CIP SIP工艺流程操作说明书
SOP SIP

核准 重 量/数 量 材 质
品管检验项目 检测项目 22±0.2 平面度≤0.1 检测方法 CTQ
数显卡尺 角尺/塞尺
备注
外观检测
1.产品表面不可有压伤、碰伤 、划伤。 2.产品不可成平行四边形、不 能倾斜,需保证垂直.
产品组成 (BOM)
1 2 3 图 示
** **
图示1
9.2±0.2 24.25±0.2 45.75±0.2 60.8±0.2 17.0±0.2 4-∮4.0±0.2 4-∮2.8±0.04
作业(SOP)/检验(SIP)指导书
料号 工 序 流 程 工序号 1 (图示1) 2 (图示1) 工序内容 锯切 制程条件 锯切机 CNC 制程条件 CNC
1 2 3 1 2 3 1 2 3 4 5 6 7 8 9
1.产品表面不得碰伤、划伤、 毛刺.
品名
版 本
A0
页码1Leabharlann 2制作 序 号审核 料号/品名
牙深≥7
1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏倒角,倒角钻伤, 倒角须大小光亮一致,无翻 边,毛边。 1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏攻牙、牙孔开花 、滑牙现象. 1.不可有铝屑残留,压伤、 划伤、油污.
抛光 制程条件 清洗线
1 2 3
粗糙度Rz≤10
粗糙度仪
**
1.不可有油污.光泽度不均 匀现象. 2.不可有抛伤.毛边.明显蹋 角.
数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏钻孔,未钻穿。
深度=1.5 通孔
倒角 制程条件 台钻
1 2 3 4
攻牙 制程条件 台钻 清洗/烘干 制程条件 清洗线
cip系统工艺流程

cip系统工艺流程CIP系统(Cleaning In Place,即在线清洗系统)是一种用于清洗生产设备的自动化工艺流程。
该系统可以在生产过程中定期自动清洗设备,提高生产效率并增强产品质量。
CIP系统工艺流程主要包括以下几个步骤:1. 准备阶段:在开始清洗之前,需要准备清洗剂和设备。
清洗剂通常是一种含有清洁剂和消毒剂的溶液。
而设备包括泵、管道、储罐等。
2. 前冲阶段:在开始清洗之前,必须先进行一次前冲以去除生产过程中的残留物。
这可以通过将清洗剂从一个储罐中泵入设备中来实现。
这一步骤通常持续一段时间,以确保设备内部的残留物被冲洗干净。
3. 循环阶段:一旦前冲阶段完成,CIP系统会启动一个循环过程以确保设备的彻底清洗。
在这一阶段,清洗剂会通过泵被送入设备中,并通过管道和阀门进行均匀分布。
清洗剂会在设备内循环多次,以确保彻底清洗。
4. 后冲阶段:在循环阶段结束后,需要进行一次后冲以确保设备内的清洗剂被彻底清除。
这可以通过将清洗剂从设备中泵出并用清水进行冲洗来实现。
5. 检查阶段:在清洗完成后,需要对设备进行检查以确保其没有残留物。
这可以通过取样分析来实现。
如果发现残留物,需要重复清洗过程。
6. 残液处理:清洗过程中产生的废液需要进行处理。
这可以包括中和、过滤和回收等步骤。
残液处理的目的是确保环境不受到污染。
7. 记录和维护:在整个清洗过程中,需要记录每个步骤的参数和结果。
这有助于跟踪设备的清洗历史,发现问题并进行维护。
CIP系统的好处在于它可以在生产过程中实现设备的自动化清洗,减少了人工操作的需求。
这不仅提高了生产效率,还增强了产品质量。
此外,CIP系统还可以减少化学品的浪费,保护环境。
总结起来,CIP系统是一种用于清洗生产设备的自动化工艺流程。
其主要步骤包括准备、前冲、循环、后冲、检查、残液处理以及记录和维护。
CIP系统的应用可以提高生产效率和产品质量,并减少化学品的浪费。
CIP操作说明书
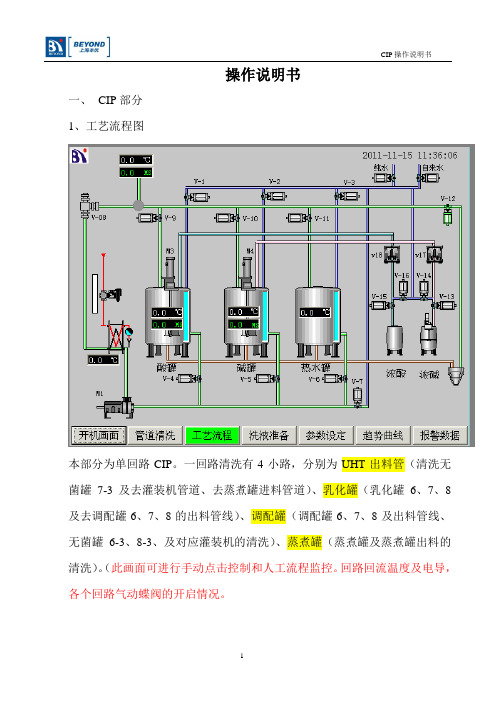
操作说明书一、CIP部分1、工艺流程图本部分为单回路CIP。
一回路清洗有4小路,分别为UHT出料管(清洗无菌罐7-3及去灌装机管道、去蒸煮罐进料管道)、乳化罐(乳化罐6、7、8及去调配罐6、7、8的出料管线)、调配罐(调配罐6、7、8及出料管线、无菌罐6-3、8-3、及对应灌装机的清洗)、蒸煮罐(蒸煮罐及蒸煮罐出料的清洗)。
(此画面可进行手动点击控制和人工流程监控。
回路回流温度及电导,各个回路气动蝶阀的开启情况。
2、参数设定此画面操作人员不要调整数据此画面操作人员不要调整数据,此画面是温度传感器的温度修正3、洗液准备点击黑色区域输入你需要的数值,按ENTER键确定。
此画面为1路洗液准备,选择你要准备的酸、碱、热水。
如图选择碱液准备(被选中的部分变为绿色)点击黑色区域输入你需要的数值,按ENTER键确定。
酸顶水时间设为10、电导设为12、温度设为75。
碱顶水时间设为10、电导设为85、温度设为85。
热水顶水时间设为10、温度设为95。
点击单动为联动、启动按钮即可。
时间单位为秒,温度单位为℃,电导为MS.点击黑色区域输入你需要的数值,按ENTER键确定。
4、管道清洗,选择你要清洗的步骤入选择水洗、碱洗-水洗、酸洗-水洗、热水洗。
这四部分可以任意选择其中的几个进行组合都可以。
清洗时间、浓度、温度设定。
