灯具生产工艺流程图
灯具生产工艺流程
灯具生产工艺流程-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
灯具生产工艺流程
1粗磨流程:
佩戴防护品检查准备工具→清理毛刺→角磨机膜片打磨
2 机加工流程:
佩戴防护品机床试验→审图准备刀具→测工件毛坯尺寸→按图纸尺寸加工→粗加工→半精车→精车试规卡尺检测合格
3 焊接工艺流程
检查焊机、水泵、气瓶、仪表正常→工件组装固定→调试焊机电压、电流→焊接整形
4精磨工艺流程
检查准备工具→佩戴防护用品,用抛光片对工件细磨→用钢丝轮进行抛光。
5喷漆工艺流程
佩戴防护用品→检查喷枪等设备是否正常→工件与腻子找平烘干→底漆→腻子找平烘干→底漆→面漆→面漆烘干6电器组装
穿戴防护品→准备工具→按要求准备电器原件→组装→兆欧表、万用表检测→通电实验
7灯头组装
准备工具→玻璃固定→打玻璃胶→安装电器→盖盖固定→通电实验
8包装工序
研究确定产品尺寸→设计制作包装箱→对号装箱→填写装箱单及随箱文件装入→封口入库。
灯具制造流程及周期

灯具制造流程及周期
工艺流程:
(一)灯杆生产工艺流程
1、 毛坯杆:卷板机械开平→滚剪裁剪→大型折弯机卷管→自动埋弧焊焊缝→机械整圆、整直
2、 法兰:剪板→等离子设备切割法兰孔眼
3、 上法兰:灯杆内插在法兰孔中→内外焊接灯杆与法兰的内外焊接→焊接加强筋
4、 镀锌:采用内外热镀锌,锌层厚度≥80微米。
5、 喷塑:镀锌杠杆打磨→喷涂→加温→冷却→包装
6、 附灯杆工艺流程:
(二)、灯具的工艺流程:
1、灯体:压铸机压铸成型。
2、打磨:采用先进工艺打磨
3、攻丝:攻丝机攻丝
4、喷涂:流水线成型
5、组装:由专业、熟练技术工人组装,并检验表面烤漆效果、检验密封性能。
平 板
(平直机组) 切 割 (等离子切割机) 折 弯 (大型折弯机组)
收紧焊缝 (自动埋弧焊机) 整直磨光
(平直机组) 热镀锌、喷塑
(粉末静电喷涂)
附:灯具工艺流程
→组装→检验→包装。
T8灯管加工流程图

修理
老练/ 2小时
注意产品保温。操作 时必须有2个人在场。
包装
清洁、 贴标签
包装
外观 清洁
分光/复测
根据LED色温的离散型 特点,将灯管按照色温 差异分成3类。
灯具装配加工
注意:驱动线路板通电检查、带电修理、灯管半成品检测等需要通220V电压的工位,禁止使用防静电手腕。
!
!
成品仓
此工序非常重要,LED必须是 同一色温和批号,不得混贴。
!
