一汽大众激光焊接
激光焊接与电子束焊接比较

电子束焊接与激光焊接的比较在汽车制造中,无论是发动机、变速箱等零部件的生产,,还是车身制造与装配,焊接工艺都是重要的加工手段。
除电弧焊、电阻焊等传统焊接技术被普遍采用外,在现代汽车生产过程中,以电子束焊和激光焊为代表的新一代焊接技'术的应用也越来越广泛,并凭借精密和高效的特点,成为汽车生产企业提升产品质量、降低生产成本、增加产品竞争力的有力工具。
电子束焊接技术起源于20世纪50年代,10年后激光器诞生,激光加工技术的研究与应用也随即展开。
电子束与激光加工同属于高能密度束流加工技术,应用的领域大体相同,其能量密度在同一段数量级远高于其他热源。
同时,他们与材料的作用原理也极其相近。
电子束焊接与激光焊接的原理电子束焊接(electronbeammachining ,EBM)是在真空条件下,利用电子枪中产生的电子经加速、聚焦后能量密度为106〜109W/cm2的极细束流,高速(光速的60%~70%)冲击到工件表面,并在极短的时间内,将电子的动能大部分转换为热能,形成“小孔”效应,使工件被冲击部位的材料达到几千摄氏度,致使材料局部熔化或蒸发,达到焊接目的。
激光器利用原子受激辐射的原理,使物质受激而产生波长均一,方向一致和强度非常高 的光束。
通过光学系统将激光束聚焦成尺寸与光波波长相近的极小光斑,其功率密度可达105〜1011W/cm2,温度可达10000°C,将材料在瞬间熔化和蒸发。
1丄> XxTI**II *HK激光焊接分为热导焊和深熔焊,在深熔焊中,巨大的能量同样可以形成“小孔”效应,并随着工件的移动,“小孔”身后的材料迅速冷却凝固成为焊缝。
与传统焊接技术比较,激光焊接与电子束焊接都具有更多优异的特性:□能量密度高(大于105W/cm2);□焊接速度高(一般可以达到5~10m/min);□热影响区窄(仅为焊缝宽度的10%~20%);□热流输入少、工件变形小;□易实现自动控制、可在线检测焊缝质量;□非接触加工、无后续加工。
白车身激光熔焊接头设计型式与质量评价标准
13 汽 车 车 身 激 光 焊 焊 缝 常 见 接 头 型 式 与 .
设 计 原 则
表 2部 分 给 出 了 焊 装 车身 激 光 熔 焊 接 头 的 常 见 型式 与基 本设 计 原则 , 际 应用 时应 考 虑具 体 的 实
为 板 的 厚 度 ( 位 : m ; 板 材 的设 计 间 隙 , 般 为 单 m )S 为 一 00 - .0m S为 焊 缝 深 度 ( 位 : )s s+ PS≥ .5 02 m; 单 mm ;:81 2S ;2 + 0 占 1,2 焊 缝 深 度 ( 材 2m )b 为 焊 缝 上 表 面 宽 度 . 211S 为 3 1" 1/ 板 m ;o ( 位 : )b 为接 头 焊 缝 下 表 面 焊 缝 宽 度 ( 位 : ) 单 mm ; 单 mm 。
顶 盖 后 盖
5 o mm 25 0 3 O 0 mm 0 12 o mm 0
奥迪 C 6
宝 来
汽 大众 车身顶 盖 与侧 围的连 接都 采用激 光一
MI 复合 焊接 , 用接 头型 式和迈 腾顶 盖激 光钎焊 G 常
速 腾
地板、 门盖 、 围 、 焊 侧 主
3 0 200mm
专 讨 厝论
导 致焊缝 返修 标准也 存在 一定 差别 。
表 1 一 汽 大 众车 身 激 光 焊 接 部位 数 据 统 计
雹焊榱
第4卷 0
则 : 头 是 通 过 焊 接 区 相 互 连 接 而 形 成 , 于 每 一 接 对
种 接头 型式 , 必须考 虑 _ 件 的设 计要求 。 T 焊缝 的形 式 最 终 取决 于 焊 接端 面 的设计 形 式
一
接 头 型式 如 图 2所 示 。由于激光 一 G复合 焊具 有 MI
机器人激光焊讲解

图1 激光钎焊焊缝外观激光焊接因具有高能量密度、可聚焦、深穿透、高效率、高精度及适应性强等优点,受到各汽车厂家的高度重视。
长安福特马自达从建厂初期就引进了福特成熟的激光焊接技术,极大地提高了车身的焊接质量。
激光焊是利用高能量密度的激光作为热源的一种高效、精密的焊接方法。
随着航空航天、汽车、微电子等行业的迅猛发展,产品零件结构形状越来越复杂,人们对产品加工精度和表面完整性,以及生产效率、工作环境的要求越来越高,传统的焊接方法难以满足要求,以激光为代表的高能焊接方法得到广泛应用。
激光焊接因具有高能量密度、可聚焦、深穿透、高效率、高精度及适应性强等优点,受到各汽车厂家的高度重视。
福特工厂在20世纪80年代已广泛应用了该项技术,长安福特马自达从建厂初期就引进了福特成熟的激光焊接技术,极大地提高了车身的焊接质量。
激光焊的原理及特点激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。
按激光器输出能量方式的不同,激光焊可分为脉冲激光焊和连续激光焊(包括高频脉冲连续激光焊);按激光聚焦后光斑上功率密度的不同,激光焊可分为传热焊和深熔焊;在激光深熔焊中又分为对接焊(钎焊)和搭接焊,前者需要填钎料,外观美观。
激光焊的优势主要包括:激光焦点光斑小,功率密度高,能焊接一些高熔点、高强度的合金材料;激光焊是无接触加工,没有工具损耗和工具调换等问题;激光能量和移动速度可调,可实现多种焊接加工;自动化程度高,可以用计算机进行控制,焊接速度快、功效高,可方便地进行任何复杂形状的焊接;热影响区和材料变形小,无需后续工序处理;激光可通过玻璃,焊接处于真空容器内的工件及处于复杂结构内部位置的工件;易于导向、聚焦,实现各方向变换;激光焊接与电子束加工相比较,不需要严格的真空设备系统,操作方便;生产效率高,加工质量稳定可靠,经济和社会效益好。
图2 激光焊接质量控制激光焊接设备激光焊接设备主要由激光器(固体、气体、半导体)、导光系统、控制系统、工件装夹及运动系统等主要部件和光学元件的冷却系统、光学系统的保护装置、过程与质量的监控系统、工件上下料装置及安全装置等外围设备组成。
汽车车身激光焊接技术的应用分析
汽车车身激光焊接技术的应用分析摘要:近年来,激光焊接技术在汽车车身焊接上得到了广泛的应用,其高密度、无接触焊接等一系列优势,有效保障了焊接效果。
本文从汽车车身激光焊接技术优势入手,对常见汽车车身激光焊接工艺及汽车车身激光焊接技术应用趋势进行简要地探析。