一般情况下冷管路及其设备的清洗程序水冲洗3-5分钟;用75-85℃热碱性洗涤剂循环10-15分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);水洗3-5分钟;建议每周用65-75℃的酸液循环一次(如浓度为0.8%-1.0%的硝酸溶液);用90-95℃热水消毒10分钟;自然冷却10分钟;热管路及其设备的清洗程序受热设备的清洗,用水预冲洗5-8分钟;用75-85℃热碱性洗涤剂循环15-20分钟(若选择NaOH,建议溶液浓度为1.0%-1.5 %);用水冲洗5-8分钟;用65-75℃的酸液循环15-20分钟(如浓度为0.8%-1.2%的硝酸溶液或2%磷酸);用水冲洗5分钟;生产前用90-95℃热水循环消毒15-20分钟;CIP系统操作注意事项1.1.1严禁浓酸浓碱或片碱直接人工投入酸碱罐中,否则会造成酸碱喷射飞溅灼伤操作人员,如发生上述情况应立即用大量清水冲洗,情况严重的应及时送往就近医院处理。
CIP使用SOP

目的:建立一个在线清洁灭菌系统使用标准操作程序范围:适用于滴眼剂在线清洁灭菌系统的使用责任:车间操作人员、质监员、工艺员,工程部维修人员内容:1.1 开机前的准备工作1.1.1 检查设备各阀门是否正常无泄漏。
1.1.2 检查在线清洗灭菌系统控制柜是否正常。
1.1.3检查压缩空气压力是否正常1.2 开机1.2.1 单击操作面板,选择“操作员”,输入操作员密码(2222),单击确定,按下图画面进行设置。
进入如下界面:1.2.2设置清洗和灭菌参数1.2.2.1清洗运行参数设置及监控画面1.2.2.2灭菌参数设置及监控画面1.2.3 将清洗灭菌参数在控制面板上按下表设置(更换药品品种时,用清洁剂PH=12的氢氧化钠溶液;同品种更换批号时,每周用清洁剂PH=13.5(约1%浓度)的氢氧化钠溶液清洗一次。
使用后的碱液不中和,回罐储存,碱罐每两周排尽碱液后清洗一次)。
CIP、SIP操作步骤及运行条件一、CIP操作步骤及运行条件CIP1程序:配制罐及物料管道碱液清洗控制参数表CIP2程序:CIP系统碱罐自清洗控制参数(每两周碱液排尽后自清洗一次)二、SIP操作步骤及运行条件1.2.4 将控制面板开启至自动清洗灭菌程序。
1.2.5 如工艺需要按1.2.3参数开启手动控制清洗灭菌。
1.2.6 系统各设备运行过程中与之无关的各个阀门必须关闭,防止交叉污染。
1.3 注意事项:1.3.1 清洗水罐使用中不得缺水,用完后排尽剩余水。
1.3.2 水泵电缆如有破损不得使用1.3.3 碱洗时,先将足量NaOH溶于适量纯化水。
1.4 CIP罐及管道外表面按洁净区清洁规程清洁文件附件:《在线清洗灭菌系统设备运行记录》在线清洗灭菌系统设备运行记录(一)操作车间:配料(一) RD(SOP- )-1□CIP1程序:配制罐及物料管道在线灭菌控制参数表在线清洗灭菌系统设备运行记录(二)操作车间:配料(一)RD(SOP- )-2。
滤芯在线灭菌CIP、SIP

滤芯在线灭菌CIP、SIP液体除菌过滤器在线蒸汽灭菌操作规程1.适⽤范围:本规程适⽤于以饱和蒸汽作介质时的液体过滤器(除菌微孔膜折叠式滤芯)在线灭菌消毒。
2.基本条件:2.1 蒸汽为饱和状态,其进⽓压⼒应⼤于0.11MPa 。
2.2 装置⽰意1 —过滤器外壳2 —折叠式滤芯v1—调节阀(蒸汽) v2—滤器排污阀v3—调节阀(针形阀) v4—下游系统阀k1、k2—压⼒表(蒸汽)[separator]3.操作步骤3.1 关闭v3、v4阀,全开v2阀。
3.2 缓慢打开v1阀,调节v1阀开启度,以使管道、过滤器壳体中容积⽔、冷凝⽔通过v2阀排尽。
3.3 v2阀关闭⼀半,v3针形阀⼿柄按打开⽅向旋转360°。
3.4 调节v1阀,使k1压⼒读数保持在0.11MPa 。
3.5 v3阀有蒸汽排出后,调节v1、v3阀,以使k1压⼒读数保持在0.11MPa,k2压⼒读数保持在0.08~0.09MPa,此时开始计算灭菌消毒时间。
3.6 灭菌消毒时间控制在30分钟。
3.7 关闭v1阀,打开v2阀,待蒸汽排尽后关闭v2阀,此时灭菌消毒过程完成。
4.注意事项4.1消毒⽤蒸汽必须是饱和蒸汽,蒸汽进⼊过滤器的压⼒k1必须控制在0.12MPa以下,否则滤膜将有可能被损坏。
4.2 蒸汽灭菌过程中,v2阀不可全关闭,k1、k2压差必须控制在0.03MPa以内,否则滤芯将有可能被损坏。
4.3 滤芯如⽤⾮⽔溶剂(例如酒精)作为介质使⽤过(例如测试),蒸汽灭菌前必将⾮⽔溶剂清洗⼲净,否则在作蒸汽灭菌时滤膜将会被损坏。
须滤芯在线蒸汽灭菌操作要求在线蒸汽灭菌⽐其它灭菌⽅法更可靠,因⽽为制药企业普通采⽤也是GMP认证指南中推荐的灭菌⽅法。
但是,由于在线蒸汽灭菌温度、压⼒(压差)控制要求更严,操作⼀旦失措,容易损坏滤芯,最常见的是滤芯瘪掉或弯曲,由此⽽引起滤膜损坏使滤芯不能继续使⽤。
正确的蒸汽灭菌操作⽅法:灭菌要求⼀般只对终端除菌过滤器进⾏灭菌,预过滤可以不灭菌(也有⽤户同时对预过滤器和终端过滤器进⾏灭菌)。
CIPSIP工艺流程操作说明指导书
CIPSIP工艺流程操作说明指导书
无锡华裕药制有限公司
灭菌系统工艺自控部分HMI操作说明书
江苏迈登普洁净系统工程有限公司
电气工程部2016-4
一、配置说明
触摸屏:昆仑通态TPC1061Ti 分辨率为1024 X 600, " TFT液晶屏,
ARM CPU,主频600MHz,
128M DDR2,128M NAND Flash
可编程控制器:CPU S7-200
1)触摸屏
2)可编程控制器
二、操作要求
1).
