3MN叠加式力标准机的研制_唐纯谦
一种新型叠加式力标准机

一种新型叠加式力标准机虞跃凌;康张宜;胡潇寅【摘要】在新建500kN叠加式力标准机时,对于叠加式力标准机的机械结构提出了新的设计,拓展了力标准机的测量范围,实现了全自动检测,从而大大提高力标准机的工作效率.【期刊名称】《上海计量测试》【年(卷),期】2017(044)003【总页数】3页(P23-25)【关键词】叠加式力标准机;测量范围;自动化检测系统【作者】虞跃凌;康张宜;胡潇寅【作者单位】上海市计量测试技术研究院;上海市计量测试技术研究院;上海市计量测试技术研究院【正文语种】中文在新建500 kN叠加式力标准机(以下简称叠加机)时,利用新研发的多量程比对式加载机构技术,对于叠加式力标准机的机械结构提出了新的设计,拓展了力标准机的测量范围,同时利用新研发的变形量自动补偿装置技术实现了全自动检测,从而大大提高力标准机的工作效率。
叠加式力标准机作为国家的基标准设备,是用一个 (或组)比被检定的测力仪准确度高的标准测力仪作为标准,与被检测力仪串联,以液压或机械方式施加负荷的力标准机。
是一种高准确度等级的力值计量标准装置,在量值传递溯源系统中发挥着及其重要的作用。
叠加式力标准机的工作原理如图1所示。
工作时,力发生器(液压油缸系统或机械加卸载系统)对标准传感器和被检传感器加载,由于两者受力串联,标准传感器和被检传感器同时承受同一载荷。
载荷大小由标准传感器的输出来确定,当输出达到用高一级传感器(或测力机)标定的定度值时,所施加的载荷为一标准力值,传感器输出信号分别由标准表和检测仪表发送给计算机,稳定该力值,记录下被检传感器的输出。
逐级加载和卸载,完成对被检传感器的检测。
根据原理和结构形式的不同,力标准机可分为静重式、杠杆式、液压式和叠加式四种类型。
随着力传感器技术的发展和近年来控制技术的日趋成熟,叠加机得到越来越广泛的应用。
虽然该机具有结构形式简单、造价相对低廉、能够连续加卸载等优点,但是任然存在一些问题。
【CN109580090A】一种杠杆式力标准机【专利】
权利要求书2页 说明书4页 附图1页
CN 109580090 A
CN 109580090 A
权 利 要 求 书
1/2 页
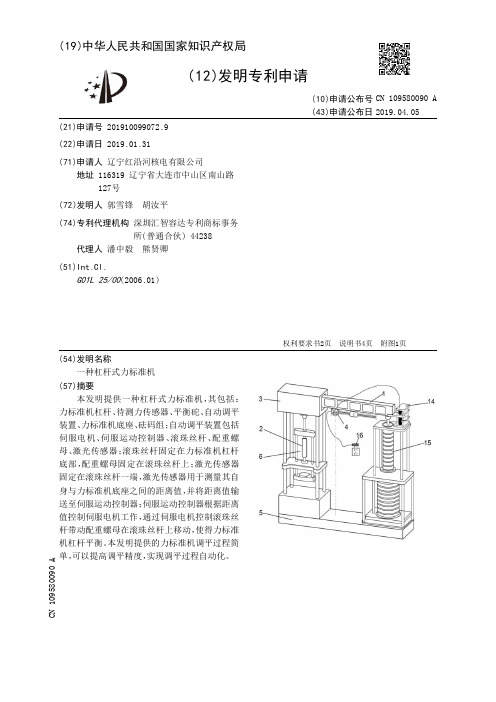
1 .一种杠杆式力标准机,其特征在于,包括:力标准机杠杆(1)、待测力传感器(2)、平衡 砣(3) 、自动调平装置(4) 、力标准机底座(5) 、砝码组 (15) ;
其中 ,所述平衡砣 (3) 设置在所述力标准机杠杆 (1) 的 第一端 ,所述砝码组 (15) 挂在所 述力标准机杠杆(1)的第二端下方;
2
CN 109580090 A
权 利 要 求 书
2/2 页
信号传输孔(17) ,其中,所述激光传感器(11)通过所述信号传输孔(17)将所述通知信号至 所述锁紧装置(14)。
7 .根据权利要求6所述的杠杆式力标准机,其特征在于,所述伺服电机(7)的外部还设 置有所述伺服电机(7)的开关按钮(18)以及用于给所述激光传感器(11)设置所述标准值的 标准值定值按钮(19)。
所述力标准机杠杆 (1) 和所述平衡砣 (3) 安装在所述力标准机底座 (5) 的 上方 ,所述待 测力传感器(2)固定设置在所述平衡砣(3)的下方且所述待测力传感器(2)位于所述力标准 机底座(5)的上方;
所述自 动调平装置 (4) 固 定设置在所述 力标准机杠杆 (1) 的 下方且所述自 动调平装置 (4)位于所述力标准机底座(5)上方;
( 19 )中华人民 共和国国家知识产权局
( 12 )发明专利申请
(21)申请号 201910099072 .9
(22)申请日 2019 .01 .31
(71)申请人 辽宁红沿河核电有限公司 地址 116319 辽宁省大连市中山区南山路 127号
(72)发明人 郭雪锋 胡汝平
基于帕斯卡原理的10MN液压式力标准机的研制