关键词:汽车车身焊接;激光焊接技术;焊接技术;激光焊接引言:随着我国汽车制造业的快速发展,我国汽车市场逐步完善,汽车普及率不断提升,人们对于汽车的关注点也从单一的性能向美观性、艺术性等角度发展,汽车焊接技术的好坏不仅会影响到汽车的质量,而且会对汽车的观赏性等都产生影响。
因此了解汽车车身激光焊接技术,对于促进汽车焊接技术的发展与改进至关重要。
一、汽车车身激光焊接技术优势激光焊接技术作为熔融焊接的一种,其主要能源为激光束,是一种较为先进的焊接技术。
当前在汽车车身焊接上已经得到了一定的应用。
相较于传统的焊接技术,激光焊接技术具有着一系列应用优势。
现从控制性强以及精准度高两方面,对汽车车身激光焊接技术的应用优势做出分析:(一)控制性强汽车车身激光焊接具有着控制性强的特点,通过有效的控制,大幅度的提升了焊接工艺的精准度。
在传统的焊接技术中,由于焊接用具接入热量难以控制,经常会由于温度过高,引发焊接面变形。
并且由于控制精准度不足,还存在焊接点形态不均匀等情况,影响汽车的美观性。
而在操作不当时,焊接用具有可能出现受损问题。
但是激光焊接技术能够有效控制接入热量,以能够满足焊接需求的最小热量作业,通过对热量的精准控制,既保障了焊接效果,又而避免了由于温度够高导致焊接面变形等情况的发生。
(二)精准度高与传统的焊接方式相比,激光焊接能够实现精准聚焦,利用激光束聚焦区域小等特点,能够焊接较为细小的部件。
在焊接的过程中,激光聚焦点准确,能够避免焊接对周围区域产生影响。
并且激光焊接不属于接触式焊接,能够在在智能控制下实现精准操作。
在封闭空间内也能够开展作业。
激光焊接能够结合不同的材质,调整焊接的方法,从而满足汽车异质材质焊接的焊接需求,保障焊接效果[1]。
trumph 激光焊接基础

HLD 3504
0, LLK:0,4mm 光纤直径 发出激光功率3500 W 二极管连续波激光 TRUMPF Laser
Tru disc 4002
0, LLK:0,2mm 光纤直径 发出激光功率4000 W 碟式连续波激光 TRUMPF Laser
HL 304P
脉冲激光 0, LLK:0,4mm 光纤直径 激光功率300 W TRUMPF Laser
Single emitter 1 cm barren stacks
Wave length Power range
10,6 µm (远红外线)
633 nm (rot)
Up to. 25 kW < 0,1 W
175 - 583 nm < 1000 W
(紫外线)
(no CW operat.)
1,06 µm (near IR)
50%反射镜
一汽-大众汽车有限公司轿车一厂焊装车间 2008、10、5
TRUMPF CW-LASER激光焊基础
四、激光的原理: 终端反射镜
激光腔的构造(一):
反射腔
输出反射镜
激光棒
激光焊接技术培训资料
激励灯管
激光光束
一汽-大众汽车有限公司轿车一厂焊装车间 2008、10、5
TRUMPF CW-LASER激光焊基础
TRUMPF CW-LASER激光焊基础
三、激光的优势:
• 激光器与作业现场分离 • 柔性电缆易于铺设 • 占用作业现场空间小 • 一个激光器可以供多个(最多6个)工作站工作 • 由于使用机器人及其他移动设备可以非常容易地
在三维工件上作业
激光焊接技术培训资料
一汽-大众汽车有限公司轿车一厂焊装车间 2008、10、5
一汽大众长春工厂冲压、焊装、总装探秘(2021整理)

一汽大众长春工厂冲压、焊装、总装探秘主要是宝来、CC等车一汽大众在长春的工厂,占地182万平方米,正式员工有1万多名。
一期工程在1992年完成,1996年验收,产能15万辆,生产捷达、宝来、全部奥迪A6L。
二厂在2003年底建成投产,主要生产高尔夫、迈腾、速腾、CC等车型。
而2009年建成的三厂,主要用于生产奥迪A4L、Q5。
此外还有一个发动机传动器厂,主要生产EA113和EA111发动机,还有MQ手动变速箱。
我们此次参观的是一汽大众二厂,还有EA111发动机的生产线。
一汽大众在长春驻扎多年,打下坚实的基础,看起来有点日久生情不愿远离的意思。
但随着引入车型产品增多,长春工厂的产能已经完全饱和,造成多款车型供不应求的局面(厂方希望通过开放给媒体参观,让大家亲眼看到一汽大众的车型供不应求是真的受产能所限,而不是搞所谓的“饥饿营销”)。
目前长春工厂的产能扩充余地已经很小,为了扩大产能,一汽大众下一部将在长春以外的地方建厂,比如成都的工厂就已经在建设中。
也只有待成都工厂投产后,一汽大众目前多款车系产能跟不上销量的局面才有可能缓解。
冲压车间冲压是生产轿车的第一步,我们参观的第一步也照例从冲压车间开始。
刚一走入冲压车间,就能见到墙上写着“好的轿车从冲压开始”,请跟随我们一同进入一汽大众的冲压车间,看他们如何来实践这个口号吧。
冲压车间的规模不小,我们参观的一汽大众冲压二厂,共有4条全自动化冲压线,前两条生产线在2005年投产,另两条在2009年投产。
目前承担宝来、速腾、迈腾、CC、高尔夫等车的冲压任务。
为了达到高品质,国内很多汽车钢板还采用进口板料,自主品牌且如此,作为德系合资品牌的一汽大众就更不例外。
据介绍,一汽大众用的钢板材料有来自德国蒂森克虏伯,也有来自韩国的,国内的则宝钢和鞍钢也有供货。
早在参观之前,我们就清楚一汽大众车间肯定少不了德国出产设备。
的确,从最核心的冲压机开始,我们就看到了纯德国品牌:MULLER WEINGARTEN。
揭秘汽车制造全过程走进一汽大众
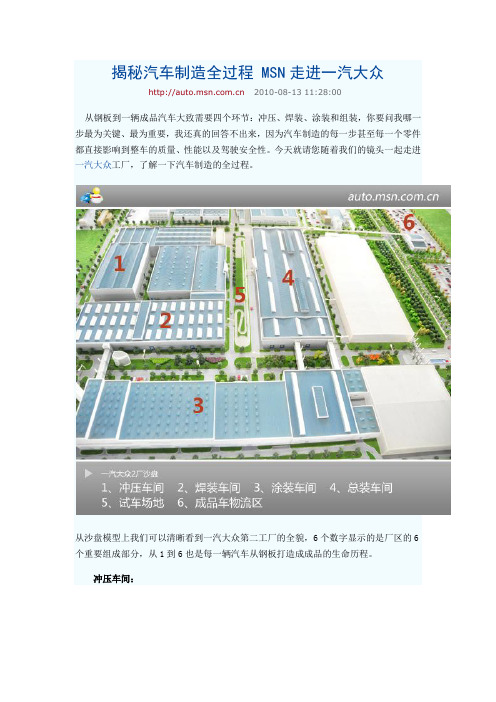
揭秘汽车制造全过程 MSN走进一汽大众2010-08-13 11:28:00从钢板到一辆成品汽车大致需要四个环节:冲压、焊装、涂装和组装,你要问我哪一步最为关键、最为重要,我还真的回答不出来,因为汽车制造的每一步甚至每一个零件都直接影响到整车的质量、性能以及驾驶安全性。
今天就请您随着我们的镜头一起走进一汽大众工厂,了解一下汽车制造的全过程。
从沙盘模型上我们可以清晰看到一汽大众第二工厂的全貌,6个数字显示的是厂区的6个重要组成部分,从1到6也是每一辆汽车从钢板打造成成品的生命历程。
冲压车间:汽车制造过程中运用最多的材料就是型号、规格不一的钢板,钢板到达汽车工厂首先是要做的就是通过冲压机床将一块块的钢板冲压成形状大小不一的多种部件,这就是我们今天参观的第一站———冲压车间。
