IE产能及设备评估表单
GT-OD-084A IE改善等级认证评分表

标准化
1、改善实施后及时做好标准化工作;
5
2、作业标准方法及内容设置合理;
5
3、现场员工能够遵守标准化作业;
5
4、作业员能达到标准的产量及效率;
5
无ቤተ መጻሕፍቲ ባይዱ性
1、提高质量、安全性的;
5
2、减少员工作业疲劳,劳动强度的;
5
合计
备注:改善提案经改善推进室确认,符合以上全部评分标准的,给予最高100分为当月IE优秀改善提案奖,在当月的5S/IE委员会上给予奖励并通报,并在每半年进行一次评比时,给予再次表彰和奖励;
IE改善等级评分表
提案名称
提案编号
项目
评分标准
标准(分)
得分
经济性
1、给部门创造效益5000元以上的;
10
2、给部门创造效益2500元以上的;
10
3、给部门创造效益1000元以上的;
10
4、给部门创造效益500元以上的;
10
创新性
1、独特的创意和改善方法;
10
2、属于IE相关手法进行作业改善;
10
3、具有借鉴学习和推广价值的改善;
评分:审核:核准:
【实用文档】IE工程之产能分析表精华版

流水线平面图
线别
6线
适用品名:
xx208 xx208b
序号
工序名
1 涂黄油
2 压中盘轴承
3 套装中上盘
4 安装中盘铆钉
5 安装手柄
6 装弹簧
7 安装旋钮
8 旋旋钮
9 铆铆钉
10 检查平度并矫正
11 绞锥度孔
12 吹铁屑
13 检锥度孔 上油
14 铆马车螺丝
15 表面擦试
16 铆接面涂油漆,贴标
0 2011/11/26
REV 改定日
新规作成
更改内容
朱球
作成
承认
装箱 打包
维修
送
检查
绞深
平度
度孔
并
整平
帶
安装 旋钮
目視總檢
装弹 簧
安装 中盘 铆钉
压中 盘轴 承
压中 盘轴 承
涂黄 油
设备名
压入工装夹具
铆钉机 矫正夹具 绞孔机
ST 3.28 4.60 4.02 5.02 2.67 4.23 5.00 2.67 3.74 3.69 3.85 3.58 3.80 3.71 3.39 5.80 5.50 3.90 5.00 3.58 3.80
17 外观检查
18 维修
19 包装
20 装箱
21 封箱
产能分析表
品名
xx208AA
作业人数
25
生产能力/8H
4220
管理号码: xx-LY-0001
承认
确认
作成
朱球
包装
铆马 车螺 丝
检锥 度孔
/ 上油
吹铁 屑绞深 度孔铆铆旋紧钉旋钮
安装 手柄
(精益生产)IE工程师绩效考核表
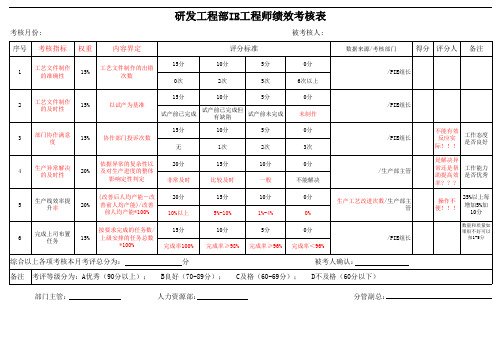
生产线效率提 升率
(改善后人均产能-改 20% 善前人均产能)/改善
前人均产能*100%
20分 10%以上
15分 5%-10%
10分 1%-4%
0分
生产工艺改进次数/生产部主
管 0%
6
完成上司布置 任务
按要求完成的任务数/
15分
15% 上级安排的任务总数
*100%
完成率100%
10分
5分
0分
完成率≥98% 完成率≥96% 完成率<96%
10分
数量和质量如 果很不好可以
扣1-5分
部门主管:
人力资源部:
分管副总:
/PIEபைடு நூலகம்长
综合以上各项考核本月考评总分为:
分
被考人确认:
备注 考评等级分为:A优秀(90分以上); B良好(70-89分); C及格(60-69分); D不及格(60分以下)
不能有效 反应实
际!!!
