冲孔加翻边一体具设计
滑板式拉深、冲孔、翻边复合模具设计
滑板式拉深、冲孔、翻边复合模具设计毕业设计(论文)题目滑板式拉深、冲孔、翻边复合模具设计姓名熊锐学号1110100625所在学院机械工程学院专业班级11级模具1班指导教师易国锋程朝文(企业)日期2015年6 月10日毕业设计(论文)任务书院(系)机械工程学院模具技术研究所指导教师易国锋/程朝文(企业)职称讲师学生姓名熊锐专业(班模具设计学号1110100625级)与制造(1班)设计题目滑板式拉深、冲孔、翻边复合模具设计课题来源武汉迈鑫汽车模具有限责任公司设计内容、目标和要求内容:零件是来源于企业的实际题目,在整个毕业设计过程中,需要结合工程设计生产,考虑实际生产的需要进行设计。
滑板式拉深、冲孔、翻边复合模具设计模具设计,需要综合考虑送料运动和设备之间的衔接.废料的排除、产品的排除都是需要综合考虑。
也是该课题的重点和难点。
1、查阅相关汽车用高强度板,模具设计方面的资料。
2、翻译一篇关于注射模具的外文文献资料(3000个以上英文字符);3、了解成型加工工艺过程及对模具的工艺要求;4、有详细的装配图和零件图。
5、完成零件加工工艺的制定。
6、参加答辩。
目标和要求:1、要求翻译准确、通顺;2、模拟方案的制定科学合理,模拟结果具有一定的实际指导意义3、说明书书写工整、条理清晰,有中英文摘要,其中应有加工方法,并不得少于40页;4、说明书的装订顺序严格按照学校的规定。
导教师签名:______年______月______日基层教学单位院(系)审核审核此表由指导教师填写院系审核1毕业设计(论文)学生开题报告课题名称滑板式拉深、冲孔、翻边复合模具设计课题来源企业课题类型AY指导教师易国锋/程朝文(企业)学生姓名熊锐学号1110100625专业班级11级模具1班一、选题背景与意义1、意义制造业在2007年的迅速发展,尤其是汽车和电子电路产品的尊素增长,为模具工业的发展营造了良好的市场环境。
在中国,人们已经越来越认识到模具在制造中的重要基础地位,认识到模具水平的高低,已经成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品开发的能力。
拉深、翻边、切边和冲底孔复合模具设计

Co mp o s i t e Di e De s i g n o f De e p Dr a wi ng Fl a n g i ng Tr i mmi ng a n d Pu n c h i ng Bo t t o m Ho l e
某 产 品的 1个 盒形 零 件 结 构 简 图如 图 1所 示 , 材料 为 0 8 F钢 板 , 厚度为 1 . 2 mm。图 1中未 标 注 的尺 寸公 差 等级 为 I T1 2 级, 生 产批 量 为 5 万件 。
LI S u l i , J I A Ba o q i n
( Sha a nx i i ns t i t ut e of t e c hn ol o gy, Xi ’ a n 71 0 30 2,Chi na ) Ab s t r a c t:A c c or di ng t o t he s t r uc t u r e f e a t ur e s a n d t e c hni c a l r e q ui r e me n t s of pa r t s, f o c us i n g on how t o r e d uc e t h e pr o d uc t i on c os t ,i m pr ov e wor k e f f i c i e nc y a n d s i mp l i f y t he mo ul d s t r u c t ur e ,t hr o ug h a va r i e t y o f p r o c e s s s c h e me c om p a r i s o n,f i — n al l y, l i ne a r c u t t i n g s h e a r ma t e r i a l t o l o c a t e p l a t e l o c a t i on d e e p dr a wi ng,f l a ng i n g, t r i mmi ng, pun c hi ng b ot t o m ho l e we r e s y nt he t i c a l l y us e d a s pu nc h i n g pr oc e s s s c h e m e,a l l pr oc e s s e s we r e c a l c u l a t