助焊剂通用规范.
PCB板焊接工艺标准(通常规范标准)

-* PCB板焊接工艺(通用标准)1.PCB板焊接的工艺流程1.1 PCB板焊接工艺流程介绍PCB板焊接过程中需手工插件、手工焊接、维修和查验。
1.2 PCB板焊接的工艺流程按清单归类元器件—插件—焊接—剪脚—检查—修整。
2.PCB板焊接的工艺要求2.1 元器件加工办理的工艺要求元器件在插装以前,一定对元器件的可焊接性进行办理,若可焊性差的要先对元器件引脚镀锡。
元器件引脚整形后,其引脚间距要求与PCB板对应的焊盘孔间距一致。
元器件引脚加工的形状应有益于元器件焊接时的散热和焊接后的机械强度。
2.2 元器件在 PCB板插装的工艺要求元器件在PCB板插装的次序是先低后高,先小后大,先轻后重,先易后难,先一般元器件后特别元器件,且上道工序安装后不可以影响下道工序的安装。
元器件插装后,其标记应向着易于认读的方向,并尽可能从左到右的次序读出。
有极性的元器件极性应严格依据图纸上的要求安装,不可以错装。
元器件在PCB板上的插装应散布平均,摆列齐整雅观,不一样意斜排、立体交错和重叠摆列;不一样意一边高,一边低;也不一样意引脚一边长,一边短。
2.3 PCB板焊点的工艺要求焊点的机械强度要足够焊接靠谱,保证导电性能焊点表面要圆滑、洁净3.PCB板焊接过程的静电防备 3.1 静电防备原理对可能产生静电的地方要防备静电累积,采纳举措使之控制在安全范围内。
对已经存在的静电累积应快速除去掉,即时开释。
3.2 静电防备方法泄露与接地。
对可能产生或已经产生静电的部位进行接地,供给静电开释通道。
采纳埋地线的方法成立“独立”地线。
非导体带静电的除去:用离子风机产生正、负离子,能够中和静电源的静电。
4.电子元器件的插装电子元器件插装要求做到齐整、雅观、坚固。
同时应方便焊接和有益于元器件焊接时的散热。
4.1元器件分类按电路图或清单将电阻、电容、二极管、三极管,变压器,插排线、座,导线,紧固件等归类。
4.2元器件引脚成形元器件整形的基本要求全部元器件引脚均不得从根部曲折,一般应留 1.5mm以上。
助焊剂的主要成份及其作用

助焊剂的主要成份及其作用A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、焊料粉:焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。
概括来讲锡粉的相关特性及其品质要求有如下几点:A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右;A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。
如用户与制造厂达成协议,也可为其他形状的合金粉末。
”在实际的工作中,通常要求为锡粉颗粒长、短轴的比例一般在1.2以下。
A-3、如果以上A-1及A-2的要求项不能达到上述基本的要求,在焊锡膏的使用过程中,将很有可能会影响锡膏印刷、点注以及焊接的效果。
B、各种锡膏中锡粉与助焊剂的比例也不尽相同,选择锡膏时,应根据所生产产品、生产工艺、焊接元器件的精密程度以及对焊接效果的要求等方面,去选择不同的锡膏;B-1、根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定,“焊膏中合金粉末百分(质量)含量应为65%-96%,合金粉末百分(质量)含量的实测值与订货单预定值偏差不大于±1%”;通常在实际的使用中,所选用锡膏其锡粉含量大约在90%左右,即锡粉与助焊剂的比例大致为90:10;B-2、普通的印刷制式工艺多选用锡粉含量在89-91.5%的锡膏;B-3、当使用针头点注式工艺时,多选用锡粉含量在84-87%的锡膏;B-4、回流焊要求器件管脚焊接牢固、焊点饱满、光滑并在器件(阻容器件)端头高度方向上有1/3至2/3高度焊料爬升,而焊锡膏中金属合金的含量,对回流焊焊后焊料厚度(即焊点的饱满程度)有一定的影响;为了证实这种问题的存在,有关专家曾做过相关的实验,现摘抄其最终实验结果如下表供参考:从上表看出,随着金属含量减少,回流焊后焊料的厚度减少,为了满足对焊点的焊锡量的要求,通常选用85%~92%含量的焊膏。
助焊剂规格
助焊剂规格
助焊剂规格是指助焊剂产品所需符合的标准和要求。
助焊剂是电子焊接过程中不可或缺的一种材料,它能提高焊接质量和效率。
因此,助焊剂规格的制定对于保证产品质量、提高生产效率具有重要意义。
首先,助焊剂规格应包括产品的化学成分、物理性能、使用方法等方面的要求。
化学成分是决定助焊剂性能的重要因素,包括主要成分和含量。
物理性能则包括溶解性、粘度、干燥时间等指标,这些指标直接影响着助焊剂的使用效果。
此外,使用方法也应该清晰明确,包括使用温度、用量、操作步骤等内容,以确保产品能够得到正确的使用。
其次,助焊剂规格应该符合国家标准和行业标准。
助焊剂作为电子焊接行业的重要辅助材料,其质量安全和稳定性对于整个行业的发展至关重要。