2).~
3).、130℃以上温度4).电源50HZ,AC220V
三、触摸屏画面及功能简介
电源启动,触按屏显示初始画面。
1)“主流程画面”的组成
*在画面的上方是带有公司名称及工艺名称的页眉,右上角日期和时间显示。
*画面中间是由38个气动阀门及3个手动隔膜阀组成的流程示意图。
另外有两个温度(TT)显示和两个压力(PT)显示。
其中温度的单位为℃,压力的单位为MPa。
*显示
A.电机状态:关闭为灰色;运行为绿色
B.阀门状态:关闭为白色;打开为绿色
C.仪表参数:实时显示
2)画面下方按钮。
sip在线灭菌系统各步骤

在线灭菌系统(SIP)用于冻干箱及冷阱冻干前(后)的灭菌,即利用饱和蒸汽在较短时间内有效杀死微生物及芽胞体,该功能可由自动程序来完成。
灭菌时必须使用洁净蒸汽,即必须使用纯蒸汽发生器产生的饱和纯蒸汽来对冻干机进行灭菌操作。
该系统由灭菌腔室(冻干箱、冷阱)、水环泵、阀门、管路、温度控制及压力控制系统组成。
SIP工艺流程:准备阶段→箱门锁定→升温(预热)阶段→保温(灭菌)阶段→排气阶段→抽空干燥阶段→冷却阶段→ 箱门解锁→ 结束程序。
准备阶段:将冻干箱内板层升至正常位置,按要求放置好温度探头,确定冷阱化霜完毕,箱阱阀开启后,关闭箱门,开启控制柜上的记录仪表,将“灭菌F0控制”仪表设定为选定的F0值(F0值应根据工艺要求进行设定,一般为8~30)及计时启始温度值(100~110℃左右),将“灭菌压力控制” 仪表设定好相应的数值(1.1~1.4 bar),进入SIP自动程序。
箱门接近开关动作,箱、阱进气阀关闭,总排出阀关闭,箱、阱排出阀开启,水环泵进水阀开启,水环泵阀开启,水环泵启动,运行约10分钟后,水环泵阀关闭,水环泵运行停止,水环泵进水阀关闭,准备阶段完成。
箱门锁定:气动门锁系统启动,箱门被自动锁定,气密封组件动作,门条移出,密封箱门。
操作人员检查门的锁定状况并确认后,给出锁定信号。
升温(预热)阶段:自控系统得到锁定信号后,无菌气阀、无菌氮气阀关闭,蒸汽阀开启,蒸汽旁通阀开启,纯蒸汽进入冻干箱及冷阱内。
当箱内压力达到0.02 MPa时,箱排出阀、阱排出阀开启,疏水器阀开启,冷凝水通过疏水器排出。
设置于箱排出管道上测温点处的温度不断上升,同时蒸汽旁通阀关闭,纯蒸汽通过无菌滤器进入箱阱内,对无菌滤芯进行灭菌操作。
随着蒸汽压力的上升,箱内温度也逐渐上升。
保温(灭菌)阶段:当箱排出口(最冷点)处的温度上升至“灭菌F0值控制”仪表的计时启始温度时,保温计时开始。
纯蒸汽阀会根据“灭菌压力控制”仪表的设定值(一般在1.1~1.4bar范围内)自动开启或关闭,箱内温度逐渐上升至121℃左右。
CIP使用SOP
目的:建立一个在线清洁灭菌系统使用标准操作程序范围:适用于滴眼剂在线清洁灭菌系统的使用责任:车间操作人员、质监员、工艺员,工程部维修人员内容:1.1 开机前的准备工作1.1.1 检查设备各阀门是否正常无泄漏。
1.1.2 检查在线清洗灭菌系统控制柜是否正常。
1.1.3检查压缩空气压力是否正常1.2 开机1.2.1 单击操作面板,选择“操作员”,输入操作员密码(2222),单击确定,按下图画面进行设置。
进入如下界面:1.2.2设置清洗和灭菌参数1.2.2.1清洗运行参数设置及监控画面1.2.2.2灭菌参数设置及监控画面1.2.3 将清洗灭菌参数在控制面板上按下表设置(更换药品品种时,用清洁剂PH=12的氢氧化钠溶液;同品种更换批号时,每周用清洁剂PH=13.5(约1%浓度)的氢氧化钠溶液清洗一次。
使用后的碱液不中和,回罐储存,碱罐每两周排尽碱液后清洗一次)。
CIP、SIP操作步骤及运行条件一、CIP操作步骤及运行条件CIP1程序:配制罐及物料管道碱液清洗控制参数表CIP2程序:CIP系统碱罐自清洗控制参数(每两周碱液排尽后自清洗一次)二、SIP操作步骤及运行条件1.2.4 将控制面板开启至自动清洗灭菌程序。
1.2.5 如工艺需要按1.2.3参数开启手动控制清洗灭菌。
1.2.6 系统各设备运行过程中与之无关的各个阀门必须关闭,防止交叉污染。
1.3 注意事项:1.3.1 清洗水罐使用中不得缺水,用完后排尽剩余水。
1.3.2 水泵电缆如有破损不得使用1.3.3 碱洗时,先将足量NaOH溶于适量纯化水。
1.4 CIP罐及管道外表面按洁净区清洁规程清洁文件附件:《在线清洗灭菌系统设备运行记录》在线清洗灭菌系统设备运行记录(一)操作车间:配料(一) RD(SOP- )-1□CIP1程序:配制罐及物料管道在线灭菌控制参数表在线清洗灭菌系统设备运行记录(二)操作车间:配料(一)RD(SOP- )-2。
SMT_SIP_操作手册

DUP SN
重復投入的序號 重復的新序號
DUP NEW SN
NO OLD SN
SN
SN
沒有這樣的舊序號
條碼掃錯或條碼已損壞﹔否則找線長查清此板 是否未投入,完工,報廢
反面板序號的第一碼必須為2; 1.若是條碼使用錯誤, 請重貼正確的條碼 . 2.若是條碼制作有誤, 則必須按此工站的編碼 規則重新印制條碼 .