工作态度 是否良好
是解决异 常还是帮 助提高效 率???
工作能力 是否优秀
操作不 便!!!
25%以上每 增加5%加
考核月份: 序号 考核指标 权重
内容界定
研发工程部IE工程师绩效考核表
被考核人: 评分标准
数据来源/考核部门
得分 评分人 备注
1
工艺文件制作 的准确性
15%
工艺文件制作的出错 次数
15分 0次
10分 2次
5分
0分
5次
6次以上
/PIE组长
2
工艺文件制作 的及时性
15%
以试产为基准
15分
10分
5分
试产前已完成
试产前已完成但 有缺陷
供应商产能评估表

供应商产能满足需求的说明/供应商产能提升计划
设备名称
台数
年生产能力
供应商名称:
生产地址:
企业负责人:
联系电话:
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
供应商产能评估表
产品生产周期及生产数量
零件号
描述
需求量(件/月)
最大需求量(件/月)
单件工时(时)
单班生产能力(件)
每天生产能力(件)
月供货能力(件)
月最大需求量/供应商月ຫໍສະໝຸດ 能比例%备注注:月最大需求/供应商月产能≥90%时,供应商需提供产能满足需求的说明;
月最大需求/供应商月产能≥100%时,供应商需提供产能提升计划。
电脑设备状态评估表

电脑设备状态评估表一、电脑设备状态评估的重要性在当今信息化时代,电脑作为工作、学习和生活的必备工具,其性能和状态直接影响到我们的工作效率和生活品质。
因此,对电脑设备状态进行评估显得尤为重要。
评估电脑设备状态可以帮助我们全面了解设备性能,发现并解决潜在问题,提高设备使用寿命和满意度。
二、评估电脑设备的五个关键指标1.硬件配置:评估电脑的处理器、内存、硬盘、显卡等主要硬件配置是否满足实际需求。
对于高性能需求的用户,需关注硬件的升级和更换。
2.软件环境:检查操作系统及各类应用软件是否为最新版本,确保软件环境安全稳定。
同时,关注正版软件的使用,防止侵权行为。
3.数据安全:评估数据存储和传输的安全性,确保重要信息不易丢失或被窃取。
定期备份重要数据,安装防火墙和杀毒软件,提高安全意识。
4.系统稳定性:评估电脑在运行各类应用时是否稳定,避免因系统崩溃、蓝屏等问题影响正常使用。
关注系统优化,提高电脑运行效率。
5.性能表现:衡量电脑在处理任务时的速度和效率,包括开机速度、程序启动速度、文件拷贝速度等。
对于性能较低的设备,可以考虑升级硬件或优化系统设置。
三、如何进行电脑设备状态评估1.自我评估与专业评估相结合:用户可以根据上述五个关键指标自行评估,同时可以寻求专业人士的意见,确保评估的全面性和准确性。
2.制定评估计划与时间表:根据实际情况,制定合理的评估计划,明确评估时间、评估内容和评估目标。
定期进行评估,确保设备状态始终处于最佳。
3.评估过程中的注意事项:- 全面了解设备信息,包括购买时间、使用频率、维修记录等。
- 仔细检查硬件、软件、数据等方面的具体情况,确保评估的真实性。
- 及时记录评估过程中发现的问题,并制定解决方案。
四、电脑设备状态评估的结果与应用1.评估结果的分析与解读:根据评估结果,分析设备状态的优势和不足,找出潜在问题,为后续优化提供依据。
2.根据评估结果优化设备配置:针对评估中发现的问题,可以考虑升级硬件、安装优化软件、调整系统设置等措施,提高设备性能。
IE标准工时及产能计算表

间接人力(人)
线长/物料员
全能员
维修员
工作时间
0.00 节拍
10 标准时间
0.00 预定效率 直通率
#DIV/0! 标准产能
目标产能
0 注:1.各工站宽放率为10%;
0.00 2.标准工时=观测时间×评定系数×(1+宽放率);
3.瓶颈工时为所有工序中标准工时最大值;
4.标准时间为各站标准工时之和;
5.产线平衡率=各工序标准工时和/(最长工序时间×总人数); 7.不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
0.00
10
0.00
#DIV/0!