因此,助焊剂规格的制定应参照国家标准和行业标准,确保产品符合相关规定,以保障产品的质量和安全。
另外,助焊剂规格还应考虑到环保因素。
随着社会的进步和环保意识的增强,对于助焊剂的环保性能要求也越来越高。
助焊剂规格应该要求产品符合环保标准,减少对环境的污染,确保产品的可持续发展。
总的来说,助焊剂规格的制定是非常重要的。
通过制定合理的规格,可以保证助焊剂产品的质量和安全,提高产品的竞争力,促进行业的发展。
因此,企业在生产助焊剂产品时,应严格按照助焊剂规格的要求进行生产,确保产品质量,满足用户需求。
GB标准汇总
《焊接材料与焊接工艺标准》目录汇总发布日期:2010-05-17 来源:中华工具网浏览次数:2040核心提示:焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊条》G3131《GB/T3131-2001 锡铅焊料》G3323《GB/T 3323-2005 金属熔化焊焊接接头射线照相》G3429《GB/T3429-2002 焊接用钢盘条》G3669《GB/T3669-2001 铝及铝合金焊条》G3670《GB/T3670-1995 铜及铜合金焊条》G5117《GB/T5117-1995 碳钢焊条》G5118《GB/T5118-1995 低合金钢焊条》G5185《GB/T 5185-2005 焊接及相关工艺方法代号》G5293《GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂》G6417.1《GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明》G6417.2《GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明》G8012《GB/T8012-2000 铸造锡铅焊料》G8110《GB/T8110-1995 气体保护焊用碳钢、低合金钢焊丝》G9448《GB/T9448-1999 焊接与切割安全》G9491《GB/T9491-2002 锡焊用液态焊剂》G10045《GB/T10045-2001 碳钢药芯焊丝》G10046《GB/T10046-2000 银钎料》[page]G12467《GB/T12467.1~4-1998 焊接质量要求金属材料的熔化焊》G12470《GB/T12470-2003 低合金埋弧焊用焊剂》G14693《GB/T14693-1993 焊缝无损检测符号》G15169《GB/T15169-2003 钢熔化焊手焊工资格考试方法》G15620《GB/T15620-1995 镍及镍合金焊丝》G15747《GB/T15747-1995 正面角焊缝接头拉伸试验方法》G15830《GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验》G16672《GB/T16672-1996 焊缝-工作位置-倾角和转角的定义》G17493《GB/T17493-1998 低合金钢药芯焊丝》G17853《GB/T17853-1999 不锈钢药芯焊丝》G17854《GB/T17854-1999 埋弧焊用不锈钢焊丝和焊剂》G18290.2《GB/T18290.2-2000 无焊连接:无焊压连连接一般要求》G18290.3《GB/T18290.3-2000 无焊连接:可接触无焊绝缘位移连接一般要求》G18290.4《GB/T18290.4-2000 无焊连接:不可接触无焊绝缘位移连接一般要求》G18290.5《GB/T18290.5-2000 无焊连接:无焊压入式连接一般要求》G18591《GB/T18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南》G18762《GB/T18762-2002 贵金属及其合金钎料》G19418《GB/T19418-2003 钢的弧焊接头缺陷质量分级指南》G19419《GB/T19419-2003 焊接管理任务与职责》G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》G19805《GB/T 19805-2005 焊接操作工技能评定》G19866《GB/T 19866-2005 焊接工艺规程及评定的一般原则》G19867.1《GB/T 19867.1-2005 电弧焊焊接工艺规程》G19868.1《GB/T 19868.1-2005 基于试验焊接材料的工艺评定》G19868.2《GB/T 19868.2-2005 基于焊接经验的工艺评定》G19868.3《GB/T 19868.3-2005 基于标准焊接规程的工艺评定》G19868.4《GB/T 19868.4-2005 基于预生产焊接试验的工艺评定》G19869.1《GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验》G19897.1《GB/T 