B﹕錯誤信息
SCAN 動作 WO
信息說明 工令掃瞄正確
下一步處理方式 按流程繼續操作
顯示信息
SCAN 動作
信息說明
處理方式
NO WO (無此工令)
WO OVER
WO
WO
工令號有錯
工令投入已滿
立即請線長檢查﹐是否工令條碼打錯 確認后請重打正確條碼
請線長重開工令
六.連板數(QTY):
A﹕正常信息
顯示信息 QTY OK
SCAN 動作 QTY
信息說明 數量掃瞄正確
下一步處理方式 按流程繼續操作
B﹕錯誤信息
顯示信息
SCAN 動作信息說明處理方式數字無效QTY
掃入數值小於1
掃入不是數字
檢查掃入的數值是否正確 重新輸入正確的連板數
七.序號(SN):
A﹕正常信息
顯示信息 SN OK
SCAN 動作 SN
信息說明 數量掃瞄正確
Step 3
Work Order 記錄工令條碼,此條碼由Buffer 倉列印(含WO 及
QTY條碼),工令由線長開立
Step 4
QTY SN
掃完WO后,就要掃入每一大板含小板數量,數量條 碼在Buffer 列印的工令條碼量 正面板條碼(以1為起始位)
如是正面板投入 循環到Step 5,否則到Step 6
NCB线CIP,SIP操作程序04

标准操作程序
编号:SOP-NCBPD-004-V01
文件发放 签收人:
签收人:
日期:
签收人:
日期:
文件修改 发起人 日期 修改内容 批准人
版本:SOP-2009-V01
第 2页
长沙百事可乐饮料有限公司
标准操作程序
一、目的
编号:SOP-NCBPD-004-V01
为NCB线操作员作业CIP提供标准操作规范,确保设备按要求进行清洗、消毒,减 少微生物对产品的影响。
每日生产前或每日连续生产24小时后 5步CIP/SIP后空置超过8小时后 生产过程停机时间超过4小时,重启前 调配系统 每日生产前或每日连续生产24小时后 4步CIP/SIP后空置超过12小时后
4步CIP/SIP 果汁饮料 灌注机
每日生产前或每日连续生产24小时后 过程中停机时间超4小时,重启前 CIP/SIP后空闲停机时间超8小时,重启前 调配系统 5步CIP/SIP后空置8~12小时,使用前 5步CIP/SIP后空置4~8小时,使用前 4步CIP/SIP后空置8~12小时,使用前 4步CIP/SIP后空置4~8小时,使用前 每日生产前
七、安全操作
1. 配制和使用化学药品必须佩戴面罩、围裙、浸塑手套; 2. 接触高温管道或设备、或有可能导致高温液体、气体溅漏的操作, 必须佩戴面罩、围裙、浸塑手套等,以防烫伤烧伤。
版本:SOP-2009-V01
第 8页
长沙百事可乐饮料有限公司
标准操作程序
编号:SOP-NCBPD-004-V01
八、CIP化学洗剂浓度的检测方法
长沙百事可乐饮料有限公司
标准操作程序
编号:SOP-NCBPD-004-V01
NCB生产部CIP、SIP SOP
EcolabCOP-SOP-CIP-SIP介绍教程

将所有的设备全部拆开 手工清洗:清水冲洗、刷子刷洗、清水冲洗 组装设备 非常耗时及耗人力
直到20世纪60年代中期,乳品工厂才正式开始使用全自动的CIP清洗 系统
艺康化工是最早发明CIP并应用的公司之一。
PRESENTATION FOR TingHSin GROUP
COP的作用
CIP只能完成80~90%的清洗任务,10~20%的清洗任务要靠COP来完 成。 COP清洗
PRESENTATION FOR TingHSin GROUP
34
食品行业用液体介质电导率范围示意图
电导率
水
产品
酸性清洁剂
碱性清洁剂
PRESENTATION FOR TingHSin GROUP
35
使用压缩空气排空管道
使用此方法时即假设残余产品可通过干净的压缩空气排出系统:
压缩空气 液体 然而,在实际使用中,这种方法的效果并不佳。最后,液体未充满管道横 截面时,大部分空气会从液面上方排掉,起不到任何作用: 此外,使用压缩空气的成本也相当可观。应特别注意,避免压缩机油通过 压缩空气被带入管道系统 该技术未被普遍接受!
