钣金工程图纸绘制规范
CATIA钣金制图规范
CATIA钣金制图规范1、基本要求1.1 软件环境要求三维设计软件采用达索公司CATIA三维设计软件,版本为V5R19。
软件的标准环境CATIA三维设计软件配置环境按四方股份公司的统一配置,需将语言环境中英文均可。
1.2建模要求1.2.1 模型零件号(PartNumber)是零件唯一标识,对应属性列表中的“物料编码”属性。
零件物理文件名称对应属性列表中的“物料代号或图号”属性;即零件本身属性中的“定义Definition”属性(文件名称中“/”符号省略)。
1.2.2根据模型图纸要求,把模型相关的所有特征用参数体现出来,参数要求有意义,不得随意增加控制尺寸。
1.2.3要求模型草图要“全约束”,草图上的约束尺寸要和已经定义的那些参数相关联。
1.2.4模型创建完成后要使用零“部件属性”命令进行属性扩展操作。
定义代号、名称、材料、物料编码、材料编码、单位等物料参数。
2、设计规定钣金是针对金属薄板(通常在6mm以下)的一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
对于钣金件设计,在CATIA&VPM环境下需要遵循以下规范:2.1单个零件之间除二维图纸外,不允许有关联。
2.2命名规则,基准零件模型和设计表中的PartNumber、PartName中不能出现空格、中文、斜杠等内容,只存在数字、字母、减号和英文句号;参数名保持和图纸中一致。
2.3几何模型应是封闭的,隐藏不需要的点,线,面,线架和曲面,在正式发出的CATIA模型文件中,产品定义应使用实体(Part Body)。
2.4由于钣金件的是同一零件厚度一致。
所以若一个零件厚度不一致不能作为钣金件在钣金模块中制作模型(厚度小于6mm)。
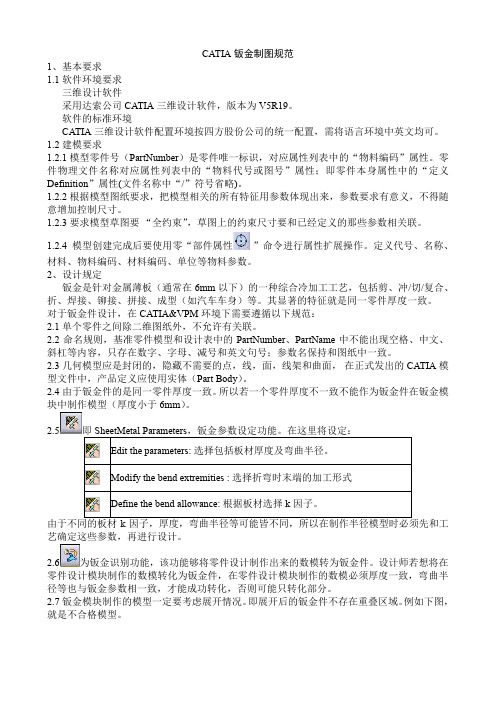
2.5Edit the parameters:Modify the bend extremities :Define the bend allowance:艺确定这些参数,再进行设计。
钣金工程图纸绘制规范
杭州华阳通电子制造有限公司页次:1/10制订部门工程部工作文件( 工程图纸绘制规范)编号WI-E00-003制订日期2004.05.24版序第一版REV.16.9.2尺寸尽量标注齐全(尺寸或像素密集处除外), 产品最大外形尺寸、成形像素定位尺寸、折弯边展开尺寸必须标注,重点管制尺寸及公差根据客户要求必须标注。
6.9.3对尺寸标注﹐首要原则是体现对产品之管控要求﹐其次为方便现场量测。
6.9.4重点管控的尺寸可在其尺寸旁加“★” 以示提示。
6.9.5局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全。
6.9.6印字必须标出其字框尺寸和方向。
6.9.7所有抽孔、冲凸、压印、压字等局部成型都必须标注其类型﹑方向、数量和尺寸。
6.10 注解:6.10.1展开图中的小折﹑小凸﹑五金件等要在其像素的旁边用一个大写英文字母作为标注代号, 规格相同的像素代号一致, 注解字段说明包括规格、尺寸、数量、方向和指导线。
6.10.2像素注解规范:5.10.2.1五金件﹕方向﹑规格﹑数量﹑底孔必须填写(必要时另作剖视图)。
压铆类螺母,螺柱,螺钉,销钉等正面压铆平装压铆螺母反面压铆平装压铆螺母制订部门工程部工作文件( 工程图纸绘制规范 ) 编号WI-E00-003制订日期2004.05.24 版序第一版 REV.16.10.2.2抽孔﹕方向﹑规格﹑数量﹑底孔必须填写(必要时另作剖视图)。
抽孔类抽芽孔,自铆孔,莲花座孔等向上抽孔向下抽孔6.10.2.3 冲凸:方向、类型、数量、预冲孔必须填写(必要时另作剖视图)。
冲凸类凸包,凸台,压筋,地脚等向上冲凸包向下冲凸包6.10.2.4撕裂类:方向﹑规格﹑数量必须填写(必要时另作剖视图)。
撕裂类冲桥,冲挂耳,敲落孔等向上撕裂向下撕裂杭州华阳通电子制造有限公司页次:7/10制订部门工程部工作文件( 工程图纸绘制规范 ) 编号WI-E00-003制订日期2004.05.24 版序第一版 REV.16.10.2.5沉孔:方向、数量、角度必须填写(必要时另作剖视图)。
钣金工程图纸绘制规范

钣金工程图纸绘制规范1.0目的:1、检查和校核由AP100、SolidWorks或AutoCAD所制作展开图的正确性和有无错误。
2、使工程图纸更有效指导生产,方便生产加工提高产品质量。
3、使工程图纸绘制规范化、专用术语使用一致性,达到展开图绘制的快速统一。
2.0范围:钣金图纸展开绘制3.0权责:钣金展开工程图由工艺工程师绘制,展开图制作人不得与图纸展开人为同一人,在绘制展开时同时负责校对及审核图纸零件展开尺寸、各种孔位、也径和各种落料尺寸的正确性。
4.0定义:钣金展开工程图简称为“展开图”,以下均称为“展开图”,它能正确反映零件实际下料尺寸,同时能反映所有与其相关的标准件及其规格要求等要素的生产制程图面。
5.0资料来源:根据加工落料需要由AP100、SolidWorks或AutoCAD制作的展开图。
6.0内容:6.1产品展开图,是工艺排配和生产加工的基础,作为生产加工的重要依据之一,要出图并签核。
6.2展开图管制内容:6.2.1能正确反映产品结构、按第一视角摆放的各向视图、局部视图及剖视图。
6.2.2产品的重要加工信息及相关产品信息,包括:客户名称、产品名称、图号、版次、材质/料厚等信息。
6.2.3产品特殊结构的数量与规格,如:抽孔、抽芽、沉孔、断差等。
6.2.4所有用于该产品的五金零件规格、数量,如:螺母、螺柱、螺钉等。
6.2.5所有与制程相关的产品技朮要求,如:表面处理、毛刺面方向、拉丝方向等。
6.2.6其它信息,如:张数、制作人、制作日期等。
钣金工程图纸绘制规范文件编号:WQ-JS-001版本:A0五权机电(上海)有限公司第2页,共10页6.3展开图视图制作:6.3.1展开图上各向视图应严格按照第一视角原则摆放。
6.3.2视图须能完整体现产品结构,并力求清晰简洁。
6.3.3必要时须采用放大视图或剖视图以达成产品结构的完整及清楚6.3.4对于成型像素需作出其剖视图,如抽形、撕裂、凸点、凸包、五金件、断差、地脚等,其绘制方法详见“成型像素、五金件剖视画法及标注”。
[转]钣金展开出工程图的几点注意事项!
