钢丝绳标准
钢丝绳检查标准(大全)

钢丝绳检查标准(大全)1.引言钢丝绳是工业生产和日常使用中常用的起重、牵引、固定和支撑等工作的工具。
由于其使用环境的特殊性,钢丝绳的安全性能直接关系到工作人员的生命安全和设备的正常运行。
因此,定期对钢丝绳进行检查和维护至关重要。
本文将详细介绍钢丝绳的检查标准,以帮助工作人员更好地了解和掌握钢丝绳的安全性能。
2.钢丝绳的结构与分类钢丝绳由多根钢丝捻合而成,根据捻合方式的不同,可分为以下几种类型:(1)光面钢丝绳:表面光滑,适用于起重设备、电梯等场合。
(2)镀锌钢丝绳:表面镀有锌层,具有较好的耐腐蚀性能,适用于户外环境。
(3)镀铝钢丝绳:表面镀有铝层,耐腐蚀性能优于镀锌钢丝绳,适用于特殊环境。
(4)镀铜钢丝绳:表面镀有铜层,导电性能好,适用于电气设备。
(5)铝包钢丝绳:钢丝表面包覆有铝层,具有较好的耐磨性能,适用于牵引设备。
3.钢丝绳检查内容钢丝绳的检查内容主要包括以下几个方面:(1)外观检查:检查钢丝绳表面是否存在裂纹、磨损、腐蚀、断丝等现象。
如有异常,应立即停止使用并进行更换。
(2)尺寸检查:测量钢丝绳的直径、捻距等参数,确保其在规定范围内。
(3)拉力试验:定期对钢丝绳进行拉力试验,检测其破断拉力是否符合标准要求。
(4)弯曲试验:检查钢丝绳在弯曲过程中的损伤情况,评估其使用寿命。
(5)磨损检查:检查钢丝绳在使用过程中是否存在过度磨损现象,及时调整或更换。
(6)腐蚀检查:检查钢丝绳表面是否存在腐蚀现象,及时进行防腐处理。
4.钢丝绳检查标准根据我国相关标准,钢丝绳的检查标准如下:(1)GB/T8918-2006《重要用途钢丝绳》(2)GB/T20118-2006《一般用途钢丝绳》(3)YB/T5295-2013《钢丝绳、钢丝绳索及其制品的检验方法》(4)JB/T6412-2007《钢丝绳检验规则》(5)JB/T8525-2017《钢丝绳安全系数的确定》5.钢丝绳检查周期钢丝绳的检查周期应根据使用环境、频率和钢丝绳的实际情况来确定。
钢丝绳及其常用标准

钢丝绳及其常用标准1.概述(1)定义:用配制好的钢丝,在机器上,按规定一次多根捻制成单股绳,后用6或8个这样的股,配以纤维芯,再次合成的绳称钢丝绳。
(2)种类和用途:钢丝绳的分类方法较多,各国的分法不同,常见的有按钢绳结构、捻向、表面、用途、强度等分类。
品种的多样,反映了用途的多样。
①按捻向分:有右捻(Z)、左捻(S)、交互右捻(SZ)、交互左捻(ZS)、同向右捻(ZZ)、同同向左捻(SS)。
②按表面分:有光面和镀锌两类。
③按强度分:即按单丝的公称强度,把钢丝绳分为几种级别。
各国的定级标准不同。
如,我国把圆股和异型股钢丝绳分为140、155、170、185、200(kg/mm2),而日本则把圆股钢丝绳分为135、150、165、180(kg/mm2),德国则是把圆股钢绳划分140、160、180和200(kg/mm2)4类。
④按结构分:此种分类的基本思想是要以直接通过展示钢绳内部结构组成,达到分类。
具体格式是用整数、字母、符号按规定次序连结组合表示。
它能对现有的全部圆股和异型股及封闭式钢丝绳进行分类。
目前世界各国生产的钢绳,大约有50种左右,即如:6×××Fi(25)、8×W(19)、7×7+6×Fi(29)、6△×(36)、6=(33)+6△(21)等类别。
例:6×37:表示该绳有6股,每股共37根单丝;8×W(19):表示有8股,每股19根丝,属瓦林吞捻制。
见本节“7.常用标准”中提供的有关标准。
⑤按用途分:a.牵拉:拖船、浮运、货网等用钢绳;b.承载:起重、桥梁、索道等用钢绳;c.提升:电梯、矿井、缆车等用钢绳;d.固定:码头、高压线杆(塔)等定位用钢绳;e.专用:石油、化工、飞机等特定用钢绳。
2.主要生产厂及输往国家、地区(1)主要有天津、上海、沈阳、陕西、江苏等地的钢丝绳厂生产。
其产品除供应国内使用外,还输往菲律宾、新加坡、香港、西班牙、加拿大、埃及、也门等。
重要用途钢丝绳标准

重要用途钢丝绳标准一、钢丝绳标准概述钢丝绳标准是对钢丝绳产品技术要求的规定,旨在保证钢丝绳的质量、安全性能和可靠性。
钢丝绳广泛应用于各类工程、起重设备、运输工具等领域,其性能和质量直接关系到设备的安全运行。
因此,制定一套合理且可操作的钢丝绳标准至关重要。
二、重要用途钢丝绳的分类与性能要求根据用途和性能要求,重要用途钢丝绳可分为以下几类:1.起重运输用钢丝绳:要求较高的抗拉强度、耐磨性和抗疲劳性能。
2.牵引用钢丝绳:要求较高的抗拉强度和耐磨性,同时具备较好的柔韧性。
3.电梯用钢丝绳:要求安全性能高、疲劳性能好、耐腐蚀性强。
4.钻探用钢丝绳:要求较高的抗拉强度和耐磨性,同时具备较好的抗冲击性能。
5.海洋工程用钢丝绳:要求抗腐蚀性能强、抗磨损性能好、抗冲击性能优良。
三、重要用途钢丝绳的应用领域1.起重运输领域:各类起重设备、输送带、卷扬机等。
2.牵引领域:轨道交通、汽车、船舶等。
3.电梯领域:电梯、自动扶梯等。
4.钻探领域:石油、天然气、岩土工程等。
5.海洋工程领域:海上风电、深海油气开采、船舶等。
四、重要用途钢丝绳的选用与检测1.根据实际应用场景和性能要求选择合适的钢丝绳。
2.检查钢丝绳的规格、材质、表面质量等。
3.检测钢丝绳的抗拉强度、耐磨性、抗疲劳性能等。
4.对新采购的钢丝绳进行试验和验收,确保满足使用要求。
五、我国重要用途钢丝绳标准的发展与现状近年来,我国钢丝绳标准不断完善,逐步与国际接轨。
目前,我国已制定了一系列重要用途钢丝绳标准,包括GB/T 20118-2006《重要用途钢丝绳》、GB/T 20067-2006《钢丝绳检验和试验方法》等。
这些标准对规范钢丝绳市场、提高产品质量具有重要意义。
六、结论重要用途钢丝绳标准是保证钢丝绳产品质量、安全性能和可靠性的重要手段。
了解钢丝绳的分类、性能要求、应用领域以及选用检测方法,对确保设备安全运行和使用寿命具有重要意义。
