印前制版及印刷知识讲解
第三章 印前制版
第三章印前制版第三章印前制版第三章印前制版第三章大纲:一、自学目的和建议通过本章的学习,掌握印刷的分色制版原理,了解印刷常用纸张种类与特性,认识印刷的拼版与联版。
二、考核要求鼓腮:1、加色法与减色法原理。
2、印刷重制工序。
3、重制照相和分色照相。
4、印刷色。
5、分色重制原理。
6、电子分色。
7、间接分色。
8、分色照相。
9、印刷咬伤口位。
掌握:印刷常用纸张种类与特性。
领会:1、常用纸张纸型。
2、折页的方式。
3、自韦谢列与两极版的原理。
1、印刷色彩(一)客观题[判断题]光的三原色是红、蓝和绿。
[单选]东仪效应:两种以上的色光二者混合,并使人的视觉神经产生另一种色觉效果,也叫做色光的“加色法”原理。
例如红光+绿光=黄光,绿光+蓝光=青光,红光+蓝光=Fanjeaux红光,红光+绿光+蓝光=白光,黄光+蓝光=白光。
同理,红光+青光=白光,如果两种色光相乘获得白光,则这两种色光互为补色光。
[单选]分辨率的单位是dpi[单选]在印刷中,补色关系被称作基本色和恰好相反色。
[单选][多选]颜色表(colorchart),是一种一种专门查询、对比色彩变化的工具书。
[单选]色彩晕染,重制称作化网,就是在选定的面积里,用有规律的,由深至深的印刷效果,将多种颜色混合化网产生千变万化的色彩晕染。
[单选]在印刷cmyk图像中,cmyk分别代表了蓝、红、黄、黑,当四种成分的百分比均为100%时,则会得到黑色。
[单选]必须再现胭脂红色,则须要将70%徐(y)的网点,100%的红(m)及50%青(c)的网点三色女团。
(二)主观题[论述]什么是加色法和减色法原理?东仪效应:两种以上的色光二者混合,并使人的视觉神经产生另一种色觉效果,也叫做色光的“加色法”原理。
例如:红光+绿光=黄光,绿光+蓝光=青光,红光+蓝光=Fanjeaux红光,红光+绿光+蓝光=白光,黄光+蓝光=白光。
同理,红光+青光=白光,如果两种色光相乘获得白光,则这两种色光互为补色光。
图书印刷知识点总结
图书印刷知识点总结一、前期准备工作1. 选择印刷方式在印刷图书前,首先需要选择适合的印刷方式。
常见的印刷方式包括胶印、凸版印刷、凹版印刷、柔印、数字印刷等。
不同的印刷方式适用于不同的图书类型和印刷数量,需要根据实际需求来进行选择。
2. 确定印刷规格在选择印刷方式后,需要确定图书的印刷规格,包括页数、开本、纸张规格等。
这些规格会影响到印刷成本、效果和成品的质量,因此需要进行详细规划和确定。
3. 编排设计在确定印刷规格后,需要进行图书的编排设计工作。
这包括确定每一页的内容和版面设计,确保内容合理、布局美观、易读性强。
4. 装帧设计装帧设计是指确定图书的装帧方式和装帧样式,包括封面设计、精装还是平装、线装或无线胶装等。
装帧设计直接影响到图书的外观和手感,是图书设计中重要的一环。
5. 印刷前的预压和制版在正式印刷之前,需要进行预压和制版的工作。
预压是指对印刷前的纸张进行处理,使其适合印刷。
制版则是将编排好的版面内容转换为印刷版,通常包括曝光、显影、定稿等步骤。
二、印刷工艺1. 胶印印刷工艺胶印印刷是目前最常用的印刷方式之一,适用于大批量印刷。
其工艺流程包括油墨传送、压印、印刷和烘干等步骤,需要配合专业的设备和操作人员。
2. 凸版印刷工艺凸版印刷是一种传统的印刷方式,适用于特殊的印刷效果和特殊材料的印刷。
其工艺流程包括版式设计、版衬制作、油墨传送和压印等步骤,需要专业的技术和经验。
3. 凹版印刷工艺凹版印刷是一种适用于高档图书和特殊需求的印刷方式,可以实现高质量的印刷效果。
其工艺流程包括版面制作、版衬制作、油墨传送和压印等步骤,需要专业的技术和设备。
4. 柔印印刷工艺柔印印刷是一种适用于特殊材料和特殊要求的印刷方式,可以实现高质量的印刷效果。
其工艺流程包括版面制作、柔性版衬制作、油墨传送和压印等步骤,需要专业的技术和设备。
5. 数字印刷工艺数字印刷是一种适用于小批量印刷和个性化印刷的新型技术,可以实现快速、灵活的印刷生产。
印刷出版实用知识点总结

印刷出版实用知识点总结一、印刷工艺1. 印刷工艺种类印刷工艺种类包括胶印、凸版印刷、凹版印刷和丝网印刷等。
每种印刷工艺有其特点和适用范围,对于不同的印刷品种需根据要求选择合适的印刷工艺。
2. 色彩管理色彩管理是印刷中一个非常重要的环节,它直接关系到印刷品质的好坏。
通过合理设置,可以保证印刷品的色彩准确、鲜艳。
3. 印前制版在实际印刷中,要保证印刷品的质量和准确性,印前制版是非常重要的环节。
印前制版包括校对、调色、修图和制版等步骤。
4. 印刷后工艺印刷后工艺主要包括装订、压凸、过膜等环节。
对于不同的印刷品种,需选择合适的印刷后工艺。
二、印刷品质管理1. 质量检测标准印刷品质量的好坏直接关系到印刷效果,因此,对于印刷品质管理的要求非常高。
在印刷品质管理中,应该建立规范的质量检测标准。