15
不同的CIP系统
多用途
单用途
单用途+回收
PRESENTATION FOR TingHSin GROUP
单用途 CIP 系统
CIP缓冲罐提供足以维持循环的清洗溶液,通过设备后回到缓冲罐
清洁完成后,清洁溶液被排放
清水供应 CIP回流泵 分配板DP
PRESENTATION FOR TingHSin GROUP
30
CIP的操作规程

CIP的操作规程CIP(Clean in Place)是一种无需将设备拆卸的清洗系统,可在不影响生产过程的情况下对设备进行彻底的清洗。
以下是CIP操作的一般规程:1.准备工作在进行CIP之前,需要进行一些准备工作。
首先,确定哪些设备需要进行清洗,以及清洗的频率。
其次,确定清洗液的种类和浓度,并检查清洗液的供应是否正常。
然后,检查CIP系统的管道连接,并确保这些连接是紧密和完整的。
最后,清理设备的表面,包括过滤器和其他附件。
2.操作步骤2.1确保设备空闲在开始CIP操作之前,确保设备已经停机,并且没有剩余的产品或物料在设备中。
2.2准备清洗液根据所需的清洗液类型和浓度,准备清洗液。
确保清洗液供应充足,并通过适当的管道连接将清洗液输送到CIP系统中。
2.3运行预冲在进行主要清洗之前,进行一次预冲,目的是将残留的产品或物料从设备中冲洗出来。
将预冲液引入设备中,通过循环运行CIP系统,确保清洗液能够达到设备的每个部分。
2.4主要清洗将主要清洗液引入设备中,通过循环运行CIP系统,确保清洗液能够覆盖设备的每个部分。
根据设备的大小和设计,决定清洗液应循环的时间和速度。
2.5清洗循环根据设备的需求,在清洗液中循环一定的时间和速度,以确保清洗液充分接触到设备内的每个部位。
在此过程中,监测清洗液的温度和浓度,并根据需要进行调整。
2.6冲洗在清洗循环完成后,将清洗液从设备中排出,并用清水或其他洗涤剂进行冲洗。
确保清洗液彻底从设备中清除,以避免任何残留。
2.7检查清洗效果根据设备和产品的要求,进行清洗效果检查。
可以使用验收标准,例如测量清洗液中的残留物浓度或通过目视检查来确定清洗是否有效。
2.8清洗结束当清洗操作完成后,关闭清洗液供应,并将设备恢复到正常操作状态。
清理和检查CIP系统的各个部分,并确保它们的正常工作。
以上是CIP操作的一般规程,每个工厂根据不同的设备和工艺要求,可能会有一些特定的步骤或要求。
但总体来说,这个规程可以帮助确保设备的彻底清洗和保持生产过程的连续性。
无菌线产品 CIP、SIP作业指导书

无菌线产品CIP、SIP作业指导书1.目的规定CIP、SIP操作程序,确保设备的清洗消毒达到理想效果。
2.适用范围适用于公司无菌线的UHT、无菌罐、无菌水供应系统、灌注系统和液氮供应系统在酸性饮料、中性饮料生产时的CIP、SIP清洗消毒要求。
3.职责3.1 生产部灌注操作员负责CIP 清洗液的配制和CIP、SIP的操作。
3.2 糖房操作员负责对无菌罐清洗液浓度的检测、无菌罐CIP过程监控及CIP清洗效果检查。
3.3 在线品控员负责对生产线清洗液浓度的检测、生产线CIP过程监控、CIP 清洗效果检查和SIP过程的监控。
3.4 QA经理对此文件的有效性负责。
4.定义无5.CIP 清洗步骤5.1 三步热碱清洗消毒程序5.1.1处理水冲净缸和管道残余饮料;5.1.2用浓度为 1.5%-3.0%、75℃以上的碱液循环至少 20 分钟;(GEA UHT2.0-3.0%≥75℃30分钟;water UHT、Filler、无菌罐 1.5-2.5% ≥75℃ 30 分钟);5.1.3处理水冲洗至无碱液残留。
备注:连续生产时间超过 84 小时,GEA UHT 需增加 30 分钟的 85℃热水洗。
5.2 五步碱酸清洗消毒程序5.2.1处理水冲净缸和管道残余饮料;5.2.2用浓度为 1.5%-3.0%、75℃以上的碱液循环至少 20 分钟;(GEA UHT2.0-3.0%≥80℃ 30 分钟;water UHT、Filler、无菌罐 1.5-2.5% ≥75℃ 30 分钟);5.2.3处理水冲洗至无碱液残留;5.2.4用浓度为 0.5%-3.0%、35℃以上的酸液循环至少 10 分钟;(GEA UHT1.0-3.0% ≥65℃30 分钟,water UHT、Filler 0.5-1.0% ≥65℃ 10 分钟,无菌罐 1.0-2.0% ≥65℃ 30分钟);5.2.5处理水冲洗至无酸液残留。
备注:连续生产时间超过 84 小时,GEA UHT 需增加 30 分钟的 85℃热水洗。
cip 操作规程

cip 操作规程《CIP操作规程》1. 目的本操作规程适用于CIP(Cleaning In Place)系统的操作,旨在规范清洗设备和管道的程序,确保设备清洁卫生,以满足生产和卫生标准要求。
2. 适用范围本规程适用于所有需要进行CIP操作的生产设备和管道,包括但不限于罐体、管道、泵等。
3. 操作流程3.1 安全检查在进行CIP操作之前,操作人员应对设备进行安全检查,确保设备和管道处于正常工作状态,排水口及阀门关闭,并确保无漏水等安全隐患。
3.2 准备工作将清洗液和水加入CIP系统,按照配比要求调配清洗液,确保清洗液的浓度和温度符合要求。
3.3 CIP操作按照设备操作手册和工艺要求,启动CIP系统进行清洗操作,包括清洗液的循环、冲洗、消毒等步骤。
在清洗过程中,需监控清洗液的浓度和温度,确保清洁效果达标。
3.4 结束工作清洗结束后,关闭CIP系统,排放清洗液,进行设备和管道的清洗和冲洗,确保无残留物和清洁干净。
4. 记录和报告进行CIP操作的过程中需进行记录,包括清洗开始时间、清洗液使用量、清洗液浓度和温度、清洗结束时间等信息,并填写CIP操作记录表。