钢丝绳执行标准

钢丝绳执行标准
一、材料标准
1.钢丝绳的钢丝应符合GB/T 342的规定,并应有产品质保书和材质证明。
2.钢丝绳的钢丝应采用优质的碳素结构钢制造,其抗拉强度应符合GB/T 342
的规定。
3.钢丝绳的钢丝不应有严重的扭结、变形、脆裂、锈蚀和损伤。
二、结构标准
1.钢丝绳的结构应符合GB/T 8706的规定,并应有产品质保书和结构图样。
2.钢丝绳的结构应能满足使用要求,如提升、牵引、吊装等。
3.钢丝绳的结构应能适应工作环境,如高温、低温、腐蚀等。
三、强度标准
1.钢丝绳的强度应符合GB/T 8706的规定,并应有产品质保书和强度证明。
2.钢丝绳的强度应能满足使用要求,如抗拉强度、弯曲强度等。
3.钢丝绳的强度应能适应工作环境,如抗腐蚀、抗磨损等。
四、使用标准
1.钢丝绳的使用应符合国家相关规定,如安全技术规范等。
2.钢丝绳的使用应能满足使用要求,如提升高度、牵引力等。
3.钢丝绳的使用应能适应工作环境,如温度、湿度、腐蚀等。
4.使用过程中应避免受到撞击、扭曲、挤压和高温等影响。
5.使用时应注意检查钢丝绳的状态,如是否有断丝、变形、锈蚀等情况,并
及时进行维修或更换。
6.在使用过程中,应注意保持钢丝绳的清洁和润滑,以减少磨损和腐蚀。
7.在使用完毕后,应及时进行存放和维护,避免受到环境和人为的影响,如
潮湿、日晒、重压等。
总之,为了确保钢丝绳的安全性和可靠性,应严格按照执行标准进行使用和维护,同时在使用过程中应注意遵守相关规定和要求。
钢丝绳的标准
钢丝绳的标准钢丝绳是一种由多股钢丝捻合而成的柔性构件,广泛应用于吊装、运输、牵引等领域。
为了确保钢丝绳的安全可靠使用,制定了一系列的标准来规范其生产和使用。
本文将就钢丝绳的标准进行详细介绍,希望能够对相关行业人士有所帮助。
首先,钢丝绳的标准主要包括国家标准和行业标准两个方面。
国家标准是由国家相关部门制定的,具有强制性,适用于全国范围内的钢丝绳生产和使用;而行业标准是由行业协会或组织制定的,通常是在国家标准的基础上进行细化和补充,适用于特定行业或特定领域的钢丝绳产品。
其次,钢丝绳的标准涉及到多个方面,包括材料、结构、尺寸、工艺、性能等。
在材料方面,钢丝绳通常采用优质合金钢作为原材料,其化学成分、力学性能、金相组织等都需要符合相应的标准要求。
在结构和尺寸方面,钢丝绳的捻向、股数、绳径、绳长等都有严格的规定,以保证其承载能力和使用寿命。
在工艺方面,钢丝绳的制造工艺、热处理工艺、表面处理等也需要符合标准要求。
在性能方面,钢丝绳的疲劳性能、抗拉强度、扭转性能、耐腐蚀性能等都需要进行严格的检测和评定。
另外,钢丝绳的标准还包括了使用、检测、维护等方面的内容。
在使用方面,钢丝绳的安装、使用、保养等都需要符合相关标准规定,以确保其在使用过程中不会出现安全隐患。
在检测方面,钢丝绳需要定期进行破损、变形、腐蚀等方面的检测,以及时发现并更换损坏的钢丝绳。
在维护方面,钢丝绳需要进行定期的润滑、防锈、保养等工作,以延长其使用寿命。
总的来说,钢丝绳的标准是保证其安全可靠使用的重要依据,只有严格遵守相关标准要求,才能够确保钢丝绳在吊装、运输、牵引等工程中发挥应有的作用,减少事故发生的可能性,保障人身和财产的安全。
因此,钢丝绳生产和使用的各个环节都需要严格遵守相关标准,确保钢丝绳的质量和安全性。
综上所述,钢丝绳的标准对于相关行业具有重要意义,只有严格遵守相关标准要求,才能够保证钢丝绳的安全可靠使用,降低事故风险,保障工程施工和运输作业的顺利进行。
安全钢丝绳标准

安全钢丝绳标准一、钢丝绳基本要求钢丝绳应符合国家或国际标准,具有相应的质量合格证明文件。
使用前应进行外观检查,确保表面无裂纹、锈蚀、油污等缺陷。
钢丝绳的直径、结构、强度等级等应与使用场合相匹配,不得超负荷使用。
在使用过程中,应定期检查钢丝绳的磨损、断丝、锈蚀等情况,并做好记录。
二、损坏检查钢丝绳表面出现磨损、锈蚀、断丝等情况时,应及时检查,并按规定进行处理。
磨损严重、断丝超过规定数量的钢丝绳应予以更换。
对于锈蚀严重的钢丝绳,应进行除锈处理,若处理后仍不满足要求,应予以更换。
三、急剧曲折禁止钢丝绳在使用过程中应避免急剧的弯曲和扭曲,以防损坏钢丝绳的结构和强度。
钢丝绳在卷筒、滑轮等设备上使用时,应确保设备的设计、安装、使用均符合相关规定,避免急剧曲折。
四、绳端连接安全钢丝绳的绳端连接应采用可靠的连接方式,如编结、压制等。
绳端连接部位应定期检查,确保其牢固可靠,防止发生滑脱、松动等现象。
五、编结部分长度钢丝绳的编结部分长度应符合国家或行业标准,确保连接牢固。
编结部分应均匀、紧密,不得有松散、断股等现象。
六、打结连接禁止钢丝绳严禁使用打结的方式进行连接,以免降低钢丝绳的强度和使用寿命。
在使用过程中,若发现钢丝绳存在打结现象,应立即停止使用,并进行处理。
七、接头处理规定钢丝绳的接头应平整、光滑,不得有毛刺、锐角等缺陷。
接头处理应符合相关规定,如采用压制接头、焊接接头等方式,确保接头强度不低于钢丝绳本身强度。
八、维护与保养钢丝绳在使用过程中应定期进行清洁,去除表面的油污、尘土等杂物。
对于磨损、锈蚀的钢丝绳,应及时进行处理,如涂抹防锈剂、进行润滑等。
钢丝绳在存放时,应避免阳光直射、潮湿等环境,以免发生锈蚀、损坏等现象。
以上为安全钢丝绳标准的主要内容,使用钢丝绳时应严格遵守相关规定,确保安全可靠。
同时,定期对钢丝绳进行检查、保养,发现问题及时处理,以保障使用效果和使用寿命。
钢丝绳规范最新标准

钢丝绳规范最新标准一、钢丝绳的分类钢丝绳根据其结构、用途和制造工艺的不同,可分为以下几种类型:1. 普通钢丝绳:适用于一般起重和牵引作业。
2. 高强度钢丝绳:具有更高的抗拉强度,适用于重载作业。
3. 密封钢丝绳:表面涂层,适用于恶劣环境下的作业。
4. 纤维芯钢丝绳:内部由纤维材料构成,具有较好的弹性和抗疲劳性能。