2. 质量控制印刷中的质量控制主要包括原材料的质量控制、印刷工艺的控制和印刷品质的检查等环节。
3. 质量管理体系为了提高印刷品质,印刷企业需要建立完善的质量管理体系,包括从产品设计、制造、销售和服务等全过程的管理。
4. 质量改进在印刷生产过程中,不可避免地出现一些质量问题。
通过质量改进活动,可以不断提高印刷品质。
三、印刷材料原纸的选用直接关系到印刷品质的好坏,因此,在印刷生产过程中,应该选择合适的原纸,并根据不同印刷品种的要求进行选择。
2. 墨水和油墨墨水和油墨是印刷中不可或缺的材料,通过合理的选择和使用,可以提高印刷品质。
3. 辅助材料印刷过程中还需要使用许多辅助材料,比如印版、印刷材料、助剂等。
这些材料的选择和使用也对印刷品质有着重要的影响。
4. 环保材料随着社会的进步,环保意识也在不断增强。
因此,在印刷过程中,应该选择环保材料,从源头上保证印刷的环保性。
四、印刷设备1. 设备选用印刷设备的选择是非常重要的,要根据印刷品种的要求和印刷规模进行选择。
在选择设备时,要考虑设备的规格、性能和能耗等因素。
2. 设备维护设备的维护对于延长设备寿命和保证印刷品质非常重要。
培训资料-印刷制版基础知识
印刷、制版基础知识第一节印刷基本知识一、印刷的五大要素1.原稿:原稿是整个制版、印刷工艺中的依据,直接关系到印刷品的艺术效果和复制还原效果。
凹印制版常见原稿有:黑稿、彩稿、印刷品原稿、摄影原稿、设计光盘原稿等。
2.印版:印版即提供印刷用的模版,它是由原稿到印刷品的印刷过程中重要的媒介物。
印版因着墨和不着墨部分的结构形式不同而分为凸版、凹版、平版和孔版四类。
其功能是根据原稿,区分出图文部分与非图文部分,使非图文部分形成空白不接受油墨,而图文部分则接受油墨,在印刷时,使附着油墨的图文转移到承印物的表面,从而完成一色的印刷。
3.油墨:油墨是获得印刷图文的主要材料之一,是体现原稿色彩的重要因素。
油墨的种类很多,主要根据印版种类、印刷形式、承印材料的不同而区分,凹版包装印刷油墨主要有里印油墨、表印油墨两大类,其中里印油墨又可分为PVC用油墨、OPP用油墨、PET用油墨等。
4.承印材料:承印材料指印刷过程中承载图文墨色的材料。
凹版包装印刷的承印材料主要有纸张、薄膜、铝箔等。
薄膜又包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚脂(PET)等。
5.印刷设备:印刷设备主要指印刷、复合等机械,是实现印刷品生产的关键。
二、印刷种类1.凸版印刷:凸版印刷简称凸印,俗称铅印,历史最久。
目前我国印刷行业采用较多的活字版和铜锌版印刷。
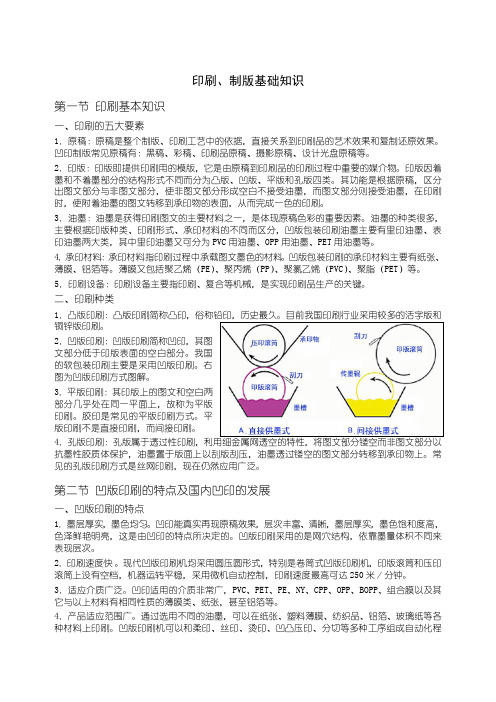
2.凹版印刷:凹版印刷简称凹印,其图文部分低于印版表面的空白部分。
我国的软包装印刷主要是采用凹版印刷。
右图为凹版印刷方式图解。
3.平版印刷:其印版上的图文和空白两部分几乎处在同一平面上,故称为平版印刷。
胶印是常见的平版印刷方式。
平版印刷不是直接印刷,而间接印刷。
4.孔版印刷:孔版属于透过性印刷,利用细金属网透空的特性,将图文部分镂空而非图文部分以抗墨性胶质体保护,油墨置于版面上以刮版刮压,油墨透过镂空的图文部分转移到承印物上。
常见的孔版印刷方式是丝网印刷,现在仍然应用广泛。
第二节凹版印刷的特点及国内凹印的发展一、凹版印刷的特点1.墨层厚实,墨色均匀。
印前制作基础知识2
印前制作基础知识2印前1.露白/漏白:印刷用纸多为白色,印刷或制版时,该连接的色不密合,露出白纸底色。
2.打白:挂网时代的照相制版工艺。
为补救上网图片深色位感光不足,可移开原稿闪光一次或放一张纸补点曝光,或直接使用flash灯,闪动白光,以增加原稿的深位网,使影像柔化。
3.爆肥:暴食当然会肥,菲林银粒感多了光也会扩大地盘。
手工套版更在感光片加隔透明厚胶片中曝光加肥。
4.补漏白(Colortrapping):分色制版时有意使颜色交接位扩张爆肥,减少套印不准的影响。
5.实地:指没有网点的色块面积,通常指满版。
6.反白:文字或线条用阴纹?印刷,露出的是纸白。
7.撞网:不是渔民工?。
调幅网分色工艺,网点角度分配出错,或每一网角距离小于25°,龟纹就开始明显。
8.飞网:镜头制版的挂网工艺,正常曝光后取下挂网,补充短暂曝光增加反差。
9.狗牙:狗的牙齿是凹凸交错的。
图片像素不足,放大后边沿就出现狗牙状。
10.玫花点:像花鹿般的网纹。
差的叫席纹,更差的是龟纹。
11.齐头:版面排位的指令,以字首作基准线。
延伸到拼版、装订,指以版头位为基准。
12.散尾:文字排版的一种。
只求字距统一,不求行末文字齐整。
13.蒙片:不是迷魂药。
是手工分色时的遮掩片,可用菲林晒制或红胶片割制,可作退地或修色之用。
14.蓝版:不是打篮球,也不是RGB的B(蓝色),而是CMYK的C(青)版。
印刷1.鬼影:来历不明的印纹或暗影。
多因旧型印刷机供墨不均引起。
