数控车床电路
认识数控机床的电气图
【例1—4】
故障现象:一台数控机床,某天开机,主轴报警,显示器显示
“S axis not ready”(主轴没准备好)。 分析及处理:打开主轴伺服单元电箱,发现伺服单元无任何显示
。用万用表测主轴伺服驱动BKH电源进线供电正常,而伺服单元数
码管无显示,说明该单元损坏。检查该单元供电线路,发现供电线 路实际接线与电气图不符,该单元通电起动时,KM5先闭合,2~3s 后,KM6闭合,将电阻R短接。电阻与扼流圈L的作用是在起动时防 止浪涌电流对主轴单元的冲击。 故障排除:按电气图重新接线,更换新主轴单元后,机床恢复正常 。
上电源后,系统开始自检,当自检完毕进入基本画面时,
系统断电。 分析及处理:经检查,故障原因是X轴抱闸线圈对地短路
。系统自检后,伺服条件准备好,抱闸通电释放。抱闸线
圈采用24V电源供电,由于线圈对地:一台FANUC-0T数控车床,开机后CRT无画面
1.电气原理图一般分为主电路、控制电路和辅助电路三个部分。 2.电气原理图中所有电气元件的图形和文字符号符合国家标准。 3.在电气原理图中,所有电气元件的可动部分均按原始状态画出。 4.动力电路的电源线应水平画出;主电路应垂直于电源线画出;控 制电路和辅助电路应垂直于两条或几条水平电源线之间;耗能元件应接 在下面一条电源线一侧,而各种控制触点应接在另一条电源线上。 5.电气原理图中采用自左向右或自上而下表示操作顺序,同时应尽 量减少线条数量,避免线条交叉。
1.分析主回路
2.分析控制电路
3.分析辅助电路 4.分析连锁与保护环节
5.总体检查
一、数控机床电气线路的分析
1.主回路分析
TK40A强电回路
2.电源电路分析
TK40A电源回路图
TK40A交流控制回路图
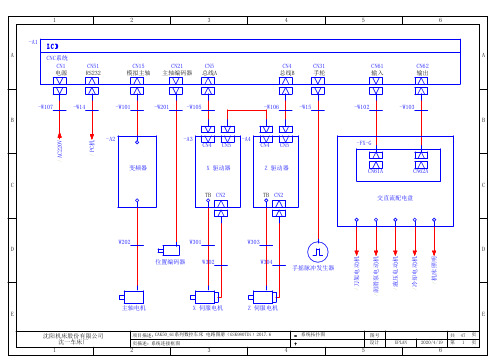
CA6140车床数控改造电路图-变频主轴(GSK980TB3)

A B C D EABCDE标签完整的名称F24_002 - GB - A4结构描述结构标识符总览=DOC(文档图纸)高层代号=SCH(原理图)高层代号=REP1(接线图表)高层代号=REP2(材料表)高层代号+A电柜位置代号+B操作站位置代号+C1床身位置代号+C2拖板位置代号+E床头位置代号+F刀架位置代号+R液压站位置代号+L冷却箱位置代号+I排屑器位置代号+M尾座位置代号ABCDEABCDE开关电源电子手轮变频器主轴电机主轴编码器X 伺服电机X 驱动器Z 驱动器Z 伺服电机电动刀架AC/DC配电盘润滑油泵冷却泵机床照明GSK980TB3数控系统-XS2电源接口-XS30X 驱动接口-XS31Z 驱动接口-XS32主轴编码器-XS38手轮-XS34主轴接口-XS39输出1-XS40输入1-XS41输入2-XS42输出2A B C D EABCDE 端子图表F13_003 - GB-A4端子排功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X1L1L11电源L1-QF0:1+/1.1:C L2L22=L2-QF0:3+/1.1:C L3L33=L3-QF0:5+/1.1:C PE PE PE=A B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X2-FN1:121电柜风机2-QF7:2+/3.4:A2-X2:3+/3.5:C-FN1:202电柜风机-GD2:N+/3.3:C+B-A1-GD1:N+/4.3:C0-X2:4+/3.6:C-FN1:PE PE PE电柜风机-FN2:123=2-X2:1+/3.4:C-FN2:204=0-X2:2+/3.4:C-FN2:PE PE PE=+E-M2:U1U25主电机冷却风机U2-QM1:2+/9.2:B+E-M2:V1V26=V2-QM1:4+/9.2:BW2-QM1:6+/9.2:B+E-M2:W1W27=+E-M2:PE PE PE=U5-KM1:2+/14.1:C+F-M5:U1U58刀架电机U5-FV2+/14.1:CV5-KM1:4+/14.1:C+F-M5:V1V59刀架电机V5-FV2+/14.1:C+F-M5:W1W510刀架电机W5-KM1:6+/14.2:CW5-FV2+/14.1:CA B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X2+F-M5:PE PE PE刀架电机+L-M6:U1U611冷却泵电机U6-KM3:2+/16.2:B+L-M6:V1V612=V6-KM3:4+/16.2:B+L-M6:W1W613=W6-KM3:6+/16.2:B+L-M6:PE PE PE=+R-M7:114导轨润滑电机+R-M7:215=22-U3-X2:5C+/17.3:C+R-M7:PE PE=A B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X31系统上电L+-GD2:+24V+/3.3:C+B-SB1:21L+2=3+B-SB1:22+/4.1:A+B-SB2:1333=4+B-SB2:14+/4.1:C-KA0:14(+)44X 限位+24V-XS40A-X:11+/6.4:C+B-SB3:21+24V+24V-X3:4+/8.2:A+24V-X3:4+/7.2:A+B-SB5:13+24V4循环启动-X3:10+/8.3:A+24V+C2-SQ1-1:1175X 限位7+B-SB3:22+/7.2:B+B-SB4:137+C2-SQ1-3:32+/7.2:D6X 限位+C1-SQ2-3:3210*ESP+B-SB4:14+/7.5:C-XS40A-X:10*ESP7急停*ESP+C1-SQ2-1:11+/7.3:C8循环启动+B-SB5:14ST ST-XS40A-X:8+/8.2:D*SP-XS40A-X:7+/8.3:D9进给保持+B-SB6:22*SP+24V-X3:4+/8.2:A+C2-SQ1-2:21+24V10X 