一汽大众的冲压设备均为德国进口机床,高成本投入的目的都是为了从第一道工序开始就保证产品的精度和质量,大型的冲压设备都被安排在了精美的房子里,这样做第一是为了防尘防污染,第二就是为了保证工人的人身安全。
为了防尘防污染,原材料钢板在运输及存放过程中都经过多层塑料薄膜的包裹,就连拆封后剩下的原料都要用塑料薄膜进行遮盖,因为头发丝大小的杂物都会使钢板在经过一系列冲压环节后形成清晰的“伤痕”。
在冲压车间内,技术含量最高的莫过于“模具”,它要求的精度极高,我们能够经常看到许多德国高级技术人员亲自在厂房内指导工人对模具进行维护和修缮。
为了提高产品的精度和工作效率,一汽大众大量采用了全自动化机器人进行操作,眼前图片是机器人将码放整齐的钢板原料逐一抓取到传输皮带上,然后皮带又将钢板输送到冲压机内。
在冲压环节一汽大众的采用高速机械臂全自动生产线、三坐标式多工位自动压力机等先进技术,冲压工作的效率让人瞠目结舌。
在这里,每一个部件往往都需要经过6次冲压切割工序才能成为可用之才。
这里是冲压生产线的末端,每一个冲压出来的部件都要逐一经过质量检验,一般有十名左右的工人在运输皮带旁进行第一道检查。
大众汽车防腐

走近一汽-大众领先科技 空腔灌蜡技术内腔防腐采用自动灌蜡设备。
空腔灌蜡技术是德国大众集团为内腔防腐专门开发的特种非标设备。
所谓空腔灌蜡技术是通过专用设备将120 度热溶的蜡注入已预热至一定温度的车身,然后经重力作用蜡流出车体,在整车各内腔内留下一层封闭式的大约0.03-1mm 厚度蜡膜, 以达到车身长期防腐的目的。
空腔灌蜡技术可以保证车身三年不锈蚀,十二年不锈穿。
激光焊应用技术简介一汽—大众公司采用的激光焊接设备,是德国TRUMPF 生产的Yag 固体激光焊发生器。
TRUMPF 激光具有以下优势:∙光束可以通过光缆进行远距离传输(100m ); ∙高效率的光束质量(焦点直径0.6mm,功率4kw) ∙激光能量的精确控制; ∙远程故障诊断 另外,激光焊技术的在汽车车身焊接上的采用主要有以下3个优势: ∙最大限度的保证整车车身强度; ∙提高单位时间工作效率; ∙ 车身焊接焊缝美观;采用激光焊技术之后,一汽-大众生产的车身刚度将会比采用其它工艺的车身强度提高大约30%,这极大的提升了整车的安全系数。
因为,激光焊中,激光焊光束的焦点直径只有0.6mm,每条激光焊焊缝的宽度只有大约1-1.5mm ,激光焊接时只是将微小区域的板材通过熔化连接在一起,其他部分几乎不受任何影响。
另外采用激光进行焊接时,能在瞬间完成整条焊缝焊接过程,对整车的热影响几乎可以忽略不计。
例如完成一条25mm 的普通激光焊焊缝,所需的时间只有0.5秒左右。
因为在极短的时间内完成了整个熔化连接过程,然后迅速冷却,所以对车身板材结构影响非常小。
此外,采用激光焊接技术,对钢板的形变及物理特性改变较小,不像其他焊接方式如:点焊,MAG 焊等,这样能保证整车身的刚度。
另外,完成每条激光焊缝只需0.5秒左右,这样的焊接速度是其他焊接工艺所无法比拟的,所以能最大限度的提高单位时间内的工作效率,降低成本。
特别是对大批量车身生产来说是非常重要的。
生产线上使用两套激光焊接装置,一套用于车顶和侧围的焊接,另一套用于后盖激光钎焊。
激光焊接技术在白车身中的应用
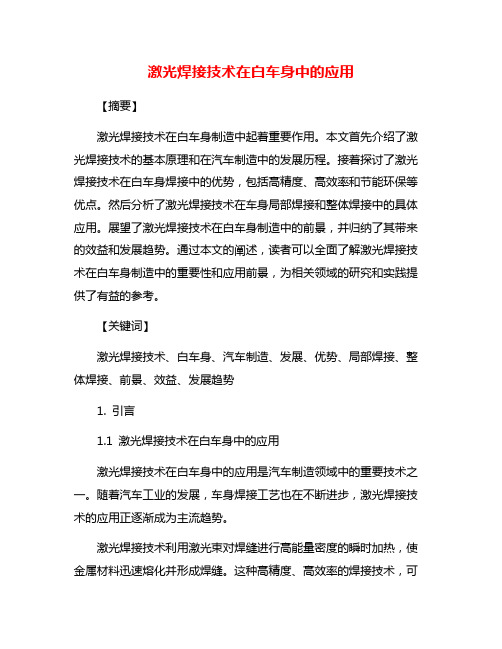
激光焊接技术在白车身中的应用【摘要】激光焊接技术在白车身制造中起着重要作用。
本文首先介绍了激光焊接技术的基本原理和在汽车制造中的发展历程。
接着探讨了激光焊接技术在白车身焊接中的优势,包括高精度、高效率和节能环保等优点。
然后分析了激光焊接技术在车身局部焊接和整体焊接中的具体应用。
展望了激光焊接技术在白车身制造中的前景,并归纳了其带来的效益和发展趋势。
通过本文的阐述,读者可以全面了解激光焊接技术在白车身制造中的重要性和应用前景,为相关领域的研究和实践提供了有益的参考。
【关键词】激光焊接技术、白车身、汽车制造、发展、优势、局部焊接、整体焊接、前景、效益、发展趋势1. 引言1.1 激光焊接技术在白车身中的应用激光焊接技术在白车身中的应用是汽车制造领域中的重要技术之一。
随着汽车工业的发展,车身焊接工艺也在不断进步,激光焊接技术的应用正逐渐成为主流趋势。
激光焊接技术利用激光束对焊缝进行高能量密度的瞬时加热,使金属材料迅速熔化并形成焊缝。
这种高精度、高效率的焊接技术,可以实现对车身零部件的精确焊接,保证焊缝质量和强度,同时避免对车身结构造成不必要的热变形和影响。
在白车身焊接中,激光焊接技术具有诸多优势,包括焊接速度快、热影响区小、焊缝质量高等特点。
这使得激光焊接技术在汽车制造中得到广泛应用,能够满足对车身结构强度、外观和质量要求。
激光焊接技术在白车身制造中具有重要的应用前景,其应用可带来更高的生产效益和产品质量,未来将继续发展壮大,为汽车工业的发展贡献更多力量。
2. 正文2.1 激光焊接技术的基本原理激光焊接技术的基本原理是利用高能量密度的激光束对工件进行加热,通过熔化和冷却形成焊接接头。
激光束在焊接区域集中能量,使其局部瞬间高温,达到熔化金属的目的。
激光焊接技术的基本过程包括光束生成、聚焦、照射、传递、熔化、冷却等步骤。
激光焊接技术的核心设备是激光器,主要包括气体激光器、固体激光器和半导体激光器。
通过激光器发出的高能激光束,通过透镜聚焦到焊接区域,实现对工件的加热和熔化。
kuka机器人激光焊大众标准

kuka机器人激光焊大众标准Kuka机器人—大众标准主导思想和标准宏~激光焊应用大众Kuka机器人控制前言:这个用于输入机器人流程的手册的目的是描述用于激光焊的设备类型的大众标准。
它基本的用语是对于不同的使用情况描述其特有的标准~另外在不同的车间和设备上这个标准有细微的差别。
这个手册没有完整性。
随时都有可能改变。
如果确实需要和这个手册有些细微的偏差~那么需要和主管的部门,E-规划部~机器人系统部门或主管的维修中心,商谈。