7
0.00
10
0.00
#DIV/0!
8
0.00
10
0.00
#DIV/0!
9
0.00
10
0.00
#DIV/0!
10
0.00
10
0.00
#DIV/0!
11
0.00
10
0.00
#DIV/0!
12
0.00
10
0.00
#DIV/0!
13
0.00
10
0.00
#DIV/0!
14
0.00
10
0.00
#DIV/0!
23
0.00
10
0.00
#DIV/0!
24
0.00
10
0.00
#DIV/0!
25
0.00
10
0.00
#DIV/0!
26
0.00
10
0.00
#DIV/0!
27
0.00
工厂设备管理评分表-图文
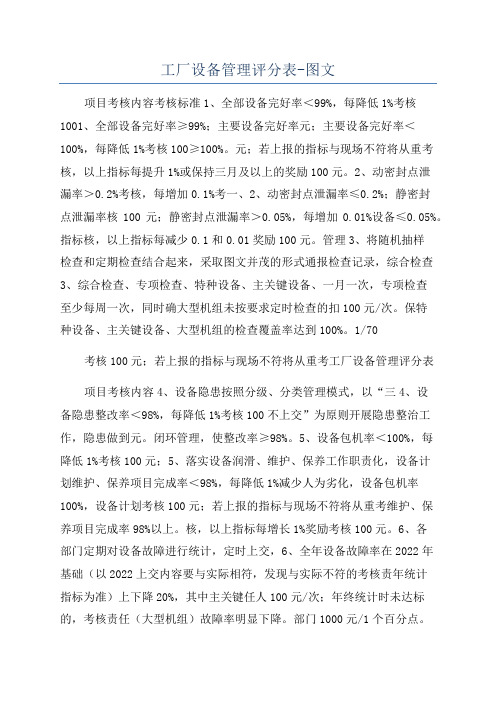
工厂设备管理评分表-图文项目考核内容考核标准1、全部设备完好率<99%,每降低1%考核1001、全部设备完好率≥99%;主要设备完好率元;主要设备完好率<100%,每降低1%考核100≥100%。
元;若上报的指标与现场不符将从重考核,以上指标每提升1%或保持三月及以上的奖励100元。
2、动密封点泄漏率>0.2%考核,每增加0.1%考一、2、动密封点泄漏率≤0.2%;静密封点泄漏率核100元;静密封点泄漏率>0.05%,每增加0.01%设备≤0.05%。
指标核,以上指标每减少0.1和0.01奖励100元。
管理3、将随机抽样检查和定期检查结合起来,采取图文并茂的形式通报检查记录,综合检查3、综合检查、专项检查、特种设备、主关键设备、一月一次,专项检查至少每周一次,同时确大型机组未按要求定时检查的扣100元/次。
保特种设备、主关键设备、大型机组的检查覆盖率达到100%。
1/70考核100元;若上报的指标与现场不符将从重考工厂设备管理评分表项目考核内容4、设备隐患按照分级、分类管理模式,以“三4、设备隐患整改率<98%,每降低1%考核100不上交”为原则开展隐患整治工作,隐患做到元。
闭环管理,使整改率≥98%。
5、设备包机率<100%,每降低1%考核100元;5、落实设备润滑、维护、保养工作职责化,设备计划维护、保养项目完成率<98%,每降低1%减少人为劣化,设备包机率100%,设备计划考核100元;若上报的指标与现场不符将从重考维护、保养项目完成率98%以上。
核,以上指标每增长1%奖励考核100元。
6、各部门定期对设备故障进行统计,定时上交,6、全年设备故障率在2022年基础(以2022上交内容要与实际相符,发现与实际不符的考核责年统计指标为准)上下降20%,其中主关键任人100元/次;年终统计时未达标的,考核责任(大型机组)故障率明显下降。
部门1000元/1个百分点。
7、设备事故较2022年下降10%,事故封闭7、事故封闭率(四不放过)<100%,每降低1%率(四不放过)100%。
IE标准产能评估规范

IE标准产能评估规范一、目的为IE之产能评估提供一个合理的依据.二、范围IE评估生产线各制程(SMT/DIP/TEST/PACK)之产能使用.三、定义3.1.IE﹕是“IndustrialEngineering”的缩写,是一门技术与管理相结合的工程学科,是企业进行管理的有力工具.这里指的是从事该项工作的人.3.2标准工时:对标准操作所用之时间予以测定后给予合理宽放所制定的时间.3.3宽放时间:为考虑作业时可能不得不暂时停止工作或工作太久身体疲倦、处理个人事务而给予休息或增加的时间.3.4生产正常状态:在人员、料况、工具设备等均合理配备的条件下生产出一定数量的合格产品.3.5正常速度:指由合格胜任、有一定经验的作业员在正常的工作环境条件下,无特别压力时进行操作的速度.