e d,a n d d e t a i l e d de s i g n o f a p a i r of d e e p dr a wi ng, f l a n gi ng,t r i mmi ng,pu nc hi ng bot t o m ho l e c om po s i t e di e s t r u c t u r e we r e d i d, a nd t h e p r o c e s s s c he me a nd t he d i e s t r uc t ur e we r e i l l u s t r a t e d, whi c h o bv i o us l y i m pr ov e d t he box pa r t s pr od uc t i on e f f i c i e nc y a nd p r odu c t s q ua l i t y . Ke y wo r d s:dr a wi ng,f l a n gi ng,t r i mmi ng,i mp a c t bo t t om h ol e s, moul d d e s i gn
落料冲孔翻边复合模具设计

鸡西大学理工系模具设计与制造毕业设计姓名:郭洪岩学号:03030601040 导师姓名:宫在军职称:专业班级:模具设计与制造题目:落料冲孔翻边复合模具设计毕业设计(论文)任务书设计(论文)题目:落料、冲孔、翻边复合模设计系:理工系专业:模具设计与制造班级: 06级1班学号: 03030601040 学生:郭洪岩指导教师:宫在军接受任务时间教研室主任(签名)系主任(签名)一.毕业设计(论文)的主要内容及基本要求内容:落料、冲孔、翻边复合模设计;产品工件图见附图;生产批量:大批量要求:要求有摘要、目录、设计任务书、产品图及设计说明书。
1.工件工艺性分析(1)根据工件图,分析其形状、尺寸、精度、断面质量、装配关系等要求。
(2)根据生产批量,决定模具的结构形式、选用材料。
(3)分析工件所用材料是否符合冲压工艺要求。
2.确定合理的工艺方案:应有两个以上的工艺方案比较分析。
(1)根据工艺分析,确定基本的工序性质。
如:落料—拉深(2)根据工艺计算,确定工序数目。
(3)根据生产批量和条件(材料、设备、工件精度)确定工序组合。
如:复合冲压工序或连续冲压工序。
3.工艺计算(1)计算毛坯尺寸,合理排样,绘排样图,计算材料利用率。
(2)计算冲压力,如:冲裁力、弯曲力、拉伸力、卸料力、推件力、压边力等以便确定压力机。
(3)计算压力中心,防止模具受偏心负荷,受损。
(4)计算并确定模具主要零件(凸模、凹模、凸模固定板、垫板等)外形尺寸及弹性元件的自由高度。
(5)确定凸、凹模间隙,计算凸、凹模工作部分的尺寸。
4.模具总体结构设计(1)进行模具结构设计,确定结构件形式和标准。
(2)绘制模具总体结构草图,初步计算并确定模具闭合高度,慨算模具外形尺寸。
5.选择冲压设备根据工厂现有设备及要完成的冲压工序性质、冲压加工所需的变形力、变形功和模具的闭合高度、轮廓尺寸等因素,选用压力机的型号、规格。
6.模具图样设计(1)绘制模具总图主视图:常取模具的工作位置,采用剖面画法。
板孔翻边冲压工艺分析及模具设计

!" 结语
模具试制完成后,经过试模验证,冲压的工件完全 满足图样的设计要求,该模具可一次完成工件制作,提 高了生产效率,降低了材料消耗,满足了产品质量 要 求。
( 收稿日期:"++)+-%# )
""""""""""""""""""""""""""""""""""""""""""""
《 金属加工( 热加工) 》 #$$% 年第 #$ 期要目
!" 工艺分析及方案确定
把焊接件改为冲压件,目的是为了提 高生产率,降低成本,提高产品质量。我 们进行认真分析,制定了对该工件的设计 原则。!零件改进后不能降低原图样设计 要求。" 工 件 孔 翻 边 后 应 达 到 设 计 的 高 度。#工件应具有良好的工艺性,工件孔 周边不得有起皱现象。 通过对其冲压工艺性的分析,我们认 为主要工艺难点在于孔翻边高度较高,周 边材料较多,如果采用大型模具,将整个工件覆盖在模 具内,就会大大增加模具成本。如果模具只覆盖成形部 分,模具减小可以大大降低成本,但由于工件周边处于 不控制状态,极易造成翻边孔周边起皱。另外,在成形 过程中,材料变形复杂,翻孔过程中,周边材料补充困
#" 翻边工艺计算
根据工件的尺寸计算翻边前毛坯孔径 )。翻边时, 主要变形是切向拉深,厚度变薄,径向变形不大,因此 孔径 ) 可近似地按弯曲件展开长度计算,具体步骤如下 ) , ! - $ ( * - ’. /% + - ’. 0$ ,)
