注塑部生产效率追踪表
注塑塑料模具制作计划与进度跟踪表(一)
每周制造信息反馈一览表 update schedule per week
说明
2020年8月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2020年9月
26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
14
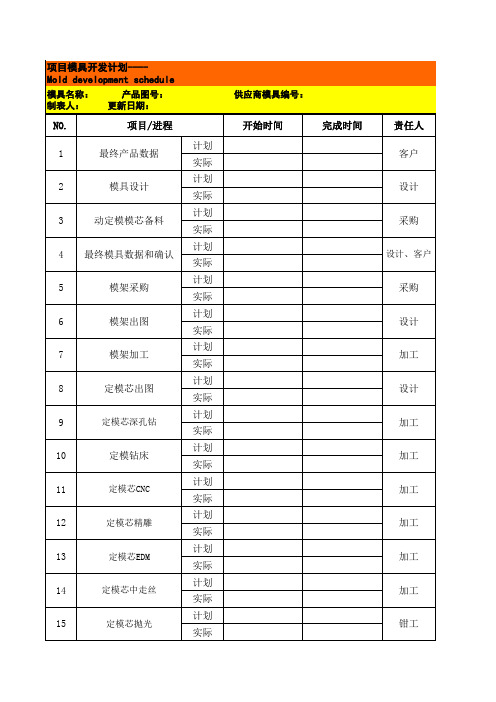
定模芯中走丝
15
定模芯抛光
计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际
供应商模具编号:
开始时间
完成时间
责任人 客户 设计 采购
设计、客户 采购 设计 加工 设计 加工 加工 加工 加工 加工 加工 钳工
项目模具开发计划---Mold development schedule
模具名称:
产品图号:
制表人:
更新日期:
NO.
项目/进程
1
最终产品数据
2
模具设计
3
动定模模芯备料
4 最终模具数据和确认
5
模架采购
6
模架出图
7
模架加工
8
定模芯出图
9
定模芯深孔钻
10
பைடு நூலகம்
定模钻床
11
定模芯CNC
12
定模芯精雕
13
定模芯EDM
计划
16
动模芯出图
实际
17
动模芯深孔钻(水路, 顶针)
计划 实际
注塑车间计划与生产统计汇总表0604【模板】
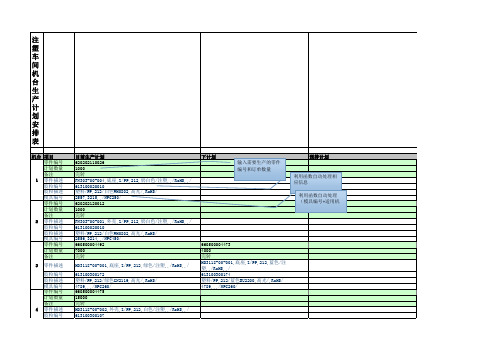
机台 项目 零件编号 计划数量 备注 1 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 2 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 3 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 4 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 5 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 6 零件描述 胶粒编号 胶粒描述 模具编号 目前生产计划 620202110026 1000 完转 FN303-00-004,底座,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2557,3215,,/NPC250/ 620202120012 1000 完转 FN303-00-001,外壳,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2556,3214,,/NPC450/ 660500004492 7000 完转 HD3118-00-001,底座,Z/PP,212,绿色/注塑,,/RoHS,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4789,,,/NPC260/ 660500004475 15000 完转 HD3118-00-002,外壳,Z/PP,212,白色/注塑,,/RoHS,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4788,,,/NPC450/ 660500004295 5000 完转 HD3127-00-002,外壳,Z/PP,212,绿色/注塑,,/,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4695,,,/NPC450/ 660500004296 5000 完转 HD3127-00-011,底座,Z/PP,212,白色/注塑,,/,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4696,,,/NPC260/ 下计划 预排计划
注塑车间生产计划表

注塑车间生产计划表月度计划注塑车间月度生产计划根据公司的生产需求和市场需求来制定,以确保能够满足客户需求并实现生产目标。
