成品检验记录表
成品检验记录表
成品出厂检验记录
生产批号:编号:
产品名称
规格型号
检验日期
0年月日
生产日期
年月日
生产数量
套
抽检数量
套
检验依据
《成品检验、型式实验规范》
序号
检验项目
标准要求
检验记录
检验员
判定ห้องสมุดไป่ตู้
1
包装
印刷字体应清晰、内容齐全.
2
附件
随机附件齐全.(说明书、钥匙、层架)
3
外观
无明显缺陷,无划伤,无破损等现象。
4
检
验
结
论
编制
审批
批准
日期
14
整机噪音
整机运行噪音≤52db。
15
防触电保护
结构和外壳应有充分防触电保护.
16
电源线
承受100N、位移≤2mm.无破损及划伤等现象。
17
LCD面板按键
LCD面板按键调动控制自如,按键灵活,无卡死及调动不了等现象。
18
试运行
制冷
风扇电机、压缩机运转要正常,无卡机及不运转等现象.
制冷温度
在额定环境温度下,机器运行4h内能够降到设定的温度。
标志及铭牌
应耐久、内容清晰,无破损,粘贴性好。
5
门封的密封性
关闭门时,不应有泄漏冷量的现象,打开门时,应该轻松自如,无拉不开门等现象。
6
抽真空时间及真空度
抽真空时间≧1h,真空度≤130Pa。
7
整机检漏
用肥皂水检查每个焊接口,各焊接口应该没有气泡冒出,无泄漏等现象。
8
工艺
装配
管路
无磨擦、碰撞,管路焊口要上黑油。
成品确认检验记录
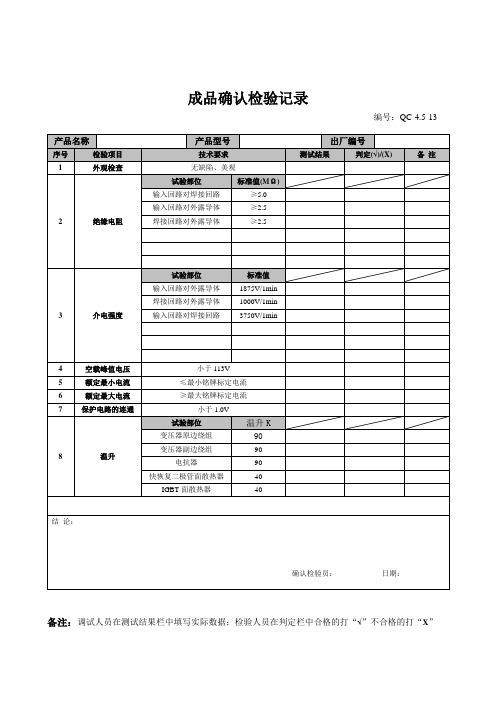
编号:QC-4.5-13
产品名称
产品型号
出厂编号
序号
检验项目
技术要求
测试结果
判定(√)/(X)
备注
1
外观检查
无缺陷、美观
2
绝缘电阻
试验部位
标准值(MΩ)
输入回路对焊接回路
≥5.0
输入回路对外露导体
≥2.5
焊接回路对外露导体
≥2.5
3
介电强度
试验部位
标准值
输入回路对外露导体
1875V/1min
焊接回路对外露导体
1000V/1min
输入回路对焊接回路
3750V/1min
4
空载峰值电压
小于113V
5
额定最小电流
≤最小铭牌标定电流
6
额定最大电流
≥最8
温升
试验部位
温升K
变压器原边绕组
90
变压器副边绕组
90
电抗器
90
快恢复二极管面散热器
40
IGBT面散热器
40
结论:
确认检验员:日期:
备注:调试人员在测试结果栏中填写实际数据;检验人员在判定栏中合格的打“√”不合格的打“X”
成品检验记录表

各个元器件的焊盘是否饱满,有无虚焊、错焊、短路
6
各个元器件的剪脚是否有平整,有无未剪断、搭线
7
各种引线是否按照以上1、2、3点的要求对应连接在线路板上
8
充电检测
充电时线路板上的绿色LED点亮
9
交流变频器上的电流显示允许范围为0.014A(14mA)——0.018A(18mA)
10
交流变频器上的功率显示允许范围为3.0——3.8W
产品检验记录(参考)
客户名称:规格型号:生产日期:生产数量:抽检数量:全检QR-8.2.4-0
序号
检验标准
检验结果
不合格原因
不合格处置
1
橘红线、粉色线是否分别接入两个灯头插座
2
带有正极插头的红线是否接电池的正极,黑线是否接电池负极
3
棕色和蓝色线是否接频为50Hz的240V交流电源
4
线路板上的元器件是否安插到位,有无漏插、错插
11
放
电
检
测
断开交流电源,绿色LED灯熄灭,同时8W荧光灯管完全点亮
12
直流稳压电源上的放电电流显示为0.33A——0.38A
检验员:检验日期:
检验结果符合的打“√”,有问题的打“×”并在将问题点记录在不合格原因栏内。
成品半成品首末件检验记录表
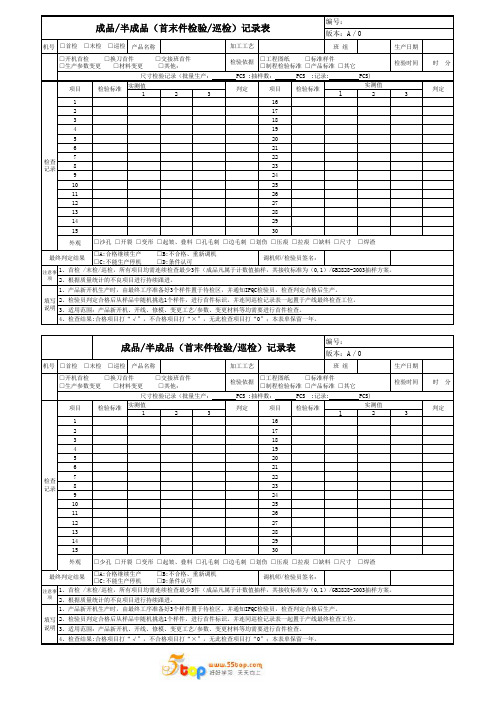
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。