基于帕斯卡原理的10MN液压式力标准机的研制谭洪辉;徐立;陶泽成【摘要】针对液压式大力值标准装置中油缸与活塞间的润滑问题,应用静压润滑技术研制一台最大输出力值为10 MN、准确度等级为0.05级的液压放大式力标准机.通过在力标准机主油缸及测力油缸中均采用基于静压润滑技术的静压缸塞装置,利用油液的湿摩擦大幅减小油缸与活塞间的摩擦阻力;同时通过防过冲装置的设计,解决静压缸塞系统内,当一端加载时另一端缸塞发生过冲的现象.试验结果表明,基于静压润滑技术的液压放大式力标准机具有良好的力值重复性及输出稳定性,同时其方位误差和示值误差均达到设计要求.对静压润滑技术及防过冲装置在大力值标准装置中的应用具有参考价值.【期刊名称】《中国测试》【年(卷),期】2019(045)003【总页数】6页(P89-94)【关键词】大力值;帕斯卡原理;静压润滑;液压放大;力标准机【作者】谭洪辉;徐立;陶泽成【作者单位】广东省现代几何与力学计量技术重点实验室,广东广州 510405;广东省计量科学研究院,广东广州 510405;广东省现代几何与力学计量技术重点实验室,广东广州 510405;广东省计量科学研究院,广东广州 510405;昆山市创新科技检测仪器有限公司,江苏昆山 215300【正文语种】中文【中图分类】TH710 引言随着现代科技和工业的发展,大力值的应用越来越广泛,如冶金工业领域的大型轧钢机、万能拉伸试验机、新型材料机械特性研究、现代宇航技术研究、现代武器装备的准确性和安全可靠性研究、舰船、飞机及运载火箭的动力性能研究等,都离不开准确的大力值测量[1-5]。
为保障工业或科研领域大力值的准确可靠,作为能获得高输出力值的同时能保持较小的不确定度的液压式大力值标准机成为计量研究领域的重点领域。
世界各国家自20世纪七八十年代开始投入大量人力物力研制液压式大力值标准机。
表1列出了目前世界各国大力值标准机的发展情况。
目前我国大力值基准正是采用的一台20 MN液压放大式大力值标准机[6]。
10MN叠加式力标准机的研制
10MN叠加式力标准机的研制胡绍诚;陈勤;刘宇澄【摘要】简述10MN叠加式力标准机的工作原理,通过对横梁、加载系统、液压系统、控制系统以及测试系统进行创新设计,并采用新的力值加载结构和满足称重传感器、标准测力仪的测试系统,成功研制高精度10 MN叠加式力标准机.该10 MN叠加式力标准机示值重复性不大于0.02%,力值误差在±0.05%内,相对扩展不确定度优于0.1%(k=2).【期刊名称】《中国测试》【年(卷),期】2013(039)005【总页数】4页(P24-27)【关键词】叠加式力标准机;大力值;示值重复性;力值误差;相对扩展不确定度【作者】胡绍诚;陈勤;刘宇澄【作者单位】杭州坦司特仪器设备有限公司,浙江杭州311106;浙江省质量检测科学研究院,浙江杭州310013;浙江大学,浙江杭州310000【正文语种】中文【中图分类】TP212.1+2;TB931;TM930.114;TP274.+2胡绍诚1,陈勤2,刘宇澄3(1.杭州坦司特仪器设备有限公司,浙江杭州311106;2.浙江省质量检测科学研究院,浙江杭州310013;3.浙江大学,浙江杭州310000)收到修改稿日期:2013-05-19叠加式力标准机(BM)为常见力标准机的一种,近几年得到了快速发展,应用范围也逐渐扩大,成为了测力、称重行业的重要技术装备[1-3]。
目前,国内外叠加式力标准机主要采用机械加载或液压加载两种加载系统。
使用机械加载方式的叠加式力标准机具有可操作性强、自动化程度高、控制稳定等优点,但是受材料强度与机械结构的限制,采用机械加载方式进行加载的力标准机无法满足对大载荷的测试需求,目前国际上使用机械加载方式的力标准机的最大载荷均难以突破5 MN。
液压加载系统能够产生足够大的载荷,满足了大力值力标准机的加载需求。
国内大力值标准机现状:中国测试技术研究院,叠加式(液压),30 kN~30 MN,0.3~3×10-3(k=3);中国计量科学研究院,液压放大式,500 kN~20 MN,1×10-4(k=3);航天7140站,液压放大式,100 kN~5 MN,5×10-4(k=2);广东省计量科学研究院,机械加载式,30 kN~3 MN,3×10-4(k=2)。