19897.1-2005 自动抄表系统低层通信协议:直接本地数据交换》[page]G19897.3《GB/T 19897.3-2005 自动抄表系统低层通信协议:异步数据交换的物理层服务进程》图书中国机械工业标准汇编(第二版):金属无损检测与探伤卷(上)目录: —、通用与综合GB/T5616—1985常规无损探伤应用导则GB/T6417—1986金属熔化焊焊缝缺陷分类及说明GB/T9445—1999无损检测人员资格鉴定与认证GB/T12469—1990焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T14693—1993焊缝无损检测符号JB4730—1994压力容器无损检测JB/T5000.14—1998重型机械通用技术条件铸钢件无损探伤JB/T5000.15—>998重型机械通用技术条件锻钢件无损探伤JB/T7406.2—1994试验机术语无损检测仪器JB/T9095—1999离心机、分离机锻焊件常规无损探伤技术规范二、表面方法GB/T5097—1985黑光源的间接评定方法GB/T9443—1988铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444—1988铸钢件磁粉探伤及质量评级方法GB/T10121—1988钢材塔形发纹磁粉检验方法GB/T12604.3—1990无损检测术语渗透检测GB/T12604.5—1990无损检测术语磁粉检测GB/T15147—1994核燃料组件零部件的渗透检验方法GB/T15822—1995磁粉探伤方法GB/T16673—1996无损检测用黑光源(UV—A)辐射的测量GB/T17455—1998无损检测表面检查的金相复制件技术GB/T18851—2002无损检测渗透检验标准试块JB/T5391—1991铁路机车车辆滚动轴承零件磁粉探伤规程JB/T5442—1991压缩机重要零件的磁粉探伤JB/T6061—1992焊缝磁粉检验方法和缺陷磁痕的分级JB/TGJ294A《GJB294A-2005 铝及铝合金熔焊技术条件》GJ607A《GJB607A-1998 金属材料及其焊件的爆炸试验规程》GJ724A《GJB/Z724A-1998 不锈钢电阻点焊和焊缝质量检验》GJ1138《GJB1138-1999 铝及铝合金焊丝规范》GJ1718A《GJB1718A-2005 电子束焊接》GJ3021《GJB 3021-1997 航空用结构钢焊丝规范》GJ3785《GJB3785-1999 航空用不锈钢焊丝规范》GJ5162《GJB5162-2003 镍-金基合金高温钎料规范》WJ2613《WJ 2613-2003 兵器铝合金焊接技术要求》QJ2844《QJ2844-1996 铝及铝合金硬钎焊技术条件》QJ2864《QJ2864-1997 铝及铝合金熔焊工艺规范》QJ2868《QJ2868-1997 二氧化碳气体保护半自动焊工艺规范》QJ2845《QJ 2845-1996 铝及铝合金硬钎焊工艺》QJ3040《QJ3040-1998 焊缝建档规定》QJ3071《QJ3071-1998 等离子弧焊技术条件》QJ3072《QJ3072-1998 铝合金铸件补焊工艺规范》QJ3090《QJ3090-1999 焊接材料复验规定》QJ3115《QJ3115-1999 导管熔焊接头角焊缝X射线照相检验方法》QJ3116《QJ3116-1999 金属熔焊内部缺陷X射线照相参考底片》H238《HB/Z238-1993 高温合金电阻点焊和缝焊工艺》H309《HB/Z309-1997 高温合金及不锈钢真空钎焊》H315《HB/Z315-1998 高温合金、不锈钢真空电子束焊接工艺》[page] H328《HB/Z328-1998 镁合金铸件补焊工艺及检验》H345《HB/Z345-2002 铝合金铸件补焊工艺及检验》H346《HB/Z346-2002 熔模铸造钢铸件补焊工艺及检验》H348《HB/Z348-2001 钛及钛合金铸件补焊工艺及检验》H459《HB 459-2004 航空用结构钢焊条规范》H5134《HB/Z 5134-2000 结构钢和不锈钢熔焊工艺》H5135《HB 5135-2000 结构钢和不锈钢熔焊接头质量检验》H5299《HB5299-1996 航空工业手工熔焊焊工技术考核》H5363《HB5363-1995 焊接工艺质量控制》H6771《HB 6771-1993 银基钎料》H6772《HB 6772-1993 镍基钎料》H7052《HB 7052-1994 铝基钎料》H7053《HB 7053-1994 铜基钎料》H7575《HB7575-1997 高温合金及不锈钢真空钎焊质量检验》H7608《HB7608-1998 高温合金、不锈钢真空电子束焊接质量检验》J3168《JB/T3168.1~3-1999 喷焊合金粉末》J3223《JB/T3223-1996 焊接材料质量管理规程》J4291《JB/T4291-1999 