![[转]钣金展开出工程图的几点注意事项!](https://img.taocdn.com/s3/m/31bbadf03086bceb19e8b8f67c1cfad6195fe9f5.png)
[转]钣金展开出工程图的几点注意事项!1. 若无特别指明, 则按照'毛刺向内' 的原则来判断产品毛刺方向, 展开后的图形按毛刺向下的方式放置。
2. 展开图中除圆孔外所有像素必须串联成复线, 所有由短小线段组成的像素, 必须重画为规范像素 (圆﹑直线)。
3. 外形尖角不做处理,但在工程图中视工艺而倒角。
4. 标注4.1 展开图必须使用线性标注形式,小数点精确到二位(UNIT2),尺寸标注放在DIM层,坐标原点应选在最大外形尺寸的左下角处,尺寸尽量标注齐全(尺寸或像素密集处除外),但必须标注最外形尺寸,折线尺寸,产品图上标注尺寸对应的展开尺寸.4.2. 局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全.4.3. 所有抽牙,抽凸,压毛边,压印,压字压平等局部成型都必须按顺序标注其类型,方向和尺寸(特殊情况除外)。
4.4 注明90∘折弯系数, 非90∘折弯须标注折弯变形区的尺寸。
5.1 选择数冲下料时,工艺缺口最小可设定为1.0,并可根据板厚作适当的调整(工艺缺口不可小于板厚),且数冲的所有缺口和所有类型的孔都必须根据公司的刀具进行调整,保证展开和程式的绝对一致;5.2 选择镭射下料时,工艺缺口最小可设定为0.5,并可根据板厚作适当的调整;6喷涂余量需进行调整a.喷皱纹粉:如果客户对孔径尺寸公差要求在0.2以上时,不需要调整孔径尺寸;如果客户对孔径尺寸公差要求在0.2以下时,需要将孔径加大0.2,使喷涂后的孔径尺寸和客户要求的孔径尺寸相符b.喷砂纹粉/平光粉:如果对孔径尺寸公差要求在0.15以上时,不需要调整孔径尺寸;如果对孔径尺寸公差要求在0.15以下时,需要将孔径加大0.15,使喷涂后的孔径尺寸和图纸要求的孔径尺寸相符喷油漆:如果孔径尺寸公差要求在0.1以上时,不需要调整孔径尺寸;如果对孔径尺寸公差要求在0.1以下时,需要将孔径加大0.1 7折弯喷涂余量调整:a.如果对折弯尺寸公差要求在0.2以下时,需要将影响要求尺寸的各个喷涂面减小0.1,使喷涂后的折弯尺寸和要求的折弯尺寸相符;b.喷砂纹粉/平光粉:如果对折弯尺寸公差要求在0.15以上时,不需要调整折弯尺寸;如果客户对折弯尺寸公差要求在0.15以下时,需要将影响客户要求尺寸的各个喷涂面减小0.075,使喷涂后的折弯尺寸和客户要求的折弯尺寸相符;c.喷油漆:如果客对折弯尺寸公差要求在0.1以上时,不需要调整折弯尺寸;如果对折弯尺寸公差要求在0.1以下时,需要将影响要求尺寸的各个喷涂面减小0.05,使喷涂后的折弯尺寸和要求的折弯尺寸相符;。
钣金工程图的标注规范
钣金工程制图准确画法及应用实例:《钣金工程制图准确画法及应用实例》是2015年化学工业出版社出版社出版的图书,作者是孙开元、李改灵。
本书以技术制图、钣金形体结构、钣金工艺结构和钣金连接结构为基础,全面系统地介绍了钣金制件放样图、展开图和施工图的画法。
本书以实例讲解为主,分别介绍了几何作图、投影基础与图样画法、钣金截交与相贯、钣金放样图、钣金展开图和钣金施工图等,实用性强。
本书可供机械、冶金、造船、石油化工、锅炉、电子电器、仪表、轻工纺织等行业从事钣金工程的技术人员、高级技工等使用,不仅可作为钣金工具书使用,也可供钣金教学与科研人员参考,还可作为高等学校相关专业的学生扩大专业或岗前职业技能的培训教程。
内容简介:本书以钣金制图为主线,以钣金画法范例为主体,以几何作图、投影知识和图样画法为制图基础,以钣金展开方法、钣金形体结构、钣金工艺结构和钣金连接结构为钣金技术基础,重点介绍钣金放样图、展开图和施工图的画法。
为做到通俗易懂,本书以图形为主,配以最简练的文字说明,尽量做到由最简单的基础知识讲起并逐步加深。
本书结构体系完整,制图基础知识介绍简洁规范,钣金技术基础知识介绍全面详细,钣金工程图画法介绍完整深入,图例符合国家标准,实例取材于工程设计实践,具有较强的实用性和指导性。
本书主编孙开元、李改灵,副主编张丽杰、郝振洁、张晴峰、路学成,参加编写工作的还有邵汉强、袁一、廖苓平、韩继富、董宏国、孙爱丽、李立华、孙葳、汤向东、冯叔忠、白雪峰、张大鹏、刘宝平。
由李长娜主审。
目录:第1章几何作图111基本几何作图1111直线段等分作法1112直线垂线作法1113直线平行线作法3114角平分线作法4115圆弧等分作法4116半圆等分作法4117圆等分作法5118任意角度作法7119斜度和锥度作法812几何图形画法9121三角形画法9122正多边形画法9123圆的画法13124椭圆画法14125特大圆弧的画法15126蛋形圆画法15127心形圆画法1613圆切线画法16131过圆上一点作圆的切线16132过圆外一点作圆的切线16133作两圆的公切线1714圆弧连接画法18141圆弧连接两已知直线18142圆弧连接已知直线和圆弧19143圆弧与圆弧连接2015非圆曲线画法21151抛物线画法21152双曲线画法22153摆线画法23154渐开线画法2416圆周和椭圆弧展开画法25161作圆周展开长度(近似作图)25162作已知圆弧的展开长度(近似作图)26163已知圆弧的展开长度及半径,作圆弧(近似作图)26 17阿基米德螺旋线画法27第2章投影基础与图样画法2821投影法28211投影法的概念及分类28212正投影性质29213物体三视图30214各种位置直线的三面投影34215各种位置平面的三面投影3622视图38221基本视图38222向视图39223局部视图40224斜视图4223剖视图44231剖视图的基本概念和剖视图的画法44 