制粉、饮料设备利用率、生产效率统计表
合集下载
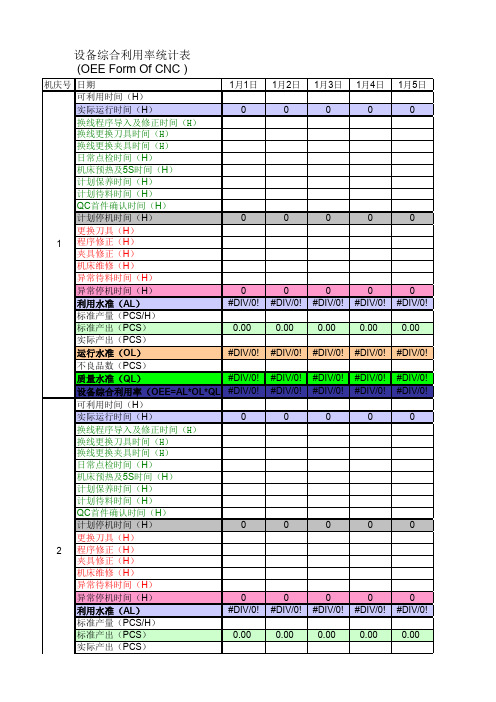
设备综合利用率统计表
可利用时间(H)
实际运行时间(H)
0
0
0
0
0
换线程序导入及修正时间(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
11 程序修正(H) 夹具修正(H)
机床维修(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
6 程序修正(H) 夹具修正(H)
机床维修(H)
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
标准产量(PCS/H)
标准产出(PCS)
0.00
0.00
0.00
0.00
0.00
实际产出(PCS)
运行水准(OL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
换线更换刀具时间(H)
设备利用率统计表
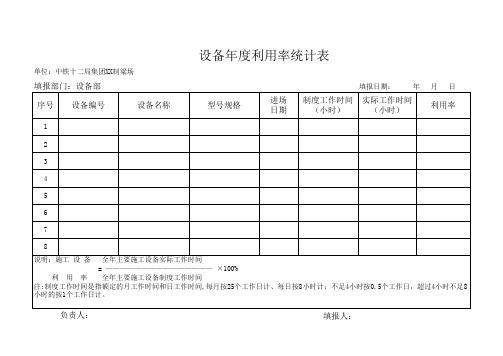
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号
1 2 3 4 5 6 7 8 说明:施工 设 备
填报日期:
年
月
日
设备编号
设备名称
型号规格
进场 日期
制度工作时间 (小时)
实际工作时间 (小时)
利用率
全年主要施工设备实际工作时间 = ——————————————— ×100% 利 用 率 全年主要施工设备制度工作时间 注:制度工作时间是指额定的月工作时间和日工作时间,每月按25个工作日计、每日按8小时计;不足4小时按0.5个工作日,超过4小时不足8 小时的按1个工作日计。
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
ห้องสมุดไป่ตู้
日
实际工作时间 (小时)
利用率
负责人:
填报人:
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号
1 2 3 4 5 6 7 8 说明:施工 设 备
填报日期:
年
月
日
设备编号
设备名称
型号规格
进场 日期
制度工作时间 (小时)
实际工作时间 (小时)
利用率
全年主要施工设备实际工作时间 = ——————————————— ×100% 利 用 率 全年主要施工设备制度工作时间 注:制度工作时间是指额定的月工作时间和日工作时间,每月按25个工作日计、每日按8小时计;不足4小时按0.5个工作日,超过4小时不足8 小时的按1个工作日计。
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
ห้องสมุดไป่ตู้
日
实际工作时间 (小时)
利用率
负责人:
填报人:
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
设备利用率计算表(依据产能)

8:00-9:009:00-10:0010:00-11:0011:00-12:0012:00-13:0013:00-14:0014:00-15:0015:00-16:0016:00-17:0017:00-18:0050048048048048049048048048050046048196.20%40038038039038039038028039038038037393.25%60058058061048050048048048050046051585.83%50048048048048049048048048050046048196.20%49048048048048049048048048050046048198.16%50048048048048049048048048050046048196.20%80078078048068079078048069070076069286.50%70068068068058069068058066067062065293.14%车间设备编号设备名称理论时产日均每小时实际产量生产管理工具——生产计划与控制管理设备利用率计算表说明:设备利用率是指某时间阶段设备实际使用时间占计划用时的百分比,是指设备的使用效率,是反映设备工作状态及生产效率的技术经济指标。