如有异常情况或问题,需及时进行报告和处理。
5. 安全注意事项进行CIP操作时,操作人员需佩戴防护装备,确保操作安全。
禁止直接接触清洗液,应避免清洗液溅洒,防止与皮肤和眼睛接触。
遇到任何意外情况,应立即停止操作并进行处理。
6. 附则本规程由工艺部门负责制定并进行培训,各部门人员必须熟悉并遵守本规程的要求,确保设备清洁卫生,保障生产质量和产品安全。
以上即为《CIP操作规程》的内容,希望所有相关人员遵守并执行该规程,确保设备清洁卫生,保障生产质量和产品安全。
CIPSIP使用说明书

CIP/SIP 使用说明书二0一0年八月目录一.简述在制药与食品行业中,对于生产与工艺越来越严格的今天.生产环节中的液体储存、配液、液固反应等的罐体传统意义上的手工清洗已达不到要求.CIP(在线清洗)/SIP(在线灭菌)的出现很好地解决了现实中的问题.CIP与手动清洗的方法和程序是不同的,但清洗的目的是一样的.除了手动清洗功能外,还蕴涵半自动、全自动、参数设定、数据保留.在整个灭菌过程中无须操作人员接触罐体就能实现灭菌的效果.清洗流程分为:热冲洗、清洗罐配液、碱洗、中和、纯化水冲洗、注射用水冲洗、在线灭菌、无菌压缩空气吹.二.结构组成1.机械部分:卫生泵、热交换器、储罐、温度传感器、压力传感器、液位传感器、PH值传感器、电导率传感器、卫生级管道、控制阀门、控制柜等部分组成.2.电气部分:触摸屏、PLC、变频器、打印机、模拟量输入模块等部分组成.三.CIP/SIP具有的特点1.采用PLC控制,触摸屏显示操作画面,参数设定,数据保留及打印.2.操作方式分为手动,半自动,全自动三种手动:进入手动操作画面,按相应的操作按钮,即可输出相对应的外部元件工作.半自动:进入半自动操作画面,选中单个流程,CIP将完成与此流程相关的一系列动作.全自动:进入全自动画面,选中多个流程,CIP将完成与多个流程相关的一系列动作.3.清洗过程中PH值,电导率的判断.液位,温度,压力的显示.4.完成了在位灭菌的同时,工作站自身也已灭菌完毕,等待下一步的工作.四、设备操作流程:(一).送电流程1.配电柜送电流程1.1 先确认配电柜主电源开关,及控制电源开关处于合闸状态,且指示灯有显示送电。
1.2 确认配电柜盘面急停开关处于“放松”状态,盘面控制电源切换开关处于“ON”状态。
2.配电柜停电流程2.1 当系统停止不运行时,请先将相应断路器电源切断,再将主电源开关切断。
3.系统紧急状态3.1 当系统紧急状态需停机时,请将盘面急停按钮按下,系统即停止所有输出动作。
CIP系统操作SOP
CIP系统操作SOP1 目的建立CIP系统标准操作规程,规范其操作。
2 适用范围适用于永和车间CIP系统。
3 职责3.1操作人员严格按此操作法要求进行操作。
3.2生产班长和质监负责监督检查操作人员是否按此操作法的要求规范操作并检查设备卫生。
3.3生产部负责人抽查本操作法的执行情况。
4内容4.1工作前准备4.1.1检查系统是否处于完好状态,各连接处是否正常,供电是否正常。
检查电、蒸汽、压缩空气、饮用水、纯化水是否畅通。
4.1.2开启总电源及CIP控制系统电源、相关气动阀气源。
4.1.3配制浓清洗液,根据清洗要求配制相应浓度的浓清洗液。
配液时必须穿戴防护用具以防受到腐蚀伤害。
4.1.4连通浓液桶与清洗液储罐,启动控制系统,根据要求设定配制浓度,系统将根据设定浓度进行自动配备清洗液。
4.2相关设备清洗条件及频率4.2.1提取罐(直筒)、逆流提取设备、提取液储罐、单效浓缩器、双效浓缩器、醇沉罐、离心机、精制罐、结晶罐、及相关管道清洗时,CIP操作工先确认罐和管路中没有物料后,将CIP进程管路与相对应的罐和管路进口连接,罐和管路出口与CIP回程连接。
确认无误后,在CIP站的触摸屏上设置相关数据后切换到自动界面点启动按钮进行清洗。
说明:停产超8小时,不超24小时仅进行热水消毒;超24小时,进行正常清洗和消毒4.2.2刮板浓缩机、冷藏罐、油相罐、缓冲罐、均质机、高温瞬时灭菌器、1000L 混合罐、缓冲罐、3000L混合罐及相关管路清洗时,CIP操作工先确认罐和管路中没有物料后,将CIP进程管路与相对应的罐和管路进口连接,罐和管路出口与CIP回程连接。
确认无误后,在CIP站的触摸屏上设置相关数据后切换到自动界面点启动按钮进行清洗。
说明:停产超8小时,不超24小时仅进行热水消毒;超24小时,进行正常酸碱洗和消毒4.3.1每次进行清洗都需要记录相关清洗信息,清洗目标、清洗液电导率、热水温度等。
4.3.2取最后一次冲洗水观察是否澄清透明无异味,测PH值确保清洗液无残留。
CIP COP SIP SOP工艺介绍及其影响因素解读
COP的作用
• CIP只能完成80~90%的清洗任务,10~20%的 清洗任务要靠COP来完成。 • COP清洗
– 泡沫清洗:小罐,罐外表面等。
内部喷淋系统
供应
被清洗设备
排空
排空
泡沫发生器
COP的作用
• COP清洗
– 零部件的清洗:取样阀、人孔、软管、过滤网、 垫圈、呼吸阀、进料管、转换件等。
卫星站 泡沫主站
43
洗球(清洗模式)
它通过泵,以 1.5 - 3 bar的压力将清洁剂溶液喷洒到罐壁上 洗球可根据具体需求,实现不同的喷洒范围 可根据具体要求调节大小和流量
44
洗球的安装
• • • • 洗球供应管长度:1/4~1/5罐直径 (计算公式) 洗球与供应管连接处间隙:0.1mm 洗球与供应管之间为卫生连接 洗球的布置
CIP的发展历史
• 20世纪40年代后期最先用于乳品行业 • CIP没有发明前,乳品工厂的清洗程序
将所有的设备全部拆开 手工清洗:清水冲洗、刷子刷洗、清水冲洗 组装设备 非常耗时及耗人力