带预应力的开合式二十三辊辊式矫直机

带预应力的开合式二十三辊辊式矫直机王彩元① 祁佰忱 李云辉(西安曼海特工业技术有限公司 陕西西安710018)摘 要 提高二十三辊精密矫直机开合式机架的刚度和稳定性。
以开合式机架为基础,采用预应力结构形式,使二十三辊精密矫直机的机架在工作状态时结构刚度与稳定性最佳。
二十三辊精密辊式矫直机采用开合式预应力结构可以提高设备刚度和稳定性,降低制造难度,提高加工精度。
在实际应用中采用预弯矫直和精密辊式矫直机复合的矫直技术,生产出的产品板形质量已达到电子工业使用标准。
关键词 冷轧 辊式矫直机 精密带材 预应力中图法分类号 TH703 TG333.13 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 05 030ASplit type23 rollPrecisionRollStraighteningMachinewithPre stressWangCaiyuan QiBaichen LiYunhui(Xi’anMehatIndustrialTechnologyCo.,Ltd.,Xi’an710018)ABSTRACT Toimprovethestiffnessandstabilityoftheopenandclosedframeofa23 rollerprecisionstraighteningmachine.Basedontheopenandclosedframe,thepre stressedstructuralformwasusedtooptimizethestructuralstiffnessandstabilityoftheframeofthe23 rollprecisionstraighteningmachineintheworkingcondition.The23 rollprecisionrollstraighteningmachinewithopenandclosedpre stressedstructurecanimprovetherigidityandstabilityoftheequipment,reducethemanufacturingdifficultyandimprovetheprocessingaccuracy.Inpracticalapplicationsusingacombinationofpre bendingstraighteningandprecisionrollstraighteningmachinestraighteningtechnology,thequalityoftheproducedproductsheetshapehasreachedthestandardusedintheelectronicsindustry.KEYWORDS Coldrolling Rollerstraighteningmachine Precisionstrip Pre stress1 前言二十三辊精密辊式矫直机多用于薄带材的矫直,改善带材的板形和平直度,减小带材内部残余应力,适用于生产高精度的带材。
【CN109530465A】一种承力面组合梁【专利】
CN 109530465 A
CN 109530465 A
权 利 要 求 书
1/1 页
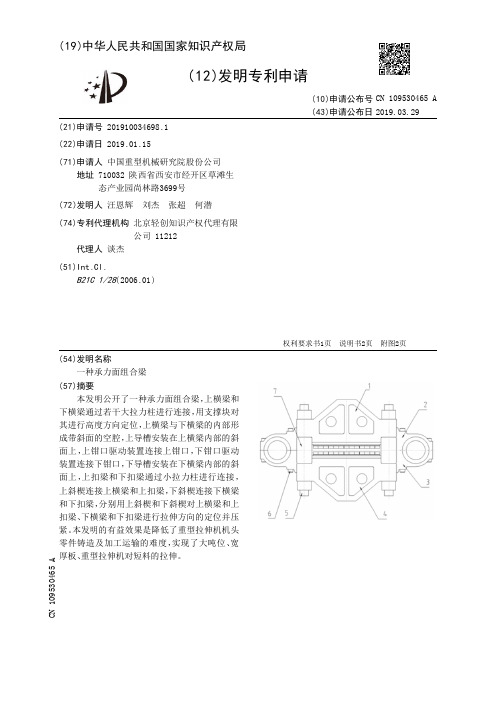
1 .一种承力面组合梁,其特征在于:上横梁和下横梁通过若干大拉力柱进行连接,用以 承受拉 伸力沿竖直方向 产生的 分 力 ,用支撑块对其进行高 度方向 定位 ,通过对大拉 力柱施 加预应力以 减小上横梁和下横梁的 开口 变形 ;上横梁与下横梁的内部形成带斜面的空腔 , 上导槽安装在上横梁内部的斜面上 ,上钳口驱动装置连接上钳口 ,下钳口驱动装置连接下 钳口 ,上钳口驱动装置驱动若干上钳口沿上导槽进行滑动 ;下导槽安装在下横梁内部的斜 面上 ,下钳口驱 动装置驱 动若干下钳口沿下导槽进行滑动 ,上下两组钳口同时 动作以 实现 机头对拉 伸工件的 夹紧 及松开 ;上 扣梁 和下 扣梁通过小拉 力柱进行连接 ,上斜楔连接上横 梁和上扣梁,下斜楔连接下横梁和下扣梁,分别用上斜楔和下斜楔对上横梁和上扣梁、下横 梁和下扣梁进行拉伸方向的定位并压紧,从而形成了上、下两个承力面用以承受拉伸力。