232剖切面48233全剖视图52234半剖视图54235局部剖视图54236合成图形的剖视图5724断面图57241移出断面图58242重合断面图60243断面图的标注6025规定画法、局部放大图、简化画法62251剖视图和断面图的规定画法62 252局部放大图63253重复性结构的画法65254按圆周分布的孔的画法66255网状物及滚花表面的画法67 256断裂的画法68257一些细部结构的画法68第3章钣金截交与相贯7231钣金立体和特殊面72311平面体72312回转体81313椭圆体92314柱状面96315螺旋面97316复合面10132钣金截交线107321平面钣金制件截交线108322回转面钣金制件截交线11233钣金相贯线119331平面钣金制件相贯线120332平面管与回转面制件相贯线122 333回转面钣金制件相贯线126334钣金制件相贯线的特殊情况134 第4章钣金放样图14441放样图的概念144411放样的概念144412放样图的概念14442放样结构的合理处理14743放样划线基准14844放样中常见符号15045放样的基本方法150451线型放样150452结构放样152453展开放样15546放样尺寸确定156461筒节15646290°压制弯头15747放样图画法158471放样图画法和步骤158472放样图画法示例159第5章钣金展开图16251钣金展开方法162511图解法展开放样163512计算法展开放样17252钣金展开中的等分17453展开图示例174531圆管制件展开图174532圆锥制件展开图185533棱柱体制件展开图200 534棱锥体制件展开图208 535异形口制件展开图215 536异形体相贯制件展开图224 537不可展曲面体展开图235 538零片板类制件展开图249 539型钢构件计算展开实例259 第6章钣金施工图27061钣金施工图特点27062钣金机械成形结构271621冲裁件合理工艺结构271 622弯曲合理工艺结构274 623拉深合理工艺结构278 624翻边件合理工艺结构280 63钣金手工成形结构281631咬缝结构281632卷边结构282633放边结构282634收边结构282635拔缘结构283636拱曲结构284637弯曲结构28464钣金连接表示法284 641螺纹连接284642铆接290643焊接296644胀接308645粘接31165钣金施工图尺寸标注314 66钣金施工图技术要求327 661公差与配合注法328 662几何公差注法332 663表面结构表示法340 67钣金施工图画法实例347 671网卡固定架347 672控制器上盖348 673箱体护罩352674低压锅盖体352参考文献353。
(整理)钣金图图面标注的完整性和相关技术资料

钣金图图面标注的完整性和相关技术资料更新时间:2009-11-7 17:12:07 浏览次数:756钣金图图面标注的完整性和相关技术资料我们习惯上把用于钣金展开和折弯的工艺图样简称为展开图。
完整的展开图图面分“图形”、“标题栏”和“技术要求”三个部分。
在绘制展开图时,必须遵照以下提示的内容,逐一检查图样的完整性和正确性。
1 绘制图形1.1 图形包括工件的展开部分和折弯部分,两者不存在对应的三视图关系,一般应注明“展开图”或“折弯图”,展开图必须按1:1绘制,折弯图可不按比例绘制,图面必须标注折边标记和折弯方向标记。
1.2 图层颜色规定为:白色——轮廓线(激割线),绿色——尺寸线,红色——中心线,浅兰色——虑线,黄色——细线,刻蚀线必需采用非白色层,并注明“刻蚀”。
1.3 展开图规定用中间公差绘制。
对于激光切割的工件,如果孔的公差带小于0.1mm,孔一般按名义尺寸画小0.3mm(板厚≤3mm)~0.5mm (板厚>3mm),并注明扩孔或铰孔至多大尺寸。
1.4 激光切割的螺纹底孔尺寸按下表数据绘制,除标注底孔实际尺寸外,并需标明“扩攻MXX螺纹”。
M3 M4 M5 M6 M8 M10 M12 M16φ2.3 φ3.0 φ3.9 φ4.7 φ6.3 φ8.1 φ9.8 φ13.61.5 自攻螺钉底孔按下表数据绘制螺纹规格板厚 mm 底孔直径 mm 拧入力矩 N.mST4.2 1.0 3.2 0.8661.2 3.2 1.2841.5 3.4 1.5452.03.5 1.8832.53.5 1.851ST4.8 1.0 3.7 0.9341.2 3.9 1.1011.5 3.9 1.6422.0 4.0 2.2422.5 4.0 2.5643.04.1 4.042ST6.3 1.5 5.2 3.0582.0 5.43.2772.5 5.53.5053.0 5.6 3.9591.6 自攻锁紧螺钉底孔按下表数据绘制板厚 0.8 1 1.2 1.5 2 2.5 3 4 5 6M2 1.70 1.70 1.70 1.70 1.75M2.5 2.20 2.20 2.20 2.20 2.20 2.25M3 2.65 2.70 2.70 2.70 2.75 2.75 2.80M4 3.60 3.60 3.65 3.65 3.70 3.70 3.70 3.75M5 4.60 4.60 4.65 4.65 4.65 4.70 4.70 4.75 M6 5.50 5.50 5.55 5.55 5.60 5.65 5.70 1.7 焊接螺母底孔按下表数据绘制。
钣金工程图教程

钣金工程图教程
首先讲讲钣金出图的步骤:
1.首先要有模型(就是钣金三维实体)
2.把模型展开,然后再折弯回去(这一步是为后面做准备的)
3.在模型文件里增加一个族表零件(即钣金展开件——用特征表示)
4.出二维图
现在开始go!!!!