焊接接头裂纹张开位移(COD)试验方法》J6963《JB/T6963-1993 钢制熔化焊工艺评定》J6964《JB/T6964-1993 特细碳钢焊条》J6966《JB/T6966-1993 钎缝外观质量评定方法》J6967《JB/T6967-1993 电渣焊通用技术条件》J6975《JB/T6975-1993 自熔合金喷焊技术条件》J7520《JB/T7520.1~6-1994 磷铜钎料化学分析方法》J7524《JB/T7524-1994 建筑钢结构焊缝超声波探伤》J7716《JB/T7716-1995 焊接接头四点弯曲疲劳试验方法》J7717《JB/T7717-1995 焊接接头ECO试验方法》J7853《JB/T7853-1995 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量》J7948《JB/T7948.1~12-1999 熔炼焊剂化学分析方法》J7949《JB/T7949-1999 钢结构焊缝外形尺寸》[page]J8423《JB/T8423-1996 电焊条焊接工艺性能评定方法》J8428《JB/T8428-1996 校正钢焊缝超声检测仪用标准试块》J8931《JB/T8931-1999 堆焊层超声波探伤方法》J9185《JB/T9185-1999 钨极惰性气体保护焊工艺方法》J9186《JB/T9186-1999 二氧化碳气体保护焊工艺方法》J9212《JB/T9212-1999 常压钢质油罐焊缝超声波探伤》J10045《JB/T10045.1~5-1999 热切割》J10375《JB/T10375-2002 焊接物件振动时效工艺参数选择及技术要求》J50076《JB/T50076-1999 气体保护电弧焊用碳钢,低合金钢焊丝产品质量分等》J50193《JB/T50193-1999 银钎料产品质量分等》J50194《JB/T50194-1999 锡铅焊料产品质量分等》J56050《JB/T56050-1999 铜基钎料产品质量分等》J56097《JB/T56097-1999 碳素钢埋弧焊用焊剂产品质量分等》J56098《JB/T56098-1999 铝及铝合金焊丝产品质量分等》J56099《JB/T56099-1999 铜及铜合金焊丝产品质量分等》J56100《JB/T56100-1999 堆焊焊条产品质量分等》J56101《JB/T56101-1999 铸铁焊条产品质量分等》J56102.1《JB/T56102.1-1999 碳钢焊条产品质量分等》J56102.2《JB/T56102.2-1999 低合金钢焊条产品质量分等》J56102.3《JB/T56102.3-1999 不锈钢焊条产品质量分等》TB2374《TB/T2374-1999 铁路机车车辆用耐钢焊条和焊丝》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》DL678《DL/T678-1999 电站钢结构焊接通用技术条件》DL754《DL/T754-2001 铝母线焊接技术规程》DL816《DL/T816-2003 电力工业焊接操作技能教师资格考核规则》DL819《DL/T819-2002 火力发电厂焊接热处理技术规程》[page]DL833《DL/T833-2003 民用核承压设备焊工资格考核规则》DL868《DL/T 868-2004 焊接工艺评定规程》DL869《DL/T 869-2004 火力发电厂焊接技术规程》JG11《JG11-1999 钢网架焊接球接点》JG3034.1《JG/T3034.1-1996 焊接球节点钢网架焊缝超声波探伤及质量分级法》JG3034.2《JG/T3034.2-1996 螺栓球节点钢网架焊缝超声波探伤及质量分级法》YB5092《YB/T5092-1996 焊接用不锈钢丝》YB9259《YB/T9259-1998 冶金工程建设焊工考试规程》YS458《YS/T458-2003 轨道车辆结构用铝合金挤压型材配用焊丝》SJ10534《SJ/T10534-1994 波峰焊接技术要求》SJ11168《SJ/T11168-1998 免清洗焊接用焊锡丝》SJ11186《SJ/T11186-1998 锡铅膏状焊料通用规范》SJ11216《SJ/T11216-1999 红外/热风再流焊接技术要求》SJ11273《SJ/T11273-2002 免清洗液态助焊剂》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3523《SH/T 3523-1999 石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH3524《SH/T3524-1999 石油化工钢制塔式容器现场组焊施工工艺标准》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》SY0059《SY/T0059-1999 控制钢制设备焊缝硬度防止硫化物应力开裂》焊93《焊接标准汇编》(1993~1995)(96机械版)焊96《焊接标准汇编》(1996~1999)(2000机械版)焊39《焊接材料标准汇编》(1992~1999)(2001机械版)[page]本篇文章来源于中华工具网(/) 原文链接:/news/show-21785.html。