2.瓜打:不是指水瓜打狗。
活版印刷时代「黑手党」执字粒使用的排版比字面较低的定位铅粒。
3.打斗:学孙悟空的拿手好戏。
底面印刷车有自动翻纸装置,咬纸口印面,反咬纸尾印底,一气呵成。
4.自反:指一种节约印版的印刷方法。
让纸张先印完一面,乾后把纸左右反转及底面反转,称为底面自反版,而纸尾当牙口底面反转,称为牙口反版尾。
是印版不变,再印纸张背面的工艺。
5.飞墨:印刷机转速快而墨身稠度不够,离心力使墨液飞溅。
印前版知识汇总,印刷制版,黑色,苹果,输出,术语,DTP,GCR、UCR、UCA

掌握黑色通道----理解黑色在四色印刷中,由于油墨不纯(主要是青色油墨),很难得到理想的蓝、紫、绿色。
并且,墨量在印刷中是受到限制的,比如,你要印刷黑色的页底,你可能会想:CMYK都用100%浓度印刷,一定很好。
然而,答案是:错!四个100%的色版印上去,纸张是承受不了的,油墨不能正常干燥,会使纸张粘在一起,或油墨溅出滚筒,结果不但得不到理想的黑,反而一片糊。
从经验值上来说,四色油墨总量应少于300,除非你与输出、印刷部门有密切的合作。
不信?那好,请打开Photoshop ,要一个New文件,转成CMYK格式,再填充上最黑的黑色,总之,尽你所能吧!然后,打开info显示板,将鼠标放到画面上,看看info的CMYK 显示,将这四个百分量加起来,得多少?266!远不到300。
你必须注意这点,太多的四色总量,绝对是坏事儿。
好了,言归正传。
由于墨量限制,分色时黑色相对于其它颜色所占的比率就有所提高,图象就不易明亮。
如何是好?(印刷时总墨量既然受到限制,当增加黑色时,必然降低其它三色的比例。
)最好的办法当然是尽可能地管理黑色通道。
在将图象转换为CMYK色彩空间时,精确地建立黑色通道,有助于在阴影和对比度发生变化的区域更好地描述细节。
增加细节量及加大对比度都可以加强图象的色彩饱和度,这会使你的眼睛觉得图象的色彩好象比实际色彩更明亮。
我们知道,用CMY三色油墨进行图象分色会缺乏对比度,出现模糊不清的现象,特别是在色调变化区域和阴暗区域。
加上黑色通道,则图象会显得更清晰,色彩会更生动。
因为黑色增强了外观轮廓效果,也就是说,对画面起到了强调作用。
然而,简单地增加黑色油墨并不能保证产生完美的色彩。
对于专业人员来说,必须关心加多少黑色、在什么地方加、以及怎样在各通道之间建立最佳的油墨分布平衡。
我们已在几篇文章中提到“分色参数”这一名词,后面我们会专门讲解,请看第二篇《掌握黑色通道----分色参数》,但现在,还是请将下面部分看完吧,它们都是有关联的。
书刊印刷知识点总结
书刊印刷知识点总结一、印前制作印前制作是书刊印刷的第一步,包括了设计、制版等多个环节。
设计是书刊印刷的灵魂,设计好的作品才能吸引读者的眼球。
在设计中,要考虑排版、配色、图文搭配等因素,力求做出风格独特、内容丰富的作品。
在设计之后,就需要进行制版。
制版是将设计稿转化为印版的过程,印版的质量直接影响到印刷效果。
在制版的过程中,需要注意以下几点:1. 质量控制:制版是印刷的基础,制版质量的好坏决定了后期印刷的效果。
因此,在制版的过程中要严格控制质量,确保印版的准确度和清晰度。
2. 软件使用:现在大部分的设计稿都是使用电脑软件制作的,因此在制版的过程中需要熟练掌握相关的设计软件,比如Photoshop、Illustrator等。
3. 调试设备:在制版的过程中还需要对设备进行调试,确保设备的正常运转。
同时要定期检查设备的状态,及时进行维护和保养,确保设备的稳定性和可靠性。
二、印刷技术印刷技术是书刊印刷的核心环节,是决定印刷效果的关键。
在印刷的过程中,有几种常见的印刷技术,分别是凹印、凸印、凹凸印和柔印。
这几种印刷技术都有各自的特点,选择合适的印刷技术对于提高印刷效果至关重要。
1. 凹印:凹印又称凹版印刷,是一种利用凹版上的图文印在印刷品上的方法。
凹印主要适用于印刷质量要求较高的产品,比如明信片、贺卡、彩箱、商标等。
2. 凸印:凸印又称凸版印刷,是一种以凸版的部分高于印版上的其他部分,通过这部分印在印刷品上的方法。
凸印适用于印刷效果要求不高、印刷面积较大的产品。
3. 凹凸印:凹凸印是凹版和凸印的结合,将凹版和凸印的图文进行合成,然后印在印刷品上。
凹凸印适用于对图文要求较高、印刷面积不大的产品。
4. 柔印:柔印又称凹版印刷,是一种类似于凸印的印刷技术。
柔印适用于印刷面积较大、印刷效果要求较高的产品,比如包装盒、卡片等。
三、印刷质量印刷质量是衡量书刊印刷效果的重要指标,好的印刷质量不仅能提高读者的阅读体验,还能增加作品的艺术性和观赏性。
印刷常用知识点总结

印刷常用知识点总结一、印刷的基本概念印刷是指通过印刷设备将印刷版上的图文信息转移到印刷物上的过程。
印刷是制造业的一部分,它的主要任务是将设计好的图文信息转移到纸张、纺织物、金属板等材料上。
印刷业是一种高度专业化的产业,它包括印前设计、印刷制版、印刷、装订等环节。