• 直到20世纪60年代中期,乳品工厂才正式开始使用全自动的CIP清洗系统 • 艺康化工是最早发明CIP并应用的公司之一。
13
在清洁过程中向污垢施加的能量
热能 (溶液温度) 机械能 (湍流) 化学能 (化学品,[%])
污垢 污垢覆盖表面
14
去污机制
• 除上述三种能量外,时间因素也 非常重要 • 如三种能量有一种不足,可通过 增强其它能量的形式加以弥补 • 但要注意的是,三种能量在清洁 流程中的作用都非常重要
15
CIP 组件
• 直接穿过罐壁安装,或安装在 CIP 罐液面下管道 末端: • 这样可能造成投料过多,因为它达到混匀所需时间较长,直到溶液 浓度均匀后才能测得代表值
食品工厂COP__CIP_SIP介绍及影响因素

CIP系统回流端设置
温度探头
清洗对象
清洗剂1
清洗剂2
新鲜水
电导率仪
流量感应开关
清洗剂
h
22
中新口腔
CIP罐设计基本要求
• 自清洗功能
安装有洗球(多用途系统) 能完全排空
• 符合3A标准 • 体积为总循环量的1.5倍
h
23
中新口腔23
预清洗罐
• HLA = 高液位警报
• HL = 高液位
到达此液位时,关闭回流阀,将液流转到排水管
且几乎或完全不需要操作员参与,对工厂 所有设备或管道进行清洁。 • 在一定流量/压力的条件下,将清洁剂溶液 喷射或喷洒到设备表面或在设备中循环。
• 整个清洁过程通常由多个独立清洗步骤组 成。
• COP:Clean Out of Plhace. 把设备拆开来进 5 中新口腔
CIP的发展历史
• 20世纪40年代后期最先用于乳品行业 • CIP没有发明前,乳品工厂的清洗程序
清水供应 CIP回流泵 分配板DP
h
18
中新口腔18
多用途CIP 系统
清水
消毒剂 待清洁对象
清洁剂 预冲洗水
CIP-回流
h
CIP-供给
19
中新口腔19
单用途与多用途 CIP系统特点
单用途 • 避免交叉污染风险 • 根据待清洁对象具体需要调节清洗
液浓度/温度 • 设备数量多 • 结构紧凑
多用途
h
28
中新口腔28
蒸汽喷射直接加热
• 速度快,传热效率高 • 温度难以控制 • 冷凝水可能造成溶液稀释,
无法控制 • 形成泡沫 • 设备可能受到机械冲击(蒸
汽管道产生水锤效应)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作屏具有计时时间设定功能(时间以min为单位),
压力在规定时间内下降10%报警或上升1%报警,程序中断
(8)密封液系统灭菌
密封液系统灭菌1开启阀门:●V304V307V310V311V312V313V400V405
密封液系统灭菌2开启阀门:●V304V306V307V309V313V400V405
*达到设定值4.5bar
压力达到设定值,密封液泵开始运行
(11)物料液系统灭菌
物料液系统灭菌1开启阀门:●V102V110V111V300V301V303V304V305V306V309V310V312V400V401V402V403V404V504
物料液系统灭菌2开启阀门:●V110V111V112V300V301V303V304V305V306V309V310V312V400V401V402V403V404V504
达到液位设定值
(3)密封液系统充注无菌空压
密封液系统充注无菌空压开启阀门:●V301V303V304V305V306V309V310V312V504
达到设定值4.5bar
压力达到设定值,密封液泵开始运行
(4)物料系统清洗
物料系统清洗开启阀门:●V100V102V110V111V112V113V300V301V303V304V305V306V309V310V312V402V404V501V502V504
*1.5bar系统灭菌,最冷点121℃,计时30min
*4.5bar系统灭菌,最冷点121℃,计时30min
温度在灭菌计时开始,中途达不到121℃中断计时, 计时时间可累加, 操作屏具有灭菌温度、计时时间设定功能(时间以min为单位), 精度0.0
(2)空压系统吹扫
压缩空气吹扫1开启阀门:●V101V113V303V405V503
密封液系统无菌吹干2开启阀门:●V303V304V306V307V308V309V313V503
*达到设定时间(根据验证结果确定)
操作屏具有计时时间设定功能(时间以s为单位)
(15)密封液系统、物料系统充注无菌
空压保持正压
密封液系统、物料系统充注无菌空压保持正压
开启阀门:●V100V102V110V112V300V302V306V309V310V312V313V401V402V503
操作屏具有计时时间设定功能(时间以s为单位)
(5)物料系统排空
物料系统排空1开启阀门:●V102V110V111V113V300V302V401V402V404V503
物料系统排空2开启阀门:●V100V111V112V113V300V302V401V402V404V503
*达到设定时间(根据验证结果确定)
操作屏具有清洗时间设定功能(时间以min为单位),
操作屏具有清洗次数设定
5.阀门手动控制画面
1)“阀门手动控制”画面的组成
画面有38个阀门的阀门编号及“开”按钮和“关”按钮组成。
画面下方为“返回主界面”键。
2)此画面为手动控制画面,根据现场工艺工程师的要求来开启和关闭阀门
三、PLC输出与实际阀门对应关系介绍
实际阀门编号
PLC输出
V102
Q8.0
V402
Q8.1
V405
Q8.2
V400
Q8.3
V303
Q8.4
V403
Q8.5
V302
Q8.6
V300
Q8.7
V110
Q12.0
V504
Q12.1
V210
Q12.2
V220
Q12.3
V501
Q12.4