注意焊接温度和 时间。使用63/37 的有铅焊锡膏。
主要检测色温和光强一 致性,发现问题立即停止贴 片,以找出问题原因。 按照LED的色温、光强 分类摆放,不得混装。周转 箱内须有作业流程卡。
灯板贴片加工
灯板刮 散热膏
装铝型 材槽内
连接PCB
装驱动电路
通电初测
装灯罩、 灯头
耐压 测试
参照UL标准 2400V/1分钟/5mA 高压测试
利用工装刮散热膏 ,注意灯板不得长 时间暴露空气中, 以防导热膏凝结。
灯板装入铝槽后 ,用力向下压实 PCB,以利于 PCB更好散热。
注意: 分类的灯管不得混装在同 一个包装箱内。包装箱外 须有色温分档标志。
T8/T10 LED灯管生产流程图
进厂材料检测要点: 1. 对集成电要用模拟工装检查; 其它器件要通过图示仪检测特性; 电容器重点监测损耗值、耐压。 2. LED除了常规检测外,还需要监测色 温、光强一致性、可焊性。可通过焊接 一块整板验证。
2010.09.09
线路板 印刷焊 锡膏
贴片 加工
回流 焊接 修理
外观检查
补焊
入仓待用
调整元 件位置
通电前 检查
线条灯与洗墙灯灯具制造流程图
端面出线孔打密封胶 灌胶
打玻璃胶、封玻璃 固定端盖至型材
清洁整灯 老化测试 防水测试 安装支架 成品测试
贴标签
半成品测试
包装入库
2
1
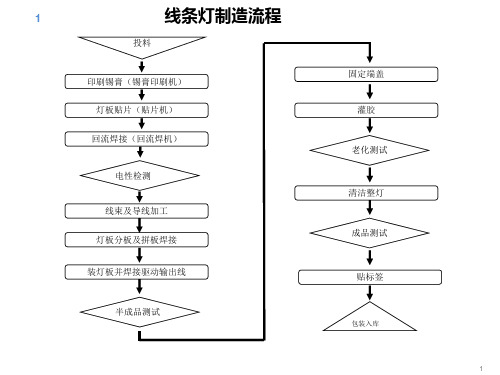
线条灯制造流程
投料
印刷锡膏(锡膏印刷机) 灯板贴片(贴片机) 回流焊接(回流焊机) 电性检测 线束及导线加工 灯板分板及拼板焊接
装灯板并焊接驱动输出线
半成品测试
固定端盖 灌胶
老化测试 清洁整灯 成品测试
贴标签
包装入库
1
2
洗墙灯制造流程
投料
印刷锡膏(锡膏印刷机) 灯板贴片(贴片机) 回流焊接(回流焊机) 电性检测 线束及导线加工 灯板分板及拼板焊接 刷导热硅脂、固定灯板
LED灯具生产工艺流程图

控
制程巡检
点
作业规范 √
录 首件记录表 制程巡检规范
√
质 控
工艺文件 制程巡检
检制验程(测巡试检)规日范报
√
表
点
作业规范 √
√
2/4
检验 NG 品处理
返修 返修 返修
返修 返修 返修 返修
返修 返修 返修
返修 矫正 返修
返修 返修 返修 返修 返修 返修 返修
返修 返修 返修
xxxxxxx照明电器有限公司
自检 1.2.3.4.5.6.7
目测 线检 1.2.3.4.5.6.7
目测
目测
目测 测试
目测 测量
目测 测量
目视 专用治
具
首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检
1.3件/次 1:20件/次/2小时,2:1次/4小时 1 1
√ 检制验程(测巡试检)规日范报
√
表
点 尺寸全检 作业规范 √
3.外观全
√
波峰焊制程巡检
检
表
抽检: 1. 依<<设计 工艺文件
工艺文件 制程巡检 作业规范
√
√
>>特殊要
√
求
制程巡检规范
ห้องสมุดไป่ตู้
巡检: 依 <<制程巡 检规范>>
工艺文件 制程巡检 作业规范
√
√
每2小时一
√
烙铁温度测试记
次制程抽
√
质
检
工艺文件
√
矫正 矫正 矫正
返修 返修 返修
LED生产工艺流程图

准备 酒精