由于设备投资常常在企业总投资中占较大的比例,设备能否被充分利用,直接关系到投资效益。
本表格可以帮助生产管理者有效监控设备利用率,并通过数据比较分析,不断改进、提高设备的利用率。
计算公式:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%。
编制部门/车间: 编制人: 编制日期:实际时产记录核准:审核:制表:设备利用率备注。
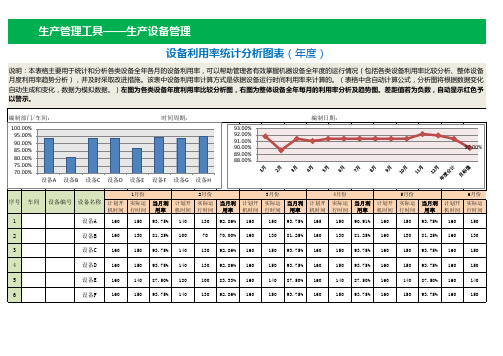
设备利用率统计分析图表(年度)
130 81.25% 160
130 81.25% 160
130 81.25% 1860
1500
93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 1900
1780
93.75% 160
设备名称
计划开 机时间
1月份
实际运 行时间
当月利 用率
计划开 机时间
2月份
实际运 行时间
当月利 用率
计划开 机时间
3月份
实际运 行时间
当月利 用率
计划开 机时间
4月份
实际运 行时间
当月利 用率
计划开 机时间
5月份
实际运 行时间
当月利 用率
计划开 机时间
6月份
实际运 行时间
设备A
160
150 93.75% 140
100 83.33% 160
140 87.50% 160
140 87.50% 160
140 87.50% 10 93.75% 140
130 92.86% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150
7
设备G
8
设备H
设备总体利用率合计
生产管理工具——生产设备管理
设备利用率统计分析图表(年度)
说明:本表格主要用于统计和分析各类设备全年各月的设备利用率,可以帮助管理者有效掌握机器设备全年度的运行情况(包括各类设备利用率比较分析、整体设备 月度利用率趋势分析),并及时采取改进措施。该表中设备利用率计算方式是依据设备运行时间利用率来计算的。(表格中含自动计算公式,分析图将根据数据变化 自动生成和变化,数据为模拟数据。)左图为各类设备年度利用率比较分析图,右图为整体设备全年每月的利用率分析及趋势图。差距值若为负数,自动显示红色予 以警示。
生产效率统计表-带公式-直接使用
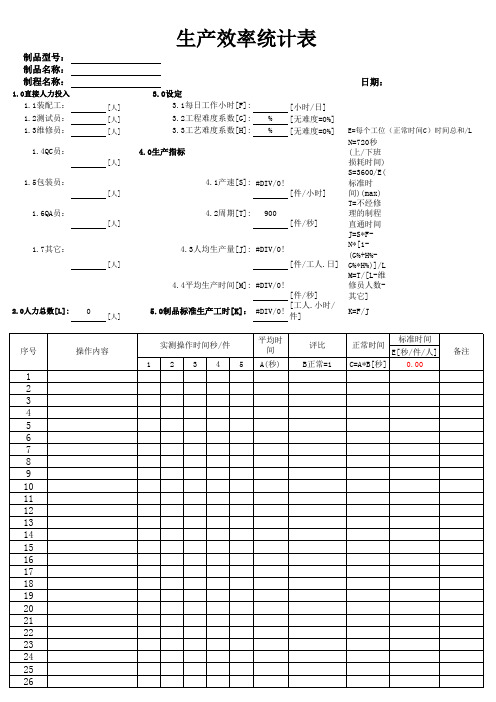
N=720秒
1.4QC员:
4.0生产指标
(上/下班
[人]
损耗时间)
S=3600/E(
1.5包装员:
4.1产速[S]: #DIV/0!
标准时
[人]
[件/小时]
间)(max)
T=不经修
1.6QA员:
4.2周期[T]: 900
理的制程
[人]
[件/秒]
直通时间
J=S*F-
1.7其它:
4.3人均生产量[J]: #DIV/0!
备注
1 2 3 4 5 A(秒)
B正常=1 C=A*B[秒] 0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
30 31 32 33
制作:
审 核:
批准:
生产效率统计表
制品型号:
制品名称:
制程名称:
日期:
1.0直接人力投入
3.0设定
1.1装配工:
[人]
3.1每日工作小时[F]:
[小时/日]
1.2测试员:
[人]
3.2工程难度系数[G]: % [无难度=0%]
1.3维修员:
[人]
3.3工艺难度系数[H]: % [无难度=0%] E=每个工位(正常时间C)时间总和/L
N*[1(G%+H%-
[人]
[件/工人.日] G%*H%)]/L
M=T/[L-维
4.4平均生产时间[M]: #DIV/0!