以下是注塑车间的一个月度生产计划表的示例:日期产品型号计划数量实际数量完成情况1号A型号1000950√B型号800780√C型号12001150√2号A型号10001000√B型号800800√C型号12001180√3号A型号1000990√B型号800800√C型号12001150√4号A型号1000980√B型号800800√C型号12001200√5号A型号10001000√B型号800790√C型号12001200√6号A型号10001000√B型号800780√C型号12001160√7号A型号1000970√B型号800800√C型号12001180√8号A型号1000990√B型号800800√C型号12001200√...............31号A型号10001000√B型号800790√C型号12001160√生产计划的目的是增加生产效率、提高产品质量、满足客户需求并确保按时交货。
注塑车间在制定生产计划时需要考虑以下几个因素:1.市场需求:根据市场需求来制定生产计划,确保能够满足客户需求并避免库存积压或缺货的情况发生。
2.生产能力:考虑注塑车间的生产能力,根据设备状态和人员调配来制定生产计划,确保能够顺利完成。
3.订单优先级:根据订单的紧急性和重要性来确定生产优先级,确保重要订单能够按时完成。
4.原料供应:考虑原料的供应情况,确保能够按时供应所需原料,避免因原料短缺而导致的生产中止。
5.销售预测:根据销售预测来做出生产计划,以准确预测所需产量并避免产能浪费。
生产计划的制定是一个动态的过程,需要及时响应变化并进行调整。
注塑车间可以根据实际生产情况和市场反馈来调整生产计划,以提高生产效率和适应市场需求的变化。
以上是一个注塑车间的月度生产计划表的示例,注塑车间可以根据实际情况进行调整和优化,以实现高效生产和满足客户需求。
注塑IPQC巡检记录表

缩水
缺损 破裂
夹水线、流 痕、 料花
断差
烧焦
变形
气泡
07:30-09:30
颜色
拉伤 顶白
首件时间
其它
抽样 数量
不良 品数
判定
不良处理
09:31-11:30
11:31-13:30
13:31-15:30
15:31-17:30 合计
1.巡检频率:1次/2小时 ﹤1﹥目视30CM检查胶件外观是否存在不良,并参考样板程度。
2.检查指引
﹤2﹥目视30CM与样品核对各扣位、柱位、顶针位、斜顶位等部位,是否出现扣位变形,柱斜、柱孔偏、顶针位与斜顶位深浅不一致。 ﹤3﹥尺寸按图纸或样品量测,超出公差NG。
﹤4﹥快速打螺丝测试,螺丝柱滑牙、裂、发白等NG。
检验员:审核:来自确认:客户订单数量模号机号产品名称日生产数量材料日期产品编号不合格率颜色首件时间色差划伤伤痕混色黑点缩水缺损破裂夹水线流痕料花断差烧焦变形气泡拉伤顶白其它抽样数量不良品数判定07
注塑车间IPQC制程巡检记录表
客户
订单数量
模号
机号
产品名称
日生产数量
材料
日期
产品编号
不合格率
%
内容 时间
色差
划伤 伤痕
混色 黑点
注塑车间生产状况统计表 表格 XLS格式

34 3006-1.2 按钮
2套 23.5 7352 3700 4480 7360 7360 7360 2080
32340 32100 70 0 10 0 0 0
80 11.3 0.0095 8.588
35 9004-11 拉杆
4 20.3 17024 7425 7150 11185 4680 0 12245
20 0 20 23 0.0095 4.37 40 40 3.6 0.0095 1.368
29 9004-08 浮箱
2 23 7513
2570 2570 8000
0 10.1 0.0095 0 天兰
0
0
0
0
0
0
0
0
0
106931 77642 86911 38322 48026 63371 75975 497178 730946 498 650 223 258 379 216 240 2464
0
38 9004-17 接管
2 26 6646 0
0
0 3400 10200 5885 0 19485 20000
0 9.4 0.015
0
33 315-01 按座 34 3305-02 按钮
2 31 2套 21
5574 8228
5520 5600 11120 20000 7720 7720 20000
221
221 42.7 0.015 141.551
7 302-06 大螺帽 3 20.7 12520 5310 9430 9100