零点+24V-X3:12+/8.4:A*DECX-XS40A-X:1+/8.3:D+C2-SQ1-2:22*DECX11X 零点12Z 零点+C1-SQ2-2:21+24V+24V-X3:10+/8.3:A+C1-SQ2-2:22*DECZ13=*DECZ-XS40A-X:9+/8.4:DA B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X3+F-U5:+24V+24V14刀架电源+24V-XS40A-X:23+/15.2:D+F-U5:0V0V15=0V-XS40A-X:24+/15.2:D+F-U5:1T01161号刀T01-XS40A-X:6+/15.3:D+F-U5:2T02172号刀T02-XS40A-X:5+/15.4:D+F-U5:3T03183号刀T03-XS40A-X:4+/15.5:D+F-U5:4T04194号刀T04-XS40A-X:3+/15.5:D+C2-EL24V20机床照明24V-QF5:2+/2.5:D+C2-EL:x2021=0-TC2+/2.3:C-GD2:N+/3.3:CA B C D EABCDE符号地址设备标识符 PLC地址项目名称功能文本放置端子车床数控改造电路图-变频主轴(GSK980TB3)=SCH(原理图)+B-A1+/10.1:A主轴故障7+/10.2:A模拟电压10+/10.3:A0V11+/6.1:A13+/6.2:A18+/6.2:A19+/6.2:A20+/6.2:A21+/6.3:A22+/6.3:A23+/6.3:A24+/6.3:A25+/6.4:A11+/6.5:A14+/6.5:A15+/6.5:A16+/6.5:A17+/6.6:A18+/15.2:D电源23+/15.2:D0V24+/6.6:A25+/10.2:D电源11A B C D EABCDE符号地址设备标识符 PLC地址项目名称功能文本放置端子车床数控改造电路图-变频主轴(GSK980TB3)=SCH(原理图)+B-A1X1.0+/7.5:E急停10X1.1+/8.4:E Z 零点减速9X1.2+/8.2:E循环起动8X1.3+/8.3:E进给保持7X1.5+/8.3:E X 零点减速1X2.0+/15.3:D 1 号刀6X2.1+/15.4:D 2 号刀5X2.2+/15.5:D 3 号刀4X2.3+/15.5:D 4 号刀3X3.7+/10.1:D速度到达7Y5.0+/10.5:A主轴正转7Y5.1+/10.6:A主轴反转3Y5.3+/16.4:A冷却15Y5.4+/17.4:A润滑6Y6.6+/14.5:A刀架正转12Y6.7+/14.6:A刀架反转13A B C D EABCDE 元件汇总表元件代号型号描述制造商数量广州数控2伺服驱动器,20A模块,适配1~1.3kw伺服电机DA98A-20-A2广州数控2伺服驱动器,30A模块,适配1.5~1.88kw伺服电机DA98A-30-A3阿尔法2变频器,三相380V,7.5kw/11kw,17A/25A;ALPHA6000E-37R5GB/3011PB-A4广州数控1数控车床系统,横式,7寸液晶屏GSK980TB3-A11LED机床工作灯,长臂式,24V AC,12W。
CAK16n_36n_40n 系列数控车床电路图及参数表(GSK980TD)2007
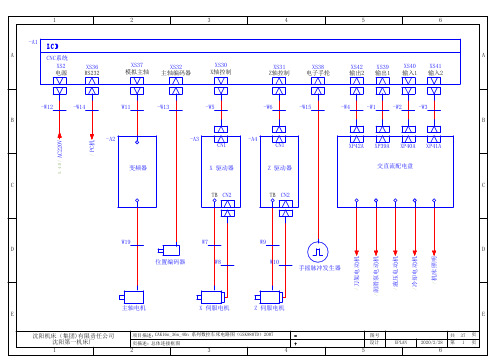
CAK16n系列数控车床CAK32n系列数控车床CAK36n系列数控车床CAK40n系列数控车床机床控制参数表GSK 980TD沈阳机床(集团)有限责任公司沈阳第一机床厂CAK16_32_36_40n 系列 机床控制参数表沈阳第一机床厂 1 / 8参数号 参数值 标记 调整值001 00011001# 002 00100000 003 00011000 004 01001000 005 00010011 006 00000000 007 00000000 # 008 00000100 # 009 00100011 # 010 ******** 011 10010000 012 10101111 013 00000000 014 00000111015 1 016 1 017 1 018 1 019 5 020 0 021 0 # 022 4000 # 023 8000 # 024 50 # 025 50 # 026 200 # 027 8000 # 028 500 # 029 70 # 030 10 031 0 032 400 033 200 034 0 035 0 036 0 # 037 3000 # 038 10 # 039 10 # 040 10 # 041 200 042 10参数号 参数值 标记 调整值043 99 044 11520 045 +99999999 # 046 +99999999 # 047 -99999999 # 048 -99999999# 049 0 050 0 051 3500 052 500 053 1500 054 2500 055 3 056 500 057 1 058 0 059 0 060 0 061 0 062 0 063 0 064 0 065 0 066 1000 067 1000 068 0 069 0 070 1024 071 32 076 1000 077 0 078 15000 079 0 080 500 081 500 082 0 083 500 084 4 # 085 1000 086 0 087 50 088 0CAK16_32_36_40n 系列 机床控制参数表沈阳第一机床厂 2 / 8参数号 参数值 标记 调整值 089 50090 0 094 0 095 0 096 0 097 0 098 0 099 10 100 0 101 0 102 30000 103 20000 104 0 105 0 106 0 107 0 108 3000 109 40 110 1 111 1 112 0 119 3 164 11100110 168 00000000 172 00000100 # 173 ******** # 177 ********# 125 10 126 10 127 10 128 30 129 30 130 10参数号 参数值标记调整值诊断号DT00201500 DT0021 6000 DT0025 6000 DT0027 6000 DC00254800伺服参数 参数号 X 轴 Z 轴 12 5 5 13 4 3 *15 0 0注:1. 设曾参数时先将系统设定参数开关为开。