毕业设计防尘盖落料、拉伸、冲孔、翻边复合模设计
摘要冲压技术包括工艺设计和模具设计两个方面。
它既是冲压生产技术准备工作的基础,又是组织正式生产的依据。
冲压设计工作在冲压生产中占有及其重要的地位。
随着科学的不断进步和工业生产的迅速发展,冲压加工作为现代化工业领域内重要的生产手段之一,更加体现出特有的优越性。
本次设计是针对防尘盖的落料、冲孔、拉深、翻边的模具设计。
设计中广泛应用AutoCAD对其结构进行设计。
本次设计先对工件进行工艺分析确定方案,再进行复合模的设计,即为落料、冲孔、拉深、翻边复合模的设计。
设计集中考虑了模具的加工、装配量产以及冲压件的生产效率等因素并对其进行了详细的设计计算,以保证冲压加工的精度。
关键词:落料;冲孔;拉深;翻边;冲压技术AbstractThe stamping technique includes two aspects, technical design and die design. It is not the basis of technical prepare for stamping process, but the principle of organizing formal production. With the consistent progress of scientific technology and the rapid development of industry production, stamping expresses it’s special superiority better as one of the important producing methods in modern industry field.The design is for the blanking Fang Chengai, punching, drawing, the die design flanging. In design progress, AutoCAD is applied in design and analysis of the structure. This design carries on the process study definite plan first to the work piece,Carries on the superposable die again the design ,which is charged material, punching, drawing, flanging compound die design. The design is focus on considering the fellow factors such as die processing, assembling yielding as well as production efficiency of design and calculation in order to guarantee the accuracy of stamping.Key words: blanking; punching; Drawing; Flange; Stamping technology目录摘要 0Abstract 0目录 (1)第1章序言 (3)1.1课题研究的目的及意义 (3)1.2国内外研究状况 (3)国内模具发展概况 (3)国外模具发展概况 (4)1.3 CAD软件介绍 (5)1.4课题的主要研究内容 (5)第2章冲压工艺设计和冲压力的计算 (7)2.1冲压件(防尘盖)简介 (7)2.2确定冲压工艺方案 (8)2.3工件的毛坯尺寸计算 (9)2.4确定其搭边值 (10)2.5确定排样图 (10)利用率的计算 (10)确定其排样图 (11)2.6计算各工序冲压力 (11)2.7本章小结 (13)第3章落料、冲孔、拉深、翻边复合模的设计 (14)3.1模具零件刃口尺寸计算 (14)尺寸计算原则 (14)模具间隙的选择 (15)尺寸分类 (15)凸、凹模尺寸计算 (16)3.2冲模工作零件的设计与计算 (17)凸模的计算和校核 (17)凹模的计算和校核 (20)凸凹模的计算和校核 (21)3.3本章小结 (21)第4章模具结构零件设计 (22)4.1确定模具的结构形式 (22)正、倒装结构的选择 (22)定位方式的选择 (22)卸料、出件方式的选择 (23)导向方式的选择 (23)4.2冲模零件的设计 (23)导向零件的设计 (23)卸料装置 (25)承料装置 (25)挡料和导正装置 (26)定位装置 (26)出件装置 (27)固定板 (28)垫板 (28)模柄 (28)螺钉的选择 (29)上下模板(模座) (29)4.3本章小结 (30)第5章设备的选择 (31)5.1模具的压力中心 (31)5.2模具闭合高度的确定 (32)5.3压力机的选取 (33)设备类型的选取 (33)设备规格的选择 (33)5.4本章小结 (34)第6章结论 (35)致谢 (36)参考文献 (37)第1章序言1.1课题研究的目的及意义通过对此课题的研究主要掌握机械工艺装备设计的一般方法及基本工序。