23840 22300 975 15 80
1070 7.1 0.0095 72.1715
7 313-02 按芯
3套 33.8 7668
注塑车间生产状况统计表 表格模板 LS格式

0 2.2 0.0095 0 Nhomakorabea829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
0 21.9 0.0095 0
11 803A-10 光滑塞头 4 28 12342
4329 12222 16551 91396
471 114 585 7.1 0.015 62.3025
814-01 厚垫圈 11
803A-11 大软圈
1 14.2 6084 5992 6000 6065 6039 11903 17680 3 14.2 18252 18150 18080 18140 17920 12180
42685 40000
0 3.17 0.0095 0
35 9004-16 挡片
4 17.5 19748 0
0 1130 4275 0 4840 17700 27945 20000
0 7.4 0.0095 0
35 301-04 长螺杆 4
5650 0
5650 50000
36 51
516P-13
翘板
2 16.5 10472 13110 3375 5500 0
4 300AJ-03 主体
2 28.8 6000
350 350 3000
2 2 31.5 0.0095 0.5985
0
0
0
120789 118886 118756 104264 88606 80776 68041 700118 1E+06 2108 722 1130 1126 3686 2801 260 11833
注塑部机器利用率统计表
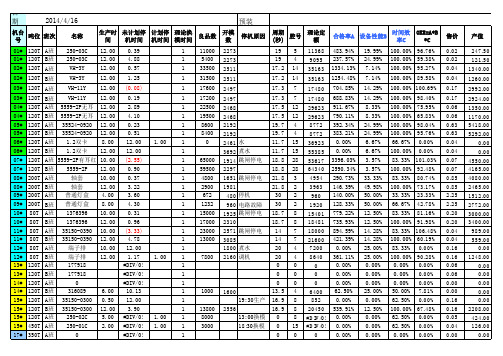
预装
停机原因 周期 腔号 (秒) 19 19 17.2 17.2 17.3 17.3 17.5 17.5 19.7 19.7 11.7 11.7 18.8 18.8 21.8 21.8 30 30 18.7 18.7 14 14 20 20 0 0 0 13.5 16.9 16.9 0 0 0 5 4 14 14 7 7 12 12 4 4 15 15 28 28 3 2 2 2 8 8 7 7 4 4 0 0 0 4 8 8 8 15 0 理论定 额 11368 9095 35163 35163 17480 17480 29623 29623 8772 8772 36923 55385 53617 64340 4954 合格率A 设备性能B 483.94% 237.57% 1334.13% 1254.48% 704.85% 688.83% 911.67% 790.11% 392.34% 383.21% 0.00% 0.00% 19.99% 24.99% 7.14% 7.14% 14.29% 14.29% 8.33% 8.33% 24.99% 24.99% 6.67% 6.67% 3.57% 3.57% 33.33% 49.98% 50.00% 50.00% 12.50% 12.50% 14.28% 14.28% 25.00% 25.00% 0.00% 0.00% 0.00% 25.00% 0.00% 12.50% 0.00% 0.00% 0.00% 时间效 率C OEE=A*B *C 售价 0.02 0.02 0.04 0.04 0.17 0.17 0.06 0.06 0.63 0.63 0.04 0.04 0.07 0.07 0.85 0.85 2.25 2.25 0.20 0.20 0.04 0.04 0.16 0.16 0.06 0.06 0.00 0.00 0.16 0.16 0.05 0.04 0.00 产值 247.50 121.50 1340.00 1260.00 2992.00 2924.00 1350.00 1170.00 5418.00 5292.00 0.00 0.00 4550.00 4165.00 4080.00 2465.00 1512.00 2772.00 3000.00 3400.00 989.00 559.00 0.00 1248.00 0.00 0.00 0.00 0.00 0.00 2208.00 424.00 126.00 0.00
注塑效率表

文件類別 三階文件