CAK36_40系列数控车床 电路图册及参数表(GSK980TDi)2016.09
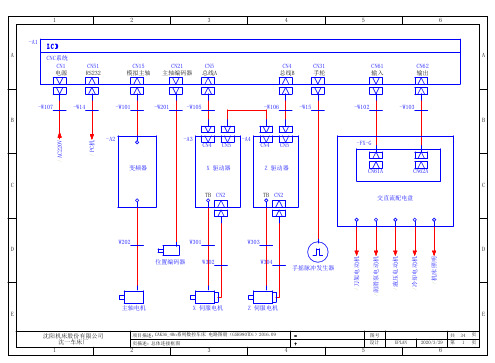
CAK36系列数控车床CAK40系列数控车床机床控制参数表GSK 980TDi沈阳机床股份有限公司沈一车床厂CAK36/40系列 机床控制参数表沈阳机床股份有限公司 1 / 5参数号 参数值 备注 00100011010Bit4=1模拟电压控制 002 00000010 Bit1=1刀尖半径补偿有效003 00110000004 01000000Bit=0 公制 005 00010010006 00000000007 10000000008 00011100010 ********012 10101001015 1X 齿轮比分子 016 1Z 齿轮比分子 017 1X 齿轮比分母 018 1Z 齿轮比分母 019 5020 0021 -390022 4000X 快移速度 8000Z 快移速度 026 100027 8000切削进给上限速度 028 200029 100030 200031 1260032 200F0时X 快移速度 400F0时Z 快移速度 033 100X 回零速度 200Z 回零速度 034 0X 反向间隙补偿 0Z 反向间隙补偿 036 0037 3000主轴1档最高速度 038 3000主轴2档最高速度 039 3000主轴3档最高速度 040 3000主轴4档最高速度 041 100042 10插入段号增量值 043 99G96恒线速主轴最低转速 044 115200波特率 045+99999999X 正向软限位 +99999999Z 正向软限位 参数号 参数值 备注 046 -99999999 X 负向软限位 -99999999Z 负向软限位 047 0 各轴返回机床零点后绝对坐标的设置值0 0480 049 0 050 0051 2500 G71、G72时的单次进刀量 052 5000 G71、G72时的单次退刀量 053 15000 G73时,X 轴的退刀量 054 -25000 G73时,Z 轴的退刀量 055 3 G73循环车削的切削次数056 5000057 1 G76的重复次数058 0 059 0 060 0 061 0 062 0 063 0 064 0 065 0 066 0067 100 S1轴换挡输出电压 068 0 手动/手轮方式下S1速度 069 0 液压压力低检测时间ms070 1024 主轴编码器线数071 32 072 50073 4095 S1最大转速钳制 074 0 S1最小转速钳制 084 4 刀架总刀位数 109 40 主轴点动速度 110 1 S1轴对应参数 111 1 S1轴对应参数 113 3800 X 轴对应参数 7600 Z 轴对应参数119 3 140 1000 174 00001000175 ******** Bit6=1检查主轴转速到达 18111100000不检查/检查主轴速度CAK36/40系列 机床控制参数表沈阳机床股份有限公司 2 / 5参数号 参数值 备注 18400000000Bit6=0中文DT 时间参数 参数号 数值 备注DT002 2000 压力低报警检查时ms DT009 1500 刀架反转锁紧时间ms DT012 3000 主轴点动时间ms DT013 0 手动润滑开启时间ms DT014 1500 卡盘夹紧时间ms DT015 1500 卡盘松开时间ms DT016 1800000 自动润滑间隔时间ms DT017 10000 自动润滑输出时间msK 参数 参数号 数值 备注 K011.0 换刀方式00方式B/01方式AK011.1 K011.2 1/0 刀位信号低电平/高电平有效K011.3 1/0 检测/不检测 刀架锁紧信号 K011.4 1/0 刀架锁紧信号 高电平/低电平有效K011.5 1/0 换刀结束时检测/不检查刀位信号K011.6 1/0 非换刀过程检测/不检查锁紧信号K011.7 1/0 非换刀过程检测/不检查刀位信号 K014.0 1/0 液压压力检测功能有效/无效K014.1 1/0 液压压力检测信号低电平/高电平时关闭防护门K014.2 1/0 防护门功能 有效/无效K014.3 1/0 防护门信号高电平/低电平时关闭防护门 K014.4 1/0 防护门锁/防护门开关 K014.5 1/0 防护门开时倍率,冷却限制/不限制K014.61/0防护门打开,手动下主轴转速限制/不限制参数号 数值 备注K014.7 1/0 液压控制功能 有效/无效 K016.2 1/0 自动润滑开机时 是/否输出润滑 K016.3 1/0 润滑油位低 检测/不检测 K016.4 1/0 润滑油位高电平/低电平报警 K016.7 1/0 手轮/单步方式 x1000档无效/有效 K017.0 1/0 主轴伺服/主轴变频器控制K017.1 1/0 主轴风扇异常 检测/不检测 K017.2 1/0 主轴转速到达信号 低电平/高电平有效K017.3 1/0 主轴停止时关闭/不关闭模拟电压 K017.41/0主轴低电平/高电平异常报警DC 参数 参数号 数值 备注 DC000 10 主轴零速输出范围r/min DC010 200000000 