二、钢丝绳的制造标准1. 材料要求:钢丝绳的制造材料应符合国家相关标准,确保其具有足够的强度和韧性。
2. 制造工艺:钢丝绳的制造应采用先进的工艺流程,确保其结构均匀、性能稳定。
3. 表面处理:根据使用环境的不同,钢丝绳表面应进行相应的防腐蚀、防锈处理。
三、钢丝绳的性能要求1. 抗拉强度:钢丝绳的抗拉强度应满足设计要求,保证其在最大负荷下的安全使用。
2. 弹性模量:钢丝绳应具有适当的弹性模量,以适应不同的工作条件。
3. 疲劳寿命:钢丝绳应具有足够的疲劳寿命,以减少更换频率,降低维护成本。
四、钢丝绳的检验与测试1. 外观检查:对钢丝绳的外观进行定期检查,确保无明显损伤和缺陷。
2. 力学性能测试:定期对钢丝绳进行力学性能测试,包括抗拉强度、弹性模量等。
3. 无损检测:采用无损检测技术,如超声波检测,确保钢丝绳内部无损伤。
五、钢丝绳的使用与维护1. 正确安装:钢丝绳的安装应严格按照操作规程进行,避免安装不当导致的损伤。
2. 定期检查:使用过程中应定期对钢丝绳进行检查,及时发现并处理问题。
3. 合理润滑:根据钢丝绳的使用环境和条件,进行合理的润滑,延长使用寿命。
4. 更换标准:制定钢丝绳的更换标准,一旦达到更换条件,应立即更换,避免安全事故。
六、安全与环保1. 安全规范:制定严格的安全操作规程,确保钢丝绳的使用安全。
2. 环保要求:钢丝绳的生产和使用过程中,应符合环保标准,减少对环境的影响。
七、结语钢丝绳作为重要的工业材料,其规范和标准的制定对于保障作业安全、提高作业效率具有重要意义。
随着技术的发展和行业标准的更新,钢丝绳的规范标准也应不断优化,以适应新的工业需求。
一般用途钢丝绳标准

一般用途钢丝绳标准一、尺寸和允许偏差1.钢丝绳的公称直径应符合表1的规定。
直径系列和最小尺寸,mm 表1股数结构1×7 6.2mm 8.7mm 11mm 13.5mm 15.5mm 17.5mm 19.5mm1×19 5.6mm 7.4mm 9.5mm 12.5mm 14.5mm 16.5mm 18.5mm 20.5mm3×7+IWS 9.7mm 13mm 16.2mm 20mm6×7+IWS 17.2mm 21.4mm3×7+IWRC 9.7mm 13mm 16.2mm6×7+IWRC 17.2mm注:d—公称直径;f—抗拉强度(kN/m2)。
本产品提供的仅供参考,应按照实际要求选择相应强度等级。
2.公称抗拉强度等级应符合表2的规定。
公称抗拉强度等级,kN/m2 表2型号规格 mm? × (?) 公称抗拉强度等级(kN/m2)6×7+IWS-1770-光面≥17706×7+IWS-1870-光面≥187030 ≥2400(锦纶绳) ≥2260(涤纶绳) ≥2060(丙纶绳) ≥1960(尼龙绳)6×7+IWRC-2470-镀锌≥24706×7+IWRC-2870-镀锌≥2870注:型号规格中的公称抗拉强度等级在单根钢丝绳测试的条件下测定。
当组成钢丝绳的所有单根钢丝或钢丝股同时断裂时,钢丝绳才判为断裂。
二、强度和破断拉力1.本产品钢丝绳的强度应能满足在正常使用的条件下,不会发生破断现象。
正常使用的条件包括正常的预张拉、正常工作载荷以及非疲劳损坏的承载能力。
预张拉、正常工作载荷以及非疲劳损坏的承载能力应根据实际要求选择。
在有特殊使用要求的情况下,用户应提供相应的使用条件。
本产品所提供的强度为公称抗拉强度,实际抗拉强度值应在公称抗拉强度范围内。
公称抗拉强度是指保证钢丝绳正常使用的最低抗拉强度(例如:若某公司承诺的最低抗拉强度为1870kN/m2,则选购时需选择≥1870kN/m2的产品)。
《钢丝绳》(GBT89181996)
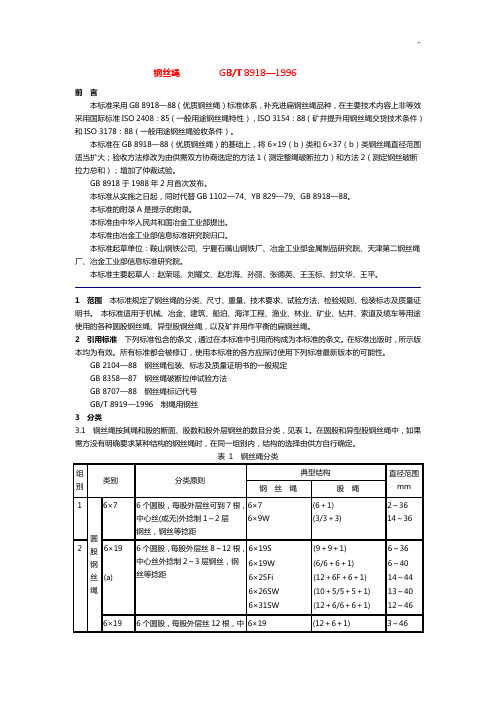
钢丝绳GB/T 8918—1996前言本标准采用GB 8918—88(优质钢丝绳)标准体系,补充进扁钢丝绳品种,在主要技术内容上非等效采用国际标准ISO 2408:85(一般用途钢丝绳特性),ISO 3154:88(矿井提升用钢丝绳交货技术条件)和ISO 3178:88(一般用途钢丝绳验收条件)。
本标准在GB 8918—88(优质钢丝绳)的基础上,将6×19(b)类和6×37(b)类钢丝绳直径范围适当扩大;验收方法修改为由供需双方协商选定的方法1(测定整绳破断拉力)和方法2(测定钢丝破断拉力总和);增加了仲裁试验。
GB 8918于1988年2月首次发布。
本标准从实施之日起,同时代替GB 1102—74、YB 829—79、GB 8918—88。
本标准的附录A是提示的附录。
本标准由中华人民共和国冶金工业部提出。
本标准由冶金工业部信息标准研究院归口。
本标准起草单位:鞍山钢铁公司、宁夏石嘴山钢铁厂、冶金工业部金属制品研究院、天津第二钢丝绳厂、冶金工业部信息标准研究院。
本标准主要起草人:赵荣瑶、刘耀文、赵忠海、孙丽、张德英、王玉标、封文华、王平。
1 范围本标准规定了钢丝绳的分类、尺寸、重量、技术要求、试验方法、检验规则、包装标志及质量证明书。
本标准适用于机械、冶金、建筑、船泊、海洋工程、渔业、林业、矿业、钻井、索道及缆车等用途使用的各种圆股钢丝绳、异型股钢丝绳,以及矿井用作平衡的扁钢丝绳。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 2104—88 钢丝绳包装、标志及质量证明书的一般规定GB 8358—87 钢丝绳破断拉伸试验方法GB 8707—88 钢丝绳标记代号GB/T 8919—1996 制绳用钢丝3 分类3.1 钢丝绳按其绳和股的断面、股数和股外层钢丝的数目分类,见表1。
钢丝绳国家标准和行业标准汇编(现行)

钢丝绳国家标准和行业标准汇编(现行)以下是本人收集的钢丝绳现行标准,可供相关企业或人员参考。