注塑效率統計 方法實施細則
文件編號 BEI-0704
版本版次 B0
頁次 2OF5
一. 目的: 使注塑部效率更明確,同時考核相關部門或不同因素對注塑效率造成的影響,使問題點透明化. 二. 體現方法: IE 於每日,每周,每月進行日/周/月報表,以顯示具體產量效率及所有損耗工時的具體內容. 三. IE 效率日報表格式及各項內容說明: 注塑 IE 效率日報表分為臥式/立式車間兩種格式,分別如下:
文件類別 三階文件
注塑效率統計 方法實施細則
文件編號
版本版次 B0
頁
次
4OF5
17 入庫率: 17.1 R1.R2 表示本工作日各部品入庫數量與實際生產數量之比率; 17.2 R11.R22 表求本工作日臥式機臺/立式機臺入庫數量與實際生產數量總和之比率 18.模穴利用率 18.1 S1.S2 表示本工作日各部品實穴數量佔全穴數量之比率; 18.2 S11.S22 分別表示臥式機臺/立式機臺總實穴數量占總全穴數量之比率; 18.3 S 表示本工作日注塑之整體模穴利用率; 19. 生產效率: 19.1 T1/T2 分別表示各部品實際產能與實穴目標產能的比率; 計算公式: T1=(L1+L3)/K1; T2=(L2+L4)/K2; 19.3 T11.T22 分別表示本工作日臥式機臺/立式機臺所有注塑部品總實際產能與總實穴目標產能 之比率; 計算公式: S11=L11+L33/K11;S22=L22+L44/K22; 19.4 T 表示本工作日注塑總體之生產效率; 20. 時均產能: 20.1 表示注塑各部品相對于 180PCS/H 之產品每小時產量. 20.2 U1/U2 分別表示臥式機臺/立式機臺各部品之時均產能(生產工時); 計算公式:U1=O1/(I1+I3);U2=O2/(I2+I4) 20.3 U11/U22 分別表示臥式機臺/立式機臺之整體時均產能(生產工時); 20.4 U 表示前一年度注塑單位達成之時均產能(不含計劃停機工時),U33 表示當日注塑單位達成 之時均產能(不含計劃停機工時).計算公式:U33=(O11+O22)/(W-W3) 20.5 U3 本工作日注塑單位達成之時均產能與前一年度注塑單位達成之時均產能之提升比率. 21.實際出勤人力: 21.1 V 包含股長.組長.工程師.技術員.助理.生管.雜工.作業員.包裝員等在內的所有人員. 22.編制人力: 22.1 V1 為該部門(車間)截止當天所編配的人力. 23.支入人力: 23.1 V2 僅表示其他單位人力暫時性支援情況. 24.支出人力 : 24.1 V3“支出人力”表示暫時性支出到其他單位作業之人力; 25.請假人力: 25.1 V4 示該部門本工作日(8H)請假的人數,請假人力表示按每累積 8H 的請假工時折算成 1 個請 假人力計算. 26.總投入工時(W): 26.1 該工作日在編總機台數按每台 24H 計算所得之總工時; 27.合理工時及其所占總投入工時比率: 27.1 W1 為本工作日臥式機臺/立式機臺產生各種合理工時之總和.判斷標準詳見:BEI-0691. 27.2 W11 為本工作日臥式機臺/立式機臺總合理工時所占總投入工時之比率.即:W11=W1/W. 28.異常工時及其所占總投入工時比率: 28.1 W2 為本工作日臥式機臺/立式機臺產生各種異常工時之總和.判斷標準詳見:BEI-0691. 28.2 W22 為本工作日臥式機臺/立式機臺總異常工時所占總投入工時之比率.即:W22=W2/W.
注塑车间生产运行记录表
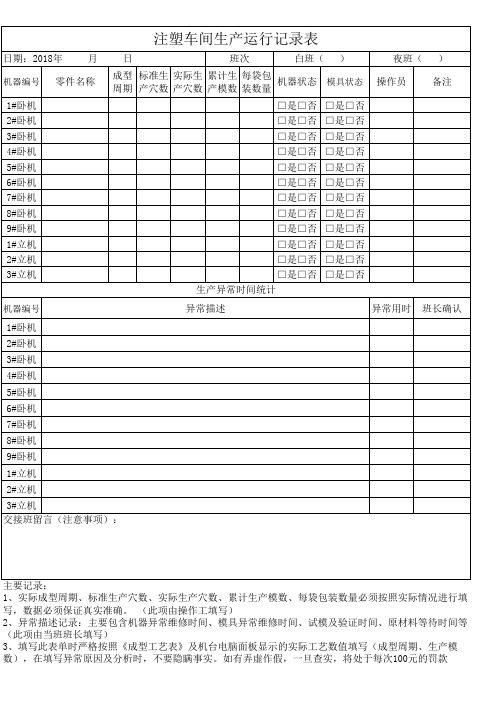
1、实际成型周期、标准生产穴数、实际生产穴数、累计生产模数、每袋包装数量必须按照实际情况进行填写,数据必须保证真实准确。
(此项由操作工填写)
2、异常描述记录:主要包含机器异常维修时间、模具异常维修时间、试模及验证时间、原材料等待时间等(此项由当班班长填写)
3、填写此表单时严格按照《成型工艺表》及机台电脑面板显示的实际工艺数值填写(成型周期、生产模数),在填写异常原因及分析时,不要隐瞒事实。
如有弄虚作假,一旦查实,将处于每次100元的罚款。
(参考)注塑部生产运作所需的表格

处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件名称
颜色
不良率
日期
翻工原因:
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
A班:注塑部生产日报表

早班 姓名 调机人员 调机时间 调机:
次品数 入库数
异常/未完成原因
试模
灰:1000 白:1500
1029面板
1029功能导光柱
三洋支撑件
1029旋钮轴
1029旋钮轴限位 1029旋钮 1029把手(优) 中日面板 三洋面板
G03控板
包装:
配料: 机修:
控板类: 面板类: 后控类: 请假人员
注塑部生产日报表
机号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 备用 5188后控 969/909/1009把手 5188CL门盖
型号
5188工作台 1029控板(东)
原料
ABS淡灰 ABS淡灰 ABS淡灰 高光红 新华美 高光红 ABS淡灰 758 PC 本色料 尼龙+色母 PA6 本色料 ABS淡灰 758 758 新华美
把手类: 侧、盖板类: 塑框类:
圈类: 门盖类: 前控类:
备注:加料人员注意加料机 台,加料时漏料浪费严重。
值班注意关闭不开启 的设备及机台。
生产日期:2014-11-28
值班长负责:1:如实记录生产周期、开模数、合格数。2:如实记录调机、换模、修机时间。 品质部负责:1:当班产品首检确认、过程检记录。2:过程检的同时监督生产周期参数。 内勤处负责:1:内勤按实际合格入库数进行核算工资,因产品质量问题未入库的暂不计算,已合格入库数为准。
注塑车间生产状况统计表(xls) 精品

批量 20960 12870
周实际报废量
周五 周六 周日 周一 周二 周三 周四
合计 单重 186 0 0 0 0
54.5
单价
0.0095
损耗金额 (元) 96.3015 0 0 0 0
备注
1 516P-02 排座 3 817P-01 筒子 3 4 300J-11 泵体 5 516J-18 卡口
44 0 0 0 11 0 720 0 120 6 0
143 0 0 0 0 0 195 0 0 0 1300 0 245 10 0 18 0 0 0 0 0
22.9 42.7 30.2 12.7 11.4
0.0095 0.015 0.015 0.015 0.0095 0.015
31.10965 0 0 0 0 0 31.005 0 0 0 32.11 0 23.275 2.299 0 1.4364 0 0 0 0 0 21.5232 绿色
22.5 0.0095 1.8 0.7 1.1 5 6.8
11.5 15026 10075 11.7 22153 14.6 23671 31.4 5503 23.7 7291 32 5400
0.0095 0.0095 0.0095 0.0095 0.0095
30 817S-04 小垫片 817S-03 大垫片 516P-11 拉杆 31 9004-04 抽芯 516P-04 抽芯 601-01 32 601-03 803A-02 弯头 803A-03 二通 33 3009-01 34 313-03 9004-11 509J-07 小活塞 35 9004-16 挡片 301-04 长螺杆 9004-05 抽芯座 516P-05 抽芯座 516P-13 翘板 36 按座 按钮 溢水斗
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 2 頁,共 4 頁
产效率追踪表
影响稼动率原因 备注
第 3 頁,共 4 頁
产效率追踪表影响稼动率原因 来自注第 4 頁,共 4 頁
注塑部生产效率追踪表
日 期: 水口 模号产品 订单 机台 用料 制令单号 比例 数量 名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
累计 生产
订单 欠数
成型 周期
模出数
计划产量
实际 产量
计划 生产 总投入时间 达成 成达 作业时 非作业 率 率 间 时间
影响稼动率原因
稼动率
第 1 頁,共 4 頁
注塑部生产效率追踪表
日 期: 水口 模号产品 订单 机台 用料 制令单号 比例 数量 名称
20
累计 生产
订单 欠数
成型 周期
模出数
计划产量
实际 产量
计划 生产 总投入时间 达成 成达 作业时 非作业 率 率 间 时间
影响稼动率原因
稼动率
22 23 25
26 27 28 29 30