1.现在首先建一个钣金件模型(如下草图),名字为:BJCT
实体模型:
2.然后展平,再折弯回去(这一步就不多讲了,论坛
里别的教程里有提到的)
3.建族表零件(工具——族表)
从模型树里选“展平”和“折弯回去”特征。
(参考
下图)~
~中键确认完成。
接着:
本帖隐藏的内容需要回复才可以浏览
设置好后“确定”。
保存~~~
[本帖最后由 secondangle 于 2008-10-1 23:29 编辑]
4出图
刚进入二维图界面是会弹出选取实例对话框
接下来的出图操作跟其它出图操作一样。
最后完成的
图如下。
钣金件设计规范
钣金件设计规范钣金件设计规范是指针对钣金件的设计和制造过程中需要遵循的一系列规范和要求。
钣金件是指通过对金属板材进行切割、弯曲、冲压、焊接等工艺加工而成的零件。
下面是关于钣金件设计规范的一些要点。
1. 材料选择在设计钣金件时,需要根据零件的功能和工作环境选择合适的材料。
常用的钣金材料有碳钢、不锈钢、铝合金等。
同时,需要考虑材料的强度、硬度、耐腐蚀性等特性。
2. 设计几何形状钣金件的几何形状设计应具备合理性和可制造性。
应尽量减少零件的复杂度,避免过于细小的结构和过于复杂的平面形状。
设计时应考虑材料利用率和制造工艺的可行性。
3. 尺寸公差设计钣金件时,需要在设计图纸中规定尺寸公差。
合适的公差范围能够保证零件的互换性和可靠性。
公差的选择应根据零件的功能和制造工艺来确定。
4. 强度分析钣金件的设计应考虑其强度和刚度。
可以通过有限元分析等工具进行强度分析,以确定零件的最佳结构和材料。
5. 过冲与收口在钣金件的设计中,需要考虑过冲和收口的问题。
过冲是针对冲压加工过程中金属板材的弹性回弹问题,而收口则是为了提高钣金件的牢固性和密封性。
6. 表面处理钣金件在制造完成后,需要进行表面处理以提高其外观质量和耐腐蚀性。
常见的表面处理方法有喷漆、喷粉、电镀等。
7. 组装与安装钣金件的设计应考虑其组装和安装的便利性。
零件之间的连接方式应合理选择,并且连接点应容易访问和维修。
8. 质量控制在钣金件的设计和制造过程中,需要进行严格的质量控制。
设计师和制造人员要清楚了解设计要求,确保零件的质量符合标准。
9. 制造工艺钣金件的制造工艺有很多种,包括切割、冲压、弯曲、焊接等。
不同的制造工艺对零件的形状、尺寸和材料要求不同,设计师要根据具体情况选择合适的制造工艺。
10. 设计文件和验收标准钣金件的设计过程中应编制相应的设计文件,包括设计图纸、工艺文件、检验标准等。
设计师和制造人员要严格按照设计文件的要求进行制造和验收,确保零件符合设计要求。
SolidWorks钣金制图原则

钣金设计通用制图工艺手册4.工程CAD设计用的软件设置and2(如,上,确保每次打开软件时插件能自行加载。
4.2.3 插件加载后,新建一个零件,点击菜单栏“toolbox—配置”,将弹出对话框,根据需求将非GB的所有文件去掉勾,然后在“3用户设定”中将“标识”中3项目均打上勾,最后左上角保存,确保标准件在工程图中以中文的名称显示。
4.2.4 Toolbox设置完成便可以开始建模,“新建—零件”进入草图绘制界面,草图必须完全定位(即所有线条均有约束,变为黑色),草图完成后,生成钣金需要按后面规定的进行设置。
4.2.5钣金系数设置机床护罩类,普通钣金产品在SolidWorks软件钣金模块下按以下2种方法设置展开,折叠8次总的最小误差为0,最大误差为±0.5mm,不影响本类产品生产使用,但不适用于精密钣金的展开设置。
4.2.5.1..推荐设置:展开系数全部取用K因子0.185,R=0.2,(注意,折死边部位必须设定为R=D1,K因子0.432,否则会有1.5~2mm误差)。
此种方法可以减少折弯闭合角的工作,节省时间4.2.5.2..其余设置:展开系数k因子0.432,R=D1,此种设置由于R较大,必须闭合角才避免缝隙,但各种展开均无超范围误差。
4.2.5.3 其他设置:包括折弯扣除,折弯系数等均暂不推荐。
说明:K因子0.185适用于3mm以内的薄板非死边折弯,K因子0.432是采用1.5mm板厚,折弯圆角小于0.8mm的折弯计算得到,在精密钣金只适用于1.5mm板厚,其他板厚的精密钣金要根据折弯系数确定,普通5mm以内钣金8次折弯总精度±0.5mm。
4.3特征设置使用“边线法兰,斜接法兰”等生成法兰的时候,尽量勾选如左图所示,每个选项的首个选择,即:外部虚拟交点,包含材料厚度,剪裁侧边折弯。
特殊结构的地方允许选取其余方式。
)。
4.5对于属性和说明填写的要求。
说明:钣金件需要“发蓝/电镀/加工特殊孔”等本厂不能加工的工艺的要填写备注,非钣金件需要“机加工/发蓝/电镀/特殊加工”等,需要填写备注。
钣金展开图的绘制技巧

钣金展开图的绘制技巧一.图面展开步骤:审图建立文件档案确定图框幅面零件展开标注尺寸审核二.图面展开之注意事项1.展开方式要合理,尽可能减小不必要的工序及考虑加工方便性考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排.2.合理选择间隙及包边方式间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同)3.必须合理考虑公差图面公差标注有如下几种:4.对于门板类及盒体必须考虑毛刺方向对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔.5.抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图6.对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母.7.必须选择合理刀具;8.考虑烤漆及喷粉膜厚;9.尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为3.10.材质,板厚要与表处方式相结合;11.选择合适的图纸幅面;12.特殊角度折弯系数及内R角变化要试验确定;13.部分尺寸较多的地方可画出放大图以便清楚表达;14.易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;15.对于需保护的地方要加以标示.16.拉丝件要标明拉丝方向.三.展开图的绘制技巧1.采用拼图的方式:①若有客户提供的有CAD图檔,我们可根据三视图选择适当的视图作为基准,然后将需要的视图移至到基准视图对应位置上,在拼的过程中一定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH)减一次折弯系数,完成后都要进行尺寸检查,发现错误及时修正.