四、权责4.1IE:标准产能的建立与维护.4.2制造:标准产能的执行.五、内容概述:IE人员对生产各制程的产能进行评估,每周更新一次,并以E-MAIL 的形式发行以供制造、生管、AEE、TE等相关部门参考.5.1公式:标准产能(H)=3600/标准工时(秒):5.2关于标准工时:5.2.1由合格胜任的作业员在生产正常状态下以正常的速度进行规范化、标准化之作业.5.2.2对规范化、标准化之作业工时进行测定得到cycletime(NT).5.2.3标准工时=NT*评比系数*(1+宽放率)5.3.SMT制程之工时测定:5.3.1将秒表归零,选一个自己易于掌握的起点开始记时.记录到下片板将至该点时停止记时.秒表上显示的就是该片板在该台机上的贴装时间.按如此方式将一条线每台机各测量五次以上.分别算出各台机的平均工时.再将一条线各台机的平均工时作比较,选耗时最长的cycletime(NT)作为制作SMT单片板标准工时的依据.5.3.2若在量测工时过程中出现报警、抛料、等板或其它偶发性异常之干扰而导致量测结果出现明显偏差时,则将该时间作为异常值直接删除,不能做计算用.5.4.DIP制程之工时测定:5.4.1DIP前段插件工站:秒表归零,从作业员插一片板取第一个零件开始计时,到插完这片板,准备取下片板所需之零件为一个循环.依此方法将DIP前段各站量测五次以上,再算出各站之平均值.5.4.2DIP后段插件工站:秒表归零,从作业员伸手从流水拉上取板幵始计时,直到做完该站SOP规定的全部工作内容,并拿起作业完毕的机板放回流水拉上为一个循环时间.各站量测五次以上,再算出各站之平均值.5.4.3目检及其它工站:类同DIP后段插件工站.5.4.4将上述各站平均工时进行对比,取最大的工时作为该线之cycletime(NT).5.5.TEST制程之工时测定:5.5.1一人一机工时测定:秒表归零,选任意一个测试画面(或测试动作)开始计时,一直到下一片板出现该测试画面(或测试动作)时为止的循环时间.至少量测五个以上的站位,且每个站位量测五次以上,算出各站之平均值.然后再将各平均值平均后所得的值作为cycletime(NT).5.5.2一人双机工时测定:用两个秒表各测一台机,测试方法类同一人一机之工时测定.需对三个以上站位中的各台机测量五次以上.然后取其平均值作为单片机板之cycletime(NT).并依此制定双机测试的标准工时.5.6PACK制程之工时测定:类同DIP后段插件工站之量测方法.六、参考数据:6.1《各制程宽放率之制订标准》6.2.《SMT工时量测表》6.3.《DIP工时测量表》6.4.《TEST工时测量表》6.5.《PACK工时测量表》七、附件:无.。
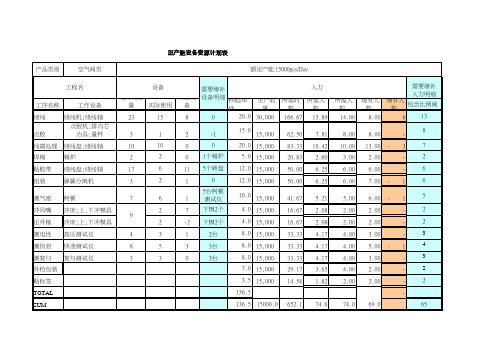
IE产能设备资源计划表
责任人 协助单位 完成日期
采购 采购 采购 采购 采购 采购 采购 采购 采购 采购 采购 -29 2004-4-29 2004-5-8 2004-5-6 2004-5-6 2004-5-8 2004-5-8 2004-5-8 2004-4-29 2004-4-29 2004-4-29 2004-4-29 2004-5-6
项目 序号 绕线 性别
人力 学历 人数 6
责任人 协助单位 完成日期