附图说明 [0005] 图1是承力面组合梁结构示意图; [0006] 图2是是承力面组合梁侧视图; [0007] 图3是承力面组合梁中上扣梁的立体图。
3
CN 109530465 A
说 明 书
2/2 页
[0008] 图中:1 .上横梁;2 .上扣梁;3 .下扣梁;4 .下横梁;5 .大拉力柱;6 .小拉力柱;7 .支撑 块;8 .上导槽;9 .上钳口;10 .上斜楔;11 .上钳口驱动装置;12 .下钳口驱动装置;13 .下斜楔; 14 .下钳口;15 .下导槽;16 .拉伸工件;17 .承力面。
发明内容 [0003] 本发明的目的在于提供一种承力面组合梁,本发明解决了大吨位、宽厚板、重型拉 伸机无法拉伸短料的技术难题。本发明的有益效果是降低了重型拉伸机机头零件铸造及加 工运输的难度,实现了大吨位、宽厚板、重型拉伸机对短料的拉伸。 [0004] 本发明所采用的技术方案是上横梁和下横梁通过若干大拉力柱进行连接,用以承 受拉 伸力沿竖直方向 产生的 分 力 ,用支撑块对其进行高 度方向 定位 ,通过对大拉 力柱施加 预应力以 减小上横梁和下横梁的 开口 变形 ;上横梁与下横梁的内部形成带斜面的空腔 ,上 导槽安装在上横梁内部的斜面上 ,上钳口驱动装置连接上钳口 ,下钳口驱动装置连接下钳 口 ,上钳口驱动装置驱动若干上钳口沿上导槽进行滑动 ;下导槽安装在下横梁内部的斜面 上 ,下钳口驱 动装置驱 动若干下钳口沿下导槽进行滑动 ,上下两组钳口同时 动作以 实现机 头对拉 伸工件的 夹紧 及松开 ;上 扣梁和下 扣梁通过小拉 力柱进行连接 ,上斜楔连接上横梁 和上扣梁,下斜楔连接下横梁和下扣梁,分别用上斜楔和下斜楔对上横梁和上扣梁、下横梁 和下扣梁进行拉伸方向的定位并压紧,从而形成了上、下两个承力面用以承受拉伸力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国测试技术 CHINA MEASUREMENT & TESTING TECHNOLOGY
Vol.34 No.2 Mar.2008
3MN 叠加式力标准机的研制
唐纯谦 1, 高富荣 2, 陈明华 2, 陈世超 1, 徐尹杰 1, 谭洪辉 2, 易 伟 1
( 1.中国测试技术研究院, 四川 成都 610021; 2.广东省计量科学研究院, 广东 广州 510405)
测量范围
力值不确定度 ( 包含因子 k=2)
备注
机械力源 1 MN 100 kN~1 MN
0.03%
比较式 *
机械力源 3 MN 30 kN~3 MN
0.02%
叠加式 **
液压力源 1 MN 100 kN~1 MN
0.05%
比较式
液压力源 10 MN 100 kN~10 MN
0.1%
叠加式
注: * 采用一个力传感器作为参考标准[2]; ** 本案
收稿日期: 2007- 10- 25; 收到修改稿日期: 2008- 01- 07 作 者 简 介 : 唐 纯 谦( 1951- ) , 男 , 重 庆 市 人 , 高 级 工 程 师 , 主 要 从 事 力 值 计 量 基 、标 准 的 研 究 。
表 1 不同力源类型的叠加式力标准机现状表
力源类型 最大负荷
0.003
2 999.44
/
2 999.46
0.001
2 999.48
0.001
2 999.46
0.001
2 999.50
0.001
0.002
2 999.46
0.001
2 999.50
0.001
2 999.46
0.001
2 999.50
0.001
2 999.50
0.000
4 性能检测
4.1 灵敏限测试 测试仪器: 标准测力仪 C6A- 5MN, No.044930102,
指示装置示值 负荷波动性 1 负荷波动性 2
( kN)
( %/min) ( %/10 min)