不要等到拼完后再来计算就很难找出错误的位置,在全部完成后再整体计算一次,检查展开图时,一般先计算总体外形尺寸,然后按从左至右或从右至左一个一个尺寸的校对,每一处尺寸都不要放过.对于形状较难的图纸可以先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作修改,修改完一处用笔标识一处,这样就可以减少错误发生的机率.拼图的主要优点是:节约时间,减少错误.②若客户没有给我们提供图檔时:我们要先根据三视图确定一个视图作为基准,绘制出所需要部分,然后将其它视图上所需要的边分别绘制出来,再以第①点讲述的拼图方法完成展开.2.对于冲网孔较多的料件绘制完展开图后,先不要标注尺寸,根据网孔的位置及数量将总长或总宽减小0.2~0.3㎜(视情况而定),防止孔被拉变形后尺寸会增大,这样可以保证总体尺寸,减小变形量.3.对于孔位较多而杂的展开图:可采用分多人绘制,分别用不同的字母和不同的颜色表示,绘制时分别以同一坐标系为基准作参照,绘制完后选中同一基准点将两幅图拼加在一起即可,检查时按同一方向进行校对,可减少错误.如:戴西博的料件,就是采用多人分开绘制,然后拼加在一起.4.对于图面用英寸标注尺寸的图面:绘制时外形采用英寸计算,绘制完成后整体放大25.4倍即可,对于圆孔或腰孔可用英寸计算出孔定位尺寸,先画出孔中心线,然后再转换为公制画出孔径大小.这样可以方便编程,减少小数字数.5.在校对展开图需作修改时:可采用拉伸命令,先标注出修改前的尺寸,然后再拉伸至所需要位置尺寸,前后对照检查,可以明白是否完成修改.6.特殊角度折弯系数及内R角变化要试验确定:对于一些不规则的折弯角度先根据理论值展开后,用试片先试折,以试验结果找出问题的原因所在来调整展开尺寸.另对于一此特殊板厚,不能确定折弯系数时,一定要试折测量,且要多次测量,得出正确结果,方可展开.。
钣金零件图面标准规定

钣金零件图面标准规定1. 目的规范钣金(零)件图的图面画法,达到钣金(零)件图绘制的快速统一.2. 图面要求2.1 钣件图和零件图都必须用第一角投影法绘制。
不允许第三视角图纸下发车间使用,除非客户的图纸是很难转化的图片格式或PDF档案格式,但必须清晰注明第三角视图,否则一律按照第一角执行。
2.2 钣件图中孔的画法遵照国标画法及相关规定。
2.3 一张零件图只能表达一个产品,标题栏内应注明产品名称、产品图号、零件名称、零件图号、日期、材质、板厚、设计(绘图)、审核、未注要求及其它要求。
2.4 钣件图中如有多个钣件(或零件)共享的情况,则必须把共享的零件(可缩小)拷贝到钣件图的侧面,并在拷出的视图正下方注明零件的编号.一般异形的零件编号在前,共享零件编号最后,圆形零件居前两者之间.2.5 平板零件图中一般只画零件的主视图,表达不清楚的部分进行局部放大.2.6 零件图以表达清楚为原则,主视图不要旋转和镜射,特殊情况除外;主视图下方的俯视图和右方的左视图依表达的需要确定是否要画.纯粹圆冲子和圆块类零件可只画一个轴向断面图,投影为圆的视图可以不画.2.7 钣金件的技术要求,涉及材质,厚度,不允许接刀痕、压伤、划伤、毛刺等外观规定,并涉及相应的表面处理,检验标准等规定。
2.8 对于多道折弯的零件,压铆、抽芽孔等数量多的孔位零件,压铆孔(或抽芽孔)采用“A”符号标注所有相同的孔,不同的压铆类型如螺母、螺柱多种规格,采用“A”“B”“C”等不同符号在图面标注清楚相应规格的数量,避免员工压错。
折弯多的运用多个视图表达清楚各道折弯的尺寸。
2.9 绘制的图纸中必须有图号,并且图号必须是唯一的。
产品名称按客户的产品名称,客户没提供产品名称的按此工件在部件中的功能、位置及大概形状命名。
3. 标注要求3.1 所有钣金件图或零件图的标注都必须体现零件设计的要求尺寸。
3.2 共享时,必须在主视图中用引线标注出共享的模板或零件代号.共享钣(零)件的尺寸尽量在主视图中标注.共享零件有后续加工时,必须在拷贝出来的视图上标全零件最终要求的设计尺寸.需作特殊处理的共享零件要做必要的引线批注说明。
钣金件产品图设计规范
钣金件产品图纸规范Q/HMJ 0401001-前言钣金件产品图纸设计规范是由青岛海尔模具有限企业根据产品开发旳需要,因现无有关上级原则特制定此企业原则,在有关上级原则公布实行后本原则将自动废止或视状况修订后重新公布实行。
本原则于12月20日公布;本原则于12月25日实行;本原则重要起草单位:青岛海尔模具有限企业;本原则重要起草人:张坤英1 主题内容与合用范围本原则规定了钣金件产品图中应体现旳内容及体现规范,利于提高产品图旳质量,使之更好地指导生产。
本原则合用于模具企业钣金件产品图旳设计。
2 内容2.1 金属板材冲压、拉伸、焊接等措施加工成型旳零件称为钣金件。
钣金件设计图样是直接提供应客户和产品制造单位旳,其应提供钣金件加工、检查所必需旳所有信息。
2.2 钣金件设计在满足使用规定旳前提下,应注意其工艺性,不应出现平面尖角及应力集中旳突变构造,防止模具或工艺原因难以实现旳构造。
要遵照JB/T4378.1《金属冷冲压件构造要素》旳规定准则。
2.3 钣金件设计图采用二维体现方式,一般不得使用三维图。
对于形状复杂,二维图无法体现清晰旳部分构造,在与客户和制造单位到达协议旳状况下可用三维图体现,应在技术规定中阐明。
用PRO/E软件出二维图,(二维图中旳圆弧线应删除),配置文献drawsetup内容应统一。
2.4 图形2.4.1钣金件图样中旳图形必须完整,清晰,可以体现钣金件旳所有形状。
要合理运用视图、剖视图以及有关旳其他体现方式,图面布置要合理。
2.4.2由两个或两个以上零件经焊接或铆接成型旳组合钣金件,应画装配图。
形状较为简朴旳可只用一张装配图样体现,各零件用引出线标上件号(1、2、3、……)并在明细表中标注名称、材料等各项内容;形状复杂旳应将各零件单独出零件图体现(明细表见附表1)2.5 尺寸标注2.5.1钣金件旳定形尺寸和定位尺寸应标注完整、清晰、合理,符合机械制图国标,尽量选择加工基准和检查基准作为标注尺寸旳基准,基准旳投影不需在图中标注。
(完整版)钣金展开图绘制技巧