点胶 线端处理 焊锡 贴胶带 组装 测气密 冲风嘴 压外框 测电性 测快泄 测复归 外检包装 贴标签 TOTAL 女 初中以上
8 7 2 6 6 5 2 2 3 4 3 2 2 58
制造
2005-5-8
线端处理 绕线盘;绕线轴 焊锡 贴胶带 组装 测气密 冲风嘴 压外框 测电性 测快泄 测复归 外检包装 贴标签 TOTAL SUM 锡炉 绕线盘;绕线轴 弹簧分离机 柯顿 冲床;上,下冲模具 冲床;上,下冲模具 高压测试仪 快泄测试仪 复归测试仪
项目 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 设备名称 锡炉 量杯 绕线转盘 柯顿测试仪 KSV05A下模及下模座 KSV05B下模及下模座 高压测试仪 快泄测试仪 复归测试仪 不锈钢盘 镊子 斜口剪 直流电源供应器 空气阀生产线工作台
秒数/单件 生产数量 所需时数所需人数 所需人数 现有人数 增补人数 包含比例阀 13.89 7.81 10.42 2.60 6.25 6.25 5.21 2.08 2.08 4.17 4.17 4.17 3.65 1.82 14.00 8.00 10.00 3.00 6.00 6.00 5.00 2.00 2.00 4.00 4.00 4.00 4.00 2.00 8.00 8.00 13.00 2.00 6.00 7.00 6.00 2.00 2.00 3.00 5.00 3.00 2.00 2.00 65 1 1 1 3 6 13 8 7 2 6 6 5 2 2 3 4 3 2 2
IE评估报告制作规范

<一>人力需求評估
人力需求評估是在特定時間內, 在給定的產能條件下, 要求算出某 個工序 / 工站 / 部門的需求人力, 以滿足相關作業. 相關條件: 每個月以26天計算, 每班以10Hr 計算, 一天兩班作業. 相關計算: 1、需求產能 = 根據FCST展開計算, 不同工站 / 料號, 產能不一樣. 2、標準工時 = 關於作業員作業某個作業工序的標準時間. 3、需求工時 = 需求產能 * 標準工時 4、需求人力 = 需求工時 / 10Hrຫໍສະໝຸດ <四>成本效益評估
成本效益, 就是要算出每個方案的各項相關成本, 然後兩個方案 的相同項目進行對比, 算出成本差異, 以評估成本低的方案為較 優方案. 相關計算: 工費率 : 從經管獲取最新人工費率. 制費率 : 從經管獲取最新製造費率 1、人工成本 = 需求工時 * 工費率 2、制造成本 = 需求工時 * 制費率 3、耗電費用 = 機臺額定功率 * 需求工時 * 電費 4、耗水費用 = 用水量(/每小時) * 需求工時 * 水費 5、耗氣費用 = 用氣量(/每小時) * 需求工時 * 氣費 6、場地成本 = 點地面積 * 場地租金(每月) 7、年折舊率 = (機臺總價 – 殘值) / 最佳使用年限 8、機臺折舊 = 使用時間(年) * 折舊率(年) 9、模具成本 = 需求工時 / 使用壽命 * 模具單價
<二>效率提昇評估
此類評估, 是要求評估出某項作業 / 專案在改善前後的效 率對比, 從而評估此方案效率是否有提昇. 相關條件: 相同條件、相同作業內容. 相關計算: 1、效率 = 產出時間 / 投入時間 2、投入時間 = 實際生產所投入的工時. 3、產出時間 = 實際產出 * 標準工時 4、效率提昇 = (改善後投入工時-改善前投入工時) / 改 善前產出工時.
