工艺单-男衬衫
男衬衫生产工艺单
男衬衫生产工艺单
男衬衫是一种常见的男装,制作男衬衫需要经过一系列的生产工艺。
下面是男衬衫的生产工艺单:
1. 布料准备:选取适合制作男衬衫的面料,如纯棉、涤棉等材质的面料,将面料进行检查,确保无瑕疵。
2. 裁剪:根据男衬衫的设计图案,将面料进行裁剪,包括前身、后身、袖子、领子等部分。
3. 织纹工艺:将裁剪好的面料运送到织纹工艺车间,进行织纹处理,如条纹、格子等,以增加男衬衫的设计感。
4. 缝纫:将织纹好的面料送到缝纫车间,使用缝纫机将各个部位进行缝合,包括前身、后身、袖子、领子等。
5. 平整处理:将缝纫好的男衬衫进行整理,使用熨斗对衬衫进行熨烫,使其表面平整、光滑。
6. 配件加工:根据男衬衫的设计要求,加工相关的配件,如纽扣、饰品等,以增加男衬衫的装饰性。
7. 成品验收:对制作好的男衬衫进行检查,包括尺寸、颜色、外观等方面进行验收,确保产品符合质量标准。
8. 包装:将验收合格的男衬衫进行包装,如折叠、装盒等,以便于运输、销售和使用。
以上是男衬衫的生产工艺单,通过一系列的制作工艺,可以生产出质量优良、款式多样的男衬衫产品。
为了确保产品的质量,每一道工序都需要经过严格的控制和验收,以满足市场和消费者的需求。
男衬衫制作流程表
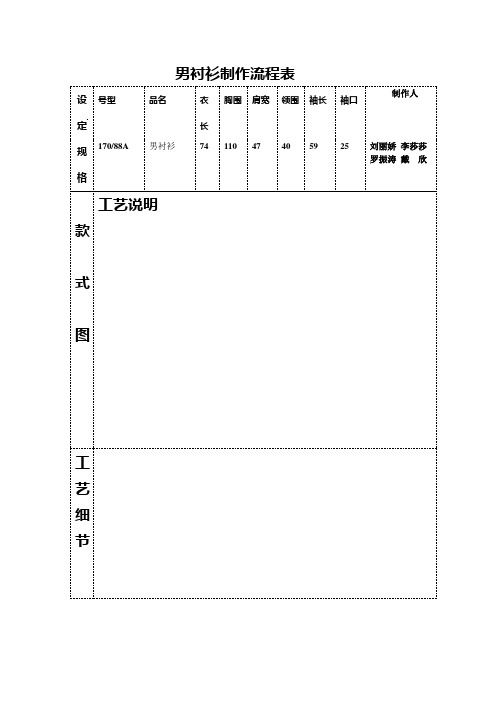
男衬衫制作流程表设定规格号型品名衣长胸围肩宽领围袖长袖口制作人170/88A 男衬衫74 110 47 40 59 25 刘丽娇李莎莎罗振涛戴欣款式图工艺说明工艺细节材料准备面料、粘合衬、对色线、纽扣若干裁片数量(1)面料数量前衣片×2,后衣片×1,后过肩×2,袖头×4,袖衩门襟×2, 袖衩里襟×2,上领×2,下领×2,胸贴袋×1。
(2)辅料数量钮扣、粘衬、缝纫线等各适量。
工艺流程单检查裁片→烫门里襟→烫钉胸袋→装过肩→做领→绱领→做袖衩→绱袖→合摆缝、袖底缝→绱袖头→做下摆→锁眼、钉扣→整烫工艺流一:检查裁片(1)数量检查:对照排料图,清点裁片是否齐全。
2)质量检查:认真检查每个裁片的用料方向、正反、形状是否正确。
(3)核对裁片:复核定位、对位标记,检查对应部位是否符合要求。
二:里烫门襟将前片反面朝上,贴边的毛边对齐止口线后进行折烫,反面进行三折边折烫。
门襟宽3.4cm,里襟宽2.5cm。
程三:烫钉胸袋(1)做衣袋:做衣袋时将袋口按制成线扣烫好,扣烫时袋口向里折两层,袋口卷边宽2.7cm,其他边口按净样板扣烫,袋底尖角居中。
(2)装衣袋:将袋摆放在左前衣襟袋口位置,沿边缉止口0.1cm,封口两端为直角三角形,宽0.5cm、长2.7cm。
起针,落针要打回针。
四、装过肩1)把过肩里、面正面相对,后衣身放中间,沿制成线缉线。
然后修剪缝头,过肩翻上,用熨斗烫平2)把前衣片面与里过肩表面相对,沿制成线缉线。
缝头倒向过肩侧,再把面过肩布折好缝头缉0.1cm明线,此缉线要盖住前缝线迹。
五、做领(1)裁领绘制领型净样,然后按净样裁剪领面、领里,缝头为1cm。
领衬通常用涤棉树脂粘合衬斜料,领衬放缝为“三净一毛”,即领底线放缝0.7cm,其余三周为净样。
(2)敷衬上领面里侧粘贴合衬。
(3)缉缝上领将领面、领里正面相对,在领衬上按领型画线,然后沿画线缉缝,缉缝时要拉紧领里,使其比领面略小节0.3cm左右,横领侧略小0.1cm左右。
5-9男衬衫结构制图(工艺)
3*2
•
单位:cm
衣身制图