二、印刷的发展历史印刷术最早起源于中国,宋朝的范仲淹发明了活字印刷术,这是世界印刷史上一个重要的里程碑。
15世纪,德国的古腾堡发明了活字印刷机,使印刷术得以广泛传播。
20世纪,随着科学技术的进步,印刷技术得到了飞速的发展,各种新型的印刷设备和印刷技术层出不穷。
三、印刷的分类根据不同的印刷方式和印刷材料,印刷可以分为凸版印刷、凹版印刷、平版印刷、柔版印刷、丝网印刷、数字印刷等多种类型。
不同的印刷方式适用于不同的印刷物,它们有各自的特点和优缺点。
四、印刷的工艺流程印刷的工艺流程主要包括印前设计、制版、印刷、装订等环节。
在印前设计阶段,设计师需要根据客户的需求进行平面设计、图文排版等工作。
在制版过程中,印刷版起着转移图文信息的作用。
印刷阶段是将印刷版上的图文信息转移到印刷物上的过程。
装订阶段则是将印刷好的纸张进行装订和加工处理。
五、印刷的常用材料常用的印刷材料有纸张、纺织物、金属板、塑料板等。
不同的印刷材料有不同的特点和用途,印刷前需要根据印刷物的要求来选择合适的材料。
六、印刷的常用设备常用的印刷设备包括印刷机、柔印机、丝网印刷机、数码印刷机等。
不同的印刷设备适用于不同的印刷工艺和印刷要求。
七、印刷的常用工艺印刷的常用工艺包括凸版印刷、凹版印刷、平版印刷、柔版印刷、丝网印刷、数码印刷等。
每种工艺都有其独特的特点和适用范围。
八、印刷的常用术语在印刷过程中常用的术语有印刷颜色、网点、分辨率、色彩空间、油墨、版面设计、印刷原稿等。
掌握这些术语对于印刷工作者来说至关重要。
九、印刷的质量控制印刷的质量控制是确保印刷物质量的关键环节,它包括原稿审核、印刷色彩控制、局部涂覆控制、印品检验等方面。
印前印刷最全面的知识汇总
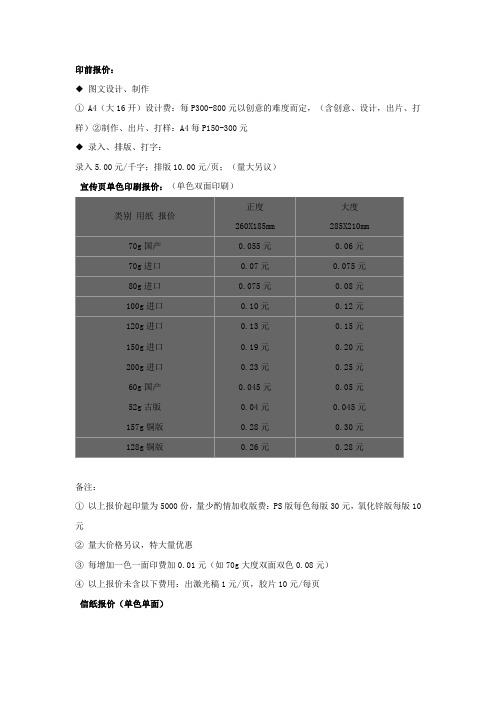
印前报价:◆ 图文设计、制作① A4(大16开)设计费:每P300-800元以创意的难度而定,(含创意、设计,出片、打样)②制作、出片、打样:A4每P150-300元◆ 录入、排版、打字:录入5.00元/千字;排版10.00元/页;(量大另议)宣传页单色印刷报价:(单色双面印刷)类别用纸报价正度260X185mm大度285X210mm70g国产0.055元0.06元70g进口0.07元0.075元80g进口0.075元0.08元100g进口0.10元0.12元120g进口0.13元0.15元150g进口0.19元0.20元200g进口0.23元0.25元60g国产0.045元0.05元52g古版0.04元0.045元157g铜版0.28元0.30元128g铜版0.26元0.28元备注:① 以上报价起印量为5000份,量少酌情加收版费:PS版每色每版30元,氧化锌版每版10元② 量大价格另议,特大量优惠③ 每增加一色一面印费加0.01元(如70g大度双面双色0.08元)④ 以上报价未含以下费用:出激光稿1元/页,胶片10元/每页信纸报价(单色单面)类别 用纸 报价正度260X185mm大度285X210mm 备注:60g 国产 0.045元 0.05元 ①此报价起印量为100本(每本100页) ②专色、双色、三色、四色价格另议、量大价格另议③此报价未含以下费用:制作设计50.00元、出胶片10元/色(A4)70g 国产 0.06元 0.07元 70g 进口 0.08元 0.09元 80g 进口 0.09元 0.10元 100g 进口0.10元0.12元80g 刚古(带水印)0.45元 0.60元信封报价(双色) 用纸 价格 类别中式西式牛皮 中式封 备注:①此报价起印量为3000枚,量少酌情加收版费,每色每版50元②10000枚以上价格另议,特大量优惠如5号80g 牛皮封两万枚以上价格为0.075元③以上为双色报价每增加一色牛皮封印费加0.02元,胶印每色每枚加0.04元,严套以彩印计价,价格另5号6号80g0.170.190.12 100g0.190.220.14 120g 0.22 0.25 0.16 7号80g0.25 0.30 0.18 100g 0.30 0.35 0.20 120g 0.35 0.400.25 8号80g0.30 0.18 100g 0.35 0.20 120g 0.450.25 9号80g 0.70 0.75 0.35 100g0.800.85 0.38120g0.901.000.40议。
印前制版及印刷知识讲解

QuarkXPress 9.2
Adobe Illustrator CS4 Adobe Illustrator CS5.5
Adobe Acrobat 10.0 Adobe InDesign CS5.5
ArtPro 8.5
精品课件
平面設計輸出應用軟體及版本介紹
PC系統
3. 水: 印刷原理就是水墨平衡分籬,所以印刷過程中必須控制好水墨平衡作業.
4. 機械性能: 保持車數均勻運轉,調整好水輥,印版滾筒及橡皮滾筒的壓力,可有效控制網 點的還原效果.