行程润滑距离伺服参数 参数号 X 轴 Z 轴 0 315 315 1 122 146 29 1024 4096 30 625 1875CAK36/40系列机床控制参数表蓝海华腾V系列驱动器参数参数参数值参数含义备注标记F03.030 无编码器矢量控制F04.00 1端子控制F04.02 3 模拟量给定F04.045260 最高转速F04.11 3 加速时间F04.12 3 减速时间F04,14 1 使用能耗制动F04.15 680 制动电压F05.00 3 X1端子,正转F05.012X2端子,反转F05.0236X3端子,准停定位F05.0334 X4端子,刚性攻丝F05.0466X5端子,零伺服使能端子F05.1214继电器1端子,驱动器故障F05.13 32继电器2端子,准停到位输出F06.00 4044 模拟量曲线输入修正F06.01 0 曲线输入修正A0L0.00380电机额定电压VL0.01 50电机额定频率HzL0.054电机极数L0.06 1500 额定转速L0.07 7.5 电机额定功率KWL0.08 17 电机额定电流A沈阳机床股份有限公司 3 / 5CAK36/40系列机床控制参数表欧瑞SD20系列驱动器参数参数参数值参数含义备注标记Po0023100 最高转速限制36/40单轴Po010 2 刚性设置36/40单轴Po101200 比例增益36/40单轴Po1022500 积分增益36/40单轴Po10920 加速时间36/40单轴Po11030 减速时间36/40单轴Po4003000 电机转速,小于Po00236/40单轴Po0022500 最高转速限制40变档Po010 5 刚性设置40变档Po101500 比例增益40变档Po1021000 积分增益40变档Po10950 加速时间40变档Po110100 减速时间40变档Po4001800 电机转速,小于Po00240变档刚性设定:运转过程中若出现电机抖动、主轴振动情况时,将Po010刚性降低至振动消失,可以步进为1进行调整,若振动较大,可以步进为2进行调整。
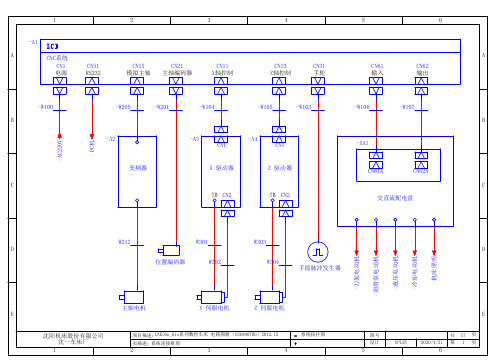
CAK50n_61n系列数控车床 电路图册(GSK980TDb)2012.12
DECZ
11
11
12
12
D
D
-SQ5
-SQ8
E
X 回零
Z 回零
沈阳机床股份有限公司 沈一车床厂
1
项目描述:CAK50n_61n系列数控车床 电路图册(GSK980TDb)2012.12
= 共用电路
页描述:回零
2
3
+
4
E
图号 设计
5
EPLAN
共 57 页 2020/4/21 第 9 页
-EV
1
2
1
2
L
N
-M7 18W
M 1~
-M8 18W
M 1~
PRH-03WW-AB PE
KA1238HA2
PEKA1238HA2
PE
D
E 稳压电源
机床照明
电柜风机1
电柜风机2
沈阳机床股份有限公司 沈一车床厂
1
项目描述:CAK50n_61n系列数控车床 电路图册(GSK980TDb)2012.12
+
4
D
E
图号 设计
5
EPLAN
2020/4/21
6
共 57 页 第 10 页
1
2
3
4
5
6
A -XT5 ESP
11
-SB10
12
B -XT5 110
C -XT2
13
-QF2
14
D
-XT2 102 -M1B 15
-XT3
13
-SQ3
14
-XT5 102
103
数控车床电路图纸
比 例
数控车床电气原理图
批 准
共
张
第
张
D-3
NC接口
CN6
P4
P1
P17 P18
P5
P13 P6 P14 P8 P21
P9
P15 P22
P10
T4
P3
T5 T6 O1 O2 O3 TO O4 O5
P16
P23
P11
P24
T1
T2
T3
O6
O7
08
KA1
KA3
KA5
KA7
刀架接口
SB0
KA2
KA4
KA6
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-5
X轴伺服联接
R S T r t G U V W U V W
R
S
T
伺 服 电 G 机
CNC
23 37 4 6 B` C C` +24 SG
SG
பைடு நூலகம்1 A A` B
伺 服 驱 动 器 X
2 4 5 6 9 12 13 14 8 30 3 5 7 21 20
一拖装备公司精密制造车间
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-7
5
KM2
10 13
KM1
KM1
KM5
KM4
19
4
CAK50_61系列数控车床 电路图册及参数表(GSK980TDi)2017.6
CAK50系列数控车床CAK61系列数控车床机床控制参数表GSK 980TDi沈阳机床股份有限公司沈一车床厂CAK50/61系列 机床控制参数表沈阳机床股份有限公司 1 / 5参数号 参数值 备注001 00011010 Bit4=1模拟电压控制 002 00000010 Bit1=1刀尖半径补偿有效003 00110000 004 01000000 Bit=0 公制005 00010010 006 00000000 007 10000000 008 00011100 010 ******** 012 10101001015 1 X 齿轮比分子 016 1 Z 齿轮比分子 017 1 X 齿轮比分母 018 1 Z 齿轮比分母019 5 020 0 021 -80 022 6000 X 快移速度 12000 Z 快移速度026 100027 8000 切削进给上限速度028 200 029 100 030 200 031 1260032 200 F0时X 快移速度 200 F0时Z 快移速度 033 100 X 回零速度 200 Z 回零速度 034 0 X 反向间隙补偿 0 Z 反向间隙补偿036 0037 240 主轴1档最高速度 038 