小钣金件冲孔翻边复合模设计

小钣金件冲孔翻边复合模设计摘要:钣金零件上的翻边孔通常首先使用冲底孔后翻边,然后使用两个冲压形模具。
此冲孔程序通常适用于大型板金零件。
对于小型和不规则钣金零件,从冲孔翻边创建复合模具是很有用的,因为定位精度差,输出数量少,并且零件很难获得。
关键词:小钣金件;冲孔;翻边;复合模具随着现代工业技术的迅猛发展,各种模具运用越来越普及,正在汽车、航天、消费电子、仪器和医疗设备等领域得到应用。
冷冲模占行业总产量约40%的模具,,其中模具安装在压机中,并在室温下对材料施加压力,以创建分离、造型或连接,从而得到具有特定形状、大小和特性的零件。
一、冲孔翻孔工序介绍冷冲压工艺有不同的分类方法,可根据不同的分类方法分为离和成形工艺,翻边是其中一个过程。
这是在模具影响下开发的方法。
它将孔的边或工件的外侧边推至垂直边。
但是,如果工件弯曲,则工件的变形仅限于弯曲曲线的圆形部分。
翻边时,工件的圆角部分和边缘必须参与变形。
两者都属于变形带,因此翻边时的变形比弯曲时复杂得多,从而使翻边过程更加有难度。
根据工件边的状态和应力以及各种变形状态,可将翻边分为外缘和内孔翻边,或分为伸长和压缩类。
内孔翻边是冲压过程。
在冲孔过程中,孔边上的直线材料会镜像到先前弯曲的工件上。
根据孔的形状,内孔翻边也可以分为圆孔和异型孔翻边。
二、冲孔翻孔复合模结构五金钣金件通常有一个内孔翻边过程,设计用于攻丝,并从制造零件之间的螺纹连接开始。
大多数常规翻孔方法是冲压一个非常小的预应力孔,然后翻孔两种程序的传统程序可分为三类。
方法1:单工序,如果单工序模具,则必须创建两组模具,冲压一个模具并翻孔以创建另一个模具冲压设备占用两套。
此冲压工艺需要大量人力、较长的交货时间、较低的加工精度、较高的生产成本、较长的生产周期和较低的生产率。
方式2:级进模成形。
这是通过在模具的两个位置形成来实现的,这些需要在两个模具之间进行相对精确的定位,以确保制造精度。
该方法与前者相比具有一定的优势:它提高了零件生产的准确性和效率。
薄板小孔冲孔翻边工艺分析及模具设计
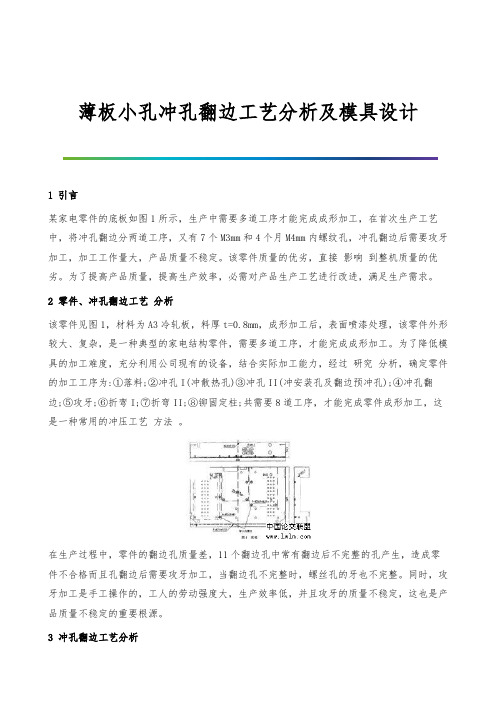
薄板小孔冲孔翻边工艺分析及模具设计1 引言某家电零件的底板如图1所示,生产中需要多道工序才能完成成形加工,在首次生产工艺中,将冲孔翻边分两道工序,又有7个M3mm和4个月M4mm内螺纹孔,冲孔翻边后需要攻牙加工,加工工作量大,产品质量不稳定。
该零件质量的优劣,直接影响到整机质量的优劣。
为了提高产品质量,提高生产效率,必需对产品生产工艺进行改进,满足生产需求。
2 零件、冲孔翻边工艺分析该零件见图1,材料为A3冷轧板,料厚t=0.8mm,成形加工后,表面喷漆处理,该零件外形较大、复杂,是一种典型的家电结构零件,需要多道工序,才能完成成形加工。
为了降低模具的加工难度,充分利用公司现有的设备,结合实际加工能力,经过研究分析,确定零件的加工工序为:①落料;②冲孔I(冲散热孔)③冲孔II(冲安装孔及翻边预冲孔);④冲孔翻边;⑤攻牙;⑥折弯I;⑦折弯II;⑧铆固定柱;共需要8道工序,才能完成零件成形加工,这是一种常用的冲压工艺方法。
在生产过程中,零件的翻边孔质量差,11个翻边孔中常有翻边后不完整的孔产生,造成零件不合格而且孔翻边后需要攻牙加工,当翻边孔不完整时,螺丝孔的牙也不完整。
同时,攻牙加工是手工操作的,工人的劳动强度大,生产效率低,并且攻牙的质量不稳定,这也是产品质量不稳定的重要根源。
3 冲孔翻边工艺分析当冲孔翻边分在两道工序时,冲孔翻边的预冲孔(小孔)冲完后,在下一道工序完成翻边,当翻边预冲孔与翻边凹模孔不同心时,翻边后该翻边孔就不完整由于该零件外形较大,又是薄板,落料后零件已有弯曲或扭曲,在翻边时,必然会出现翻边预冲孔与翻边凹模孔不同心的现象,造成翻边孔破孔。
经过研究分析后认为,将冲孔翻边在一道工序内完成,这样可以避免出现翻边孔破孔的现象,其工作过程是,凸模先冲预冲孔,凸模继续进给一小段,然后完成翻边。