IE评估报告制作规范
<二>效率提昇評估
此類評估, 是要求評估出某項作業 / 專案在改善前後的效 率對比, 從而評估此方案效率是否有提昇. 相關條件: 相同條件、相同作業內容. 相關計算: 1、效率 = 產出時間 / 投入時間 2、投入時間 = 實際生產所投入的工時. 3、產出時間 = 實際產出 * 標準工時 4、效率提昇 = (改善後投入工時-改善前投入工時) / 改 善前產出工時.
<四>成本效益評估
成本效益, 就是要算出每個方案的各項相關成本, 然後兩個方案 的相同項目進行對比, 算出成本差異, 以評估成本低的方案為較 優方案. 相關計算: 工費率 : 從經管獲取最新人工費率. 制費率 : 從經管獲取最新製造費率 1、人工成本 = 需求工時 * 工費率 2、制造成本 = 需求工時 * 制費率 3、耗電費用 = 機臺額定功率 * 需求工時 * 電費 4、耗水費用 = 用水量(/每小時) * 需求工時 * 水費 5、耗氣費用 = 用氣量(/每小時) * 需求工時 * 氣費 6、場地成本 = 點地面積 * 場地租金(每月) 7、年折舊率 = (機臺總價 – 殘值) / 最佳使用年限 8、機臺折舊 = 使用時間(年) * 折舊率(年) 9、模具成本 = 需求工時 / 使用壽命 * 模具單價
收集評估資料
根據評估項目需求, 向相關單位(如製造、設 計、採購、經管等)了解 / 收集相關的評估 資料, 如:NC孔數、外包單價、物料價格、 模具排版數、疊板數、制費率、工費率等 方評估報告書, 詳細如下: 封面: 統一採用IE評估報告書的標準格式 結構: 包含評估目的、評估結論和詳細評估三大塊 1、評估目的: 根據此評估項目的內容、範圍等方面簡單 寫出評估目的. 2、評估結論: 根據評估的最終結果, 進行匯總, 必要時IE 提供建議. 此部分可放在最後,也可以放在詳細評估之前, 起重點突出強調的作用. 3、詳細評估包含: 目前現狀、存在問題、需求評估(效率 評估/成本評估/效益分析)等項目.根據不同評類型的報告 而異.
IE-生产过程能力有效性评估

5ixue (海量营销管理培训资料下载)
管理的维持、改善和革新
改善活动:按“PDCA周期”管理某一项工作的管理方式叫做“改善活动”。 某项工作在朝目标方向前进时方法不明确,或者目前必须改变以前的工作方 法,以便取得良好的结果,其重点是研讨可行的工作方法、动脑筋、想办法 和落实计划。
革新活动:在摈弃原有工作方法的情况下采用的一种管理方式,当一项工作 处在与目前的工作状态与目标大相径庭或者目标极不明确时,就必须彻底地 品其原有的工作方法,采用新的工作方法从头开始。
对目的的改善: — 使品质提升、使不良品减少、使工作轻松、使生产能力提高。
对方法的改善: — 操作方法和设备的改善;组织的改善;标准、规格的改善。
回到生产过程的改善
5ixue (海量营销管理培训资料下载)
3A 现场管理
3A现场管理的模式: — 前往实际生产地点 — 察看实际部件 — 分析实际生产情况
回到生产过程的改善
5ixue (海量营销管理培训资料下载)
管理的维持、改善和革新
通过管理来提高工作水平
生产
什么是良好的工作方法?