修员人数-
[件/秒]
其它]
设备效率统计表
12月
月份
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因 素,例如设备的磨损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产 生的次品损失。
公司名称:
设备名 称
科目
产品总件数
总工时
计划开机时间
实际开机时间
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
1月
部门:
2月
3月
年度设备总效率(OEE)统计表
4月
5月
6月
7月
8月Βιβλιοθήκη 表单编号:xx-xx-xx
9月
10月
11月
表格模板-设备综合利用率统计表 精品
0
0
0
4
利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
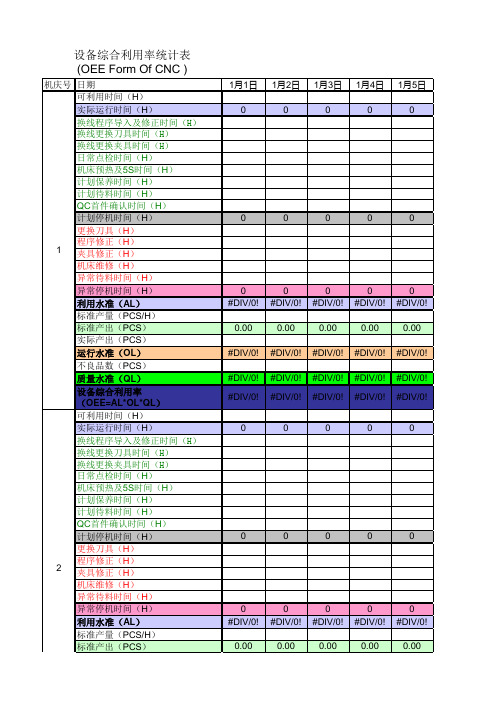
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 5 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H)
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H)
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
表格模板-设备综合利用率统计表 精品
设备综合利用率统计表
(OEE Form Of CNC )
机庆号 日期 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H)
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 3 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
(OEE Form Of CNC )
机庆号 日期 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H)
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 3 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
: 五车间 序号 1 2 3 4 5 设备(工段)名称 海斯亚包 屋顶包. 一代包 杀菌机 均质机 设备利用率(%) 5 0.1 18.5 11.8 11.8 生产效率(%) 90.2 89.6 93.4 52.8 52.8
部门: 动力车间 序号 1 2 3 4 5 6 7 8 9 10 11 厂长 : 设备(工段)名称 1#炉 2#炉 1#制冷机 2#制冷机 一期制冷机 1#空压机 2#空压机 3#空压机 4#空压机 5#空压机 螺杆式空压机 设备利用率(%) 0 100
50 93
日期: 设备利用率(%) 60 60
2007.8.31 生产效率(%) 89 89
部门: 一车间
设备(工段)名称
EA5000(M机) EA5000(N机) AS6(S机) AS6(O机) AS6(C机)
设备利用率(%)
0 0 85.67 85.67 85.67
生产效率(%)
0 0 78.46 78.12 78.42
设备利用率、生产效率统计表
部门: 三车间 序号 1 2 3 4 5 设备(工段)名称 1号净乳机 2号净乳机 3号净乳机 1号均质机 2号均质机 杀菌机组 7 8 9 10 11 序号 1 2 部门: 四车间 序号 日期:2007.9.02 预处理工段 三效工段 高压泵 充氮包装机 小袋包装机 设备(工段)名称 利乐包装机 45 设备利用率(%) 98.5 59 58 60 60 89 88 88 89 89 90 日期:2007.8.25 生产效率(%) 100
100
日期:
2006.8.31 生产效率(%) / 100 100 100 100 / 100 / 100 100 /
100
45.83 0
100 0 66.67 8.33 0
部门: 动力车间 序号 1 2 3 4 5 6 7 8 9 10 11 厂长 : 设备(工段)名称 1#炉 2#炉 1#制冷机 2#制冷机 一期制冷机 1#空压机 2#空压机 3#空压机 4#空压机 5#空压机 螺杆式空压机 设备利用率(%) 0 100
50 93
日期: 设备利用率(%) 60 60
2007.8.31 生产效率(%) 89 89
部门: 一车间
设备(工段)名称
EA5000(M机) EA5000(N机) AS6(S机) AS6(O机) AS6(C机)
设备利用率(%)
0 0 85.67 85.67 85.67
生产效率(%)
0 0 78.46 78.12 78.42
设备利用率、生产效率统计表
部门: 三车间 序号 1 2 3 4 5 设备(工段)名称 1号净乳机 2号净乳机 3号净乳机 1号均质机 2号均质机 杀菌机组 7 8 9 10 11 序号 1 2 部门: 四车间 序号 日期:2007.9.02 预处理工段 三效工段 高压泵 充氮包装机 小袋包装机 设备(工段)名称 利乐包装机 45 设备利用率(%) 98.5 59 58 60 60 89 88 88 89 89 90 日期:2007.8.25 生产效率(%) 100
100
日期:
2006.8.31 生产效率(%) / 100 100 100 100 / 100 / 100 100 /
100
45.83 0
100 0 66.67 8.33 0