它在液压机床上加工是最理想的,在冲床上也能完成冲孔翻边。
在冲床上,利用冲床的特性,在冲床滑块的上止点附近完成预冲孔,到冲床滑块的下止点完成翻边,压料是用弹簧来实现的,到滑块的下止点弹簧压力最大,冲床可承载的压力也最大。
模具圆筒件翻边、冲孔模设计
模具课程设计计算说明书题目:工字筒件中间工序的冲压模具设计年级专业:模具设计与制造08-04学生姓名:岳巧珍指导教师:陶福春2010 年09 月10日目录摘要 (3)绪论 (5)一、冲压工艺性分析 (7)二、冲压工艺方案的确定 (8)1.方案种类 (8)2.方案的比较 (8)3.方案的确定 (8)三、模具结构形式的确定 (9)四、设计工艺计算 (10)1.基本尺寸与计算 (10)2.冲裁压力的计算 (12)3.压力机公称压力的确定 (12)4.冲裁压力中心的确定 (13)5.工作零件刃口尺寸的计算 (15)五、模具总体结构设计 (19)六、主要零部件的设计 (20)1.工作零件的结构设计 (20)2.定位零件的设计 (22)3.卸料部件的设计 (23)4.导柱、导套位置的确定 (23)5.模架及其他零部件的设计 (24)七、模具总装图 (24)八、填写冲压工艺卡片 (27)九、填写模具零件加工工艺卡 (29)十一、结束语 (34)致谢 (35)主要参考文献 (36)摘要论文是由翻边设计、冲孔模设计组成,冲压模具主要是将板料分离或成形而得到制件的加工方法。
因为模具的生产主要是大批量的生产,而且模具可以保证冲压产品的尺寸精度和产品质量,模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。
在本次设计中的取暖器主机连接座中,不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。
其次设计中还要考虑到它的实际工作环境和必须完成的设计任务,两套模具的模架分别采用后置和中间形式,凹模采用整体凹模,这样可以采用线切割等数控设备来一次完成全部的工序加工,在设计中我要考虑到很多关于我所设计模具的知识,包括它的使用场合、外观要求等,从这里可以知道模具设计是一项很复杂的工作,所以在设计要不断的改进直到符合要求。
关键词:翻边冲孔工艺性AbstractPaper is designed by the flanging, punching mould design, sheet metal stamping is mainly will get separated or forming parts processing methods. Because the mold production mainly mass production, and mould can ensure the precision stamping products and product quality, the mold design and manufacture of the main consideration of mould design can meet the design, can processing manufaturability qualified parts, and then repair and storage whether reasonable, etc. In the design of the main building, connect heater to make the parts can satisfy the requirements, it also ensures that its service life.Second design to consider its actual working environment and must complete the task, two sets of mould design of formwork used respectively, and the form of dies.the using integral dies.the, so can using such equipment to a linear control all the process in the design, I will consider a lot about my knowledge of mould design, including the use of its appearance, etc, from here can know mold design is a very complicated work, so in the design to continuous improvement until meets the requirement.Keywords: flanging punching process绪论(1)课题来源及要求本次模具毕业设计的课题属于零件设计类,来源于生产实际问题,是一个圆孔类取暖器主机连接座,该零件需通过①落料--②拉伸--③落料冲孔--④平面翻边--⑤内孔翻边-- ⑥冲侧面孔六道工序完成。