V304
Q12.5
V305
Q12.6
V301
Q12.7
V230
Q16.0
V200
Q16.1
V311
Q16.2
V101
Q16.3
V112
Q16.4
V401
Q16.5
V502
Q16.6
V404Байду номын сангаас
Q16.7
V312
Q20.0
V309
Q20.1
V307
Q20.2
V306
Q20.3
V313
Q20.4
V310
Q20.5
V113
Q20.6
V500
Q20.7
V503
Q0.0
V100
无锡华裕药制有限公司
灭菌系统工艺自控部分
HMI操作说明书
江苏迈登普洁净系统工程有限公司
电气工程部2016-4
一、配置说明
1.硬件配置
触摸屏:昆仑通态TPC1061Ti分辨率为1024X600,
10.2"TFT液晶屏,
ARMCPU,主频600MHz,
128MDDR2,128MNANDFlash
可编程控制器:CPUS7-200
4.CIP操作画面
3)“CIP操作画面”的组成
画面主页设有“密封系统清洗”、“密封液系统充注注射水”、“密封液系统充注无菌空压”、“物料系统清洗”的时间设定键和当前时间显示键。
画面下方为各层开键,从做到右分别为“系统自动”键、“CIP操作停止”键、“报警浏览”“键、“SIP操作”键、“阀门手动控制”键、“返回主界面”键。
操作屏具有计时时间设定功能(时间以s为单位)
(6)密封液系统保压
密封液系统保压开启阀门:●V303V304V306V309V310V312V313V503
*达到设定时间(根据验证结果确定)
操作屏具有计时时间设定功能(时间以min为单位),
压力在规定时间内下降10%报警,程序中断
(7)物料系统保压
物料系统保压开启阀门:●V100V102V110V112V301V302V303V304V305V306V309V312V401V402V503V504
*物料系统保压压力在规定时间内下降10%报警或上升1%报警,程序中断。
5)画面下方为各层开键,从做到右分别为“系统自动”键、“SIP操作”键、“CIP操作”键、“阀门手动控制”键。
3.SIP操作画面
1)“SIP操作画面”的组成
画面主页设有“空压系统灭菌1”、“”空压系统灭菌2、“压缩空气管道吹扫1”、“压缩空气管道吹扫2”、“冷却水系统排空”、“密封液系统排空1”、“密封液系统排空2”、“物料系统排空1”、“物料系统排空2”、“密封液管道系统保压”、、“物料管道系统保压”、“密封液系统无菌吹干”、“密封液系统充注注射水”、“密封液系统充注无菌压空”、“物料系统灭菌1”、“物料系统灭菌2”、“物料系统吹干1”、“物料系统吹干2”、“密封液系统无菌吹干1”、“密封液系统无菌吹干2”、“系统保持正压”的时间设定键和当前时间显示键。
5画面下方为各层开键从做到右分别为系统自动sip操作键cip操作键阀门手动控制cipsip控制系统操作规格书江苏迈登普洁净系统工程有限公司sip操作画面的组成画面主页设有空压系统灭菌1空压系统灭菌2压缩空气管道吹扫1压缩空气管道吹2冷却水系统排空密封液系统排空1密封液系统排空2物料系统排空物料系统排空2密封液管道系统保压物料管道系统保压密封液系统无菌吹干密封液系统充注注射水密封液系统充注无菌压空物料系统灭菌1物料系统灭菌物料系统吹干1物料系统吹干2密封液系统无菌吹干1密封液系统无菌吹干统保持正压的时间设定键和当前时间显示键
*最冷点121℃,计时30min
温度在灭菌计时开始,中途达不到121℃中断计时,
计时时间可累加,
操作屏具有灭菌温度、计时时间设定功能(时间以min为单位),
精度0.0
(9)密封液系统无菌吹干
密封液系统无菌吹干开启阀门:●V303V304V306V307V308V309V310V312V313V503
*画面中间是由38个气动阀门及3个手动隔膜阀组成的流程示意图。另外有两个温度(TT)显示和两个压力(PT)显示。其中温度的单位为℃,压力的单位为MPa。
*显示
A.电机状态:关闭为灰色;运行为绿色
B.阀门状态:关闭为白色;打开为绿色
C.仪表参数:实时显示
2)画面下方按钮
*系统自动按钮:自动操作模式下,系统自动切换阀门不需手动操作。
2.软件配置
1)触摸屏
2)可编程控制器
二、操作要求
1).洁净无油空压0.5MPa以上压力
2).操作空压0.6~0.8MPa
3).纯蒸汽0.15MPa以上压力、130℃以上温度
4).电源50HZ,AC220V
三、触摸屏画面及功能简介
1.主流程画面
电源启动,触按屏显示初始画面。
1)“主流程画面”的组成
*在画面的上方是带有公司名称及工艺名称的页眉,右上角日期和时间显示。
画面下方为各层开键,从做到右分别为“系统自动”键、“SIP操作停止”键、“报警浏览”“键、“CIP操作”键、“阀门手动控制”键、“返回主界面”键。
2)画面上各设置键的含义
(1)空压系统灭菌
空压系统灭菌1开启阀门:●V101V303V405V505
空压系统灭菌2开启阀门:●V101V301V302V403V506
2.“报警浏览”画面
1)在主流程图上点击报警浏览按钮时,系统进入报警浏览界面。
2)警报标识正常情况下是不显示,在系统产生故障和警报条件下会显示并报警,按下复位按钮报警声停止。
3)整个报警页面详细记录了发生报警的日期时间及报警名称等,操作人员根据报警显示及时处理相应问题。
4)报警内容
*密封液系统保压压力在规定时间内下降10%报警,程序中断。
*达到设定时间(根据验证结果确定)
操作屏具有计时时间设定功能(时间以s为单位)
(10)密封液系统充注注射水
密封液系统充注注射水开启阀门:●V305V306V309V310V312V500