• 1前中线 • 2底边线 • 3衣长线 • 4后中线 • 5前横开领 • 6前直开领 • 7后横开领 • 8后直开领 • 9前肩宽 • 10前落肩量 • 11后肩宽 • 12后落肩量 • 13袖窿深 • 14胸宽线 • 15背宽线
(含背褶量)
衣身制图
• 16袖窿深线 • 17侧缝直线 • 18前胸腰斜线
领子制图
部件制图(袖衩)
裁片数量(加放缝份)
• 1后片*2(连裁,后中不加缝份) • 2左前片*1+门襟3.6cm*1 • 3右前片*1(含里襟3.5cm) • 4覆肩*2(连裁,后中不加缝份) • 5翻领*2+领座*2(连裁,后中不加缝份) • 6袖克夫*4 • 7袖片*2+大袖衩*2+小袖衩*2 • 8胸袋*1
男衬衫结构制图 (工艺)
款式图
明门襟
暗门襟
宝剑头袖衩
制图规格(175/92A)
• 制图部位 衣长 腰节长 胸围 肩宽 袖长 领围 • 成品规格 74 43 92+20 48.6 60 40
• 制图部位 袋口大 门襟宽 袖衩长/宽 背裥大 袖裥大
• 细部规格 11.5 3.6 12/2.3 6
(侧缝收1cm) • 19后胸腰斜线
(侧缝收1cm) • 20前臀腰斜线 • 21后臀腰斜线 • 22叠门线 • 23前底边弧线 • 24后底边弧线 底边线对齐 • 25前袖窿切点 பைடு நூலகம் 26后袖窿切点
衣身制图
27修顺前后领圈线 28修顺前后袖窿弧线 29确定纽扣位置 30确定贴袋位置 31袋口规格
部件制图(覆肩)
1确定前育克线
2前育克转移至 后肩线上
男衬衫工艺流程
男衬衫工艺流程男衬衫一直以来都是男士们衣橱中不可或缺的服饰单品,它不仅可以展现出绅士的气质,更能够彰显出个人品味和风格。
而一件优质的男衬衫,除了面料选择外,其工艺流程也是至关重要的。
下面将为大家详细介绍男衬衫的工艺流程。
首先,男衬衫的工艺流程始于面料的选择。
优质的面料是制作一件好衬衫的基础,通常采用的面料有纯棉、亚麻、丝绸等。
不同的面料具有不同的特点,纯棉透气舒适,亚麻清爽透气,丝绸光滑柔软。
而在选择面料时,还需考虑到男衬衫的款式和用途,以及季节和气候等因素。
其次,裁剪是男衬衫制作的关键环节。
裁剪师根据设计师提供的图纸,将面料按照不同部位进行裁剪,确保每一块面料都能充分利用,并且保证了衬衫的合身度和舒适度。
裁剪过程需要精准的技术和丰富的经验,只有经验丰富的裁剪师才能够确保衬衫的质量。
接下来是缝制环节。
在缝制男衬衫时,需要进行多道工序,包括缝合衣身、袖子、领子、袋口等部位。
缝制工艺需要熟练的技术和精湛的手艺,只有经验丰富的缝纫工才能够保证每一道线的牢固和整齐。
然后是纽扣和配件的加工。
男衬衫的纽扣通常采用的是椰子纽扣或珍珠纽扣,而配件则包括领芯、袖口芯、挂钩等。
这些配件的选择和加工质量直接影响到男衬衫的整体品质,需要严格把关。
最后是熨烫和包装。
在男衬衫制作完成后,需要进行熨烫和整烫,确保衬衫的平整和光滑。
然后进行包装,通常采用专业的包装袋或盒子,保证衬衫在运输和销售过程中不受损坏。
总的来说,男衬衫的工艺流程包括面料选择、裁剪、缝制、纽扣和配件加工、熨烫和包装等环节。
每一个环节都需要精湛的技术和丰富的经验,只有经验丰富的工匠们才能够制作出优质的男衬衫。
希望通过本文的介绍,能够让大家更加了解男衬衫的制作工艺,为选择和购买男衬衫提供一些参考和帮助。
衬衫工艺

门襟扣子——右片里襟对应左片位置钉扣,第一粒扣到领盘门襟比底襟短0.2cm。
压衬机温度设定
衬衫粘衬部位及温度设定
1.根据面料的特性不同应先测试,粘合衬与面料之间的适合温度,尽量接近于面料与衬各50%胶粒。注意:在压完衬后一定要等样片冷却后在取出裁片。一般面料粘衬温度:166℃-170℃。