自行车脚蹬内板翻边、冲孔、落料级进模设计
自行车脚蹬内板翻边、冲孔、落料级进模设计作者指导教师摘要:本设计为自行车脚蹬内板冲孔、翻边、落料级进模设计。
冲压模具的工作原理主要是根据零件的外形及工艺要求选用合适的凸模和凹模将板料分离或成形而得到所需制件。
因为模具主要用于工件的大批量生产,而且模具需要保证冲压产品的尺寸精度和产品质量,所以要考虑模具的设计能否满足工件的工艺性,能否加工出合格的零件,以及后来的维修和存放是否合理等。
本次设计中不仅要确保设计的模具做出的零件能满足工作要求、模具要有足够的使用寿命,还要考虑到它的实际工作环境和必须完成的设计任务。
根据一系列的分析、设计、查表、计算,最终确定模具的模架采用对角型模架,凸模凹模采用分别加工法,这样可以采用线切割等数控设备来一次完成全部的工序加工。
卸料方式采用弹性卸料,排样方式采用有废料斜排的方式以及采用级进冲压。
关键词:落料翻边冲孔级进模The bicycle pedal plate punching,flange,blanking Progressive diemould designAbstract:This is a bicycle pedal plate punching flange, blanking Progressive die mould design. The principle of punching mould is to choose the suitable mould to separate sheet metal to get parts needed according to the shape of the parts and technological requirements . Because the mould major to produce a lot of parts , and mould need to ensure the precision and quality of products, so the design and manufacture of the mould need to consider the mould design could meet with the technology of the design, can work out qualified parts, and maintenance and storage whether reasonable, etc. This design not only need to make sure that the parts can meet the job requirements, to make sure it have enough service life, to consider its actual work environment and design task must be completed. According to a series of analysis, designing, watch checking, calculation, and finally determined that the mode of the mould frame with diagonal type formwork, the punch concave die processing method was used respectively ,so can the linear incision and other numerical control equipment to a complete all of the process.Unloading way using elastic and discharging Layout means uses the waste inclined row of style and the stamping means uses level into stamping.