准备 无尘布 装玻璃 准备 螺丝 装中环 电批
准备 面环
准备 螺丝 装面环 电批
准备 卡簧
准备 螺丝 装卡簧 墨眼片 测试 准备 驱动 老化 不良返工 功率仪 自动老化线 墨镜片 测试 不良返工 功率仪 打包装 打包机 电批
准备 酒精
准备 无尘布
入库
LED筒灯生产工艺流程图
准备 DC线 剥线 剪线 准备 焊锡丝 DC线 加锡 准备 散热器 穿线 准备ቤተ መጻሕፍቲ ባይዱ焊锡丝 COB加锡 准备 硅脂 涂导 热硅脂 电铬铁 焊COB 焊锡丝 电铬铁 斜口钳
电铬铁
准备 螺丝
准备 支架
锁支架 墨镜片 测试 准备 螺丝 准备 压线扣 装压 线扣
电批
不良返工 功率仪 电批
面板灯流程图

修订人 陈 徐 生
审查人
审批人
东莞捷和光电有限公司
文件名称 文件编号
面板灯制造工艺流程图
版次 页次
A/0 3 of 1
JH-WI-EW-SOP-003
修 订 记 录
版次 A/0
修订日期
2012.10.12
内容摘要 第 1 版制定
修订人 陈 徐 生
审查人
审批人
东莞捷和光电有限公司
文件名称 文件编号
面板灯制造工艺流程图
ห้องสมุดไป่ตู้
版次 页次
A/0 1 of 1
JH-WI-EW-SOP-003
锡膏印刷
贴灯珠
回流焊接
贴 3M 胶带
检查测试 放扩散导光板 分板 测试检查 测试 组装底板 贴 3M 胶带 点亮测试 焊接 DC 线 老化测试 撕保护膜
贴灯条
贴保护膜
贴玛拉胶带
包装
入库
修 订 记 录
版次 A/0
修订日期
2012.10.12
内容摘要 第 1 版制定
修订人 陈 徐 生
审查人
审批人
东莞捷和光电有限公司
文件名称 文件编号
面板灯制造工艺流程图
版次 页次
A/0 2 of 1
JH-WI-EW-SOP-003
修 订 记 录
版次 A/0
修订日期
2012.10.12
内容摘要 第 1 版制定
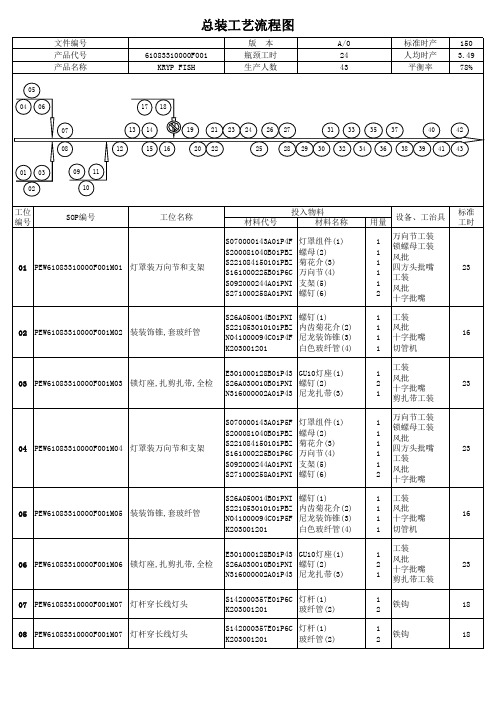
灯具总装工艺流程图范例
25
28 29 30 32 34 36 38 39 41 43
01 03 02
09 11 10
工位 编号
SOP编号
工位名称
01 PEW61083310000F001M01 灯罩装万向节和支架
投入物料
材料代号
材料名称
S070000143A01P4F 灯罩组件(1) S200081040B01PBZ 螺母(2) S221084150101PBZ 菊花介(3) S161000225B01P6C 万向节(4) S092000244A01PNI 支架(5) S271000258A01PNI 螺钉(6)
用量 设备、工治具
1 1 1 1 1 2
万向节工装 锁螺母工装 风批 四方头批嘴 工装 风批 十字批嘴
标准 工时
23
S26A050014B01PNI 螺钉(1)
1 工装
10 PEW61083310000F001M09 装装饰锥,套玻纤管
S221053010101PBZ 内齿菊花介(2) N041000094C01P3F 尼龙装饰锥(3)
1 风批 1 十字批嘴
16
K203001201
白色玻纤管(4)
1 切管机
11 PEW61083310000F001M10 锁灯座,全检