2.门襟外翻贴边,粘一层专用衬,直纱。
3.翻领领面粘二层衬,第一层领衬为正斜纱,第二层衬为直纱;
缝合领座里与大身领窝——领座里下口压0.15cm宽明线,压到反面领座面上,面上明线距边0.15cm,不能有下炕,反正明线距边宽窄一致。压线要顺直,不能有死褶。
领尖包布——浅色面料在绱完领子后,要剪一块8cm×8cm的面料把领尖包起来,用夹子夹上。
7做袖头
按板画净线——在袖头面上按板画净线,线迹要清晰,顺畅。面料有纬斜的先把纹路烫直。
压袖头明线——袖头三边压一道明线,明线宽为0.5cm。起止针在袖头上口1.2cm宽明线位置(面缝缝宽1.5cm),不能超出。圆角处缉线圆顺。不能有跳针、断线、接线。
12卷下摆
下摆折边扣净,直摆压1cm明线,圆摆压0.4cm明线。反面距边0.15cm。
压线顺直,宽窄一致,下摆折边要平整,不能有斜绺。
13锁眼钉扣
领面粘衬——压衬机粘衬,第一层衬为毛缝衬,第二层衬为净领衬。
粘衬要平服,牢固,不能起泡。
勾翻领——暗勾一道,注意领角两端吃势,领面要比领里长0.6 cm,在勾翻领下口时按刀口位置均匀吃进。两领角有自然窝势,不外翘。吃势一致左右领尖长短不超过0.1。将翻领做缝清剪顺直,不能有毛茬。
男衬衫制作工艺 PPT课件

七、男衬衫的制作工艺 (十五)检验 检验过程与方法可对照男衬衫的质量要求进行。
本节总结
男衬衫制作工艺
要求学习者注重对裁片之间 组合方法的准确掌握、关键 部位的制作方法与技巧的掌 握。
学习目标 知识目标 了解男衬衫制作质量标准。掌握男衬衫制作工艺的基础知识、工 艺流程和检验方法。 技能目标 掌握男衬衫制作工艺的基本技能。并能按照男衬衫工 艺流程和制作工艺要求,独立完成男衬衫制作。
重点难点 重点
做领、装袖
难点 装领、装袖开衩。
一、男衬衫外形概述 尖角翻立领,六粒扣,左前身胸贴袋一个,直腰身,平下摆,装 后过肩,装袖,袖口开衩,三只折裥,有圆角袖克夫。
衬料类
纽扣十粒。
四、男衬衫的质量要求
领头平挺,两角长短一致,并有窝势。领面无起皱,无起泡。缉领止口宽窄一致,无涟形。
装领处门襟上口平直,无歪斜。 装袖圆顺。两袖克夫圆头对称,宽窄一致,明止口顺直。左、右袖衩平服、 无裥、无毛出。袖口折裥均匀。
门里襟长短一致,宽窄一致。 整烫平挺,无烫黄,无污迹,无线头。
2.压领 从右边的里襟底领上口断线处接着缉线, 经过圆头时,缉0.15 cm止口,至底领领里的 下口时,缉线0.1 cm。
做装男衬衫领子的视频演示
点击观看演示
七、男衬衫的制作工艺 (八)做袖子 1.做、装袖衩 (1)扣烫门里襟袖衩。
1
2
3
4
5
(2)缉门里襟袖衩。
(3)缉里襟袖衩明止口。 (4)封三角。 (5)压缉门襟袖衩明止口。
重点
重点难点
做领、装袖。 难点 装领、装袖开衩。
衬衫类的服装造型丰富,具有自由、舒适的特点。本章介绍了标准男衬衫 与传统女衬衫制作工艺。依据衬衫制作的工艺流程,配有直观、形象的分步图 解和视频,便于学习者准确掌握衬衫类制作工艺的一般方法和操作要点。
衬衫工艺单
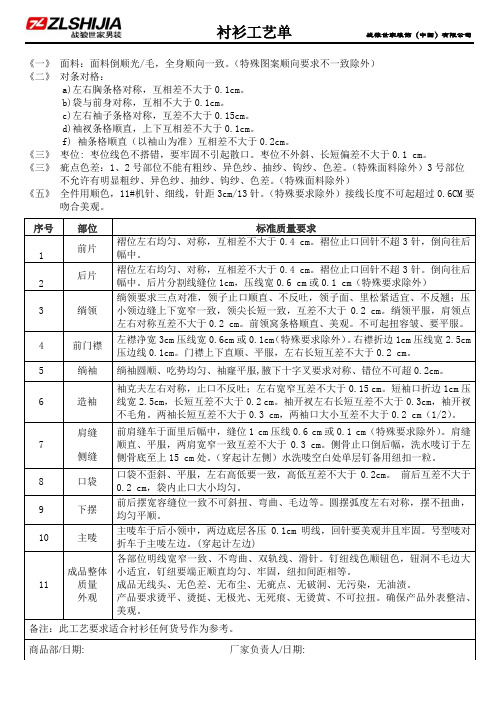
战狼世家服饰(中国)有限公司《一》面料:面料倒顺光/毛,全身顺向一致。
(特殊图案顺向要求不一致除外)《二》对条对格:a)左右胸条格对称,互相差不大于0.1cm。
b)袋与前身对称,互相不大于0.1cm。
c)左右袖子条格对称,互差不大于0.15cm。