Plan(标准)
Do
过去的经验
什么是良好的工作结果? 工作结果 Check
Act
维持活动:按“PDCA”管理某一项工作的管理方式叫做“维持活动”。制管 理者清楚地知道某一计划推进工作,可使目前的工作状况保持稳定或者有所 提高,并可达到预期目的。
— 库存
周一
周二
周三
周四
过量生产造成的产品积压
周五
下一页
5ixue (海量营销管理培训资料下载)
七种浪费
库存过多 设备闲置与/或过大 车间产量不平衡 为提高设备利用率形成生产压力 形成“这不好好的吗,让它开着把”的情绪 缺乏提高产品质量的紧迫感
设备有效性评价表

对工程的品质有所保证
减少辅助动作
工装设计
各工位从容器中可一个动作取出部件
换模时容易,不需要工具调整
作业柔性
作业者越密集,生产线变更的空间越大
设备人员配置可根据产量的调整而随时变化
保全性
设备、计时器等皆设置在自然状态下,能轻易操作及确认位置上
完整的设备点检标准
点检按照基准实施
工厂、设施和设备有效性评价表
评价项目
评价结果
措施计划
备注
生产工序
一个流生产,降低半成品
工序间的时间平衡
库存管理
目视能看出库存状况
工序间搬运
适合生产批量的搬运
搬运方法适合搬运单位
与生产批量相关的每生产单元生产时间越小越好
零件无附加包装至下工序
主要产品的容器装填有效的利用
浪费排除
排除不生产附加价值的搬运、检查、修整等工程
标准化生产
标准的生产时间
全部工程都遵守标准作业
切实遵守已设定的标准作业
技能提升
善于活用被确保的技能
能够确保技能,自由的完成作业编组
自工程品质保证
异常发生时,任何人都能够迅速应付
异常的传达能快速准确
品质管理标准化,并以其为基础跟催
5S
决定基准,并养成遵守
IE 分析用表格
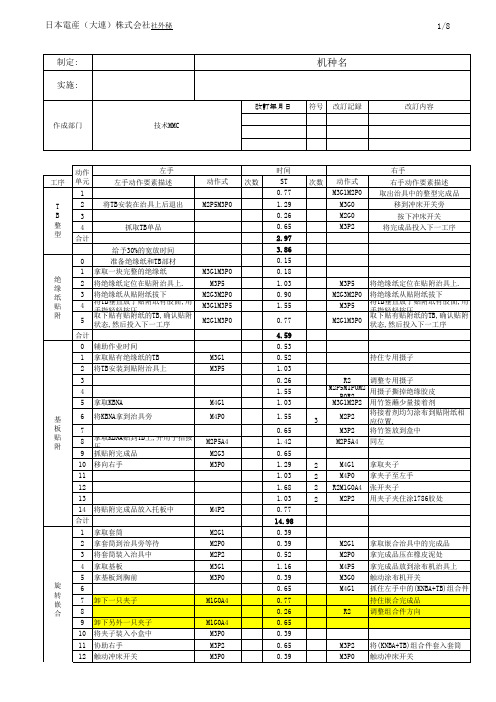
M2G1 M2P0 M4P5 M3G0 M4G1
R2
拿取嵌合治具中的完成品 拿完成品压在橡皮泥处 拿完成品放到涂布机治具上 触动涂布机开关 抓住左手中的(KNBA+TB)组合件 持住嵌合完成品 调整组合件方向
M3P2 M3P0
将(KNBA+TB)组合件套入套筒 触动冲床开关
日本電産(大連)株式会社社外秘
抓住检查完成的马达 将马达放到传送带上 将辅助治具放到马达上 同左
M1G1R2 取下辅助治具握在手中
M1P0 同左
2.00
M2G3M1P0 M3G1M3P5
M1P0 M2P0
M2 M2G1M2P0 M2G1M3P0
打开待检马达实装面的连接器
拿取FFC插入待检马达背面的连接器
合上连接器
按住马达转子 旋转转子 断开FFC 拿起马达投到下工位
测 合计
M3G1M3P0 R2
M4P2
1 拿取一个马达伸向右手
M2G1M4P0
2 持住马达
3
4
基
5 校正马达为实装面朝上,放手
R2
板 导
6 拿 拿取取夹剩子余夹的住1根马F达FC对插应入位对置应的 M2G1M1P0M2P5
通
7 连接器
M2G1M2P5
I
8 合上连接器
M1G0M1P0
C
9 基板导通及IC动态检测
持住专用摄子
R2
调整专用摄子
M2P5M1P0M2 P0R2
用摄子撕掉绝缘胶皮
M3G1M2P2 用竹签蘸少量接着剂
3
M2P2
将接着剂均匀涂布到贴附纸相 应位置.