常见IPC PCB标准一览表
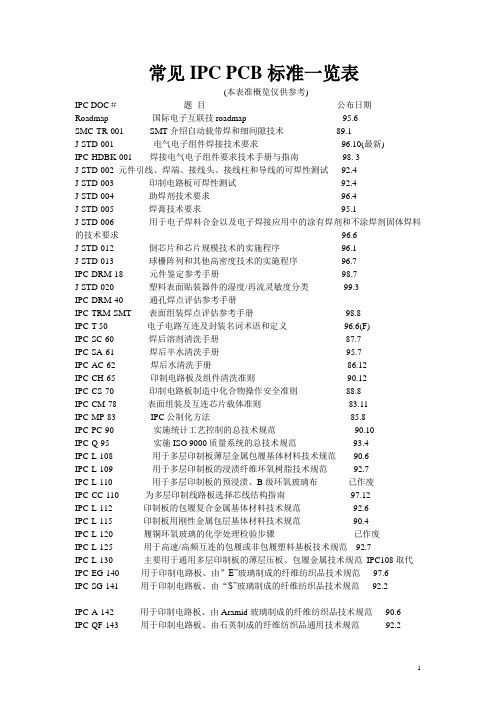
常见IPC PCB标准一览表(本表准概览仅供参考)IPC DOC#题目公布日期Roadmap 国际电子互联技roadmap 95.6SMC-TR-001 SMT介绍自动载带焊和细间隙技术89.1J-STD-001 电气电子组件焊接技术要求96.10(最新)IPC-HDBK-001 焊接电气电子组件要求技术手册与指南98. 3J-STD-002 元件引线、焊端、接线头、接线柱和导线的可焊性测试92.4J-STD-003 印制电路板可焊性测试92.4J-STD-004 助焊剂技术要求96.4J-STD-005 焊膏技术要求95.1J-STD-006 用于电子焊料合金以及电子焊接应用中的涂有焊剂和不涂焊剂固体焊料的技术要求96.6J-STD-012 倒芯片和芯片规模技术的实施程序96.1J-STD-013 球栅阵列和其他高密度技术的实施程序96.7IPC-DRM-18 元件鉴定参考手册98.7J-STD-020 塑料表面贴装器件的湿度/再流灵敏度分类99.3IPC-DRM-40 通孔焊点评估参考手册IPC-TRM-SMT 表面组装焊点评估参考手册98.8IPC-T-50 电子电路互连及封装名词术语和定义96.6(F)IPC-SC-60 焊后溶剂清洗手册87.7IPC-SA-61 焊后半水清洗手册95.7IPC-AC-62 焊后水清洗手册86.12IPC-CH-65 印制电路板及组件清洗准则90.12IPC-CS-70 印制电路板制造中化合物操作安全准则88.8IPC-CM-78 表面组装及互连芯片载体准则83.11IPC-MP-83 IPC公制化方法85.8IPC-PC-90 实施统计工艺控制的总技术规范90.10IPC-Q-95 实施ISO 9000质量系统的总技术规范93.4IPC-L-108 用于多层印制板薄层金属包履基体材料技术规范90.6IPC-L-109 用于多层印制板的浸渍纤维环氧树脂技术规范92.7IPC-L-110 用于多层印制板的预浸渍、B级环氧玻璃布已作废IPC-CC-110 为多层印制线路板选择芯线结构指南97.12IPC-L-112 印制板的包履复合金属基体材料技术规范92.6IPC-L-115 印制板用刚性金属包层基体材料技术规范90.4IPC-L-120 履铜环氧玻璃的化学处理检验步骤已作废IPC-L-125 用于高速/高频互连的包履或非包履塑料基板技术规范92.7IPC-L-130 主要用于通用多层印制板的薄层压板、包履金属技术规范IPC108取代IPC-EG-140 用于印制电路板、由”E”玻璃制成的纤维纺织品技术规范97.6IPC-SG-141 用于印制电路板、由“S”玻璃制成的纤维纺织品技术规范92.2IPC-A-142 用于印制电路板、由Aramid玻璃制成的纤维纺织品技术规范90.6 IPC-QF-143 用于印制电路板、由石英制成的纤维纺织品通用技术规范92.2IPC-CF-148 用于印制板的涂敷环氧树脂的金属98.9 IPC-MF-150 用于印制线路的金属箔92.8 IPC-CF-152 用于印制线路板的复合金属材料技术规范98.3 IPC-FC-203 扁平电缆、圆导体、接地面技术规范85.7 IPC-FC-210 扁平连接器地下电缆性能技术规范85.9 IPC-FC-213 扁平地下电话电缆技术规范84.9 IPC-FC-217IPC-FC-218B接插件、电气扁平电缆类型通用技术规范91.5 IPC-FC-219 航空用密封环境下扁平电缆接插件84.5 IPC-FC-220 非屏蔽扁平电缆、扁平接插件技术规范85.7 IPC-FC-221 用于扁平电缆的扁平铜导体技术规范84.5 IPC-FC-222 非屏蔽扁平电缆圆导体技术规范91.5 IPC-FC-225 扁平电缆设计指南85.10 IPC-FC-231 用于柔性印制线路的柔性基体绝缘材料95.10 IPC-FC-232 用于柔性印制线路和柔性连接膜覆盖板涂镀粘接剂95.10 IPC-FC-233 参考232IPC-FC-241 用于制造柔性印制线路的柔性包履金属绝缘材料95.10 IPC-RF-245 刚柔印制电路板性能技术规范87.4 IPC-D-249 单、双面柔性印制电路板设计标准87.1 IPC-FC-250A 单、双面柔性印制线路技术规范86.9 IPC-FA-251 单面和双面柔性电路指南92.2 IPC-D-275 刚性印制电路板和刚性印制电路板组件设计标准96.4 IPC-RB-276 