d)袖衩条格顺直,上下互相差不大于0.1cm。
f) 袖条格顺直(以袖山为准)互相差不大于0.2cm。
《三》枣位: 枣位线色不搭错,要牢固不引起散口。
枣位不外斜、长短偏差不大于0.1 cm。
《三》疵点色差:1、2号部位不能有粗纱、异色纱、抽纱、钩纱、色差。
(特殊面料除外)3号部位不允许有明显粗纱、异色纱、抽纱、钩纱、色差。
(特殊面料除外)《五》全件用顺色,11#机针、细线,针距3cm/13针。
(特殊要求除外)接线长度不可起超过0.6CM要吻合美观。
序号部位标准质量要求1 前片褶位左右均匀、对称,互相差不大于0.4 cm。
褶位止口回针不超3针,倒向往后幅中。
2 后片褶位左右均匀、对称,互相差不大于0.4 cm。
褶位止口回针不超3针。
倒向往后幅中。
后片分割线缝位1cm,压线宽0.6 cm或0.1 cm(特殊要求除外)3 绱领绱领要求三点对准,领子止口顺直、不反吐,领子面、里松紧适宜、不反翘;压小领边缝上下宽窄一致,领尖长短一致,互差不大于0.2 cm。
绱领平服,肩领点左右对称互差不大于0.2 cm。
前领窝条格顺直、美观。
不可起扭容皱、要平服。
4 前门襟左襟净宽3cm压线宽0.6cm或0.1cm(特殊要求除外)。
右襟折边1cm压线宽2.5cm 压边线0.1cm。
门襟上下直顺、平服,左右长短互差不大于0.2 cm。
5 绱袖绱袖圆顺、吃势均匀、袖窿平服,腋下十字叉要求对称、错位不可超0.2cm。
6 造袖袖克夫左右对称,止口不反吐;左右宽窄互差不大于0.15 cm。
短袖口折边1cm压线宽2.5cm,长短互差不大于0.2 cm。
袖开衩左右长短互差不大于0.3cm,袖开衩不毛角。
男衬衫缝制工艺

2.缝制工艺:
1) 做标记 ①前衣片 门襟宽、胸袋位、下摆贴边宽。 ②后衣片 褶裥位、后背中心点。 ③袖片 对肩眼刀、袖口打裥位。 ④后过肩面 后领圈中心点、后背中心点。
2)扣烫门里襟、贴袋
袋口贴边毛宽6cm,两折后净宽为3cm,袋口贴边不 缉线,其余三边均扣光毛缝0.8cm。将门、里襟衬粘 贴于门襟布的反面。
里襟开衩条夹住前侧开衩,缉0.1cm明线,后将三角 翻上,与开衩条固定。先将门襟宝剑头开衩条夹住 后侧开衩,然后沿宝剑头外沿环形缉明线,开衩处 来回缉两道明线。
②做袖头 在袖头面的反面沿净样粘贴树脂衬,扣烫接口缝 份;袖头里比面一周小0.2厘米,二者缉在一起。翻出袖头 的正面,烫平,不能反吐。扣烫袖头里的接口缝份,比外
②钉扣:扣子钉在里襟止口上,高低位置同扣眼位,左 右位置在搭门线上。袖头里襟一边钉扣一粒或二粒,
位置与扣眼相对。
14)整烫 将制作完成的男衬衫检查一遍,清剪线头, 熨烫平整。衬衫整烫力求烫平整为主。一般先从前 身门里襟、贴袋、后衣身及褶裥进行熨烫,然后袖 子、袖头烫平,最后把领烫挺,要留有窝势。要求 无线头无污渍,各部位平整。
四、男衬衫缝制工位工序表
五、男衬衫工艺流程图
7.3 男衬衫质量标准
一、裁片质量标准
7.4 男衬衫常见弊病及修正
一、弊病现象之一 1.外观形态 后领窝下横向褶皱。
2.产生原因 (1)裁剪时,由于后横开领裁的太大,系领带时,后领窝下起
横向褶皱。
(2)后肩斜度太大。 3.纠正方法 (1) 后横开领适当缩小,符合人体。 (2)后肩斜度适当放平。
3)做门襟
将门襟布正面与左前衣片止口反 面相对缉线,后将门襟布翻转扣 烫凸0.1cm,另一端也扣净宽为 3cm,后缉明线0.2cm向里扣转两次,使之 扣净,宽为2.5cm。然后在里面缉 明线0.1cm,使里襟与右衣片固定 。