一. 图面睁开步骤 :审图成立文件档案确立图框幅面部件睁开标明尺寸审查二. 图面睁开之注意事项1.睁开方式要合理 ,尽可能减小不用要的工序及考虑加工方便性考虑实质加工工艺合理安排加工工序 (孔与折边距离 ,压铆 .折弯加工工艺.焊接加工工艺等 ),以上情况要考虑加工次序的安排 .2.合理选择空隙及包边方式空隙及包边关系的选择的一般原则为:长边包短边 ,折弯睁开空隙为0.2~1mm( 依据板材板厚不一样而取值不一样)3.一定合理考虑公差图面公差标明有以下几种 :4.关于门板类及盒体一定考虑毛刺方向关于该类部件的睁开,一定要考虑毛刺 ,达到折弯后毛刺向里 .关于一些大门板类部件设计时如未考虑烤漆掉挂工艺孔,而该类部件又无其余孔,在睁开时考虑加开掉挂工艺孔.5.抽牙 ,压铆 ,冲凸 ,扯破等地点方向一定明确 ,画出剖面图6.关于图面上不一样孔径的孔为了加以差别应在图面上用字母分别表记,不一样孔径采纳不一样的字母.7.一定选择合理刀具 ;8.考虑烤漆及喷粉膜厚 ;9.尺寸标明规范化 .齐备 .清楚 ,压铆类标明需一致规范化尺寸标明规范化 :在任一图面绘制好尺寸标明前都要对尺寸标明比率进行设置 ,设置公式为 AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为 3.10.材质 ,板厚要与表处方式相联合 ;11.选择适合的图纸幅面 ;12.特别角度折弯系数及内 R 角变化要试验确立 ;13.部分尺寸许多的地方可画出放大图以便清楚表达;14.易犯错的地方需要点提示 ,如不对称部件 ,部分部件可在睁开图上画出折弯表示 ;15.关于需保护的地方要加以标示 .16.拉丝件要注明拉丝方向 .三. 睁开图的绘制技巧1.采纳拼图的方式 :①如有客户供给的有CAD 图檔 ,我们可依据三视图选择适合的视图作为基准 ,而后将需要的视图移至到基准视图对应地点上,在拼的过程中必定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH) 减一次折弯系数 ,达成后都要进行尺寸检查,发现错误实时修正 .不要等到拼完后再来计算就很难找犯错误的地点,在所有达成后再整体计算一次,检查睁开图时 ,一般先计算整体外形尺寸,而后按从左至右或从右至左一个一个尺寸的校正 ,每一处尺寸都不要放过.关于形状较难的图纸能够先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作改正 ,改正完一处用笔表记一处,这样就能够减少错误发生的机率 .拼图的主要长处是 :节俭时间 ,减少错误 .②若客户没有给我们供给图檔时: 我们要先依据三视图确立一个视图作为基准 ,绘制出所需要部分 ,而后将其余视图上所需要的边分别绘制出来,再以第①点叙述的拼图方法达成睁开.2.关于冲网孔许多的料件绘制完睁开图后 ,先不要标明尺寸 ,依据网孔的地点及数目将总长或总宽减小 0.2~0.3 ㎜(视状况而定 ),防备孔被拉变形后尺寸会增大 ,这样能够保证整体尺寸 ,减小变形量 .3.关于孔位许多而杂的睁开图 :可采纳分多人绘制 ,分别用不一样的字母和不一样的颜色表示 ,绘制时分别以同一坐标系为基准作参照 ,绘制完后选中同一基准点将两幅图拼加在一同即可 ,检查时按同一方向进行校正 ,可减少错误 .如:戴西博的料件 ,就是采纳多人分开绘制 ,而后拼加在一同 .4.关于图面用英寸标明尺寸的图面 :绘制时外形采纳英寸计算 ,绘制达成后整体放大25.4 倍即可,关于圆孔或腰孔可用英寸计算出孔定位尺寸, 先画出孔中心线,而后再变换为公制画出孔径大小 .这样能够方便编程, 减少小数字数 .5.在校正睁开图需作改正时 :可采纳拉伸命令 ,先标明出改正前的尺寸 , 而后再拉伸至所需要地点尺寸,前后比较检查 ,能够理解能否达成改正.6.特别角度折弯系数及内 R 角变化要试验确立 :关于一些不规则的折弯角度先依据理论值睁开后 ,用试片先试折 ,以试验结果找出问题的原由所在来调整睁开尺寸 .另关于一此特别板厚 ,不可以确立折弯系数时 ,必定要试折丈量 ,且要多次丈量 ,得出正确结果 ,方可睁开 .。
板金工程图绘制规范
技术文件发行专用保管单位代码JS00技术文件发行专用保管单位代码JS00页次:3/10制订部门 技术部 工作文件板 金 工 程 图 纸 绘 制 规 范编 号 CR-JS-2011003制订日期 2011.10.26 版 序 第一版 REV.1 6.5展开图展开前置作业:6.5.1展开时, 英制单位一律转换为公制单位 (乘25.4)。
6.5.2如有3D转2D﹐请注意将其做成DWG文件﹐然后再在CAD上做后续作业。
6.5.3需对产品作尺寸公差和结构分析, 以确定零件尺寸取值,此取值定义准数值,无公差带,如0到+0.3 。
6.5.4图纸标注尺寸与实际量测尺寸不符时, 以标注尺寸为准。
6.5.5 图纸有漏标尺寸或尺寸有误时, 应在图上作相应的更正或说明。
6.6展开图图面要求:6.6.1图面要求:6.6.1.1展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的像素。
6.6.1.2若无特别指明, 则按照 "毛刺向内" 的原则来判断产品毛刺方向,展开后的图形按毛刺向下的方式放置。
6.6.1.3展开图中除圆孔外所有像素必须串联成线, 不能有重画线, 所有由短小线段组成的像素, 必须重画为规范像素 (圆﹑直线)。
6.6.1.4图中有五金件时﹐除剖视外﹐另需在图中注明其规格、数量、底孔、方向;底孔需查核准确。
6.6.1.5成形像素在图中注意填写方向、数量及类型。
6.6.1.6图面上不允许存在“需确认”等字样﹐即展开图完成时﹐必须产品确认已经完成。
6.6.1.7如有表面处理的﹐需在展开图面上注明其表面处理方式。
6.6.1.8对于产品图上重点管制的尺寸应在展开图上将其反映出来。
6.6.1.9所有存在底孔或预冲孔的像素必须将其查核准确,如抽孔﹑抽芽﹑五金件等,数据详见工程技术资料。
6.6.1.10压印﹑印字及压线等需注明其方向﹐并作引线注明。
6.6.2工艺处理要求:6.6.2.1工艺处理原则上都以NCT下料为准,重要的工艺处理需注解说明其处理方式。
钣金图纸绘制规范

钣金图纸绘制规范一、目的使钣金工程图纸绘制规范化、专业术语一致化、更能适应生产需要,从而使工程图纸能够更加有效的指导生产。
二、适用范围公司设计、技术、生产部门。
三、责任,权利钣金工程图纸由设计部门绘制,技术部门校对审核,由技术主管负责确认下发。
四、定义钣金工程图纸简称“图纸”,以下均称“图纸”,它是能正确反应零件的下料尺寸,同时能反应所有与其相关的标准件及其规格的生产用图纸。
五、绘制依据客户的具体要求,或者客户的二维,三维图纸(含电子档)。
六、具体内容1、图纸是工艺编排,零件生产制作的基本依据,图纸的设计出图须签字。
2、图纸应该能够清晰的反应该零件的所有相关尺寸。
3、零件的重要信息必须在图纸上有明确的反应(包括:名称,材质,各相关孔位,切角等)。
4、零件有特殊结构的须标注详细的说明(如:翻边,翻包,断差等)。