5. 環境溫濕度: 溫度適宜,可有效控制油墨的分解,溫度過高,油墨產生乳化,流動性能 加大,不能穩定,產生干水,糊版現象;溫度太底,油墨粘度大,上墨較難,易發生水大 現象,所以要求供應商依季節調制。
印前制版及印刷知識講解
精品课件
印刷基本作業流程圖
客
精品盒 打 白 盒 样
认 确
出正式 BOM表
开客户
要求通 知单
客戶資 料
樣稿 產品實物 工程圖
拍照 分色 製作 輸出
校 稿
户
disk
要
求
彩盒 / 说明书
印刷
刀
首件
开
模
工
制
簽核
单
作
校合Biblioteka 對約數碼打樣
確
CTP
簽
認
樣
(蘭圖 彩噴
)
精品组装
彩盒/精品
14
15
16
17
18
19
抗壓強度變化率/ %
1.00 0.933 0.870 0.812 0.758 0.707 0.660 0.617 0.574 0.536 0.500
印刷的基本常识【印前技巧】
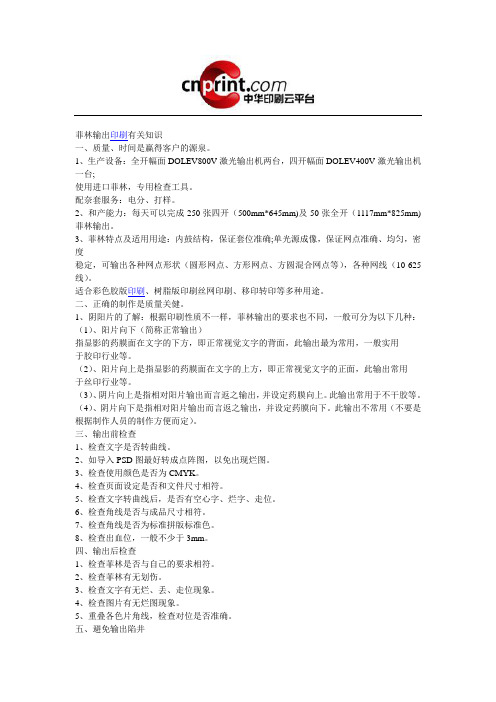
菲林输出印刷有关知识一、质量、时间是赢得客户的源泉。
1、生产设备:全开幅面DOLEV800V激光输出机两台,四开幅面DOLEV400V激光输出机一台;使用进口菲林,专用检查工具。
配奈套服务:电分、打样。
2、和产能力:每天可以完成250张四开(500mm*645mm)及50张全开(1117mm*825mm)菲林输出。
3、菲林特点及适用用途:内鼓结构,保证套位准确;单光源成像,保证网点准确、均匀,密度稳定,可输出各种网点形状(圆形网点、方形网点、方圆混合网点等),各种网线(10-625线)。
适合彩色胶版印刷、树脂版印刷丝网印刷、移印转印等多种用途。
二、正确的制作是质量关健。
1、阴阳片的了解:根据印刷性质不一样,菲林输出的要求也不同,一般可分为以下几种:(1)、阳片向下(简称正常输出)指显影的药膜面在文字的下方,即正常视觉文字的背面,此输出最为常用,一般实用于胶印行业等。
(2)、阳片向上是指显影的药膜面在文字的上方,即正常视觉文字的正面,此输出常用于丝印行业等。
(3)、阴片向上是指相对阳片输出而言返之输出,并设定药膜向上。
此输出常用于不干胶等。
(4)、阴片向下是指相对阳片输出而言返之输出,并设定药膜向下。
此输出不常用(不要是根据制作人员的制作方便而定)。
三、输出前检查1、检查文字是否转曲线。
2、如导入PSD图最好转成点阵图,以免出现烂图。
3、检查使用颜色是否为CMYK。
4、检查页面设定是否和文件尺寸相符。
5、检查文字转曲线后,是否有空心字、烂字、走位。
6、检查角线是否与成品尺寸相符。
7、检查角线是否为标准拼版标准色。
8、检查出血位,一般不少于3mm。
四、输出后检查1、检查菲林是否与自己的要求相符。
2、检查菲林有无划伤。
3、检查文字有无烂、丢、走位现象。
4、检查图片有无烂图现象。
5、重叠各色片角线,检查对位是否准确。
五、避免输出陷井1、彩色图片转为CMYK色彩模式。
2、图片的存储格式少用于JPEG格式。
印刷基础印前设计印前处理印刷技术印后加工
印前处理
图文处理
图文处理是对输入的数字信号进行一系列加 工和处理的过程,包括色彩管理、图像增强 、排版设计等方面的操作。在进行图文处理 时,需要采用各种数字图像处理和计算机图 形学的方法和技术,如色彩空间转换、直方 图均衡化、图像分割等操作。通过这些处理 操作,可以提高数字信号的质量和可编辑性 ,为后续的制版和印刷过程提供更好的基础
的知识
印刷基础
印刷原理
印刷原理是印刷技术的核心,主要涉及油墨 的转移过程。印刷技术通常分为凸版印刷、 凹版印刷、平板印刷和平孔版印刷四种。凸 版印刷是最早的印刷技术之一,利用凸起的 文字和图像印在纸上。凹版印刷是将凹下的 文字和图像印在纸上,常用于制作货币等高 精度印刷品。平板印刷是通过平版上的油墨 向纸面转移,适用于大量印刷。平孔版印刷 则是利用丝网将油墨转移至纸面,常用于制 作油画布等
印前设计
版面设计
版面设计是印前设计的另一重要环节,它涉 及到文字排版、图形设计等方面的知识。版 面设计的主要任务是将文字、图像等元素进 行合理的布局和排列,以形成美观、易读的 版面效果。在进行版面设计时,需要考虑字 体、字号、行距、分栏等方面的因素,以及 如何利用图形元素进行视觉引导和强化效果
印前设计
印刷技术
凹版印刷
凹版印刷是将凹下的文字和图像印在纸上, 常用于制作货币等高精度印刷品。凹版印刷 的优点是印刷品质量高,色彩鲜艳,耐久性 好。但凹版印刷制版成本高,印刷速度较慢
平板印刷
平板印刷是通过平版 上的油墨向纸面转移 ,适用于大量印刷。 平板印刷的优点是印 刷速度快,成本低, 适合大规模生产。但 印刷压力较大,容易 造成承印物变形
6
印后加工
印后加工
印后加工
折页
详细的印前知识(全)
印前知识一、拼版、角线、出血、套准线、菲林拼版:先了解出版物的大小和印刷厂的最大印刷范围。
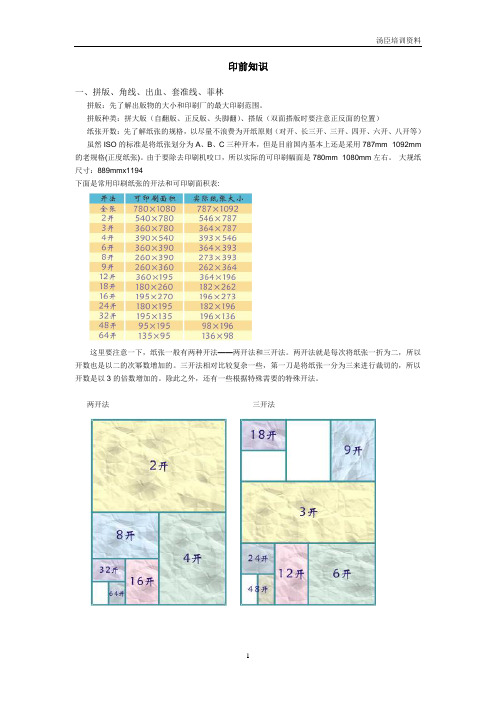
拼版种类:拼大版(自翻版、正反版、头脚翻)、搭版(双面搭版时要注意正反面的位置)纸张开数:先了解纸张的规格,以尽量不浪费为开纸原则(对开、长三开、三开、四开、六开、八开等)虽然ISO的标准是将纸张划分为A、B、C三种开本,但是目前国内基本上还是采用787mm×1092mm 的老规格(正度纸张)。