720 主轴2档最高速度 039 2200 主轴3档最高速度 040 9999 主轴4档最高速度041 100042 10 插入段号增量值 043 99 G96恒线速主轴最低转速044 115200 波特率 045+1600000 X 正向软限位 +3500000Z 正向软限位参数号 参数值 备注 046 -3400000 X 负向软限位 -5000000Z 负向软限位 047 0 各轴返回机床零点后绝对坐标的设置值0 048 0 049 0 050 0051 1 G71、G72时的单次进刀量 052 0 G71、G72时的单次退刀量 053 0 G73时,X 轴的退刀量 054 0 G73时,Z 轴的退刀量 055 1 G73循环车削的切削次数056 0057 1 G76的重复次数058 0 059 0 060 0 061 1 062 1 063 0 064 0 065 0 066 0067 200 S1轴换挡输出电压S2/S2=100 068 0 手动/手轮方式下S1速度 069 1 液压压力低检测时间ms070 1024 主轴编码器线数071 32 072 3000073 65535 S1最大转速钳制 074 0 S1最小转速钳制 084 4 刀架总刀位数 109 40 主轴点动速度 110 1 S1轴对应参数 111 1 S1轴对应参数 113 3800 X 轴对应参数 7600 Z 轴对应参数119 3 140 1000 174 0000100017500000000Bit6=1检查主轴转速到达CAK50/61系列 机床控制参数表沈阳机床股份有限公司 2 / 5参数号 参数值 备注181 ******** 不检查/检查主轴速度18400000000Bit6=0中文DT 时间参数 参数号 数值 备注DT002 2000 压力低报警检查时ms DT004 20000 换刀时间上限ms DT005 100 M 代码执行持续时间ms DT007 50 刀架从正转停止到反转延迟时间msDT008 1500 刀架锁紧检测时间ms DT009 1500 刀架反转锁紧时间ms DT010 50 M05与制动延迟时间ms DT011 50 主轴制动时间ms DT012 2000 主轴点动时间ms DT013 36000 手动润滑开启时间ms DT014 0 卡盘夹紧时间ms DT015 0 卡盘松开时间ms DT016 1800000 自动润滑间隔时间ms DT017 15000 自动润滑输出时间ms DT024 2000 卡盘压力低检测时间ms DT025 2000 尾台压力低检测时间ms DT028 3000 延时关闭防护门时间ms DT030 500 主轴换挡延迟开始时间 DT031 1000 主轴运行时掉档检测时间 DT032 100 主轴换挡时YC1延时关闭时间DT033 300 主轴换挡时YC2延时关闭时间DT034 400 主轴换挡到位后,延迟停止时间msK 参数 参数号 数值 备注 K011.0 0 换刀方式00方式B/01方式AK011.1 0 K011.2 0 刀位信号低电平/高电平有效K011.3 1 检测/不检测 刀架锁紧信号 K011.41刀架锁紧信号 高电平/低电平有效参数号 数值备注 K011.5 1 换刀结束时检测/不检查刀位信号K011.6 0 非换刀过程检测/不检查锁紧信号K011.7 0 非换刀过程检测/不检查刀位信号 K012.4 0 卡盘压力检测有效/无效K012.5 0 卡盘压力低检测 低电平/高电平K013.4 0 尾台压力检测有效/无效K013.5 0 尾台压力低检测 低电平/高电平 K014.0 0 液压压力检测功能有效/无效K014.1 0 液压压力检测信号低电平/高电平时关闭防护门K014.2 0 防护门功能 有效/无效K014.3 0 防护门信号高电平/低电平时关闭防护门 K014.4 0 防护门锁/防护门开关 K014.5 0 防护门开时倍率,冷却限制/不限制K014.6 0 防护门打开,手动下主轴转速限制/不限制 K014.7 0 液压控制功能 有效/无效 K015.0 1 主轴换挡功能 有效/无效 K015.1 1 模拟主轴自动换挡/手动换挡 K015.20 挡位主轴手动调整有效/无效 K016.2 1 自动润滑开机时 是/否输出润滑 K016.3 0 润滑油位低 检测/不检测 K016.4 0 润滑油位高电平/低电平报警 K016.7 0 手轮/单步方式 x1000档无效/有效 K017.0主轴伺服/主轴变频器控制。
CAK4085数控车床改造电路图

-X1:13
/6.4:C
D
E
四川精锐机电有限公司 1
项目描述:加装三色灯 液压卡盘 吹气控制
页描述:端子图表 =+-X2
2
3
=
+
4
E
图号 设计
5
王新
共 12 页 2018/10/11 第 11 页
6
1
元件汇总表
元件代号
A
-F1
-HL
-K1...-K3;-K6
-K1;-K2
1L1 3L2 5L3 21NC
27
27
2
2
DELIXI
DZ47s D1
-F1
D
DELIXI
A
DZ108-20
DELIXI CJX2s 1801
-KM5
3
-K3
5
45
43
-K4
-K5
-K6
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
OMRON
OMRON
OMRON
24M 24M
4.4:A 6.5:A
0M 0M 0M
4.4:C 6.5:C 8.4:C
220A
7.1:A
110A
5.3:A
0
0
5.3:D 7.1:A
D
D
E
四川精锐机电有限公司 1
项目描述:加装三色灯 液压卡盘 吹气控制
页描述:电源分配
2
3
=
+
4
E
图号 设计
5
王新
共 12 页 2018/10/11 第 3 页
基于广数980TD系统的数控车床电路设计全解