M3P2 将竹签放到盒中
M2P5A4 同左
(精品)IE产能及设备评估表单

#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0!
#### ####
####
#DIV/0! #DIV/0!
#### ####
####
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! ####
#DIV/0! ####
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! ####
#DIV/0!
#DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! ####
#DIV/0! ####
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
标准产能表(裁断)效能表(IE)计件单价表
7.50
29
33 109.1
0.070
20 后跟条(牛面皮)
2
1 裁皮料A
7.50
29
33 109.1
0.070
21 后上片(牛面皮)
2
1 裁皮料A
7.50
29
33 109.1
0.070
22 后上片(牛面皮)
2
1 裁皮料A
7.50
29
33 109.1
0.070
23 鞋眼里(0.8MMPU)
4
裁副料A
排定
46.0
1,582
1.1
3.264
点料 0.112 0.112 0.096 0.096 0.224 0.224 0.096 0.096 0.096 0.096 0.064 0.064 0.096 0.096 0.096 0.096 0.056 0.056 0.056 0.056 0.056 0.056
0.120
11 鞋舌吊带(防水面皮)
2
1 裁皮料A
7.50
34
39
92.3
0.080
12 鞋舌ห้องสมุดไป่ตู้带(防水面皮)
2
1 裁皮料A
7.50
34
39
92.3
0.080
13 领口(防水面皮)
2
1 裁皮料A
7.50
50
58
62.1
0.120
14 领口(防水面皮)
2
1 裁皮料A
7.50
50
58
62.1
0.120
15 后套片(防水面皮)
点料系数 2.096
需用人员
0.09 0.09 0.07 0.07 0.17 0.17 0.07 0.07 0.07 0.07 0.05 0.05 0.07 0.07 0.07 0.07 0.04 0.04 0.04 0.04 0.04 0.04 0.02 0.02 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.02 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.02 0.03 0.03 0.02 0.02 0.01 0.01 全套系数 5.360
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Preparedby: by: Prepared
Version: Version:
Date: Date: Jan Feb
for one model K/M 72 180 103 90 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! multimodel K/M total 3 25 62 9 25 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! for one model K/M 108 270 154 135 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! multimodel K/M total 4 38 94 13 38 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Apr
multimodel K/M total 3 25 62 9 25 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! for one model K/M ###### 0 0 0 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
May
multimodel K/M total #### 0 #### 0 0 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
work time H/D 20 20 20 20
machine capacity Evaluation 目前能力狀況
machine capacity (multi-model) K/D total K/M total 0.1 3 1.0 25 2.5 62 0.3 9 1.0 25 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! Jan 0.61 0.28 0.29 1.11 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! TTL 3 Feb 0.14 0.28 0.29 1.11 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Main Process
model
Tact Time (Sec.) 50.00 20.00 35.00 40.00
UPH 72 180 103 90 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
未來設備需求狀況
未來六月需求 (by forecast) TTL 2 Mar 0.03 0.28 0.29 1.11 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! TTL 2 Apr 0.14 0.28 0.29 1.11 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! TTL 2 May #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### TTL Jun ### ### 2 ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### TTL 1