由于要除去印刷机咬口,所以实际的可印刷幅面是780mm×1080mm左右。
大规纸尺寸:889mmx1194下面是常用印刷纸张的开法和可印刷面积表:这里要注意一下,纸张一般有两种开法——两开法和三开法。
两开法就是每次将纸张一折为二,所以开数也是以二的次幂数增加的。
三开法相对比较复杂一些,第一刀是将纸张一分为三来进行裁切的,所以开数是以3的倍数增加的。
除此之外,还有一些根据特殊需要的特殊开法。
两开法三开法特殊开法举例拼版尺寸:印刷咬口10mm+出血3mm+成品尺寸,模切的还要考虑刀版,胶装的封二和封三如果是跨页接图时要重复7mm粘口角线:也叫裁切线出血:预留出3mm准备被切掉的部分,为裁切时误差而备套准线:为了提高印刷质量,减少和避免四色错位(此项和设计师无关)菲林的校对:菲林的数量、字体和标点符号是否有乱码、角线的尺寸、网点的大小、网线的角度(这个一般不会出错),黑字是否叠印,专色是否需要叠印二、输出的常见问题及解决方法1、需要出血的地方未出血,以及单色角线。
2、文字未转曲线。
经常装字体是一件麻烦的事情,而且如果我们没有与您相同的字体,则将会耽搁您更多的宝贵时间。
3、CorelDraw中,置入PSD格式文件,请先将其图层合并。
如对PSD格式的图片进行了旋转,或TIF 图有多余通道,输出时易出现图片破损,应将图片在CorelDraw中重新转一次位图。
4、CorelDraw文件中各种效果请在输出前分离或转位图,否则结果¡¡实在是难以预料。
制版印前技术培训
制版印前技术培训一、导言制版印前技术是印刷行业中至关重要的环节之一,它涉及到版面设计、图文处理、印前文件的制作与输出等多个方面。
本文将介绍制版印前技术的基本概念、工作流程以及相关的软件工具等内容,希望能够为初学者提供一些基础知识和技能。
二、制版印前技术的基本概念1. 印前设计:印前设计是印刷品制作的第一步,它包括版面布局、色彩处理、图文排版等内容,旨在使印刷品在视觉上更具吸引力和可读性。
2. 印前文件:印前文件是进行印刷制版的基础,它包括图像、文字、色彩等元素,并按照印刷要求进行合理的组织和调整。
3. 制版:制版是指将印前文件转化为适合印刷的版式,包括输出底片或者直接输出印刷版。
4. 输出:输出是将制版好的文件进行打印或者制版的过程,输出的质量直接影响印刷品的最终效果。
三、制版印前技术的工作流程1. 客户需求确认:通过与客户沟通,确认印刷品的要求,包括尺寸、颜色、印刷数量等,以便后续的印前处理。
2. 设计与排版:根据客户需求,进行版面设计和图文排版,一般使用专业的设计软件,如Adobe InDesign等。
3. 资源准备:将设计好的图像、文字等资源进行处理和优化,以达到印刷要求。
这一步通常使用Photoshop等软件进行图像处理,使用Illustrator等软件进行矢量图形的编辑。
4. 输出文件准备:将设计好的印前文件进行合理组织和调整,包括页面设置、颜色管理等,以便后续的制版操作。
5. 制版:根据输出文件准备的结果,进行制版操作,可以选择输出底片或者直接输出印刷版。
制版可以使用CTP技术(Computer-to-Plate)或者CTF技术(Computer-to-Film)。
6. 输出检查:对制版好的文件进行检查,确保没有错误和缺陷,以避免影响最终印刷品的质量。
7. 输出:将制版好的文件进行输出,可以选择数码印刷、胶印等方式,输出的质量应符合印刷要求。
四、常用的制版印前技术软件工具1. Adobe InDesign:用于版面设计和图文排版,功能强大,易于操作。
印刷制作基础知识

印刷制作基础知识印刷制作是一种将文字、图形、图像等内容通过印刷设备进行传递和再生产的过程。
它是一种重要的传播媒介,广泛应用于图书出版、广告制作、包装印刷等领域。
以下是关于印刷制作的基础知识,详细介绍了印刷的过程、印刷技术和常见的印刷材料。
一、印刷的过程印刷的基本过程包括预处理、制版、印刷和后处理四个阶段。
1.预处理:包括设计排版、调色、制作印版的准备工作。
设计排版要考虑版面的布局、字体选择和图像处理等因素,调色是指通过色彩校正和配色来确定输出的颜色效果,制作印版是将设计好的图文信息转移到印版上的过程。
2.制版:将设计好的图文信息转移到印版上,制版有分散暴露和整版暴露两种方法。
分散暴露是指使用激光照排机将图文信息分散地投射在感光材料上,然后通过化学处理来形成印版;整版暴露是将设计好的图文信息整版地暴露在感光材料上,然后进行化学处理形成印版。
3.印刷:将制好的印版放置在印刷机上,利用印刷机的压力传递油墨或颜料到印刷材料上。
常见的印刷机有平板印刷机、凹版印刷机和丝网印刷机等。
4.后处理:印刷完成后,需要进行后处理来使印刷品达到最终的效果。
后处理包括裁切、折页、装订等工序,用来使印刷品更加完整和易于使用。
二、印刷技术印刷技术根据印刷的具体要求和材料的不同可以分为多种类型,其中常见的印刷技术有:1.平版印刷:是最常见的印刷技术之一,利用印版上凸起的图文信息进行印刷。
它适用于大多数材料的印刷,如纸张、塑料、金属、布料等。
2.凹版印刷:适用于印刷质量要求较高的材料,如纸币、邮票等。
其特点是印刷图文信息凹入版面,利用印版上的凹槽进行印刷。
3.丝网印刷:是一种用丝网进行印刷的技术,适用于平面和立体的不同形状的印刷品。
4.数码印刷:是一种通过数字输入印刷图像的技术,常用于小批量的印刷和个性化定制的印刷品。