目录第1章. 概述 (3)第2章. 工艺性分析和工艺方案的确定 (4)2.1零件图 (4)2.2零件的工艺性分析 (4)2.3模具材料的选用 (5)2.3.1冷冲模材料的选用要求 (5)2.3.2材料的选择原则 (5)2.4冲裁工艺方案的确定 (6)2.5排样 (6)2.5.1排样方法 (6)2.5.2搭边值与条料宽度的确定 (7)第3章. 设计计算 (10)3.1 翻边力的计算 (10)3.2冲裁力的计算 (11)3.3整形力的计算 (12)3.4卸料力的计算 (13)3.4冲模压力中心的确定 (13)3.5冲压设备的确定 (13)第4章. 结构设计 (15)4.1凹模凸模设计 (15)4.2定位方式的选择 (24)4.3卸料、出件方式的选择 (25)4.4 模架及零件 (26)4.5模柄 (27)4.6其余零部件的选择与尺寸的确定 (28)第5章. 总结 (31)致谢 (32)参考文献: (33)第1章. 概述此设计为自行车内板冲孔翻边落料级进模,此模具用于工件的小型大批量生产,因此对模具的寿命和精度要求都很高,设计的任务主要是模具类型的选择和工作部分的设计。
落料冲孔翻边复合模支撑垫板模具设计
总目录课程设计任务书 (2)支撑垫板零件图 (3)制件冲压工艺规程 (5)设计说明书 (6)装配图 (17)冲孔凸模零件图 (18)落料凹模零件图 (19)模具装配工艺规程 (20)模具使用说明书 (22)课程设计报告 (23)《冲压工艺与模具设计》课程设计任务书课程设计题目:根据制件的要求,设计加工该制件的冲压模具和冲压工艺。
课程设计时间:2周模具设计方式:以小组为单位,组长负责,分工合作,共同完成。
课程设计小组的任务:1.编写模具设计说明书,暨编制工件的冲压工艺规程。
2.绘制模具总图(装配图)暨编制装配工艺规程、模具使用说明书。
3.绘制模具的全套零件图暨编制零件的加工工艺规程。
课程设计成果提交内容:1. 模具设计计算说明书;【每个人必须提交】2. 制件的冲压工艺规程;【每个人必须提交】3. 模具设计装配图;【每个人必须提交】4. 模具设计零件图;【每个人必须提交自己承担的零件】5. 模具零件的加工工艺规程;【每个人提交与自己承担的零件对应的工艺】6. 模具的装配工艺规程卡;【根据小组分工确定】7. 模具使用说明书;【根据小组分工确定】8.课程设计报告(总结)。
【每个人必须提交】课程设计结束时提交以上内容的电子版和纸质材料。
注意:1.纸质材料按照顺序装订成册附上课程设计的封面和目录提交。
2.文档文件要求语言简练,文字通顺,图例清晰。
采用A4纸打印,大标题采用黑体3号字,小标题采用黑体4号字,内容采用宋体小4号字。
附1:《冲压工艺与模具设计》课程设计封面模板附:2:冲压制件零件图支撑垫板零件图制件冲压工艺规程一、零件分析零件名称:支撑垫板生产批量:大批量(年产量5万件)材料:45钢材料厚度:2mm二、对工件进行工艺分析1、材料工艺性:45为优质碳素结构钢,塑性比较好,冲压性能良好,适合冲裁和翻边。
2、结构工艺性:(1)跟据工件性能可知工件除了要求平直度,4个Φ11翻边孔要求分布均匀对称,并且不允许冲裂外,其他的都没有严格要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲孔加翻边钣金模具设计
设计的零件冲压成型模样图如下:
技术要求:
1:为标公差尺寸按QB/JU01.001-2006
2: 未注折弯内径R0.3,为注圆角R0.5。
3:零件外表要求平整,五凹坑,无擦伤,无划伤
4:落料,冲孔毛刺高度小于0.1MM,方向朝内部,边缘毛刺不允许有挂,划手现象。
5:直径2.5的翻边孔允许有不影响使用的梅花裂纹。
6:该零件的成型模借用后面板《JUW8.041.00005762》,冲孔改变。
注:是已做的钣金模具
模具的总装主视图如上。
模具的总装俯视图如上。
下面就是我所设计模具的选材和加工,主要是针对模版以至于冲孔的小件就不多讲。
根据模具总的组装主
视图一次往下设计。
下面所有的图都是CAD-2007版本上截图下来的
上模座加工要求如下。
这个是上托板我们也俗称它叫上模座作用:模具的基座,所有的钣都紧紧固定在模座上,模具装夹到冲压机上。
通常都是装夹模座。
我们选择的材料是45钢(注:上下模座都用45号钢,下模座就不说选材问题)。
选择45钢的原因有两点:1:在价格方面比较便宜而且上模座厚度一般比较厚。
(注:我现在设计的模具上模座厚度达到35MM,我在钣金模具厂见过最厚的上模座达到55MM)
2:45号钢为优质碳素结构用钢,硬度不宜用来且削加工,模具中常用来做模版。