一、钢丝绳GB/T 26722-2011索道用钢丝绳GB/T 38818-2020悬索桥吊索用钢丝绳GB/T 8903-2018电梯用钢丝绳GB/T 20067-2017粗直径钢丝绳GB/T 34197-2017电铲用钢丝绳GB/T 12756-1991胶管用钢丝绳GB/T 12756-2018高压胶管用镀锌钢丝绳GB/T 34198-2017起重机用钢丝绳GB/T 33955-2017矿井提升用钢丝绳GB/T 33364-2016 海洋工程系泊用钢丝绳GB/T 9944-2015 不锈钢丝绳GB/T 20118-2006 一般用途钢丝绳GB 8918-2006重要用途钢丝绳GB/T 36131-2018机动车掣动总成用涂塑钢丝绳GB/T 14451-2008操纵用钢丝绳GB/T 20119-2006平衡用扁钢丝绳GB/T 25833-2010公路护栏用镀锌钢丝绳YB/T 4747-2019 防扭绳用钢丝绳YB/T 4430-2014 渔业用包塑热镀锌钢丝绳YB/T 5295-2010 密封钢丝绳YB/T 4398-2014 压实钢丝绳YB/T 4575-2016 高处作业吊篮用钢丝绳YB/T 4251-2011 电梯门机用钢丝绳YB/T 4506-2016 旋挖钻机用钢丝绳YB/T 4683-2018 同步带用微细镀锌钢丝绳YB/T 5359-2010 压实股钢丝绳YB/T 5196-2005飞机操纵用钢丝绳YB/T 5197-2005航空用钢丝绳SN/T 3468.8-2013 钢材残损检验鉴定规程第8部分:钢丝绳SC/T 5017-2016 聚丙系裂膜夹钢丝绳SY/T 5170-2013 石油天然气工业用钢丝绳JT/T 987-2015 钢丝绳网片-聚合物砂浆加固工法用钢丝绳JIS G3525-88 钢丝绳DL/T 1079-2016 输电线路张力放线用防扭钢丝绳T/CCMA 0086-2020 塔式起重机起升钢丝绳QC/T 228.2-1997 摩托车和轻便摩托车操纵拉索钢丝绳二、钢丝、绳具及其他GB/T 5974.1-2006钢丝绳用普通套环GB/T 5974.2-2006钢丝绳用重型套环CB/T33-1999索具套环GB/T 30587-2014 钢丝绳吊索环索GB/T 16271-2009 钢丝绳吊索插编索扣GB/T3818-2013索具螺施扣GB/T 5973-2006钢丝绳用楔形接头GB/T 6946-2008钢丝绳铝合金压制接头GB/T 5975-2006钢丝绳用压板GB/T 5976-2006钢丝绳夹GB/T 15030-2009 剑麻钢丝绳芯GB/T30589-2014钢丝绳绳端套管压制索具GB/T30588-2014钢丝绳绳端合金熔铸套接YB/T 4615-2017 钢丝绳绳端树脂套接YB/T 4470-2015 不锈钢丝绳用钢丝YB/T 4643-2018 制绳用异形钢丝YB/T 5343-2015 制绳用圆钢丝YB/T 5198-2015 电梯钢丝绳用钢丝YB/T 4452-2015 钢丝绳纤维芯YB/T 4613-2017钢丝绳用油脂NB/SH/T 0387-2014 钢丝绳用润滑脂NB/SH/T 6019-2020摩擦式提升机钢丝绳润滑脂和维护油NY/T 1523-2007 钢丝绳芯用剑麻纱NY/T 1523-2007钢丝绳芯用剑麻纱JG/T 5091-1997钢丝绳柱形压制接头JB/T 8112-1999 一般起重机用锻造卸扣 D 形卸扣和弓形卸扣SH0387-1992钢丝绳表面脂SH0388-1992钢丝绳麻芯脂三、使用、保养、报废GB/T 29086-2012 钢丝绳安全使用和维护GB/T 34529-2017 起重机和葫芦钢丝绳、卷筒和滑轮的选择GB/T 5972-2016 起重机钢丝绳保养、维护、检验和报废GB/T 24811.1-2009 起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009 起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 24811.1-2009起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 37452-2019 海洋平台起重机钢丝绳选型方法GB/T 9075-2008 索道用钢丝绳检验和报废规范SY/T 6666-2017 石油天然气工业用钢丝绳的选用和维护的推荐作法QJ 2575-1993 起吊用钢丝绳选用、试验和报废规范LY 1132-1993 林用架空索道钢丝绳的选择、检验与报废四、技术条件、检验GB/T 21965-2020 钢丝绳验收及缺陷术语GB/T 38814-2020 钢丝绳索具疲劳试验方法GB/T 20118-2017 钢丝绳通用技术条件GB/T 38803-2020 钢丝绳失效分析规范GB/T 31979-2015 钢丝绳旋转性能测定方法GB/T 8358-2014 钢丝绳实际破断拉力测定方法GB/T 24191-2009 钢丝绳实际弹性模量测定方法GB/T 12347-2008钢丝绳弯曲疲劳试验方法GB/T 21837-2008铁磁性钢丝绳电磁检测方法GB/T 16762-2009 一般用途钢丝绳吊索特性和技术条件YB/T 4288-2012 电梯用钢丝绳弯曲疲劳试验方法YB/T 4507-2017 钢丝绳索具拉力试验方法YB/T 4182-2008 钢丝绳含油率测定方法MT/T 716-2019 煤矿重要用途钢丝绳验收技术条件MT/T 717-2019 煤矿重要用途在用钢丝绳性能测定方法及判定规则MT/T 970-2005钢丝绳(缆)在线无损定量检测方法和判定规则SN/T 0611-2014 出口钢丝绳检验规程SN/T 3468.8-2013钢材残损检验鉴定规程第8部分:钢丝绳DB52/T 585-2009电梯曳引钢丝绳张力检测方法DB32/T 2887-2016 曳引电梯钢丝绳电磁检测方法DB32/T 2332-2013 重复使用的悬索桥猫道承重索钢丝绳检验和报废规程AQ2026-2010金属非金属矿山提升钢丝绳检验规范LD 87.7-1996矿山提升系统安全技术检验规程第七部分:钢丝绳和连接装置的检验五、其他GB/T 8706-2017 钢丝绳术语、标记和分类GB/T 2104-2008钢丝绳包装、标志及质量证明书的一般规定GB/T 3811-2008起重机设计规范。