三、印刷材料印刷材料是指进行印刷过程中所使用的各种材料,包括纸张、油墨或颜料、印版材料等。
1.纸张:是最常见的印刷材料,根据不同的需求可以选择不同质量、厚度、光泽度的纸张。
书籍印刷必备知识点总结
书籍印刷必备知识点总结一、印刷前的准备工作1. 确定印刷方式在书籍印刷前,首先需要确定印刷方式,包括胶印、凹印、凸印、柔印等不同的印刷方式。
选择印刷方式需要根据书籍的品种、印刷数量、印刷质量要求等因素进行综合考虑。
2. 设计制版设计制版是书籍印刷的关键环节,包括版面设计、文字排版、图文处理等工作。
设计制版需要考虑到印刷材料的特性和印刷方式的要求,保证印刷效果的达到预期。
3. 确定印刷材料在印刷前需要选择适合的印刷材料,包括纸张、油墨、版材等。
不同的印刷材料会对印刷效果和成本产生重要影响,需要进行严格的技术要求和质量控制。
4. 色彩管理色彩管理是确保印刷品质的重要因素之一,包括色彩的准确描述、色标的标准化和调整等工作。
良好的色彩管理能够保证印刷品的一致性和稳定性。
5. 印前校对在印刷前需要进行印前校对工作,包括文字校对、图片校对等工作,保证印刷品的准确性和完整性。
印前校对需要结合印刷流程进行严格的质量控制。
二、印刷中的流程和技术要点1. 制版制版是印刷的开始环节,包括电脑制版和传统制版两种方式。
制版过程需要小心操作,保证版面的准确性和质量。
2. 印刷印刷是整个印刷过程的核心环节,印刷质量的好坏直接影响到成品的效果。
在印刷过程中需要注意油墨的均匀性、压力的调整、印刷速度的控制等技术要点。
3. 装订装订是书籍印刷的最后一个环节,包括折页、打孔、胶订、锁线等工序。
不同的装订方式会对书籍的成品效果产生重要影响。
4. 质量控制质量控制是印刷过程中极为重要的环节,包括对印刷品的检查、测量以及质量分析等工作。
良好的质量控制能够保证印刷品的一致性和稳定性。
三、印刷后的处理和质量控制1. 检验在印刷后需要对成品进行严格的检验,包括印刷效果的检查、质量的测量等工作。
对于不合格的品质需要及时调整。
2. 包装包装是印刷后的最后一个环节,需要对成品进行适当的包装,包括装箱、加固、防潮等工作。
良好的包装能够保证印刷品在运输和储存中的安全性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WindowsXP英文 簡體 繁體
Mac O.SX 10.4
Windows2003,
電腦作業系統介紹
CTP
(直接制版系統)
SCREEN PT-R10600
Trueflow Pro (PDF流程)
平面設計輸出應用軟體及版本介紹
Macintosh系統
Adobe Photoshop CS5.5 Adobe Pagemaker 7.0 Adobe FreeHand 11(mx) CorelDRAW 15 QuarkXPress 5.0 (中文) QuarkXPress 9.2 Adobe Illustrator CS4 Adobe Illustrator CS5.5 Adobe Acrobat 10.0 Adobe InDesign CS5.5 ArtPro 8.5
印 刷介紹
印刷類別
一.印刷分類為:
1.數碼印刷 2.平版印刷(膠印) 3.凹版印刷 4.凸版印刷 5.柔性版印刷 6.網版印刷(絲印)
二.目前我司印刷分類為:
1. 平版印刷(膠印) 2. 凸版印刷 3. 網印 通過PS版印 通過樹脂板印 通過網目過濾印
二、印刷工藝介紹
收紙 飛達送紙
印刷機台
結構: A)水墨平衡 D)咬爪系統 B)供紙、收紙系統 E)控水墨系統 C)印刷系統 F)周邊配備
含水率/ % 抗壓強度變化率/ % 9 1.00 10 0.933 11 0.870 12 0.812 13 0.758 14 0.707 15 0.660 16 0.617 17 0.574 18 0.536 19 0.500
b. 產品堆碼方式(裝櫃),也是影響抗壓強度的因素
(圖一)對齊疊放抗壓最強
二.常見問題:
1.檔案欠連結圖片、欠字型或字型未轉曲線和嵌入。 2.色彩模式為RGB。 3.文字沒有直壓或單BK文字,線條是四色組成。 4.色彩解析度偏低。 5.線條太細,印刷無法表現出來 6.頁面尺寸不符合正確的要求成品尺寸。
常見問題一:文字顏色為RGB色
常見問題二:線條顏色為四色
常見問題三:檔案顏色復雜與要求不符
(圖二)錯位疊放抗壓減弱
c. 耐壓強度堆碼的算法(如圖三
假設圖一方式抗壓為100%時
封箱式 下叉上蓋式 雙蓋式
免糊托盤式
手提把式
天地盒式
二 .彩盒的盒型和結構
2.
在制作一個產品的外包裝時,必須考慮到以下因素,這樣設計出的包裝盒才會吸引消費者和具有更高的性價比。 (1). 功能性:能安全的將產品保護好,使從出廠至消費者手上都能完好無損. (2). 外觀(觀賞性):能最佳的表現出產品特色,吸引消费者.这其中应注意材质选用、印刷美工设计、表面處理效果。 適用性/方便性:盡量在生產作業時容易操作,降低生產工時成本,並使消費者能方便取出。 (3). 材料選用及結構: (4). 1 多重的內容物採用什麼材質(如右表示) 300g以下 2 . ②易受損產品或不規則產品應適當考慮加上內襯 不裱坑 (5). 刀模設計應注意材質厚度與盒型的關系,適當收放使盒子成型後 單細坑 1.5kg以下 方正挺直有菱有角.