E301000136B01P43 GU10灯座(1) S26A030010B01PNI 螺钉(2)
1 2
工装 风批 十字批嘴
18
12 PEW61083310000F001M11 灯杆穿短线灯头
铁钩
23
13 PEW61083310000F001M12 万向节点胶水,拧紧灯头
21
14 PEW61083310000F001M13 万向节处拧机丝
led灯的工艺流程图
led灯的工艺流程图LED灯的工艺流程图LED灯是一种以发光二极管为光源的照明设备,具有节能、环保、寿命长等优点。
下面是一份LED灯的工艺流程图,详细介绍了制造LED灯的每个环节。
1. 芯片制作首先,需要制作发光二极管芯片。
这一步骤主要涉及到半导体技术,通过光刻和扩散工艺将芯片上的不同区域掺杂上硅、锗等导电材料,形成P型和N型半导体,从而形成PN结构。
然后,将芯片切割成小片,并对其进行测试,筛选出质量合格的芯片。
2. 放置芯片将芯片粘贴在导电基板上,通常采用金丝键合技术。
在这一步骤中,需要将各芯片的正负极与基板上的正负极连接好,确保良好的电气接触。
3. 包封将放置好的芯片进行包封,以保护芯片,并提供合适的光透明度。
这一步骤通常使用封装胶来封装芯片,同时也通过封装胶来形成LED灯的外形。
4. 导电在包封完成后,需要使用导电胶连接LED芯片和电极,以形成电路。
导电胶需要同时具备良好的导电性能和良好的耐电性能,以确保可靠的电路连接。
5. 焊接连接好电路后,需要进行焊接,将电路连接到LED灯的外部电路上。
这一步骤通常使用焊锡或者电子胶进行焊接,确保电路连接牢固可靠。
6. 散热LED灯在工作过程中会产生较多的热量,因此需要进行散热处理。
通常采用铝制散热片、铝基板等散热材料,将热量从LED芯片导出,并将热量尽快散发出去,避免LED芯片过热而影响其寿命和工作性能。
7. 组装在散热处理完成后,将电路连接好的LED芯片装配到灯具上,并配上透明的灯罩。
在组装过程中,需要确保芯片与灯具的良好对齐,以获得最佳的照明效果。
8. 测试组装完成后,对LED灯进行测试,检查其亮度、光强、色温等性能指标是否达到要求。
同时,也需要测试其电气性能和耐用性等指标,确保质量合格。
9. 包装测试合格的LED灯将进行集中包装,通常采用纸盒或泡沫塑料包装,以保护灯具不受损坏。
在包装过程中,需要附上使用说明书和质保卡等相关文件。
10. 出厂最后,将包装好的LED灯进行入库和出厂,准备发往市场。
LED灯生产工艺流程
LED灯生产工艺流程§1 LED制造流程概述LED的制作流程包括上游的单晶片衬底制作、外延晶片生长;中游的芯片、电极制作、切割和测试分选;下游的产品封装。
图2.1 LED制造流程图上游晶片:单晶棒(碑化稼 ' 磷化稼)单晶片衬底在衬底上生长外延层外延片成品:单晶片'外延片中游制程:金属蒸镀光罩腐蚀热处理(正负电极制作)切割测试分选成品:芯片下游§2 LED 芯片生产工艺LED 照明能够应用到高亮度领域归功于LED 芯片生产技术的不断提高,包括单颗 晶片的功率和亮度的提高。
LED±游生产技术是LED 行业的核心技术,目前在该技术 领先的国家主要日本、美国、韩国,还有我国台湾,而我国大陆在 LED 上游生产技术的发展比较靠后。