内容目录:1.0 基本内容2.0 调试3.0 对点输入的规定4.0 编机器人主程序5.0 使用二进制输出6.0 Interbus字7.0 编机器人主程序8.0 确定激光程序9.0 机器人SPS10.0 互锁11.0 在移交给车间之前12.0 浏览宏、计数器、标识,存储,器13.0 程序举例:没有Flip-Flop(连续啪啪作声的)~主程序X的激光焊 14.0 程序举例:带双轮没有Flip-Flop(连续啪啪作声的)~主程序X的激光焊 15.0 程序举例:带压紧轮没有Flip-Flop(连续啪啪作声的)~主程序X的激光焊 16.0 程序举例:激光钎焊主程序X16.1 有同步转换到异步的激光运行中17.0 BMS激光钎焊接口的运算数18.0 BMS激光焊接口的运算数19.0 激光的运算数20.0 Fronius 4000焊接整流器的运算数21.0 激光焊接/钎焊外围设备的运算数22.0 Scansonic传感器外围设备的运算数23.0 单轮外围设备的运算数24.0 双轮外围设备的运算数25.0 状态寄存器和标识器的运算数26.0 宏的内容和空转的SPS一汽大众轿车二厂焊装车间 2005-7-18 1Kuka机器人—大众标准主导思想和标准宏~激光焊应用大众Kuka机器人控制1.0 基本内容.1 在手动选择语句时一定要注意~输出的过程描写要符合现有的设备状态。
,现在没有SPS的1空转,1.2 在打到手动后,手动行驶轴,必须把机器人重新置位到最后离开的那点上。
激光焊接技术在白车身制造中的应用
本文介绍了几种典型的激光焊接技术如激光钎焊,激光复合焊和激光熔焊的特点,并重点分析了激光填丝熔焊技术在江淮汽车星锐车型中的应用.本文介绍了几种典型的激光焊接技术如激光钎焊、激光复合焊和激光熔焊的特点,并重点分析了激光填丝熔焊技术在江淮汽车星锐车型中的应用。
为满足安全、环保和节能等指标要求,实现焊接产品制造的自动化、柔性化与智能化,各知名汽车公司在车身制造中大量应用激光焊接技术,以保证产品质量和技术先进性,以求在日益激烈的竞争中立于不败之地。
江淮汽车星锐车型采用的激光填丝熔焊技术开创了国内自主品牌激光技术应用的先河,本文对此进行了详细介绍。
典型激光焊接技术激光焊接主要用于车身框架结构的焊接,如顶盖与侧围的连接,以及汽车地板与纵、横梁的连接。
激光钎焊、激光复合焊和激光熔焊是白车身制造领域几种常用的激光焊接技术。
1.激光钎焊技术激光钎焊利用熔点比母材低的材料作填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接,多用于轿车顶盖及行李箱等处的焊接。
激光钎焊工艺应用于焊接,不仅能使产品更加美观,还提高了密封性、提升了整车的安全性能。
顶盖激光钎焊的定位工装(见图1)采用的是琴键式车身压紧工装结构,包括夹具基架及基架两侧连接的压头,其压头包含多个可调小压头,在基架的侧面间隔排列成琴键式压紧机构,可调整每个可调小压头的压力。
每个压头的形面与车身顶盖的形面匹配,保证每个压块都能很好地与车身顶盖贴合,以保证激光送丝焊接时,车身顶盖和侧围焊接处缝隙均小于0.3mm,可以更好地保证焊接质量及焊接外观。
图1 顶盖激光钎焊工装2.激光复合焊接技术激光复合焊接主要指激光与TIG或MIG电弧复合焊接。
在这种工艺中,激光和电弧相互作用、取长补短。
激光复合焊的优点是焊缝熔深大、焊接速度快、热输入低且焊缝强度高。
整个系统的生产过程稳定性好,设备可用性好,焊缝准备工作量和焊接后焊缝处理工作量小,焊接生产工时短、费用低且生产效率高。
浅析激光焊接技术在汽车制造中的运用与发展
焊接 变形等问题发生 。 使 用 焊 接 数 值 模 拟 求方 面 , 激 光加 热 和 其 他 热 能 结 合 , 实现 多 技术的不足 。 目前广 泛 应 用 在 汽 车 制 造 业 形的预防 中, 需 经过 反 复 地 检 查 与 测 量 才 方面 的焊 接 技 术 的 复 合热 源 焊 接 技 术 有激 能成功 , 这 种 检 查 具 有 盲 目性 和 时 间 的 延 光 与 电弧 、 等离子弧 、 感 应 热 源 复 合焊 接 、
展 形式 等, 以一 汽 大 众 企 业 为 例 , 探 讨 激 光 焊 接 技 术 的 发展 和 应 用 。 关键词 : 汽 车 制遣 激 光 焊 接 运 用 与 发展 一 汽 大众
中图分 类 号 : T G 4 5 6 . 7
文 献标 识 码 : A
文 章编 号 : 1 6 7 2 -3 7 9 1 ( 2 0 1 3 ) 1 1 C a ) -0 0 6 7 —0 1 术的发展 中, 激 光 器 的 功 力 将 达 到 千 瓦 以 上 的有 光 纤 激光 器单 光 纤 、 单模光纤 。 在 汽
重加 热 的 方 式 , 改 善 激 光单 热 源 激 光 焊 接
有许 多不 足 的地 方 , 其 中就 包 括 疲 劳 强 度 ,
材料 厚 度 不均 匀等 等 , 导 致 抗压 能 力 减 弱 、 技术能够解决变形和 力量不均匀的情况 。 比如 , 一 汽 大 众 以前 在 对 车 底 盘 的焊 接 变
到很多有名的企业 。
性 良好 、 按 程 序执 行 , 不 会 出现 安 全 隐 患 等 等。 机 器 人 激 光 焊 接 无 疑 是 一 种 非 常好 的
2 . 3 激 光焊接 技术 的应 用现 状
激光焊52介绍

激光焊接机的种类激光焊接机又常称为激光焊机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。
按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,专用激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
适用于水壶、真空杯、不锈钢碗、传感器、钨丝、大功率二极管(三极管)、铝合金、笔记本电脑外壳、手机电池、门把手、模具、电器配件、滤清器、油嘴、不锈钢制品、高尔夫球头、锌合金工艺品等焊接。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
激光拼焊板已广泛应用于汽车制造业,采用激光拼焊板工艺不仅能够降低整车的制造成本、物流成本、整车重量、装配公差、油耗和废品率,而且可以减少外围加强件数量,简化装配步骤,同时使车辆的碰撞能力、冲压成型率和抗腐能力提高。
此外,由于避免使用密封胶,也使其更具有环保性。
在汽车工业中,焊接是一个关键环节,采用恰当的焊接方式具有可以提高车身抗碰撞能力,降低车身的重量、造车成本和油耗以及简化总装工序等优势。
电阻栓焊是当今最普遍的焊接方式之一,但是专家预言在未来的5~10年中这种方式将被淘汰,而金属填充保护气焊也将失去其以往的重要性,与之相反,激光焊接成为热门话题。