299.97
/
299.98
0.003
299.97
0.003
299.98
0.003
299.97
0.003
0.003
299.98
0.003
299.98
0.000
299.97
0.003
299.97
0.000
299.98
15
粗加载控制部分: 微机通过一多轴驱动控制器来完 成对伺服电机的速度和方向的控制, 达到粗加载 的控制目的; 二是系统精加载控制部分: 微机通过 精 确 调 控 一 D/A 转 换 器 的 输 出 电 压( 0 V~5 V) , 经 功率放大器放大后来改变作用于压电陶瓷力发生 装置上的电场强度大小, 继而改变其产生的微变 形量, 来达到精加载闭环控制的目的。控制系统是 以参考传感器的输出作为反馈信号, 首先控制伺 服电机完成对力传感器粗加载, 当达到压电陶瓷力 发生装置对参考传感器微变形量的调控范围时, 系 统即转向对压电陶瓷力发生装置的控制, 最终完成 对力值的精确控制。压电陶瓷力发生装置对参考传 感器微变形的补偿控制范围为 10 μm~50 μm; 在参 考传感器额定负荷的( 90~100) %范围内, 可控性优 于 0.001%. 力 标 准 机 精 加 载 控 制 系 统 的 技 术 路 线 见图 3。
对力传感器可能产生的非轴向负荷的影响[10-11], 同时 有效地保障滚珠丝杠的平稳运行。
滚珠丝杠副与移动横梁具有最大负荷为 3.6 MN 的负载能力, 移动横梁额定负荷下的变形量小于 0.5 mm/m, 无负荷时的水平度小于 0.1/1 000, 额定负 荷下的水平度小于 0.2/1 000, 工作行程内的升降速 度( 0~50) mm/min 连续可调。力标准机的主体结构 见图 2。
1引言
近年来, 随着传感器技术的快速发展, 1 MN 以 上的高精度大力值传感器已经面市。采用力传感器 ( 或并联) 作为参考标准与被检传感器串联, 以液压 或机械方式施加负荷的力源装置也相继问世, 国际 上将此种类型的力产生装置称之为叠加式力标准 机[1]。由于叠加式力标准机结构简单造价相对较低, 因此被世界各国采用。随着力传感器和力源装置技 术性能的提高, 叠加式力标准机的计量性能也得到 了很大的提高。目前国际上不同力源类型的叠加式 力标准机的研究现状见表 1。
3.2 加载系统 3.2.1 粗加载系统
利用伺服电机驱动减速机构, 经同步带驱动四 组蜗轮蜗杆及四根精密滚珠丝杆上的动横梁来完成 对参考传感器实施额定负荷 90%的粗加载。
研制的“轴向可调隙蜗杆传动副”传动效率和传 动精度较高、空回量较小、轴向可调隙; 在相同的传 动速比下, 它的传动精度寿命和强度寿命是圆柱蜗 杆传动副 的 2~3 倍 , 传 动 噪 声 低 1~2 倍 ; 它 的 应 用 主要是提高整机的动态稳定性、工作效率和使用寿 命[5- 7]。 3.2.2 精加载系统
将压电陶瓷力发生装置与参考传感器同轴安装 于系统中, 由微机控制系统控制压电陶瓷力发生装置 来完成对参考传感器实施额定负荷 10%精加载的控 制。力标准机精加载控制系统的工作原理见图 3。 3.3 控制系统
控制系统主要由两个部分组成, 一是伺服电机
第 34 卷第 2 期
唐纯谦等: 3MN 叠加式力标准机的研制
Abstr act: Based on “plane double enveloping hourglass worm gearing” technology, one kind of “axial clearance adjustable warm wheel and worm transmission pair”was developed. In the reducing mechanism of servomotor which was the power transmission of mechanical forcing device, the transmission pair could drive the crossbeam on the precise ball