下图为上游外延片的微结构示意图。
生产出高亮度LED 芯片,一直是世界各国全力投入硏制的目标,也是LED 发的 方向。
目前,利用大功率芯片生产出来的白光1WLED 流明值已经达能到1501m 之高。
LED 上游技术的发展将使LED 灯具的生产成本越来越低,更显LED 照明的优势。
以下 以蓝光LED 为例介绍其外延片生产工艺如下:首先在衬低上制作氮化錄(GaN)基的 外延片,这个过程主要是在金属有机化学气相沉积外延片炉(MOCVD 中)完成的。
准备 好制作GaN 基外延片所需的材料源和各种高纯的气体之后,按照工艺的要求就可以逐 步把外延片做好。
常用的衬底主要有蓝宝石、碳化硅和硅衬底,以及GaAs 、AIN 、 ZnO 等材料。
MOCVD 是利用气相反应物(前驱物)及UI 族的有机金属和V 族的NH3在衬底表 面进行P 型 GaN 负极P 型 AIGaN InGaN 量子阱(well )N 型 InGaNN 型 AIGaNN 型 GaNP 型 GaNGaN 缓冲层(buffer )蓝宝石衬底(subatrate )图2.2蓝光外延片微结构 图正极反应,将所需的产物沉积在衬底表面。
路灯制作工艺流程
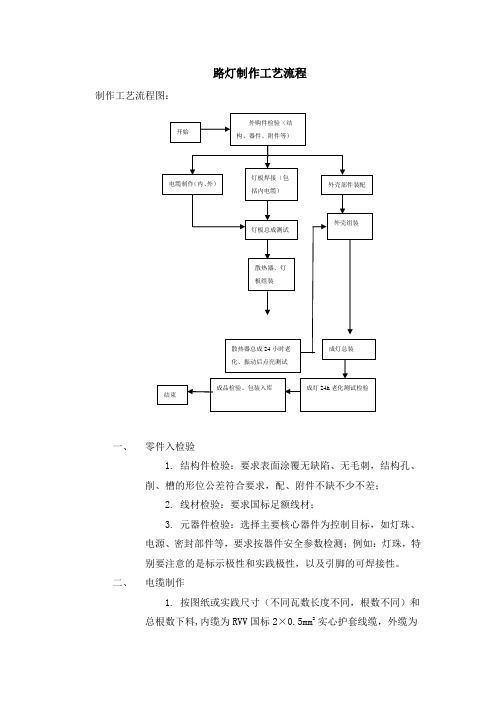
路灯制作工艺流程制作工艺流程图:一、零件入检验1.结构件检验:要求表面涂覆无缺陷、无毛刺,结构孔、削、槽的形位公差符合要求,配、附件不缺不少不差;2.线材检验:要求国标足额线材;3.元器件检验:选择主要核心器件为控制目标,如灯珠、电源、密封部件等,要求按器件安全参数检测;例如:灯珠,特别要注意的是标示极性和实践极性,以及引脚的可焊接性。
二、电缆制作1.按图纸或实践尺寸(不同瓦数长度不同,根数不同)和总根数下料,内缆为RVV国标2×0.5mm2 实心护套线缆,外缆为RVV国标3×0.5mm2 实心护套线缆;2.每根缆的两头各拨去40mm的外护套绝缘层(注意不要伤及第二绝缘层);3.再拨第二绝缘层,拨去长度分别为5mm、8mm,注意不要伤及内导线。
然后在锡锅中浸锡;4.在5mm一端穿上散热器密封塞;三、灯板焊接1.在铝基板灯珠的两焊盘中间点上导热硅胶,贴上灯珠(注意+、-极),用低温焊锡焊牢,焊接温度不要超过灯珠厂家规定的焊接温度,2.整块板焊接完后要敲击、振动后进行一次测试。
要求灯珠无脱焊、无不亮,亮度要一致;3.焊接上内电缆;四、散热器组装1.散热器装上呼吸器,把贴灯板的面上涂上导热硅胶;2.把检验合格的灯板内电缆穿过密封孔,密封塞按入孔内;3.铝基板贴在散热器上用螺丝固定;4.透镜板复上密封圈,用螺丝紧固在散热器上。
注意要平衡上紧;五、外壳部件装配1.把电缆密封头的座,紧固在外壳的下端壳的螺纹孔上,注意密封垫的松紧。
待用;2.要密封闷头把多余的孔闷上,保证整个下端壳电源仓出、入线缆是密封的。
待用;3.外电缆穿入下口的电缆密封头(AC220V市电输入),再夹紧电缆密封头的螺帽。
电源仓内线长100mm。
待用;4.把电源安装在下端壳内或下端壳电源仓盖板上,待用;5.把灯杆紧固接口的附件安装在下端壳的底部;6.把上端壳盖板安装上待用;7.以下以60W为例:准备两组散热器总成,把内电缆分别穿入左右边条的出线孔,向出线缺口方向引出。