電子檔案的組成
三部份:
1.點陣圖 2.向量圖 3.文本(文字)
客戶檔案資料需求
1. 提供之檔案相關連接圖片完整齊全;
2. 檔案附帶所用字型檔或將文字轉曲線; 3. 圖片和文字色彩模式應為CMYK ,而非RGB色彩;
( RGB色彩非印刷色彩模式,分色後之顏色 會出現與原樣不同)。
4. 圖片實際像素解晰度達到:
數碼打樣
(蘭圖 彩噴)
彩盒/精品
全檢 (面紙)
表 面 处 理
烫击 丝印 压纹
彩盒裱浪
扎 型
全 检
彩盒 糊 盒
等
精品裱纸 免糊機種
成 品 全 检
包 装
入 库
说明书Βιβλιοθήκη 表 面 处 理膠裝 裁 切 首件檢查
折 页
首件檢查
騎馬釘
裁 切 首件檢查
單張 首件檢查
印前的介紹
電腦作業系統介紹
Macintosh PC
軟體制作格式附檔名表示
依文件存儲之附檔名快速判斷文件格式
Photoshop (.tif .jpg .eps .psd .dcs ) Illustrator ( .eps .ai) pagemaker(.pm) FreeHand (.fh) Acrobat (.pdf) CorelDRAW (.cdr) QuarkXPress (.qxd) ArtPro (.ap) AutoCAD2005(.dwg) Adobe InDesign (.indd)
依作業要求方式先手工折台寫出排頁順序;
說明書依成品尺寸大致可分類為以下兩類版式及開數 菊版式全開: 25 " x 35 " (635mm*889mm) 對開 25 " x 17.5 " (635mm*445mm) 4開 420*297mm 8開 210*297mm 16開 148*210mm 32開 148*105mm 64開 74*105mm
細的激光束,通過掃描刻版後,在印版上形成圖象的潛影,經顯影後,計算機上的圖 象信息就還原於印版上供印刷機直接印刷。
3. 直接制版設備的網點還原效果可精確到1%,相對菲林時代經過多個工序制作後網點的
漏失,CTP能更有效的還原印刷品質。
4. 制作流程加快,可直接電腦完稿後出版,節省了輸菲林、制版、曬版的時間,更有效的
1.印刷特性原理: 水、墨關係,水、墨分離法,水不會溶解到墨中,互不溶解。
PS版
版胴
著墨 膠布胴 橡皮
PS版
預塗膜
通過爆光作用
把不需要的去除,需要的保留,通過藥水 需要文字、圖案著墨,不需要部份上水
壓力胴 反粘到紙上
二、印刷工藝介紹
2.一座裝一塊PS版,也就是一個顏色,通常排座序:BK、C、M、Y、專色,BK粘性 最強,CYM通常BK以文為主,影襯作用。 3顏色組合: C+M=紫色 C+M+Y=灰色 C+Y=綠色 M+Y=橙色
印前制版及印刷知識講解
印刷基本作業流程圖
精品盒 客 户 要 求 打 白 盒 样 确 认 出正式 BOM表 开客户 要求通 知单 客戶資料
樣稿 產品實物 工程圖 disk E-mail
拍照 分色 製作 輸出
校
稿
彩盒 / 说明书
印刷
首件 簽核
开 工 单
刀 模 制 作
校 對 確 認
CTP
合 約 簽 樣 精品组装
菊版對開: 25" x 17.5 " (635mmx445mm)
說明書台式:8開版式
說明書台式:16開版式
說明書台式:32開版式
檔案檢查和常見問題
一.檢查項目:
1.檢查檔案完整性(是否欠缺圖片、字型,文字是否嵌入等)。 2.規格尺寸(含現品尺寸、頁面尺寸)檢查。 3.圖片的色彩模式是否為CMYK色彩。 4.文字屬性檢查(檢查欠字體、文字亂碼、直壓、轉曲線等)。 5.圖片解析度的檢查(300DPI以上)。 6.線條粗細的檢查,最細的寬度不得少於0.2/0.3PT(0.071/0.106M/M)。
實際像素:250~300dpi以上;
5. 客戶正確的PDF檔案也可執行輸出; 6. 盡量提供原始制作檔案格式。
直接制版
直接制版: Computer to Plate (CTP) 1.基本工作原理: CTP直接制版機由精確而復雜的光學系統,電路系統,以及機械系統三
大部份構成。
2. 主要由激光器產生的原始激光,經多路光學纖維復雜的高速旋轉光學裂束系統分裂成極
常見問題四:文字亂碼
常見問題五(1):頁面的尺寸不統一
常見問題五(2):頁面的尺寸不統一
字體的檢查
圖片色彩模式的檢查(一)
圖片色彩模式的檢查(二)
文字屬性的檢查
檔案連接的檢查
線條粗細的檢查
什么是CIP3/CIP4?
CIP3是Computer Integration for prepress printing press postpress 的简称,是
3. 4.
5.
6. 7.
專色調墨系統
為降低影響印刷的因素,保持每批量產時的品質穩定性, 我們專色油墨用電腦調墨
系統處理. (例下圖表示即為P1215C/ P2726C的調墨系統產生的配方比例)
P1215C
P2726C
彩盒的盒型和結構介紹
一 .彩盒的盒型和結構
1.商業包裝一般均採用以下幾種基本盒型樣;如下圖示:(特殊或高端產品一般採用手工禮品盒包 裝,其樣式更多種多樣)
紙張開數
大度全開: 35" x 47 " (889mm x1194mm)
大度對開: 35" x 23.5 "(889mmx597mm)
正度全開: 31" x 43 " (787mmx1092mm)
正度全開: 31" x 21.5 " ( 787mm*546 mm)
菊版全開: 25" x 35 " (635mm x 889mm)
單粗坑 雙坑或五層紙 版 1.5~6kg 6kg以上
三 . 彩盒(或紙箱)畫面和結構設計的幾點示:
1. 材料本身強度和克重 2. 紙張含水率(裱坑的膠水量及空氣湿度的影響) 3. 堆碼方式 a. 當包裝彩盒材料在正常不變狀態下,均符合產品抗壓要求時,但是紙張的含水率(或外部環境溫濕度),對其抗壓影 響很大,即含水率越高(或空氣濕度越大)抗壓就越弱。如下表: 紙張含水率抗壓衰減比照表
配合業務需求;
5. 有效的控制產品品質,提高網點的還原效果,減少了因人為因素造成的不良現象,提高印
刷的套版精准性。
輸出流程介紹