刚性印制电路板规格和性能技术规范92.3 IPC-D-279 可靠的表面组装技术印制电路板组件设计指南96.7 IPC-D-300 印制电路板尺寸和公差84.1 IPC-D-310 照相工具生成和测量技术指南91.6 IPC-A-311 照相工具生成及使用工艺控制指南96.3 IPC-D-316 采用软基板的微波电路板设计指南95.5 IPC-D-317 采用高速技术的电子封装设计指南95.1 IPC-HF-318 微波终端产品电路板的检验和测试91.12 IPC-D-319 刚性单面和双面印制电路板设计标准87.1 IPC-D-320A 印制电路板、刚性、单面和双面、终端产品标准81.3 IPC-SD-320B 刚性单面和双面印制电路板性能技术规范86.11 IPC-D-322 参照标准板尺寸选择印制线路板尺寸指南91.9 IPC-MC-324 金属芯电路板性能技术规范88.10 IPC-D-325 印制电路板、组件和支持图文件技术要求95.5 IPC-D-326 制造印制电路板组件资料技术要求91.4 IPC-D-330 设计指南手册IPC-PD-335 电子封装手册89.12 IPC-NC-349 布线器计算机数字控制格式化85.8 IPC-D-350 用数字形式描述印制电路板92.7 IPC-D-351 用数字形式描述印制电路板图85.8 IPC-D-352 用数字对式印制电路板的电子设计数据描述85.8IPC-D-354 数字形式印制电路板图库格式描述87.2IPC-D-355 用数字形式描述印制电路板组装95.1IPC-D-356 用数字形式测试的裸板电气性能资料98.1IPC-AM-361 用于加工艺印制电路板的刚性基板技术规范82.1(作废)IPC-MB-380 模制互连器件指南90.10IPC-D-390 自动设计指南88.2IPC-C-406 表面组装接插件设计和应用指南90.1IPC-CI-408 非焊接表面贴装接插件设计和应用指南94.1IPC-BP-421 压装的刚性印制电路板底板通用技术规范90.4IPC-D-422 压装刚性印制电路板底板设计指南82.9IPC-DW-424 密封分立线互连电路板通用技术规范95.1IPC-DW-425 分立线路板设计与终端产品技术要求90.5IPC-DW-426 分立线路组装技术规范87.12IPC-TR-460 印制线路板波峰焊接故障检测表84.2IPC-TR-461 厚薄涂层的可焊性评价79.3IPC-TR-462 为长期保存而涂履保护涂层的印制线路板的可焊性评价87.10IPC-TR-464 用于可焊性评价的加速老化87.12IPC-TR-465-1 关于蒸气老化温度控制稳定性的循环测试93IPC-TR-465-2 蒸气老化时间和温度对可焊性测试结果的影响93IPC-TR-465-3 关于替代涂饰蒸汽老化评价96.7IPC-TR-466 润湿平衡标准重量比较测试95.4IPC-TR-467 ANSI/J-STD-001附件D的支持数据和数字举例96.10IPC-TR-468 影响印制电路板绝缘电阻性能的因素79.3IPC-TR-470 多层互连线路板的热特性74.1IPC-TR-474 分立线路技术综观79.3IPC-TR-476 如何避免电子硬件中金属膨胀问题74.1IPC-TR-480 多层IV 循环测试程序阶段I的结果75.9IPC-TR-481 多层V 循环测试程序的结果81.4IPC-TR-483 薄层压板的尺寸稳定性测试椀?/FONT>1 阶段报告国际循环测试程序86.4 IPC-TR-484 IPC铜箔延展性循环研究的结果86.4IPC-TR-485 IPC铜箔脆性强度测试循环研究结果85.3IPC-TR-549 印制线路板上的斑点73.11IPC-TR-551 印制板电子元件组装和互连的质量评价93.7IPC-DR-570 直径为1/8英寸的硬质合金钻头印制板总技术规范84.4IPC-DR-572 印制电路板钻孔指南88.4IPC-TR-576 加工艺评价77.9IPC-TR-578 引线边缘制造技术报告84.9IPC-TR-579 印制线路板小直径镀履通孔的循环可靠性评估88.9IPC-TR-580 清洗和清洁度测试程序第1阶段测试结果89.10IPC-TR-581 IPC第3 阶段控制气氛焊接研究94.8IPC-TR-582 IPC第3 阶段免洗助焊剂研究94.11IPC-A-600 印制电路板的可接受性(检验标准) 95.8IPC-QE-605A 印制电路板质量评价手册99.2IPC-SS-605 印制电路板质量评价IPC-A-610 电子组件的检验标准95.8IPC-QE-615 组装质量评估手册93.3IPC-SS-615 组装质量评估93.3IPC-AI-640 未贴装元件的厚膜混装基板的自动检测用户指南87.1IPC-AI-641 焊点自动检测用户指南87.1IPC-AI-642 原理图、内层、未贴装元件的PWB自动检测用户指南88.10IPC-OI-645 光学检测仪器标准93.10IPC-TM-650 