男士衬衣工艺
男士衬衣工艺男衬衫制作工艺(一)手缝工艺1.锁眼左手拇指、食指将上下层依齐捏住,不使下层疏出,针尖自衬线外0.1cm处戳出,让锁线在针上套一圈,将针抽出,以45°方向拉线,用力均匀,针距0.15 cm,排列整齐。
2.锁圆头锁至圆头部位,针距适当放大,每次戳针与拉线对准圆心(半径方向),使圆头锁线排列均匀、整齐,呈放射形。
3.收尾右边最后一针结束后,把针穿过左边第一针锁线圈内,在拦衬线外侧戳出,尾端封线两行,并在钮眼之间穿出,尾封一行,将刚才的两行封线固定,在衣片反面打结,并将线结拉进夹层。
3.钉纽纽扣通常有实用扣和装饰扣两种。
实用扣为了使衣服纽合后平整服帖,钉线要放松,以便缠绕纽脚。
装饰扣只要平服的钉上即可。
钉实用扣时,按粉印线头从衣片正面下去,这样线结虽留在正面,但钉扣后线结被遮盖,挂面上反倒光洁、清爽。
钉扣通常采用双线,四孔纽扣可钉成“=”形或“x”形。
通常每对孔两上两下,然后将纽扣拉离布面0.3cm,自上而下缠绕纽脚数圈直到布面,再将线引到反面打结,并将结头抽入夹层内。
(二)车缝工艺1.车缝前的准备(1)正确安装机针车缝前应首先检查机针有无弯曲,针尖是否起毛或变钝,如有,则需要更换机针。
机针一侧扁平,一侧有凹槽(即线槽),装针时应将线槽一侧置于自身左手一边,针杆向上顶足,将针装直、装正。
(2)正确安装梭心、梭壳方法是:先将上下层衣片缝头偏开,下层缝头大,上层缝头小,内缝缉一道后将缝子朝一边坐倒,驳缝烫直,再在正面压一道明线。
(4)外包缝先将衣片反面相合,下层缝头包上层,沿缝头毛丝边沿缉一道,然后让缝头坐倒,在衣片正面再缉一道,通常将下层缝头放出0.8cm包转上层,沿包转缝头毛丝缉住,再让包缝坐倒,在正面缉0.1cm清止口。
外包缝常用于茄克衫等。
(5)内包缝先将衣片正面相合,下层缝头包上层缉一道,再翻到正面,将包缝坐倒缉一道,见图通常将下层缝头放出0.6cm包转上层,沿包缝缝头将毛丝缉住,再翻到正面将包缝坐倒,在衣片正面缉压0.5cm清止口。
(完整word版)男衬衫制作工艺
一.实验名称:男衬衫的缝制工艺二.实验目的:可以全面掌握衬衫的工艺制作技术,流程环节,质量标准等方面的实践性内容,可以达到自行设计,拟订服饰生产工艺的目标。
三.实验要求:1.在实践中对衣料的质材,性能特点,面料纱向要有感性的认识。
2.娴熟掌握衬衫的工艺制作技术,对工艺流程有完好的组合能力。
3.对服饰制作的独到工艺技巧和办理手法有明确的认识。
四.实验条件:1.资料的准备:面料:棉布辅料:白色无纺衬1m白色纽扣12 粒。
2.设施:裁剪台工业平缝纫机包缝机熨烫机锁眼机等。
五 . 成衣规格单位: CM号型部位衣长胸围肩宽领围袖长AH170/88A 规格72 102 42 39 52 552衬衫样式图正面反面男衬衫的样版六.男衬衣工艺流程:男衬衣缝制工艺1 .缉翻门襟、里襟(1)缉翻门襟。
先在翻门襟反面居中处烫上宽有纺粘合衬, 再沿衬将翻门襟毛边折转扣烫平服. 以领口眼刀为准, 将左前片前中一个缝头向正面扣转烫好. 将扣烫好的翻门襟覆门襟覆在左前片门襟正面, 前中断口坐出0.1cm, 摆正 , 离边缉明止口,而后在翻门襟另一侧,距边缉明止口。
注意缉线顺直,上下松紧一致。
(2)缉里襟。
以领口眼刀为准,将里襟贴边扣转烫直,并依照 2.5cm 交宽将巾边里口毛边扣转烫好,缉压0.1cm 明止口。
( 3)对条纹。
如为对条产品,翻门襟条纹离锁眼中心 1.7cm 烫折缝,里襟条纹离打纽中心烫折缝。
门里襟一定是同一个花型条纹。