screw. This could be used to load the reference force transducer roughly. According to the“converse piezoelectric effect” principle in physics, piezoelectric ceramic force generator was prepared with piezoelectric ceramic materials and special technological methods, which was a micro- deformation compensator set. In the close- loop control system for precision loading of the forcing device, it could be used to precisely control the tiny force change of the reference force transducer under large load. At present, one build- up force standard machine with the maximum load capacity of 3MN was prepared. Key wor ds: Plane double enveloping hourglass worm gearing; Piezoelectric ceramic; Converse piezoelectric effect; Piezoelectric ceramic force generator; Reference tronsducer; Mechanical forcing device; build - up force standard machine
表 3 负荷波动性测试数据及结果
负荷 ( MN)
0.3
3
时间
10:42:30 10:43:30 10:44:30 10:30 10:49:30 10:50:30 10:51:30 17:36:40 17:37:40 17:38:40 17:39:40 17:40:40 17:41:40 17:42:40 17:43:40 17:44:40 17:45:40
目前, 国际上采用机械传动方式加载的叠加式 力标准机量 程 在 1 MN 及 以 下 , 力 源 的 负 荷 波 动 性 ( 0.01 ~0.02) % /30 s, 力 标 准 机 的 力 值 不 确 定 度 0.03%~0.05%[3- 4]。量程大于 1 MN 的叠加式力标准 机都是采用液压传动方式加载的力源, 力源的负 荷波动性( 0.02~0.03) %/30 s, 力标准机的力值不确
摘 要: 运用“平面二次包络环面蜗杆传动”原理, 研制一种“轴向可调隙蜗轮蜗杆传动副”, 将它应用到机械力源动力
传动的伺服电机减速机构中, 驱动精密滚珠丝杠上的动横梁来完成对参考力传感器的粗加载。运用物理学中的“逆压
电效应”原理, 采用压电陶瓷材料和专门的工艺方法制作成的力传感器微变形补偿装置—压电陶瓷力发生装置 , 并将
文章编号: 1672- 4984( 2008) 02- 0013- 03
Pr epar ation of 3 MN build- up for ce standar d machine
TANG Chun- qian1, GAO Fu- rong2, CHEN Ming- hua2, CHEN Shi- chao1, XU Yin- jie1, TAN Hong- hui2, YI Wei1 ( 1.National Institute of Measurement and Testing Technology, Chengdu 610021, China; 2.Guangdong Institute of Metrology, Guangzhou 510405, China)