对于已被使用数年的传统焊接工艺来说,很难再对其工艺过程、焊接速度和质量进行改进;但对于激光拼焊来说,却有着极大的提升空间。
激光焊接1、过程及必要设施激光(产生于被刺激的辐射放射物的光的放大作用)是一种特殊性质的光,单色并且连贯,因此可以将光集中于要做钢融解的一个微小斑点上。
要创造激光辐射,就需要激光媒介。
在将能量从外向内转入到这个媒介中的同时,可以产生被刺激的分子。
在谐振器中这束单色光将在两个镜子之间反射,由反射产生出时间和空间凝聚的光子,其中一个部分透明的镜子能将这条射线反射出这台谐振器。
图1 激光拼焊设备针对大功率应用的重要激光器有两种:二氧化碳激光器和钕:钇铝石榴石激光器。
一汽大众佛山工厂制造工艺

在文章开始之前,咱先以一组数据,来简单了解一下佛山工厂的情况。
一辆汽车的诞生,基本上可以概括成冲压、焊装、涂装、总装四大工艺。
由于佛山四厂的涂装车间正进行调试,我们本次工厂参观的涂装车型部分,我们仅做资料说明。
话不多说,一起来看看这个号称“标杆”的制造厂,也一起看看奥迪A3拨开外壳之后的模样。
● 冲压车间知识卡片:什么是冲压?冲压是整个制造过程的第一步,钢板/铝板毛坯将从存放地经过开卷处理(包括拆垛、清洗等等),然后输送到压机。
几台压机将对钢板/铝板进行冲压(包括拉延、落料、冲孔、弯曲、翻边、修正等等工序),让一块平常无奇的钢板,演变为一块块形状结构复杂的车身零件。
上面提到的几项工艺会重复、组合出现,具体的顺序依据不同的工件会有所不同。
A、开卷:供应商提供给车厂的钢材、铝材是一卷卷类似卷纸的“卷料”,这些卷料在进行冲压处理前,得经过“开卷”、“清洗”、“校平”、“落料”和“码垛”等等步骤,以适应冲压需求。
这里简单解析一下上面几个专业术语:开卷:将“卷料”打开,过程类似于把卷纸拉开。
清洗:将钢板表面的润滑油、灰尘等清洗干净,随后还会被涂上一层润滑脂。
校平:利用模具使坯料产生不大的塑性变形,以消除平面度误差。
落料:落料是指从材料中将需要的部分冲裁出来。
码垛:把初步处理的板材整齐地堆叠好,方便运输。
B:冲压开卷落料之后,钢板/将被运输到冲压线。
这里的冲压线采用6道工序冲压工艺,比一般4道工序冲压工艺精度更高。
各位网友,你们了解冲压的几道工序么?简单解析一下上面的几个专业名词:拉延:一般是第一套工艺,能够将初次修剪的钢板压成基本的立体造型。
切边:与字面意思相符,就是把冲压之后的多余钢材去掉。
冲孔:相信一般人看字面就能理解,只不过这里指的“孔”可大可小,“开天窗”也属于冲孔的一种。
翻边:就是把零件边缘进行翻边处理。
修正/整形:与人类的整形相似,冲压件的修正要求把冲压件做到最标准、统一。
冲压线还全线使用“CrossBar高速自动化系统”,拥有8个可控制轴的自动机械手以“摆动式”抓取零部件,相比传统机械手,生产速度可以提高近三分之一,位居世界领先水平。
激光焊接技术在汽车行业中的应用
、
形成焊接的焊接方法 。目 前 的激 光技术 主要 使用 偏光 镜反 射激 光使 其集 中并产 生具有 巨大能量的光束 ,这种激光柬照射材料时 , 光能转变成热能使材料熔化完成焊接 。 激光 焊接 分为热导焊和深熔焊两个类型 。 使用热
导焊时,激光辐射作 用于表 面, 继 而转化为 热量 , 并逐渐 向内部扩 散, 最终致其熔化, 在 两部分 要焊接的材料 的连接区形成熔池 , 激 光移 动后熔 融 的金属材料凝 固。 形成焊缝 。 使用深熔焊 时 ,由于功率非 常大 ,在材料的 表面会气化形 成小 孔 , 激光束进人小孔, 随着 光束 的移动, 熔 融 的金属 材料填满空腔,冷 却后 形 成焊 缝 ,以极快 的 速度 完成 焊接过
程。
( 一) 在 汽车 车身制造方 面的应用 车身属于薄板壳结构 . 是汽 车的载体 。 提 高其 制造 质量 对提 高整 车质量 具有 关键 作 用。在 车身制 造方面 , 激光焊 接适 用于按 照 规格制造半成品 。很多汽车公司如通用 、丰 田、克莱斯勒公 司等在 车身制造上都 已经采 用了激 光拼焊工艺。传统 的车身制造使用 的 是 电阻点焊技术 , 这种技术是利用两个 电极 在要 焊接的两块钢板上通 电, 产生电流使接 触 面焊在一起 。由于电阻点焊时需要两个不 同的 电极 实现 电 流流 动。极易 造成 焊接 缺 陷 。而激 光焊接是单边焊接 , 凸缘 宽度相对 较小 ,而且减少 了结 构件和零 配件 的数量 , 减轻 了汽车质量 ,每辆 车大致 节约 4 0千克 钢材 ,同时提 高了车身的尺 寸精度 和耐腐蚀
焊接 的原理和特点。 然后 阐述 了该技术的应 用现状及前景。 关键 词 :激光焊接 ;汽车行业 :应 用
激 光 焊接 技术 自问世 以来逐 步应用 于 航空 、 电子等行业, 其 中尤 以汽车行业的应用 最广泛 ,汽车行业 的巨大经济效益反过来又 推进 了激光焊 接技 术的工业化。 激 光焊接原理及其优点 ( 一 )激 光焊接 原理 激光焊接是 以激 光束 为热源 , 熔 化材料
大众汽车标准_VW 01141-2 参考译文

Vertragspartner erhalten die Norm nur über die zuständige Beschaffungsabteilung.Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the responsible procurement department.1999.03 ~ VOLKSWAGEN AG4、评定标准表一:不规则特性,外部测试(可视测试)Page 3VW 010 89: 2003-022.3 Graphical representationThe spacer areas are always shown on the single part drawing, not on the assembly drawing.The spacers may partially protrude from the flange area (e.g. as the result of subsequent trimming of the flange).The position of the spacers is always oriented to the