82种现行钢丝绳国家标准及润滑脂与补充润滑剂

钢丝绳有哪些品种与规格82种现行钢丝绳国家标准及润滑脂与补充润滑剂崔影高级工程师18崔影.钢丝绳失效机理分析及改进举措[J].港口装卸,2012(04):1-4.17崔影.胡美燕.电梯钢丝绳国标GB8903-2005相关内容讨论[A].2012纪念《金属制品》创刊40周年暨2012金属制品行业技术信息交流会16崔影,曹志广,韩丹,杨冕君.碳素钢丝铅淬火抗拉强度影响因素分析[J].金属制品,2011,37(01):57-60.15崔影,刘艳,刘震,杨冕君.电梯曳引钢丝绳强度级别讨论[J].金属制品,2010,36(06):70-72+76.14刘震,崔影,韩丹.钢丝绳用剑麻绳芯结构设计与质量控制[J].金属制品,2010,36(05):22-25.13崔影,刘艳,刘震.冷拉碳素制绳钢丝强度散差影响因素[A].2010金属制品信息网第22届年会12崔影,刘震,刘艳,田绍强.钢丝绳捻制损失产生原因分析[J].金属制品,2010,36(04):14-17.11崔影,刘艳,刘震.钢丝绳用复合材料绳芯[J].金属制品,2009,35(04):52-54+57. 10崔影.电梯钢丝绳生产及对耐疲劳性能的影响[J].金属制品,2009,35(02):15-17.9崔影.刘艳.刘震.直升式热镀锌钢丝表面质量缺陷原因分析[A].2009金属制品行业技术交流会8崔影.对直进式拉丝机改进的建议[J].金属制品,2008(03):30-31.7崔影.钢丝绳制造企业“节能减排”工作的开展与实施[A].2008金属制品行业技术交流会6崔影.钢丝拉拔中缩径跑号原因分析[J].金属制品,2007(05):8-9.5崔影.降低钢丝热镀锌生产成本的有效途径[J].金属制品,2007(03):20-22. 4崔影,杨玉洁.钢丝热镀锌成本核算方法[J].金属制品,2007(02):55-56.3崔影.钢丝热镀锌炭渣擦拭原理分析[J].金属制品,2006(05):27-28.2崔影.影响直升式热镀锌钢丝上锌量波动的因素[J].金属制品,2005(03):15. 1崔影.定尺生产热镀锌钢丝[J].天津冶金,1999(02):40-42.。
钢丝绳断丝标准
钢丝绳断丝标准钢丝绳作为吊装、拉拔、牵引等场合中的主要工具,在使用中经常会出现断丝的情况。
而对于绳子的破损程度可能会影响绳子的安全使用,因此就要对断丝做出标准进行判定。
下面我们将从以下三个方面来讲解目前的钢丝绳断丝标准。
一、外观断丝标准外观断丝是指钢丝绳的外表面出现破损、露丝或明显的断裂。
现行标准(GB8918-2006)规定,如钢丝绳一般断丝(一钢丝或两根以下钢丝同时或陆续断折)应符合以下规定:1、单线直径小于0.25mm的钢丝绳,单根钢丝断丝数应小于8根;2、单线直径大于或等于0.25mm但小于0.5mm的钢丝绳,单根钢丝断丝数应小于4根;3、单线直径大于或等于0.5mm的钢丝绳,单根钢丝断丝数应小于2根;同时标准还规定如果单根钢丝直径超过0.6mm,断丝数应小于1根。
该标准适用于6×19、6×25、6×29、6×36型的钢丝绳。
二、内部断丝标准内部断丝是指,钢丝绳的内部钢丝出现损坏,而在外表面看起来平整完好。
标准(GB/T12382-2006)对于内部断丝做出了如下规定:1、钢丝绳1米长度内断丝数目只准存在单根钢丝上,不得存在相距不足10倍单根钢丝直径的两钢丝之间;2、单束或钢丝绳中间芯上连续断丝数不允许超过3根。
在芯外层及相邻绳编钢丝来回穿杂处相距不得小于2个節距。
三、其他因素钢丝绳的断丝还可能受到其他因素的影响,如绳子的受力情况、使用条件等等。
因此,GB/T8918-2006还规定了下列情况为合格:1、钢丝绳刚编绳及-绞绳:一级断股(含)以下不得有需特殊防护的断股数。
合计断股面积不得超过绳面积的5%。
2、柔软钢丝绳:完好率≥90%。
3、铅丝芯钢丝绳:一级断股(含)以下不得有需特殊防护的断股数。
最后,对于购买钢丝绳或者使用钢丝绳发现断丝,需要及时与供应商或者相关部门联系,并切勿盲目使用。
同时,如有其他问题或者不同意见,建议咨询专业人士。
综上所述,上述标准适用于各类钢丝绳的断丝判断,在未来的使用中,我们也需要严格遵守这一系列标准和规定,以确保钢丝绳的安全、稳定、可靠使用。
钢丝绳重要用途标准
钢丝绳重要用途标准:
1.电梯钢丝绳:主要用于高层建筑中载人载物的电梯设备中,要求结构紧密、柔软、伸长及负荷伸
长小,安全系数大,疲劳性能好。
重要用途钢丝绳按照《重要用途钢丝绳》(GB8918)标准制造,钢丝公称抗拉强度分为1570N/m2、1670N/mm2、1770N/mm2、1870N/mm2和1960N/mm2五个等级。
2.矿井提升钢丝绳:是矿井中载人载物料矿石的受力部件,要求抗疲劳、耐腐蚀、耐磨损、伸长小、
寿命高、运行安全可靠。
此外还要求不旋转、不松散、与绳轮槽接触面大等特点。
3.航空钢丝绳:用作飞机上的航索和操作索,由于规格较细,且要承受大气介质的侵蚀作用,所以
要求有较高的抗疲劳性能和耐腐蚀性能。
4.密封钢丝绳和面接触钢丝绳:具有较大的安全系数,耐磨,钢丝绳表面光滑,弯曲刚度较大,耐
大气介质腐蚀,不松散等特点。
钢丝绳标准

GB/T 16762—1997一般用途钢丝绳吊索特性和技术条件国家技术监督局1997—03—17批准1997—09—01实施前言本标准等效采用国际标准ISO 7531:1987《一般用途钢丝绳吊索——特性和技术条件》。
钢丝绳吊索一特性和技术条件是钢丝绳吊索的主要标准。