毕业设计论文题目:基于广数980TD系统的数控车床电路设计系别:机械工程系班别:机电一体化专业指导老师:***组成员:姚龙华、梁耀祖、蔡子婧学号:*********、*********、*********摘要数控机床综合运用了微电子、计算机、自动控制、精密测量、液压与气动、机械设计与制造等技术的最新成果,随着我国企业的生产技术进步和数控设备的更新换代,对各层次的数控技术人才提出了新的更高要求。
数控系统是数控机床的核心技术,数控系统全面、系统地讲述数控系统的基本组成、各部分的主要功能和特点、工作原理等。
重点在数控的应用上,着重介绍了发那科(FANUC)公司、四门子(SIEMENS)公司、发格(FAGOR)公司以及国内华中数控集团等企业研制的数控系统的功能、特点及典型应用。
广数980TD系统数控车床就是典型的现代化设备,它的出现是机械加工设备的新突破。
随着科学技术和市场经济的不断发展,人们对机械产品的质量、生产率和新产品开发的周期提出了越来越高的要求,所以新一代的数控车床便应运而生。
广数980TD系统的数控车床是基于广州数控仿FANUC系统的数控车床、进给驱动系统、主轴驱动系统、强电控制柜等组成,因此每个电气元件及连接线路都会影响到机床的运行,引起机床的故障。
该设计主要介绍数控车床电气的元气件;机床电器元器件的计算以及选择;控制电路的电路图分析;数控系统连接图的接口分析和元件连接等内容。
目录第一章:数控机床的概述第一节:数控机床的产生与发展趋势 (4)第二节:数控机床的组成以及分类 (6)第二章:数控系统第一节:数控系统的总体结构 (11)第二节:数控系统的组成以及功能 (12)第三节:数控系统的分类 (13)第四节:伺服驱动系统........................................................................13.第五节;进给驱动系统 (14)第三章:数控机床电气元件第一节:元器件的介绍 (15)第二节:电气元器件的选择 (22)第四章:数控机床的电路分析第一节:机床电路原理图 (25)第二节:数控系统连接图的了解 (26)总结 (39)参考文献 (41)致谢 (42)附录:电路图,电气材料清单 (43)第一章数控机床的概述1.1 .1数控机床的产生与发展趋势随着科学技术的发展,机械产品的结构越来越合理,它们的性能、精度和效率日趋提高,更新换代频繁,产生类型从大批大量生产向多品种小批量生产转化。
CK6163_80_94 数控车床电路图 2009

CA车床电气控制线路教案
CA车床电气控制线路教案CA车床是一种常见的数控机床,其电气控制线路是整个机床的核心部分。
掌握CA车床电气控制线路是操作和维护机床的基础,下面我们将介绍一份电气控制线路的教案。
一、电气控制线路的基本原理1.电气控制线路是CA车床的核心部分,负责控制机床的运行和功能。
2.电气控制线路主要包括电源线路、控制线路、接地线路等。
3.电气控制线路的设计需要考虑机床的实际工作需求和安全性。
二、电气控制线路的组成1.主电源线路:包括主电源开关、主控电源输入端子、主控电源接地端子等。
2.控制线路:包括运动控制线路、信号控制线路、驱动控制线路等。
3.机床接地线路:用于保护机床和操作人员的安全。
4.外部控制线路:用于外部设备和机床的连接。
三、电气控制线路的基本操作1.启动电源:打开主电源开关,检查主控电源输入端子和接地端子是否连接正常。
2.运动控制:通过控制面板或外部设备,控制机床的转速、进给速度等参数。
3.故障排查:当机床出现故障时,需要检查电气控制线路是否正常。
四、电气控制线路的维护和保养1.定期清洁:定期清洁电气控制线路,防止灰尘和杂物堵塞线路。
2.定期检查:定期检查电气控制线路,确保连接端子牢固,无松动。
3.定期更换:定期更换老化和损坏的电气元件,保证机床的正常运行。
五、电气控制线路的安全操作1.操作人员必须经过培训,掌握机床的操作规程和安全注意事项。
2.操作时要佩戴防护手套、护目镜等个人防护用品,确保安全操作。
3.禁止在机床运行时触碰电路元件,避免触电危险。
六、电气控制线路的故障处理1.机床无法启动:检查主电源线路、控制线路是否正常连接,排除线路故障。
2.机床运行异常:检查电气元件是否老化或损坏,及时更换。
3.其他故障:根据实际情况进行故障排查,确保机床运行正常。
数控机床典型线路的安装与调试
机电设备电气安装与调试
01 数控机床典型线路的安装与调试
558型数控机床电源保护线路如图6-1-8所示
图6-1-8 总电源保护电路
由漏电保护器QS1、保险丝FU1、组合旋转开关QS2、空气开关QS3等元件组 成。漏电保护器、保险丝组、组合旋转开关、空气开关串行连接,组成电源保护电 路。漏电保护器、保险丝组、空气开关形成三重保护,对电气设备供电进行保护, 确保万无一失。空气开关QS3输出端输出三相380V电压,作为总电源为所有电气 设备供电。组合旋转开关对电源通断进行控制,控制电气设备的上电控制。
1.技能目标 ➢ 会识读数控机床电源线路原理图 ➢ 会分析数控机床电源线路工作原理 ➢ 会安装与调试数控机床电源线路
01 数控机床典型线路的安装与调试
【Hale Waihona Puke 务准备】1.认识三相四线插座
(1)三相四线插座的功能
三相四线插座,是一种为企业工厂设备提供380V相电压专用的电源插座。三相四
线插座外观见图6-1-1所示。
01 数控机床典型线路的安装与调试
2.认识数控电源电路中各元器件
(1)常用电气元件
1)低压电器选型的一般原则: ◆ 低压电器的额定电压应不小于回路的工作电压,即Ue≥Ug。 ◆ 低压电器的额定电流应不小于回路的计算工作电流,即Ie≥Ig。 ◆ 设备的遮断电流应不小于短路电流,即Izh≥Ich ◆ 热稳定保证值应不小于计算值。 ◆ 按回路起动情况选择低压电器。如,熔断器和自动空气开关就需按起动 情况进行选择。
01 数控机床典型线路的安装与调试
(2)认识变压器降压线路