烫门里襟挂面烫省2 .烫袋以袋口净线为准将袋口贴边折转烫平,再依照净宽 2.7cm 将贴边里口毛边折光烫平,沿里口折光边缉 .1cm 清止口。
口袋其他 3 边以袋样板为准扣烫正确。
3.钉袋钉袋时应注意口袋的高低和左右一定盖没定位钻眼,口袋地点要正直,条格要对齐。
从袋口右侧起针,闷缉 0.1cm 清止口。
袋口用、0.6cm 双止口缉封,长以贴边宽为准,左右封口要对称,缉线齐整、平直,打好回针。
4.拼接过肩装后过肩。
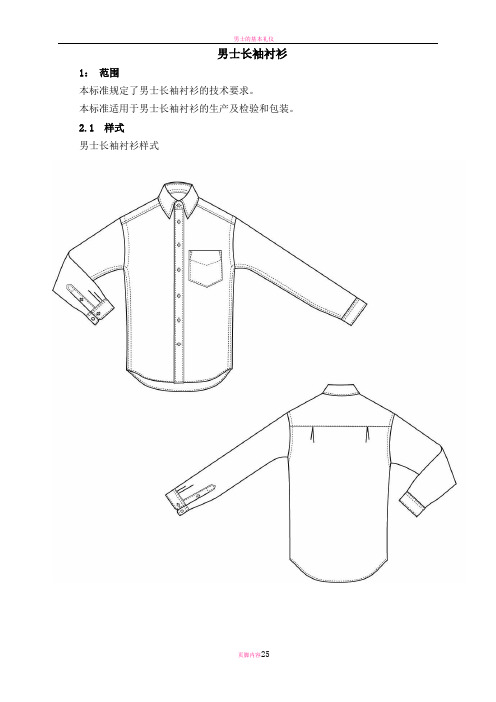
男士衬衫工艺制作标准
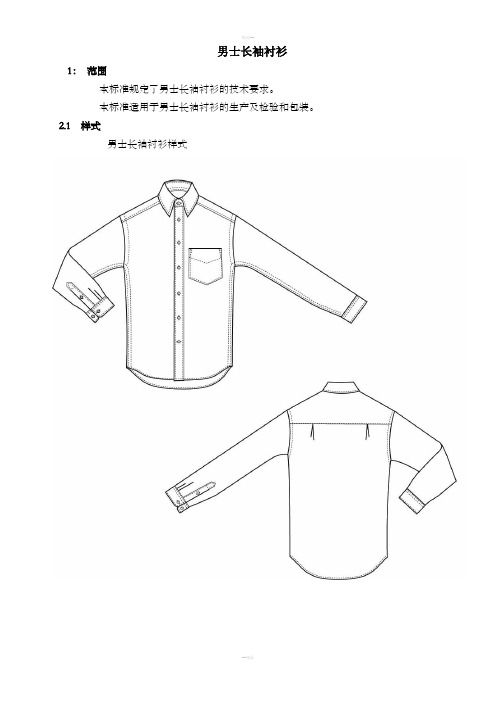
男士长袖衬衫1:范围本标准规定了男士长袖衬衫的技术要求。
本标准适用于男士长袖衬衫的生产及检验和包装。
2.1 样式男士长袖衬衫样式2.2 号型规格尺寸男士长袖衬衫按照GB/T1335.1和GB/T2667标准中5.4系列执行,通用部位规格尺寸极限偏差按下表规定。
编号部位名称175/96成品尺寸极限偏差(+ -)1后衣长78 1.02胸围116 2.03领围41 2.04肩宽49.60.65袖长59.50.86袖克夫宽 6.50.17左门襟明贴宽 3.50.18领尖长7.50.19翻领中宽 4.50.110下盘中宽 3.50.111袖叉 2.5×15/1.3×11.50.112领尖距110.52.3粘衬部位按下表规定。
粘衬部位二层衬门襟条、翻领面、下盘里、袖头面翻领面2.4 二层衬2.5 测量位置2.6裁片纱向规定裁片名称纱向前身、后身、大襟条、胸袋、袖子、袖叉条、经过肩面、里、翻领面、里、下盘面、里、袖头纬3 缝制:3.1缝纫针距:明线针距17针/3.0cm,暗线针距17针/3cm。
3.2缝纫线:缉线顺直,定位准确,结合牢固,松紧适宜,距边宽窄一致。
3.3缝制工艺:3.4 对条:面料为条形面料要求兜与大身对条,袖叉与袖子对条,其它部位左、右要对称。
4 锁眼、钉扣:4.1 锁眼:不小于15针/1cm,扣眼美观、规整、牢固、不偏歪。
4.2 钉扣:钉扣必需要16针,钉扣用平头钉扣机。
4.3 锁钉工艺按下表执行。
5 外观质量产品整洁,美观,平整,挺括,无烫光,线路顺直,左右对称。
6 检验、包装7 检验按GB/T2660-1999中有关规定执行。
8 产品包装按FZ/T80002-1991中有关规定执行。
男衬衫工艺单
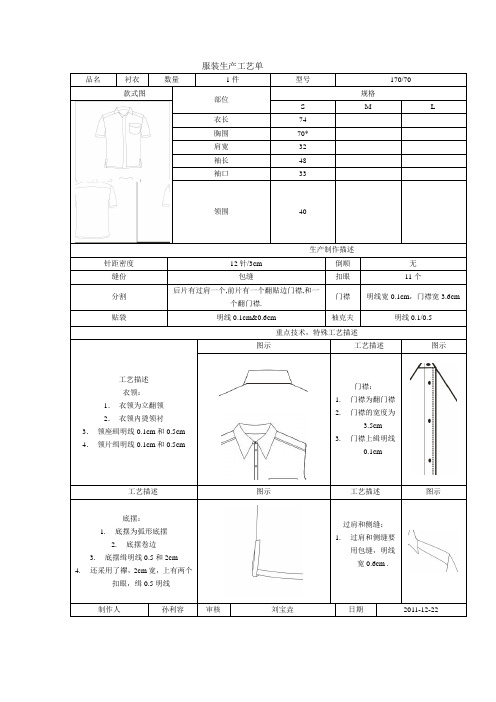
服装生产工艺单
品名衬衣数量1件型号170/70
款式图
部位
规格
S M L
衣长74
胸围70*
肩宽32
袖长48
袖口33
领围40
生产制作描述
针距密度12针/3cm 倒顺无缝份包缝扣眼11个
分割后片有过肩一个,前片有一个翻贴边门襟,和一
个翻门襟.
门襟明线宽0.1cm,门襟宽3.6cm
贴袋明线0.1cm&0.6cm 袖克夫明线0.1/0.5
重点技术,特殊工艺描述
工艺描述
衣领:
1.衣领为立翻领
2.衣领内烫领衬
3.领座緝明线0.1cm和0.5cm 4.领片缉明线0.1cm和0.5cm 图示工艺描述图示
门襟:
1.门襟为翻门襟
2.门襟的宽度为
3.5cm
3.门襟上緝明线
0.1cm
工艺描述图示工艺描述图示
底摆:
1.底摆为弧形底摆
2.底摆卷边
3.底摆缉明线0.5和2cm
4.还采用了襻,2cm宽,上有两个
扣眼,缉0.5明线
过肩和侧缝:1.过肩和侧缝要
用包缝,明线
宽0.6cm .
