将焦炉燃烧产生的高温烟气经过冷却和洗涤处理,去除其中的硫化物、蒽等有害物质。
6. 硫磺蒸汽制备:将硫磺蒸汽和氨气通过催化剂反应,生成硫磺蒜味,再经过冷却和净化步骤将其中的杂质去除。
7. 低温净化:将硫磺蒸汽经过洗涤、冷却等过程,去除其中的硫酸、杂质等。
8. 硫磺液态存储:将蒸汽冷却成液态硫磺,存储在储罐中。
9. 贮存和出口:对液态硫磺进行贮存和包装,准备出口销售或用于其他用途。
以上是一般硫磺装置的主要工艺流程,具体的工艺步骤和细节可能会因不同厂家和操作条件而有所不同。