测试方法手册IPC-ET-652 未贴装元件的印制电路板的电气测试规则和技术要求90.10IPC-QL-653 检验/测试印制电路板、元件、材料的设备鉴定97.11IPC-MI-660 原材料来料检测手册84.2IPC-R-700C 印制电路板和组件的改型、返工、返修指南88.1IPC-TA-720 层压板技术评估手册IPC-TA-721 多层电路板技术评估手册IPC-TA-722 焊接技术评估IPC-TA-723 表面组装技术评估手册IPC-TA-724 净化间技术评估IPC-PE-740 印制电路板制造和组装故障检测指南97.12IPC-CM-770 印制电路板元件贴装96.1IPC-SM-780 表面组装元件的封装和互连88.3IPC-SM-782 表面组装设计和焊盘图形标准96.10 IPC-EM-782 表面组装设计和焊盘分布图形95.12 IPC-SM-784 COB技术应用指南90.11IPC-SM-785 表面贴装焊点连接的快速可靠性测试指南92.11 IPC-SM-786 潮湿气氛/再流感应ICs的特性化和处理步骤95.1IPC-MC-790 多芯片模块技术应用指南92.8IPC-S-804 印制线路板的可焊性测试方法87.1IPC-S-805 元件引线和端点的可焊性测试85.1IPC-MS-810 高容量显微薄片指南93.10 IPC-S-815 焊接电子互连件的通用技术要求87.12 IPC-S-816 SMT工艺指南和清单93.7IPC-SM-817 绝缘表面贴装胶的通用技术要求89.11 IPC-SF-818 用于电子组件焊接的助焊剂通用技术要求91.12IPC-SP-819 用于电子工业的焊膏通用技术要求和测试方法88.10IPC-AJ-820 组装和连接手册96.8IPC-CA-821 导热粘接剂通用技术要求95.1IPC-CC-830 用于印制电路板组件的电子绝缘化合物的鉴定和性能98.10IPC-SM-839 施用焊料掩膜前后的清洗指南90.4IPC-SM-840 用于印制电路板的永久性聚合物涂层的鉴定与性能96.1IPC-H-855 混合微电路设计指南82.10 IPC-D-859 厚膜多层混合电路设计标准89.12 IPC-HM-860 多层混合电路技术规范87.1IPC-TF-870 聚合物厚膜印制电路板的鉴定和性能89.11 IPC-ML-910 被275替代IPC-D-949 刚性多层印制电路板设计标准87.1IPC-ML:-950 刚性多层印制电路板性能技术规范86.11IPC-ML-960 用于多层印制电路板的批量层压面板的鉴定与性能技术规范94.7IPC-ML-975 用于多层印制线路板的终端产品技术规范69.9IPC-ML-990 柔性多层线路性能技术规范72.9IPC-1402 混合微电路设计指南82.10IPC-1710 印制电路板制造者的鉴定曲线(MQP)的OEM标准97.12IPC-1720 组装鉴定曲线(AQP) 96.7IPC-1730 胶合机鉴定曲线(LQP) 98.1IPC-2141 可控阻抗电路板与高速逻辑设计90.4IPC-2221 印制电路板通用标准98.2IPC-2222 刚性有机印制电路板部分设计标准98.2IPC-2223 柔性印制电路板分段设计标准98.11IPC-3406 表面组装用导电胶规则96.7IPC-3408 各向异性导电粘接剂膜通用技术要求96.11IPC-4101 刚性及多层印制板的基体材料技术规范97.12IPC-4110 用于印制电路板非纺织物纤维素纸技术规范与特征化方法98.8IPC-4130 非纺织物”E”玻璃纤维板技术规范与特征化方法98.9IPC-6011 印制电路板通用性能技术规范96.7IPC-6012 刚性印制电路板的鉴定与性能技术规范96.7IPC-6013 柔性印制电路板的鉴定与性能技术规范98.11IPC-6015 有机多芯片模块(MCM-L)组装及互连结构的鉴定与性能技术规范98.2IPC-6018 微波终端产品电路板检验与测试98.1IPC/JPCA-6202 单双面柔性印制线路板性能指导手册99.2IPC-7711 电子组件返修98.4IPC-7721 印制电路板和电子组件的返修与改型98.4IPC-9201 表面绝缘电阻手册96.7IPC-9501 评价电子元件的PWB仿真组装工艺95.7 公布IPC-9504 评价非IC元件的仿真组装工艺98.6 度量图98.4片式元件图98.8鸥翼形元件图98.8J形引线元件图98.8。
PERFAG 3C2 _Fixed

PERFAG 3C 多层板之规范(中文版)多层板规范这份通用的PERFAG 规范是由下列丹麦公司所组成的PERFAG 协会所制定的。