制作人孙利容审核刘宝垚日期2011-12-22
-。
工艺单

衬衫照片衬衫成品规格表单位:cm结构图1:5放缝图排料图衬衫工艺流程图工艺说明1、烫门里襟粘合衬:把前片反面朝上,在门里襟处烫上无纺粘衬,粘合衬的宽度超过止口净线0.7~1cm。
2、车缝前省道:车缝腋下省、要对准上下层的标记,正面相叠,缝线要顺直,起针要用回针固定,省尖要缝得尖,左右两片省缝线长短要一致,缝省尖时要留出线头10cm左右,然后打结,以防缝线脱落。
3、烫门里襟、烫省、褶(1)、烫门里襟。
先把门里襟的边沿按0.5~1cm的缝份往反面折烫,然后在正面车缝0.1cm的明线。
再烫门里襟。
其宽度按刀眼位置,熨烫时必须从领口处往下烫,丝缕要顺直。
(2)、烫腋下省。
烫腋下省时要把省道向下烫倒。
注意:省尖部位的胖形要烫散,不可有折裥的现象。
(3)烫褶、裥。
烫前衣褶,用纸板扣烫2cm褶,熨烫时必须从领口处往下烫,丝缕要顺直,再压1cm明线。
烫后衣裥,2cm阴裥。
4、缝合肩缝:由于后肩缝略长于前肩缝,故在缝合时要将前片放在上层,后肩缝中间应略加归拢,吃势要均匀,缝缝1cm要顺直。
三线包缝后将肩缝折向后片烫倒。
5、做领:烫领衬——缝合上领——翻上领——车缝上领外止口线——下领粘衬——车缝下领里的领底线——缝合上、下领——车下领明线。
在翻领子前要把缝头修剪掉一点,再进行压烫。
领子翻出来后再进行压烫,使多余的量完全烫出来。
用针将领尖拉出来。
6、装领:(1)、缝合下领面与领圈。
缝合时,要将下领面端点和衣片的止口对齐,下领面、中点与后领中点对准,下领面的肩点剪口与衣片肩缝对齐。
注意:领圈弧线不可拉还或抽紧,起止针都要回针。
(2)、缝合下领里与领圈。
将下领里盖住线缝,沿领底线车缝明线0.1cm。
7、做袖子:(1)、袖开衩缝制:剪开袖衩开口——扣烫小袖衩——缝小袖衩——包边条包边缝压明线——车缝袖裥。
(2)、做袖克夫:粘衬——做袖克夫——翻烫袖克夫,两角要烫方正。
8、装袖子及缝合侧缝:袖山头抽线——装袖子——缝合侧缝与袖底缝合。
衬衫生产工艺单
上袖: 专车上袖下高温胶压0.6明线 下摆: 圆摆,压0.5线
包装要求:
整衣用线颜色:特白线
特殊工艺要求说 明:
距尺码唛下0.6cm车“100S”小标,四边车线。
注意:
成品尺寸测量结果: 部位 领围 胸围
测量值 误差
腰围
摆围
肩宽
袖长 衣长 剑叉
袖口
修改意见:
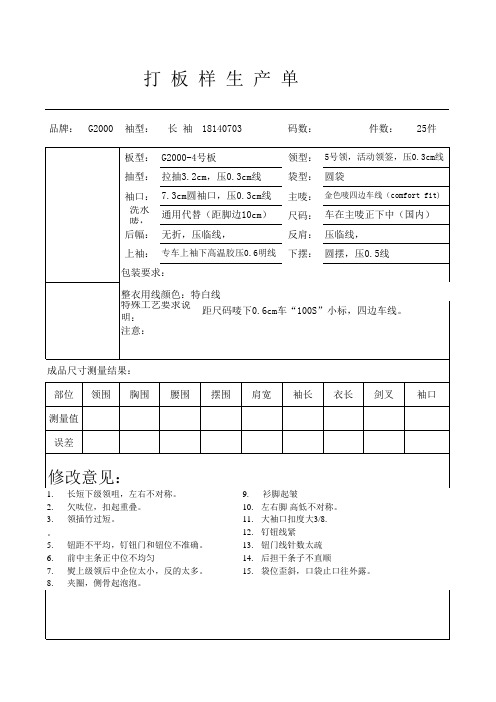
1. 长短下级领咀,左右不对称。
9. 衫脚起皱
打板样生产单
品牌: G2000 袖型: 长 袖 18140703
码数:
件数: 25件
板型: G2000-4号板
领型: 5号领,活动领签,压0.3cm线
抽型: 拉抽3.2cm,压0.3cm线
袋型: 圆袋
袖口: 7.3cm圆袖口,压0.3cm线
洗水 唛:
通用代替(距脚边10cm)
后幅: 无折,压临线,
主唛: 金色唛四边车线(comfort fit) 尺码: 车在主唛正下中(国内) 反肩: 压临线,
15. 袋位歪斜,口袋止口往外露。
8. 夹圈,侧骨起泡泡。
2. 欠呔位,扣起重叠。
10. 左右脚 高低不对称。
34.. 领 领插 口竹 下过 第短 一。 粒钮门/钮位高低不一致,或偏高 11. 大袖口扣度大3/8.
。
12. 钉钮线紧
5. 钮距不平均,钉钮门和钮位不准确。
13. 钮门线针数太疏
6. 前中主条正中位不均匀
14. 后担干条子不直顺
7. 熨上级领后中企位太小,反的太多。
男衬衫缝制工艺
四、弊病现象之四
1.外观形态 前肩呈八字链形。
2.产生原因 裁片不能满足颈部横向宽度的需要,结构比例失调,后横 开领太小,前横开领太大。
3.纠正方法 (1) 前横开领适当缩小,符合人体。 (2) 前肩改窄。 (3) 适当增大后横开领。 (4) 后肩放出。
作业 P122 8,9,15
②缉合底领里与领圈 将底领里盖住领圈与底领面的缝 线,先从右边领里上口断线处缉线,过圆头,再用 咬缝的方法,沿下领底折边缉0.1cm明线。注意门里 襟两头要塞足、塞平。
10)做袖子
①做袖开衩 在袖片上将袖开衩的位置剪开为三角口。扣烫门里襟 开衩条,里襟两边扣净,扣净好后,下层比上层露出0.1cm。门襟 开衩条为宝剑头形,宝剑头处都扣净。
男衬衫缝制工艺
一、参考款式
此款男衬衫为尖角翻立领,六粒扣, 左前胸贴明袋一个,装后过肩,后 片左右裥各一个,直摆缝,平下摆, 装袖,袖口开衩三个裥,装圆头袖 头,如图所示。
二、结构制图
三、缝制工艺程序
1.工艺流程: 做标记 扣烫门里襟、贴袋 做门襟 做里襟 绱贴袋
合过肩 合肩缝 做领子 绱领子 做袖子 装袖、合 侧缝、装袖头 缉底边 锁眼、钉扣 整烫
②贴近脖子的底领反面按净样粘贴树脂衬,扣烫下口 缉0.6厘米明线。
③把翻领夹在两层底领之间,缉好。翻出底颁的正面, 在接缝处缉0.6厘米明线。
9)绱领子
①缉合底领面与领圈 衣片领圈正面朝上,将底领面的正面 与衣片领圈的正面相对,缉合时,底领面两边缩进0.1cm与 衣片领口缝合。