由于数控机床电气元件种类多,各个元件需要不同电压供电。以558型数控 机床为例,数控系统供电电压为24V,伺服驱动供电电压为三相220V等。为了 满足所用设备供电要求,需要对总电源进行变压,满足所需电压要求。图6-1-9 为558型数控机床变压器电路
CK6142_52 数控车床电路图 200903
5.第五章 数控机床电气控制线路

1
第一节 数控车床电气控制线路
数控车床的机械部分比同规格的普通车床更为紧凑简洁。 主轴传动为一级传动,去掉了普通机床主轴变速齿轮箱, 采用了变频器实现主轴无级调速。进给移动装置采用滚 珠丝杠,传动效率高、精度高、摩擦力小。
2
1.1 数控车床的主要工作情况
一般经济型数控车床的进给均采用步进电动机,进给电 动机的运动由NC装置实现信号控制。 数控车床的刀架能自动转位。换刀电动机有步进、直流 和异步电动机之分,这些电动刀架的旋转、定位均由NC 数控装置发出信号,控制其动作。而其他的冷却、液压 等电气控制跟普通机床差不多。 现以经济型CK0630型数控车床为例,说明普通数控车床
20
图 5.11 数控系统控制步进驱动接线图原理图
21
4、数控系统对电动刀架的控制:
(1)、直流型电动机电动刀架
数控系统控制电动刀架,主要控制刀架电动机的正反转, 所反应的刀号数送给数控系统.从数控系统输入信号接 口来看,低电平有效。由于电动机电流不是太大,故 选用数控系统能驱动的功率继电器。
数控系统控制电动刀架电动机的接线原理图如图5.12 所 示 。 P3 口 的 O6(P3.6) 和 O7 ( P3.7) 控 制 KA3 、 KA4继电器,由于输出低电平有效,故中间继电器另一端 接+24V。三个微动开关信号SQ1~ SQ3分别接P3口 的I1(P3.21)、I2(P3.22)、I3(P3.23),信号低 电平有效。图5.12中,用 KA3、KA4的触点控制直流 电动机正反转,而直流电源 DC27V的产生通过变压器 和整流桥等电路产生。
31
图5.19 CLK脉冲与DIR信号波形
图5.20 数控系统与步进驱动的接口图
数控机床电气控制原理图 PPT

2.2.5 电气原理图识图
1、必须熟悉图中各器件的符号和作用。 2、识主电路 3、识控制电路 4、对于机电液配合比较紧密的生产机械,深入了解 机械传动和液压传动。 5、识读照明、信号指示、检测、保护等部分。 即:从机到电、先主后控、化整为零、连成系统
例1:
例1:
数控车床电气控制原理图分析
机床电气
机起 串动 KT得电 计时
KM2得电 电动机全压运行
停止
图中电动机由降压起动转为
全压运行后KM1和KT均断电,
起动
只有KM2得电。
按下SB1,电动机停
2 Y -△降压起动
⑴ 原理:起动时,定子绕组接成星形,每相绕组所承 受的电压为电源的相电压(220V),待转速上升到接 近额定转速时,再将定子绕组的接线换接成三角形, 每相绕组所承受的电压为电源的线电压(380V),电 动机进入全电压正常运行状态。 ⑵应用:用于正常运行时定子绕组为△联结的电动机。
二、能耗制动控制 原理: 电动机脱离三相交流电源后,在定子绕组 加直流电源,以产生起阻止旋转作用的静止磁场, 达到制动的目的。
二、能耗制动控制 1.单向能耗制动控制
工作原理:
按SB2
KM1通电
电动机起动
KM1断电 能耗 按SB1 KM2通电 制动
KT通电 延时
KM2断电(制动 结束)
桥式整流电路
的启动、运行(调速)、制动等继电器接触器控 制基本线路识图、绘图、设计等;
2.2.1 电气原理图图形符号和文字符号
1、文字符号 用来表示电气设备、装置、元器件的名称、功能、
状态和特征的字符代码。例如, FR表示热继电器。 2、图形符号
用来表示一台设备或概念的图形、标记或字符。 例如,“~”表示交流,R表示电阻等。
CKW61200数控车床电路图(天水星火2009.11)

11.1:A
2
28.6:B
2
11.1:D
1
28.6:D
1
32.2:A
U1
32.2:A
V1
32.2:A
W1
E 直流24V电源
天水星火机床有限责任公司 1
项目描述:CKW61200数控车床电路图(天水星火2009.11)
页描述:直流电源
2
3
变频器电源
= +
4
E
图号 设计
5
EPLAN
共 34 页 2019/9/29 第 5 页
B
C -E6
D
-PE1:7
-PE1:8
U1 V1 W1
-M5
M 3~
PPEE
U1 V1 W1
-M6 1.5KW
3.7A Y90L-4 B5
M 3~
PE
E 刀架电机
尾座电机
天水星火机床有限责任公司 1
项目描述:CKW61200数控车床电路图(天水星火2009.11)
页描述:电动机 3
2
3
6
1
5.6:A / U
5.6:A / V A
5.6:A / W
W
-N:2
2
U V
1
B
-QF9
1A
2
3
x1
-PV V
x2
C
W18
1
D
-M11
M 1~
2
4
5
N
1
-FU6 10A 2
4
12
-XS1
12
-XS2
6 U / 7.1:A V / 7.1:A A W/ N / 5.6:A
CAK16_36_40d系列数控车床电路图(Fanuc Mate 0i TD)2013.11

-XT2 OFF
-XT1 29
13
-SB12
ON
14
5
-KA17
/12.1:D 9
C
-XTA ESP ESP1 24P1
-XTA ON -XT2 ON
标准面板
-CE56B A11
B11
A12
14(+)
-KA17
D
13(-)
11
-SB11
12
-XS4 ST
SP
KEY
13
-SB22
14
13
-SB23
14
U1 V1 W1 PE
-M3
M
0.12kW/0.33A
3
AYB-25TH
W3
A1
A2
0
0
-XT1 0 -KM3 -F11 -XT2 0M
0M 0M / 8.6:D
D
1
2 /9.2:C
3
4 /9.2:C
5
6 /9.2:C
13
14
E 冷却泵
沈阳机床股份有限公司 沈一车床厂
1
项目描述:CAK16_36_40d系列数控车床电路图(FANUC Mate 0i TD)2013