material vector (see Figure 2).Supplementary to the graphical representation of laser welded joints (according to VW 011 41-1 or DIN EN 22 553), the position of the spacers is represented as in figure 1. A dash-dot line identifies the spacer area. Legend: Shape A = Information on spacer direction and sheets involved Figure1 – Graphicalrepresentation (on a flange,for example)The shape letter describesthe embossing direction of thespacers relative to thedirection of the materialvector.! Shape A Spacer isembossed inthe direction ofthe materialvector, 2-sheetjoint, contact onone side; entryin the data seton layer 190! Shape B Spacer is embossed in the opposite direction to the material vector, 2-sheet joint, contact on one side; entry in the data set on layer 191! Shape C Spacer is embossed on alternate sides in the middle sheet (exception: see section 2.2, first paragraph), 3-sheet joint, contact on both sides; entry in the data set on layer 192.Shape A Shape B Shape C!Figure 2 - Spacer shapes (draft not to scale)The distance between the spacers on the indicated flange area shall be geometrically even; the distances to the edge of the contact area (first/last spacer) shall be adhered to.Page 4VW 010 89: 2003-022.4 Specifications in the 3D CAD model (data set)The representation in the 3D model initially corresponds to the representation in the drawing. The spacer areas are represented using a dash-dot line, but not as protrusions.The area limits shall be created on discrete layers in the 3D model (for the CAD system CATIA on layer 190 for shape A, layer 191 for shape B and layer 192 for shape C, see VW 010 59-3, appendix1).2.5 Definition of the spacer positionThe exact spacer position is defined in the SET1).The tool manufacturer (represented by the planning department for single parts) enters the exact position of the spacers into the data set. Each spacer is represented by a 10 mm line on layer 193 in the spacer direction.The data set is provided to the ASSY planning department for review. Any additions such as the insertion of spacers in the ASSY are made on layer 194 (body construction scope).In the case of supply parts, the spacers are defined between the supplier and design department based on specifications from Manufacturing Planning.2.6 Effects on the body-in-white assemblyThe addition of spacers can cause the vehicle dimensions to change by the total of the spacer height values. The resulting deviations in the nominal dimensions of the vehicle shall be compensated in the assembly by agreement.2.7 OtherDegassing must always be ensured for laser welded joints. This can be done using other measures, not described in this standard, agreed with