领子比领圈略长0.3cm,所以在领圈肩缝处拉宽一点,其余 处不允许有拉宽量。领圈一般不能大于领子。
③装袖头 用装袖衩的夹缉方法装袖头,袖头止口缉 0.1cm明线。注意袖衩两边要放平,缝份要找准。袖 裥朝后袖折转,左右袖裥位要对称。
衬衫各工序单件工时

序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 56 57 58 60 61 63 64
单件工时 71′67 63′17 61′33 46′17 93′06 200′05 277′ 105′ 36′06 21′ 9′23 150′5 97′ 26′ 105′ 93′33 41′33 71′11 44′06 110′ 50′ 31′ 35′ 136′67 40′03 66′ 27′ 12′2 104′33 20′13 43′33 18′33 37′33 22′ 26′67 128′ 154′ 100′ 135′67 221′33 145′5 108′67 7′33 860′ 210′ 157′33 63′
小流水8小时产量 3014 3419 3522 4678 2314 1081 780 1080 5990 10286 23403 1435 2227 8308 2057 2314 5226 3038 4902 1964 4320 6968 6171 1580 5396 3273 8000 17705 2070 10730 4985 11784 5786 9818 8099 1688 1403 2160 1592 976 1485 1987 29468 251 1029 1029 1029
男士衬衫工艺制作标准
男士长袖衬衫1:范围本标准规定了男士长袖衬衫的技术要求。
本标准适用于男士长袖衬衫的生产及检验和包装。
2.1 样式男士长袖衬衫样式2.2 号型规格尺寸男士长袖衬衫按照GB/T1335.1和GB/T2667标准中5.4系列执行,通用部位规格尺寸极限偏差按下表规定。
单位:cm编号部位名称175/96成品尺寸极限偏差(+ -)1 后衣长78 1.02 胸围116 2.03 领围41 2.04 肩宽49.6 0.65 袖长59.5 0.86 袖克夫宽 6.5 0.17 左门襟明贴宽 3.5 0.18 领尖长7.5 0.19 翻领中宽 4.5 0.11下盘中宽 3.5 0.11 1 袖叉2.5×15/1.3×11.50.112领尖距11 0.5 2.3粘衬部位按下表规定。
粘衬部位二层衬门襟条、翻领面、下盘里、袖头面翻领面2.4 二层衬2.5 测量位置2.6裁片纱向规定裁片名称纱向前身、后身、大襟条、胸袋、袖子、袖叉条、经过肩面、里、翻领面、里、下盘面、里、袖头纬3 缝制:3.1缝纫针距:明线针距17针/3.0cm,暗线针距17针/3cm。
3.2缝纫线:缉线顺直,定位准确,结合牢固,松紧适宜,距边宽窄一致。
3.3缝制工艺:缝制工艺按表规定。
单位:cm3.4 对条:面料为条形面料要求兜与大身对条,袖叉与袖子对条,其它部位左、右要对称。
4 锁眼、钉扣:4.1 锁眼:不小于15针/1cm,扣眼美观、规整、牢固、不偏歪。
4.2 钉扣:钉扣必需要16针,钉扣用平头钉扣机。
4.3 锁钉工艺按下表执行。
单位:cm5 外观质量产品整洁,美观,平整,挺括,无烫光,线路顺直,左右对称。
6 检验、包装7 检验按GB/T2660-1999中有关规定执行。
8 产品包装按FZ/T80002-1991中有关规定执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺单制作单规格
部位
衣长
胸围
腰围
臀围
肩宽
袖长
袖口罗口
领围款号:
色号:
设计:制版:款式:男衬衫版号:
制单日期:2013.10.10放码:IE流程:S
68
102
43
54
16.4
37M
70
44.5
56
17.2
38成衣尺寸cm LXLXXL
72
110
46
58
18
3974
114
47.5
60
18.8
40备注
工艺要求:
76
118
49
19.6
412
4
1.5
2
0.8
11.左门禁翻转正面扣净3cm宽,缉明线0.1cm,里襟向里净扣2.5cm宽,缉明线
0.1cm。
2.过肩与衣片三层夹缝,正面缉明线0.1cm。
3.緔袖子时正面相对,缝份倒向衣身,压明线固定。
4.袖片褶裥倒向后袖缝。
5.针距平缝3cm不低于13针,拷边3cm14针。
6.洗标位置:右侧门襟反。
7.面距底摆14cm夹放。
8.烫:注意极光,各部位烫平不起皱。
9.扣眼所在左门襟上,开口方向竖向,扣位于右门襟上。
10.明线宽窄一致,衣片不起链,无漏针。
11.压衬注意温度、牢固,粘衬不反胶。
12.领子两端对称等长,有窝势,翻领不反吐。
13.不允许烫极光,不能有污迹线头,钉钮牢固。
辅料:
无纺衬50cm
涤树脂衬1条
扣11个
洗涤标1只
款号贴纸1只图示
面布样板:11片
净样板:3片
样板总数共:14片
14.袖山无褶皱,装袖圆顺,袖口、底摆及袖底十字缝对齐。
15.扣与扣眼相吻合,扣眼针码密度适中,拉线松紧一致。