其内容包括单根吊索结构类型、多根组装吊索类型及其技术条件。
本标准主要以GB/T 8918—1996《钢丝绳》标准为依据,是GB 6946—93《钢丝绳铝合金压制接头》及GB/T 16271—1996《钢丝绳吊索——插编索扣》的配套标准。
本标准结合我国实际水平和应用的需要,在工作极限负荷(WLL)公式中接头形式效能系数K取值、与钢丝公称抗拉强度级别上与ISO 7531略有不同,其他主要技术内容相同。
本标准由冶金工业部提出。
本标准由全国钢标准化技术委员会归口。
本标准由盐城世海索具有限公司建湖县钢丝绳厂、冶金工业部信息标准研究院负责起草。
本标准主要起草人:成尔贵、程素芹、李汶吉、姜清梅、封文华。
ISO前言ISO(国际标准化组织)是各国标准机构(ISO成员团体)的世界性联合组织。
国际标准的制订工作通过ISO技术委员会正规地进行。
对某课题感兴趣的每个成员团体均有权参加为该课题建立的技术委员会。
与ISO协作的国际组织、政府和非政府机构也可参加工作。
ISO在所有电工标准化方面与国际电工委员会(IEC)密切合作。
由技术委员会采用的国际标准草案经成员团体传阅赞成后,由ISO委员会采纳为国际标准。
按照ISO的程序,草案至少需要75%的成员团体投赞成票方能通过。
国际标准ISO 7531 由ISO TC 105钢丝绳技术委员会制订。
使用者应注意,除非另有声明,所有屡次修订的国际标准和其所参考的任何其他国际标准均指最新版本。
1 范围本标准规定了一般用途钢丝绳吊索术语、单根吊索、多根组装吊索、检验规则、标志及质量证明书等技术条件。
本标准适用于单根吊索和用同一公称长度的单根吊索构成的多根组装吊索。
钢丝绳标准

钢丝绳标准
钢丝绳的标准通常根据其用途和特性来制定。
以下是一些常见的钢
丝绳标准:
1. GB/T 20118-2014《钢丝绳》:中国国家标准,规定了钢丝绳的一般要求、构造、技术要求、试验方法和标志。
2. ISO 2408:2017《钢丝绳》:国际标准化组织制定的标准,规定
了钢丝绳的分类、名称、构造、公称直径、技术要求、试验方法和
标识等。
3. ASTM A1023/A1023M-19《钢丝绳、镀锌钢丝绳和钢绳镀层》:美国材料和试验协会制定的标准,适用于钢丝绳、镀锌钢丝绳和钢
丝绳镀层的特殊技术要求。
4. BS EN 12385-4:2002《钢丝绳》:欧洲标准,规定了钢丝绳的
一般要求、构造和技术要求。
该标准还将钢丝绳分为不同等级,根
据其应用场景和使用条件的不同。
5. AS 3569-2002《钢丝绳供给:选择使用、维修和放弃使用》:
澳大利亚标准,用于指导钢丝绳的选择、使用、维护和报废等方面
的要求。
需要注意的是,具体使用哪个标准,取决于钢丝绳的使用地区和应用领域,以及用户的具体要求。
钢丝绳的检查内容及标准
钢丝绳的检查内容及标准一、钢丝绳的检查内容及标准1、检查有无腐蚀:钢丝绳是由不锈钢丝或高碳钢卷制而成的,但是如果钢丝绳质量不好,如生产厂家用铁丝替代钢丝,则会生锈。
所以首先得要每日检查钢丝绳是否生锈,如若发现,不仅要停用,还要与生产部门、采购部门汇报。
2、检查磨损程度:钢丝绳在使用过程中,会被磨损,直径会变化,保养者要经常量各段的直径,特别是易磨损段的磨损情况,如果直径变大很多,超过5%则要上报并停用。
3、有无断丝、磨损现象:钢丝绳用久了,钢丝会断、磨丝的,如果严重断丝,则需赶紧停用。
判断是有标准的,一般为:外层钢丝磨损不超过其直径的40%;交捻钢丝绳长度6d范围内不超过2根,30d范围内不超过4根;顺捻钢丝绳长度6d内不超过1根。
30d内不超过2根。
具体以说明书或国标为准。
4、检查两端紧固情况:钢丝绳会与吊钩相连,在检查时一定要检查相连之处的紧固情况,同时检查吊钩的牢固性。
5、检查钢丝绳的形状:钢丝绳变形后,会产生扭结、压扁、绳股挤出、折弯等情况,若发现这些情况,要进一步检查,及时报废。
说明:钢丝绳报废后一定不能使用了。
6、检查钢丝绳表面的润滑油脂情况:钢丝绳的保养是要抹润滑油脂的,起到润滑、防腐蚀、抗磨性的作用,检查钢丝绳必须检查一下油脂情况,确保油脂存在,油脂上没有细屑等杂物。
二、检查钢丝绳的正确方法有几种1、检查方法钢丝绳检查工使用油标卡尺测量其直径,测量方法为钢丝绳两股外径,中间段应每100m为一个测点,前后1m分别再测量两个测点,记录最小直径,与新钢丝绳出厂测量直径对比,每月更换测量点,做到月固定,对比分析。
钢丝绳股中捻距的测量值与新钢丝绳出厂测量的捻距进行对比,以判定松捻程度。
2、安全检查部件一般部位检查应注意检查钢丝绳运动和固定的始末端;应注意检查通过滑轮组或绕过滑轮组的绳段,特别是负载时绕过滑轮的钢丝绳之任何部位;应注意检查平衡滑轮的绳段;应注意检查与机械某部位可能引起磨损的绳段;应注意检查有锈蚀、腐蚀及疲劳部分的绳段。
钢丝绳标准
钢丝绳标准
钢丝绳的标准包括以下几个方面:
1.材质要求:钢丝绳应选用优质合金钢丝制造,具有较高的强度和耐腐蚀
性。
钢丝应符合相关的标准,如GB/T 20118-2006《非合角钢丝》、
GB/T 20125-2006《钢丝绳用钢丝》等。
2.结构要求:钢丝绳的结构包括绳芯和绳股。
绳芯由钢丝绳捻合而成,绳
股则由若干绳芯捻合而成。
结构需要稳定可靠,并且具有一定程度的压紧程度。
3.种类和用途:钢丝绳的分类方法较多,各国的分法不同,常见的有按钢
丝绳结构、捻向、表面、用途、强度等分类。
钢丝绳的用途广泛,不同的类型适用于不同的场合和用途。
4.强度要求:钢丝绳的强度级别通常按单丝的公称强度进行划分。
各国对
于强度的定级标准有所不同,例如我国把圆股和异型股钢丝绳分为
140、155、170、185、200(kg/mm2),而日本则把圆股钢丝绳分为135、150、165、180(kg/mm2)。
以上是钢丝绳标准的主要内容,具体的标准可能会因国家和地区、行业而有所不同。
GBT8918—1996钢丝绳