the body construction engineering department without changing the spacer specifications in the drawing.3 Referenced standardsPV 6719VW 010 55VW 010 59-3, app. 1 VW 011 41-1 DIN EN 22 553 39D 962 Laser Welding on Coated Steels; Plain Butt Weld at the Lap Joint; Multiple Sheet WeldingReference Point System (RPS); DrawingsRequirements for CAD/CAM Data, Process-Specific Layer Assignment Laser Welding of Sheet Steel; Design, Execution, Quality Assurance Welding and Brazing Seams; Symbolic Representation in Drawings Operating Equipment Standard: Stamp for Spacers for Laser Welding1) SET: Simultaneous Engineering Team (see PEP manual)。
激光焊接工艺详解

激光焊接工艺详解随着科学技术的发展,近年来出现了激光焊接。
那么什么是激光焊接呢?激光焊接的特点与优点又有哪些呢?下图是激光焊接的工作原理:首先,什么是激光?世界上的第一个激光束于1960年利用闪光灯泡激发红宝石晶粒所产生,因受限于晶体的热容量,只能产生很短暂的脉冲光束且频率很低。
虽然瞬间脉冲峰值能量可高达106瓦,但仍属于低能量输出.激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,假如焦点靠近工件,工件就会在几毫秒内熔化和蒸发,这一效应可用于焊接工艺高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。
激光焊接设备的关键是大功率激光器,主要有两大类,一类是固体激光器,又称Nd:YAG 激光器。
Nd(钕)是一种稀土族元素,YAG代表钇铝柘榴石,晶体结构与红宝石相似。
Nd:YAG激光器波长为1.06μm,主要优点是产生的光束可以通过光纤传送,因此可以省往复杂的光束传送系统,适用于柔性制造系统或远程加工,通常用于焊接精度要求比较高的工件。
汽车产业常用输出功率为3-4千瓦的Nd:YAG激光器。
另一类是气体激光器,又称CO2激光器,分子气体作工作介质,产生均匀为10.6μm的红外激光,可以连续工作并输出很高的功率,标准激光功率在2-5千瓦之间。
与其它传统焊接技术相比,激光焊接的主要优点是:1、速度快、深度大、变形小。
2、能在室温或特殊条件下进行焊接,焊接设备装置简单。
例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。
3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。
5、可进行微型焊接。
激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。
6、可焊接难以接近的部位,施行非接触远间隔焊接,具有很大的灵活性。
大众点焊标准
分类号:04815 2004年12月德国大众汽车公司镀层/无镀层板件电阻点焊之设计、计算与工艺质量保证VW011 05-1 Konzern标准关键词焊接、点焊、电阻点焊、焊点、板件、钢板、薄钢板本标准英文版翻译准确,如果出现前后不一致,则以德文版为准。
使用前请检查本标准的最新版本。
机密文件,注意保密。
版权所有;未事先得到德国大众集团标准部的书面同意,不得传输或复制本文件中的任何部分。
签约方只能够从主管部门获取本标准。
目次1.范围…………………………………………………………………………2.定义………………………………………………………………………….2.1.点焊………………………………………………………………………… 2.2.热影响区…………………………………………………………………… 2.3.未受影响的母材……………………………………………………………2.4.焊接设计……………………………………………………………………3. 焊接要求…………………………………………………………………… 3.1. 母材(可焊性)……………………………………………………………… 3.2. 焊接设计(焊接性)…………………………………………………………3.3. 生产(焊接能力)……………………………………………………………4. 点焊基础…………………………………………………………………… 4.1最小剪切力F min…………………………………………………………… 4.2. 横向拉力F K…………………………………………………………………4.3. 剥离力F Schäl…………………………………………………………………4.4. 扭力M t………………………………………………………………………4.5. 静态和动态应力负载…………………………………………………………4.6. 工艺质量保证…………………………………………………………………5. 图纸……………………………………………………………………………..6. 引用标准………………………………………………………………………如需计算例证,请参阅本标准附件1。
激光焊接技术在一汽-大众白车身焊接中的应用

Sgtr a i 门内板激光焊 a
E dy前端激 光切削 、 ad 激光焊 Sgmr ai
线激光
Au i L顶盖 dA6 零 激光 Sgtr 1 ai a
A d A j 顶 激光 ui 4
图 4 一 汽一 众 激 光 设 备 在 焊 装 生 产 中应 用 概 况 大
激光发生器 冷却器
接 方法 难 以达 到 的部位 , 播距 离 长 ; .可以焊 接 传 d
难 熔 的 材 料 ;.一 台 激 光 焊 机 可 以用 于 多 个 T 位 的 e
,
气
.