伺服变压器
图号 设计
5
E
EPLAN
2020/7/15
6
共 58 页 第 5 页
1
2
5.2:D / 220A 5.6:E / 0
A 1mm²
-XT2 24M
5
-KA20
B
/11.6:D 9
3
-XT1 220A
0
4 220A 0
5 220A 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
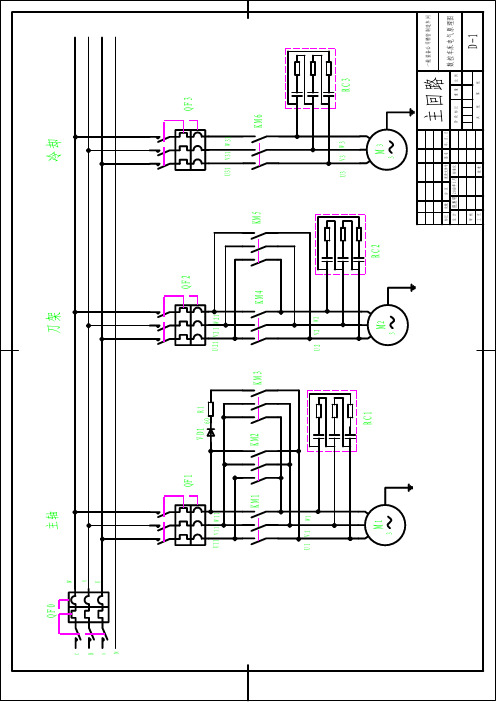
1.数控机床主轴控制电路数控机床主轴控制电路如图3-12所示。
2.主轴控制电路分析
• 1)主轴控制回路主电路连接 • 三相电源U、V、W通过空气开关QFI、交 流接触器KM1、变频器、连接到 交流异步电动机M
• 2)主轴控制回路控制电路的连接 • 电动机转动方向控制:变频器FWD正转 控制端通过继电器KA1的常开触点 • 连接到COM公共端,REV反转控制端通过 继电器KA2的常开触点连接到COM • 公共端。继电器KAl.KA2的线圈连接到数控 系统的SX39接口的第7、第8脚, • 通过继电器KAI.KA2控制主轴的正转与反转。
3.4.2其他故障分析 1.带变频器的主轴不转 带变频器的主轴不转故障分析与处理如表3-2所不。 故障原因 处理方法
机械转动故障引起
检查皮带传动有无断裂或机床是否挂放在 空挡
检查电源,接好电源线 查阅说明书,了解参数并更改 查阅系统与变频器的连线说明书,确保连 线正确
供给主轴的三相电源缺相 数控系统或变频器控制参数错误 系统与变频器的线路连接错误
例3-2 故障现象: 主轴电动机只能正转不能反转
• 故障分析与处理:操作数控系统,发现 主轴电动机只能正转不能反转,打开控制 柜观察发现变频器已上电处于待机状态, 继电器KAl.KA2均能按照数控系统的功能实 现闭合,用万用表测量REV对COM之间的 电压,发现无论KA2闭合以否REV对COM 之间的电压都没有变化,拆开继电器KA2观 察发现KA2的触点已经损坏,更换KA2上电 测试,功能正常,故障排除。
模拟电压输出不正常
用万用表检查系统输出的模拟电压是否正 常;检查模拟电压信号线连接是否正确或 接触不良,变频器接收的模拟电压是否匹 配
强电控制部分断路或元器件损 坏 变频器参数未调好
检查主轴供电线路各触点连接是否可靠, 线路否断路,直流继电器是否损坏,保 险管是否烧坏 变频器内含有控制方式选择,分为变频 器面板控制主轴方式,NC系统控制主轴 方式等,若不选择NC系统控制方式,则 无法用系统控制主轴,修改这一参数; 检查相关参数设置是否理
3.主轴启动后立即停止
3-4 主轴启动后立即停止的故障分析与处理表出脉冲时间不够 变频器处于点动状态 主轴线路的控制元器件损 坏
主轴电动机短路,造成热 继电器保护 主轴控创回路没有带自锁 电路,而把参数设置为脉冲 信号输出,使主轴不能正常 运转
调整系统的M代码输出时间 参阅变频器的使用说明书,设置好 参数 检查电路上的各触点接触是否良好, 检查直流继电器、交流接触器是否 损坏,造成触头不自锁 查找短路原因,使热继电器复位
系统与变频器连接错误
故障原因
处理方法
系统参数或变频器参数未 设置好 由于系统软件引起的轴转 速显示不 正确
系统中主轴不变速,编程 不当所致
打开系统变频参数,调整变频参数
当变频器从S500变至S800,但显示 仍为S500, 需在编程时使用G04延时,有待系统 软件改善 编辑程序时,S、T、M指令不应编 于同一程序,而应将T指令单独分开 于另一段程序编写,否则主轴转速 将默认不变。有时S、T共一程序段 时转速值显示不变,但实际转速值 已发生变化,建议不要将这两个指 令共段
将系统控制主轴的启停参数设置为 电平控制 方式
例3-3 故障现象:主轴不能转动
故障分析与处理:操作数控系统, 发现主轴电动机无论正转反转都不能转 动,打开控制柜观察发现变频器有E008 号报警,查阅变频器说明书得知E008号 报警是电源缺相报警,用万用表测试变 频器电源输入端发现缺少一相电源,测 试空气开关QF1输入端电压正常,测试输 出端发现电源缺相,拆下空气开关QFI检 查发现已损坏,更换QF1上电测试功能正 常,故障排除。
电动机速度控制:变频器VCI速度 控制脚连接到数控系统XS37接口的第5 脚,变频器GND 0V脚连接到数控系统 XS37接口的第4脚。通过XS37接口 VCI.GND两脚产生的0—1 0 V直流电压 控制主轴电动机的转速。
3.4 主轴不能启动故障诊断与维修实例分析 • 3.4.1 典型故障分析 • 例3-1 故障现象:主轴不能转动 • 故障分析与处理:操作数控系统,发现 主轴电动机无论正转反转都不能转动,打 开控制柜观察发现变频器已上电处于待机 状态,继电器KAl.KA2均能按照数控系统的 功能实现闭合,用万用表测量变频器的VCI、 GND两脚发现没有电压,断电测试VCI、 GND与XS37接口的连接线,发现VCI已开 路,恢复连接线上电测试功能正常,故障 排除
例3-4 故障现象:主轴不能转动
• 故障分析与处理:操作数控系统,发现主轴电动 机无论正转反转都不能转动,打开控制柜观察发 现变频器已上电处于待机状态,继电器KA1、Ⅺ 也均能按照数控系统的功能实现闭合,用万用表 测量变频器的VCI、GND两脚已经有电压,用万 用表测量FWD.REV对COM之间已有电压变化, 打开变频器参数杳看,发现变频器F0.00号参数 (频率给定通道选择)已由原来的VCI模拟给定 改为数字给定1面板操作,把参数恢复上电测试, 功能正常故障排除。
2.主轴转速不受控制 主轴转速不受控制的故障分析与处理
表3-3 主轴转速不受控制的故障分析与处理
故障原因 所用主板无变频功能 系统模拟电压无输出或 是与变频器 连接存在断路
处理方法 更换带变频功能的主板 先检查系统有无模拟电 压输出,若无,则为系 统故障;若有电压,则 检查线路是否存在断路 查阅连接说明书,检查 连线