钢丝绳GB/T 8918—1996前言本标准采用GB 8918—88(优质钢丝绳)标准体系,补充进扁钢丝绳品种,在主要技术内容上非等效采用国际标准ISO 2408:85(一般用途钢丝绳特性),ISO 3154:88(矿井提升用钢丝绳交货技术条件)和ISO 3178:88(一般用途钢丝绳验收条件)。
本标准在GB 8918—88(优质钢丝绳)的基础上,将6×19(b)类和6×37(b)类钢丝绳直径范围适当扩大;验收方法修改为由供需双方协商选定的方法1(测定整绳破断拉力)和方法2(测定钢丝破断拉力总和);增加了仲裁试验。
GB 8918于1988年2月首次发布。
本标准从实施之日起,同时代替GB 1102—74、YB 829—79、GB 8918—88。
本标准的附录A是提示的附录。
本标准由中华人民共和国冶金工业部提出。
本标准由冶金工业部信息标准研究院归口。
本标准起草单位:鞍山钢铁公司、宁夏石嘴山钢铁厂、冶金工业部金属制品研究院、天津第二钢丝绳厂、冶金工业部信息标准研究院。
本标准主要起草人:赵荣瑶、刘耀文、赵忠海、孙丽、张德英、王玉标、封文华、王平。
1 范围本标准规定了钢丝绳的分类、尺寸、重量、技术要求、试验方法、检验规则、包装标志及质量证明书。
本标准适用于机械、冶金、建筑、船泊、海洋工程、渔业、林业、矿业、钻井、索道及缆车等用途使用的各种圆股钢丝绳、异型股钢丝绳,以及矿井用作平衡的扁钢丝绳。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 2104—88 钢丝绳包装、标志及质量证明书的一般规定GB 8358—87 钢丝绳破断拉伸试验方法GB 8707—88 钢丝绳标记代号GB/T 8919—1996 制绳用钢丝3 分类3.1 钢丝绳按其绳和股的断面、股数和股外层钢丝的数目分类,见表1。
钢丝绳标准
1 直径减小
直径磨损不得超过百分之四十,或钢丝绳直径减小7%。
钢丝绳在一个节距以内断丝不得超过7-8根。
2 表面腐蚀;
当整根钢丝绳表面腐蚀达到肉眼显而易见时,钢丝绳就不能使用。
3 结构破坏;
钢丝绳整股破断应报废。
4变形
钢丝绳变形,从外观上看可分为以下几种:波浪形,笼形畸变,绳股挤出,钢丝挤出,绳径局部增大,扭结,局部被压扁,弯折。
5绳芯损坏
由于绳芯损坏引起绳径显著减小、绳芯外露、绳芯挤出。
6绳端部断丝
当绳端或其附近出现断丝(即使数量少),如果绳长允许,应将断丝部位切去,重新安装。
7断丝的局部聚集程度
如果断丝聚集在小于一个节距的绳长内,或集中在任一绳股里,
8整股断裂
钢丝绳某一绳股整股断裂,应予报废。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.8.3 插接 twisting
2 股 strands
由一定形状和大小的多根钢丝,拧成一层或多层螺旋状而形成的结构;是构成钢丝绳的基本元件。
2.1 股的形状 shape of strands
2.1.1 圆股 round strand
1.6.2 填充钢丝 filler wires
在某些结构的钢丝绳中,用较细的钢丝填充股中的间隙,起到支撑钢丝层的作用。填充钢丝可以算或者不算承载钢丝。
1.6.3 缝合钢丝 stitching wires
单根钢丝或股,用作扁钢丝绳的缝线。
1.6.4 封扎钢丝 seizing wires
a. 热镀层:将钢丝浸到熔融的锌液中形成的镀层;
b. 电镀层:镀层金属(锌)离子通过电化学作用沉积在钢丝表面上形成的镀层。
1.4.2.2 镀铝层 aluminium coated
1.4.2.3 镀铜层 copper coated
1.4.2.4 镀镉层 cadmium coated
采用降低捻制应力的方法(如预变形和后变形)制造的钢丝绳,这种钢丝绳具有较低的内应力,从而呈现不松散性。
3.1.2 钢丝绳的不旋转性 ropes with low torsional stresses
在钢丝绳中,钢丝和各层的股是以最小扭矩或最小旋转程度的方式排列,例如在多层、相同结构的股构成多股钢丝绳以及围绕着一个独立的钢丝绳芯捻制的单层股钢丝绳中,钢丝和各层的股的捻制方向相反时,这种钢丝绳具有较低的扭转应力,从而呈现不旋转性或微旋转性。
8.3.6 起重用钢丝绳 steel wire ropes for cranes
8.3.7 预应力混凝土用钢绞线 steel wire strands for prestressed concrete
8.3.8 渔业用钢丝绳 steel wire ropes for fishing purpose
4 芯cores
4.1 天然纤维芯 natural fibre core
4.1.1 硬纤维 hard fibre
质地较硬的天然纤维如剑麻、蕉麻等。
4.1.2 软纤维 soft fibre
质地较软的天然纤维如棉、黄麻等。
4.2 合成纤维 synthetic fibre
1.5.3 中间层钢丝 wire of intermediate layers
除中心钢丝和外层钢丝以外的其余各层钢丝。
1.6 钢丝的作用 function of wires
1.6.1 承载钢丝 load-bearing wires
钢丝绳中起承受破断拉力作用的钢丝。
即公称抗拉强度,用相应抗拉强度范围的最小值来表示。
1.7.2 镀层质量 quality of coating
由镀层的重量、均匀性和附着牢固程度决定的性能。
1.8 钢丝接头方法 method of joining wires
1.8.1 对焊 electric butt welding
1.3.2 合金钢 alloy steel
1.4 表面状态 condition of surface
1.4.1 光面——无镀层 without coating
1.4.2 镀(涂)层 protective coating