焊 接 ;.激光对 焊接接 头具 有 “ f 净化 作用 ”, 焊缝 使 金 属 强度 高 、 韧性 好 、 械性 能好 ;.激 光 焊 的 缺 机 g
产 业 界 都 是 少 有 的 。 计 未 来 5年 内 , 继 续 购 买 激 预 将 光焊 机 2 7台 为 + 一 众 汽 车 仃 限 汽 夫 ¨ … 火 颐 ’
客 交付 晶质 卓越 的轿 车提供 有 力的保 证 。
GofA l 4顶盖激光钎焊
B r 4 盖激光钉焊 oa A
激 光焊 接 技 术 的 主 要特 点 是 :1 作 效 率高 , ()[ 定 位精 度 高 、 缝 变形 小 ; ) b 美 观 , 量 稳定 ; 焊 ( 3观 2' 质 ( 利 用 光学 原理 能量 集 中 的特性 对零 件 进行 焊接 ; 3 I ) () 大功 率 可 达到 44 0W , 汪 了焊 接 强度 远 远 4最 0 保 大 于其 他 焊 接 方 法 ; )a i r自车 身 采 用 2 ( Sg a 5 t 1台激
发 光 ) 激 光 焊 是 利 用 激 光 的 热 量 Jl 金 属 , 被 焊 。 】 『 热 使
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首先说明,笔者不是厂家枪手。
笔者只想把自己的所见所闻告诉广大的读者,让大家知道真实的汽车,真实的中国汽车厂家。
大家如果相信的话,可以为自己购车做一个参考;如果不信,就权当一个笑话,一笑而过吧……
(搜狐汽车刘建东文/图)笔者近日参观了一汽大众的一厂和生产最新的PQ35平台车型的一汽大众二厂,其中大家非常期待的Sagitar速腾就是在二厂生产的。
由于工作的关系,笔者也参观过国内几家汽车厂家,包括北京现代,广州本田,一汽轿车等等,但是可以说,一汽大众是给我留下印象最深的。
首先从焊接车间开始说起,大众引以为荣的激光焊接就是在这里完成的。
一个完整的车架总共是由四大块组成的:车顶,车底,还有两个侧面,然后把这四大块焊接在一起。
所以,车身的牢固程度和焊接的精密程度是有直接关系的。
一般的厂家都是使用点焊来完成的,这种工艺一种比较传统的工艺,它的原理是把两块金属接缝的地方融化,然后两块金属就会融合成一体。
点焊的优点是便宜,缺点是焊点不均匀,刚度不强;而激光焊接是利用激光,破坏两块金属的分子,使两块金属的原子重新融合。
这样两块金属就变成了一块金属。
激光焊接的优点就是刚性要比普通点焊高出40%左右,缺点是造价比较高。
一台激光焊接机就价值近200万人民币。
现在国内使用这种技术的只有一汽大众和上海大众两个厂家。
一汽大众的焊接车间里总共配备了73台激光焊接机。
下面让我们看图说话来看看详细的过程:
工人们正在把车的侧面放在激光焊接机上
激光焊接机准备工作了
车顶和车侧面已经焊接好,金黄色的地方就是激光焊接的部分.两块钢板已经成为了一块.
车尾部的激光焊接点
让我们放大了在仔细看清楚.这样焊接后,整个车架就等于是一整块钢.强度大大增强
然后参观的是喷漆车间。
说到喷漆车间不得不说的一点是:现在国内的喷漆车间分为全自动和半自动两种。
全自动的有北京现代,北京现代的喷漆车间是全封闭的,里边没有一个工人,全部由机器人来操作。
这样的好处是避免喷漆过程中有杂质进入漆面,保证了喷漆的质量。
缺点是机器人喷漆有可能造成车身有死角的地方喷不到,当然可能机器人很先进,能够保证没有死角。
而中国的汽车厂家大部分的厂家都采用半自动的,一汽大众就是其中之一。
这样的好处是能够避免喷漆的死角。
缺点是如果密封清洁工作保持不好的话,就会造成漆面上有灰尘颗粒。
下面让我们看图说话来看看详细的过程:
为了保证车间内的清洁,所以人进入车间之前都要穿上连体衣,带上帽子和鞋套.
进入车间之前还要经过风淋室,经过强风吹,把身上的灰尘吹掉.
机器喷漆后,工人们还要再进行一遍人工喷漆,保证没有死角.
喷漆之后,要进行车身冲洗.洗车的水可都是纯净水哦,跟我们平常喝的纯净水没什么区别.
经过烘干后,还要进行一片人工检查修复瑕疵.
最后还要进行一遍人工检查,如果不合格,就要退回去重新操作.
整齐的喷漆流水线.
喷漆车间的最后一到工序,车底注蜡.这样能够保证车身12年不生锈.
最后要说明的一点是,在喷漆车间内,一汽大众的所有车型,包括捷达,宝来,高尔夫,奥迪A4,奥迪A6,都是共线生产的.我们在流水线上均看到了这几款车型.所以我们可以得出这样的结论:捷达,宝来,高尔夫等大众车型与A4,A6的奥迪车型的工艺标准是一致的.
最后参观的是总装车间。
总装车间可能大部分厂家都是差不多的,都是由流水线,机器人,和工人组成的。
下面让我们看图说话来看看详细的过程:
完工后的车身经过这样的通道运到总装车间.
先进的机器手,工作一丝不苟.
一只机械手价值不菲.
机械手正在往车门上打孔和上螺丝.
工人们正在装配车门.
Sagitar速腾的整个悬架系统都是进口的,1.8T的发动机是国产的.
经过最后一道工序,Sagitar速腾已经蓄势待发了.
看到这里,您是不是对一汽大众的生产过程有了一个大概的印象呢?这时候,我可以来论证我们这篇文章的题目了:一汽大众的车为什么卖那么贵呢?可以说,一汽大众的生产工艺是完全符合大众公司的生产标准的,这其中包括先进的激光焊接技术,喷漆技术,悬架,发动机技术等等.而大众素有的那种德国人的严谨的造车理念也传到了一汽大众.(顺便说一下,一汽大众的每一个车间都有一名德方经理和很多德方的工程师,这是对质量的有利保证.)这应该也是大众公司的造车成本为什么那么高的原因之一了,所以大众的车型肯定要比同档次的日韩美车型贵一些,当然在中国也不例外.汽车圈里有这么一句话我想和各位朋友分享:"日本是职业经理人在造汽车,德国是工程师在造汽车".文章写到这里也该结束了,您会怎么选择呢?当然,仁者见仁,智者见智,消费者永远是正确的!。