5、技术要求要详尽(如毛刺,焊接,打孔,攻丝,数量等),并明确零件的加工工艺及步骤,以及涂装要求。
6、其他信息标注(如:图纸数量,设计人员,设计日期,图纸编码等)。
7、图纸制作的视角须统一(一般可采用第一视角摆放)。
1) 视图须能够完整的反应零件的结构,并力求清晰简洁。
2) 必要时采用放大,剖面视图以达成产品的结构完整性,图纸的清晰性。
3) 对于特殊结构的零件,须作出剖面视图,以清晰的显示零件特殊结构。
4) 对于五金件,图纸须作出明确的剖面视图、放大视图。
5) 对于零件的复杂折边,图纸须作出折边示意图或放大视图。
6) 所有剖面必须力求清晰简洁,必要时可作放大视图处理。
8、图纸的局面布局1) 图纸上各视角的摆放须统一固定。
2) 图纸上各视图须力求紧凑,清晰,避免过度留白。
3) 图纸上各视图,标注无重叠。
9、公差标注须明显清晰,重要尺寸的公差标注要单独列出,单独标注。
10、图纸有尺寸漏标、误标,须作相应的更正或说明。
11、展开图须明确反应零件所有的孔位,尺寸。
无特殊说明,展开图遵循毛刺向下的摆放原则。
钣金件图纸画法与规定

钣金件图纸画法与规定文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]件图纸画法与规定1.目的规范钣(零)件图的图面画法,达到钣(零)件图绘制的快速统一.2.图面要求2.1钣件图和零件图都必须用第一角投影法绘制。
不允许第三视角图纸下发车间使用,除非客户的图纸是很难转化的图片格式或PDF档案格式,但必须清晰注明第三角视图,否则一律按照第一角执行。
2.2钣件图中孔的画法遵照国标画法及相关规定。
2.3一张图面一般只能表达一块模钣,同一功能模钣(或垫脚)分成几部分时,画在同一张图中,图框中零件数量栏填写总的件数(例垫脚有几支填几).另外在视图的正下方进行编号以示区分,如CC-1,CC-2……等.如果几部分材质不同的话还需在编号的下方注明”材质:***”,如几部分材质相同就只需在图框标题栏中材质栏填写即可.2.4钣件图中如有多个钣件(或零件)共享的情况,则必须把共享的零件(可缩小)拷贝到钣件图的侧面,并在拷出的视图正下方注明零件的编号.一般异形的零件编号在前,共享零件编号最后,圆形零件居前两者之间.2.5平板零件图中一般只画零件的俯视方向视图(作为主视图),表达不清楚的部分进行局部剖视.2.6零件图以表达清楚为原则,主视图一般从模钣图中直接拷贝出来,不要旋转和镜射,特殊情况除外,绝对禁止将拷贝出来的视图放到其它视图的位置.主视图下方的正视图和右方的右侧视图依表达的需要,确定是否要画.纯粹圆冲子和圆入块类零件可只画一个轴向断面图,投影为圆的视图可以不画.2.7钣金件的技术要求,涉及材质,厚度,不允许接刀痕、压伤、划伤、毛刺等外观规定,并涉及相应的表面处理,检验标准等规定。
2.8对于多道折弯的零件,压铆、抽芽孔等数量多的孔位零件,压铆孔(或抽芽孔)采用“A”符号标注所有相同的孔,不同的压铆类型如螺母多种,螺柱多种规格,采用“A”“B”“C”等不同符号在图面标注清楚相应规格的数量,避免员工压错。
钣金件设计策画规范

百度文库- 让每个人平等地提升自我钣金结构件可加工性设计规范目次No table of contents entries found.前言本规范的其他系列规范:无与对应的国际标准或其他文件的一致性程度:无规范代替或作废的全部或部分其他文件:无与其他规范或文件的关系:无与规范前一版本相比的升级更改的内容:第一版,无升级更改信息。
本规范由整机工程部结构造型设计部提出。
本规范主要起草和解释部门:结构造型设计部本规范主要起草专家:结构造型设计部:邓在明(10166)、盛辉(21628)、李俊周(17743)。
本规范主要评审专家:结构造型设计部:曾喜能(7700)、田雨(15962)、向子上(17314)、王永刚(21437)、许剑明(21269)、刘长林(20072)、李浩(25479)。
本规范批准部门:整机工程部结构造型设计部本规范所替代的历次修订情况和修订专家为:规主要起草专家主要评审专家范号钣金结构件可加工性设计规范范围和简介范围本规范规定了钣金结构设计所要注意的加工工艺要求。
本规范适用于钣金结构设计必须遵守的加工工艺要求。
简介我司产品结构件主要是由钣金材料经过冲压加工而成,这些冲压件的几何形状、尺寸和精度对冲压工艺影响很大。
冲压件具有良好的加工工艺性有利于节省材料、减少工序、提高模具使用寿命和产品质量,同时,可以有效的降低产品成本。
按钣金件的基本加工方式,如冲裁、折弯、拉伸、成型,本规范通过阐述每一种加工方式所要注意的工艺要求,提出对钣金件结构设计的限制。
关键词钣金、冲裁、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
编号名称号《工艺审核规范》作者:邓在明,周有光1.冲裁冲裁分为普通冲裁和精密冲裁,由于加工方法的不同,冲裁件的加工工艺性也有所不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金工程图纸绘制规范
1.0目的:
1、检查和校核由AP100、SolidWorks或AutoCAD所制作展开图的正确性和有无错误。
2、使工程图纸更有效指导生产,方便生产加工提高产品质量。
3、使工程图纸绘制规范化、专用术语使用一致性,达到展开图绘制的快速统一。
2.0范围:
钣金图纸展开绘制
3.0权责:
钣金展开工程图由工艺工程师绘制,展开图制作人不得与图纸展开人为同一人,在绘制展开时同时负责校对及审核图纸零件展开尺寸、各种孔位、也径和各种落料尺寸的正确性。
4.0定义:
钣金展开工程图简称为“展开图”,以下均称为“展开图”,它能正确反映零件实际下料尺寸,同时能反映所有与其相关的标准件及其规格要求等要素的生产制程图面。
5.0资料来源:
根据加工落料需要由AP100、SolidWorks或AutoCAD制作的展开图。
6.0内容:
6.1产品展开图,是工艺排配和生产加工的基础,作为生产加工的重要依据之一,要出图并签核。
6.2展开图管制内容:
6.2.1能正确反映产品结构、按第一视角摆放的各向视图、局部视图及剖视图。
6.2.2产品的重要加工信息及相关产品信息,包括:客户名称、产品名称、图号、版次、材质/料厚等信息。
6.2.3产品特殊结构的数量与规格,如:抽孔、抽芽、沉孔、断差等。
6.2.4所有用于该产品的五金零件规格、数量,如:螺母、螺柱、螺钉等。
6.2.5所有与制程相关的产品技朮要求,如:表面处理、毛刺面方向、拉丝方向等。
6.2.6其它信息,如:张数、制作人、制作日期等。
钣金工程图纸绘制规范文件编号:WQ-JS-001版本:
A0五权机电(上海)有限公司第2页,共10页
6.3展开图视图制作:
6.3.1
展开图上各向视图应严格按照第一视角原则摆放。
6.3.2视图须能完整体现产品结构,并力求清晰简洁。
6.3.3必要时须采用放大视图或剖视图以达成产品结构的完整及清楚
6.3.4对于成型像素需作出其剖视图,如抽形、撕裂、凸点、凸包、五金件、断差、地脚等,其绘制方法详见“成型像素、五金件剖视画法及标注”。
6.3.5展开图应严格按照1:1的比例制作,除局部放大的图面外。
6.3.6重要折边或复杂折边应有对应的折弯示意图或剖视图。
6.3.7对于五金件需作出其剖视图时,剖视图按正确的比例绘出,以表达其具体形状及压铆方向,其画法详见“成型像素、五金件剖视画法及标注”。
6.3.8所有像素应进行局部剖视,剖视方向只能向左或向上。
6.3.9所有剖视图力求清晰,必要时可放大剖视比例或另作局部放大图。
6.4展开图的图面布局:6.4.1应严格保证主要视图按1:1比例投影,适当放缩A3或A4图框(尽量使用A4图框)。
6.4.2在保证最大图纸空间利用率的前提下,应保证图面上各要素不会拥挤。
6.4.3图面上各要素力求紧凑,避免过度留白。
6.4.4像素及标注无重叠现象。
6.4.5图面布局的一般方式(如图所示):
6.5
展开图展开前置作业:
6.5.1 一律采用mm(毫米)为单位, 英制单位一律转换为公制单位 (乘25.4)。
6.5.2 如有3D转2D,请注意将其做成DWG文件,然后再在CAD上做后续作业。
6.5.3 需对产品作尺寸公差和结构分析, 以确定零件尺寸取值,此取值定义准数值,无公差带,如0到+0.3。
6.5.4 图纸标注尺寸与实际量测尺寸不符时, 以标注尺寸为准。
6.5.5 图纸有漏标尺寸或尺寸有误时, 应在图上作相应的更正或说明。
6.6 展开图图面要求:
6.6.1 图面要求:
6.6.1.1 展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的像素。
6.6.1.2 若无特别指明, 则按照“毛刺向内”的原则来判断产品毛刺方向,展开后的图形按毛刺向下的方式放置。
6.6.1.3 展开图中除圆孔外所有像素必须串联成线, 不能有重画线, 所有由短小线段组成的像素, 必须重画为规范像素 (圆、直线)。
6.6.1.4 图中有五金件时,除剖视外,另需在图中注明其规格、数量、底孔、方向;底孔需查核准确。
6.6.1.5 成形像素在图中注意填写方向、数量及类型。
6.6.1.6 图面上不允许存在“需确认”等字样,即展开图完成时,必须产品确认已经完成。
6.6.1.7 如有表面处理的,需在展开图面上注明其表面处理方式。
6.6.1.8 对于产品图上重点管制的尺寸应在展开图上将其反映出来。
6.6.1.9 所有存在底孔或预冲孔的像素必须将其查核准确,如抽孔、抽芽、五金件等,详见8.2 <压铆件、攻丝、抽芽底孔表> 和8.3 <焊接螺母底孔表>。
6.6.1.10压印、印字及压线等需注明其方向,并作引线注明。
6.6.2 工艺处理要求:
6.6.2.1工艺处理原则上都以NCT下料为准,重要的工艺处理需注解说明其处理方式。
6.6.2.2 公差需调整,并在展开图上反映出调整后的尺寸。
6.6.2.3 烤漆余量需调整,并在展开图上反映出调整后的尺寸,对已调烤漆余量的像素用序号表示,并在NOTE(技术要求)中注明其调整与否。
例:“NOTE:已调烤漆余量,单边调整15丝”(注:烤粉体漆单边加调整15丝;烤液体漆时单边调整10丝。
) 6.6.2.4 展开干涉需作工艺处理,工艺孔、工艺槽等工艺处理需在展开图上反映,并加注解。
6.6.2.5 圆孔、方孔拉料问题原则上由工程设计负责,但展开时需考虑其可否压线处理。
如离折边太近压线不起作用而需另作工艺处理时,应作出相应处理。
6.6.2.6 对于网孔需重新排列的(如缺刀或折不起来等),应根据图面要求在展开图上重排。
6.6.2.7 需拆分焊接的像素,应作出其拆分阶次,并另作分拆件之展开图面。
6.6.2.8 焊接定位方式的选择需在展开图上进行处理。
6.6.3 折线画法: 6.6.3.1 的边和复杂折弯边要求画折弯线注明,折弯线采用双点划线。
6.8 展开图的图框填写: 6.8.1 图框的管制内容包括与产品及展开相关的如:产品名称、图号或电脑编码、版次、材质、料厚、表面处理、制图人/日期及审核人等.
6.8.2 图框填写示例,如图。
6.9 展开图标注:
6.9.1 所有尺寸采用线性标注,尺寸和文字注解放于DIM层并与图框比例匹配;小数点精确到二位(UNIT2), 采用中文样式,字体统一采用宋体, 标准字高
2.5mm,调整DIM比例参数,保证打印出实际字高为2.5。
6.9.2 尺寸尽量标注齐全(尺寸或像素密集处除外), 产品最大外形尺寸、成形像素定位尺寸、折弯边展开尺寸必须标注,重点管制尺寸及公差根据客户要求必须标注。
6.9.3 对尺寸标注,首要原则是体现对产品之管控要求,其次为方便现场量测。
6.9.4 重点管控的尺寸可在其尺寸旁加“★”以示提示,并在NOTE中作文字说明加“★”尺寸为重点管控尺寸。
6.9.5 局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全。
6.9.6 印字必须标出其字框尺寸和方向。
6.9.7 所有抽孔、冲凸、压印、压字等局部成型都必须标注其类型、方向、数量和尺寸(特殊情况除外)。
6.9.8 标注非90°折弯之折弯变形区的尺寸。
6.10 注解:
6.10.1 展开图中的小折、小凸、五金件等要在其像素的旁边用一个大写英文字母作为标注代号, 规格相同的像素代号一致, 注解字段说明包括规格、尺寸、数量、方向和指导线。
6.10.2 像素注解规范:
6.10.2.1 五金件:方向、规格、数量、底孔必须填写(必要时另作剖视图)。
6.11 成型像素、五金件剖视画法及标注: 成型像素需剖视时,剖视像素应保证其剖视正确性,另需作剖面线,尺寸标注齐全。
6.11.1 冲凸类: 标注其大小及深度,对于方形凸台,可只剖其一个方向。
6.11.2 敲落孔:标注其大小及高度。
6.12 展开图输出展开图绘制好后必须以CAD 2000版本存档。
7.0 相关文件:
7.1 <<五权机电图纸代码及技术要求>>
8.0 相关附件:
8.1 <折弯参数表>
8.2 <压铆件、攻丝、抽芽底孔表>
8.3 <焊接螺母底孔表>
8.4 <NCT模具列表>
9.0 相关说明:
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。