1.4.2.1 镀锌层 zinc galvanized
3.2 捻制特性 characteristics of spinning
3.2.1 层数 layers
3.2.2 股的捻制类型 type of stranding
3.2.2.1 点接触(非平行捻) cross lay rope或non-parallel
股中相邻两层钢丝具有近似相等的捻角,而捻距不同。因此相邻两层钢丝之间呈点接触状态。
8.3.9 矿井提升用钢丝绳 steel wire ropes for mine hoisting purposes
8.3.10 轮胎用钢帘线 tyre cords
用单根钢丝或股缠绕在股束或钢丝绳束上,形成紧密的螺旋包覆层,使股束或绳束保持原状。
1.7 钢丝的分级性能 characteristics of wire by which it is classified
主要指抗拉强度和镀层质量。
1.7.1 抗拉强度级 tensile strength grade
第一篇 钢丝绳及其构件的制造
1 钢丝 wires
由碳素钢或合金钢通过冷拉或冷轧而成的圆形(或异形)丝材;它是构成股的基本单元。
1.1 制造方法 method of manufacture
1.1.1 冷拉 cold drawing
a. 干拉:拉拔钢丝时,采用固态(或胶状)润滑剂;
8 圆钢丝绳 round steel wire ropes
8.1 按结构分类
8.1.1 单捻(股)钢丝绳 spiral strands
8.1.1.1 普通单股钢丝绳 single-strand ropes
由一层或多层圆钢丝螺旋状缠绕在一根芯丝上捻制而成的钢丝绳。
3.2.2.2 线接触(平行捻) equal lay rope
股中的所有钢丝具有相同的捻距,所有钢丝相互之间呈线接触状态。
3.2.3 捻制 spinning
钢丝捻成股和股捻成绳的工艺过程。
3.2.3.1 捻角 angle
捻制时钢丝(或股)中心线与股(或绳)中心线的夹角。
8.2.1 细直径钢丝绳 thin diameter steel wire ropes
直径小于8.0mm的钢丝绳。
8.2.2 粗直径钢丝绳 large diameter steel wire ropes
直径大于60mm的钢丝绳。
8.2.3 普通直径钢丝绳 general diameter steel wire ropes
直径大于或等于8 mm到小于或等于60mm的钢丝绳。
8.3 按用途分类
8.3.1 一般用途钢丝绳(含钢绞线) steel wire ropes for general purposes
除特殊用途钢丝绳外,用于一般用途如机械、运输等的钢丝绳。
8.3.2 电梯用钢丝绳 steel wire ropes for lifts
a. 钢丝捻角:股中钢丝的捻角;
b. 股捻角:绳中股的捻角。
3.2.3.2 钢丝绳或股的捻向 direction of lay of rope or strand
a. 右向捻(或z):股在绳中(或丝在股中)捻制的螺旋线方向是自左、向上、向右为右向捻;
b. 左向捻(或s),股在绳中(或丝在股中)捻制的螺旋线方向是自右、向上、向左为左向捻。
由矿物、植物、动物或合成物制成的液态(油)、油脂、固态或复合的润滑剂。这些润滑剂主要等。
7 钢丝绳的包覆 covering of rope
7.1 塑料 plastics
7.2 橡胶 rubber
第二篇 钢丝绳的类型
由聚合物(合成高分子化合物)制成的纤维如聚乙烯、聚丙烯等。
4.3 金属芯 metal core
一般股的金属芯为单根钢丝;绳的金属芯为钢丝股或独立绳芯。
5 填充料 inserts
隔开同一层(或相邻的钢丝、股)的材料。
6 润滑剂 lubricants
8.3.3 航空用钢丝绳 steel wire ropes for aerospace controls
8.3.4 钻深井设备用钢丝绳 steel wire ropes for deep drilling equipment
8.3.5 架空索道及缆车用钢丝绳 steel wire ropes for aerial ropeways and funiculars
横截面近似圆形的股。
2.1.2 三角股 triangular strand
横截面近似三角形的股。
2.1.3 椭圆股 oval strand
横截面近似椭圆形的股。
2.1.4 扁股 ribbon strand
横截面近似矩形或平形四边形的股。
1.5 钢丝的位置 position of wires
1.5.1 中心钢丝 core wire or king wire
股或单股绳中处于中心位置且被包捻的单根钢丝。
1.5.2 外层钢丝 wire of the outer layer
股或单股绳中处于最外层的钢丝。
8.1.2 双捻(多股)钢丝绳 stranded ropes
由一层或多层股绕着一根绳芯呈螺旋状捻制而成的单层多股或多层股钢丝绳。
8.1.3 三捻钢丝绳(钢缆) cable-laid ropes
多根多股钢丝绳围绕一根纤维芯或钢绳芯捻制而成的钢丝绳。
8.2 按直径分类
3.2.3.3 捻法 type of lay
a. 交互捻:丝在股中的捻向与股在绳中的捻向相反;
b. 同向捻:丝在股中的捻向与股在绳中的捻向相同。
3.2.3.4 捻距 lay pitch
钢丝围绕股芯或股围绕绳芯旋转一周(3600)相应两点间的距离称为股或绳的捻距。
1.4.2.5 塑料涂层 plastic coated
1.4.2.6 其他镀(涂)层 other coatings
1.4.3 镀层方法 method of coating
a. 先拉后镀:钢丝拉到成品尺寸后进行镀制;
b. 先镀后拉:对半成品钢丝进行镀制,然后再拉到成品尺寸。
3 钢丝绳 ropes
由一定数量,一层或多层的股绕成螺旋状而形成的结构。在某些情况下,单股即为绳。