Aleatel Kirk A/S Foss Electric A/SBang & Olufsen A/S GPV Elbau Electronics A/SBruel & Kjar Industri A/S Kirk Telecom A/SDanfoss A/S Nokia Mobile Phone A/SDELTA Dansk Elektronik Philips TV Test Equipment A/SLys & Akustik Radiometer Medical A/SDSC Communications A/S RE Technology A/SDynatech A/S S & W Medico Teknik A/SEuroCom Industries A/S Terma Elektronik A/SFalck Securitas A/S 3P Third Party Testing A/S 并且得到了下面的PCB制造商的协作:Chemitalic A/S Printca A/SPreben Lund Technology Ruwel Danmark A/SPri-Dana Elektronik A/S Sieker Print A/SPERFAG 3C 规范规定了多层板的品质水平,且在客户与PCB制造商互相同意的基础上制定。
当收到这份PCB文件时,PCB制造商必须稽查这份文件,对根据经验判断不能适合的部分,须提出异议,而且,如果菲林的品质状况或收到的GERBER 资料不能确保长期的品质水平,PCB制造商也须提出异议。
假如PERFAG 3C与PCB文件之间不一致时,后者总是有效,然而,采购订单及其条件总是优先。
丹麦电子工业协会向它的会员推荐PERFAG 规范。
QAWI-A-017产品通用检验规范1

文件名称产品通用检验规范生效日期2018-03-10页码2/101.目的:建立统一的产品通用检验规范,确保各工段对产品的检验有据可依,同时通过此规范达成标准一致性. 2.范围:a.为使产品入库前之稽核及顾客抽检取得统一且明确之判定基准而建立.b.由抽检中之不良点的改善进而提升产品的质量.3.检验条件:a.检验条件:室内照明500LUX以上,必要时得借助三倍放大镜检验.b.检验前须先确认所使用的工具、材料、胶、清洁剂等,是否合乎规定.C.检验时必须配戴防静电手套或防静电手环.4.检验水准:a.检验依国标:GB/T2828.1-2003/ISO2859-1:1999b.依照《抽样计划规定》规定实施检验。
5.缺点定义:a.致命缺点(以CR表示):凡足以对人体或机器产生伤害,或危及生命财产安全的缺点.谓之致命缺点,任何一个致命缺点均将导致该检验批的批退或投诉.b.主要缺点(以Maj表示):可能造成产品损坏,或电气特性失效,产品使用寿命或使用者需要额外加工的,定义为主要缺陷.c.次要缺点(以Min表示):不影响产品功能,使用寿命的缺点,被定义为次要缺点,一般而言,是指一些外观上或机构组装上的些微不良或差异.文件名称产品通用检验规范生效日期2018-03-10页码3/10I:AI/SMT检验规范序号规格要求检查基准事项缺陷判定CR Maj Min1元件编排符合规定要求漏编元件●元件编排错位或编错元件●元件编错位置偏移(中心位置和平行位置)●极性元件极性编反●元件外表轻微破损但不会影响元件之性能●元件外表破损可见元件底材或会影响元件之性能●2AI符合规定要求(包括元件/PCB规格、插件规定等)元件外表标示模糊不清●极性元件极性插反●错件、漏件、多件或孔位插错●元件引脚生锈、氧化会影响元件之焊锡性能●元件引脚生锈、氧化但不会影响元件之焊锡性能●元件未插入位或单边跷起、脱落●元件本体或引脚断裂●PCB与安规要求不符●PCB铜箔翘起、断裂、开路、短路或生锈氧化●PCB丝印不清晰或位置偏移●元件弯脚小于15度或大于30度●3SMT点胶符合规定要求(胶量、偏移)胶水贮存温度或时间超出规定要求●漏点胶●粘胶占待焊区表面1/2以上●粘胶占待焊区表面未超1/2以上●胶位中心偏移超出盘焊宽度1/2●胶位中心偏移超出盘焊宽度1/4但小于或等于1/2●粘胶过多影响焊锡功能和外观●粘胶过小影响粘接性能●4SMT贴片符合规定要求(外表无破损、位置正确,无偏移,无贴反、贴错、漏贴等现象;焊点外观、电性能等)贴片后元件外表破损(延伸到封装区或损伤导致与相邻元器件及电路有短路风险)●贴错位置或贴错料●漏贴元件●有极性元件极性贴反、贴错●元件印字面反贴●贴片元件横向/纵向偏移超规定要求●贴片元件侧立(堤坝状)●贴片元件立碑竖立(墓碑状)●1206&0805类贴片元件推力超出规格1.5±0.5kg●文件名称产品通用检验规范生效日期2018-03-10页码4/10续上页序号规格要求检查基准事项缺陷判定CR Maj Min4元件外体容值标示错误●元件外体容值标示模糊不清晰●元件外表破损(需要识别的标识由于元件损件而无法识别)●元件焊点短路或脱焊开路●焊点高度超出元件本体碰及元件本体/封装体●元件浮高超0.7mm●焊点吃锡面积小于焊盘面积之1/2●其它焊点不良(如:锡尖、锡少、气泡/针孔、同一线路之桥焊等)●PCB线路短路/开路●PCB表面有非导电性杂物●PCB表面有锡球/锡渣或导电性杂物(直径小于0.2mm)●II:元件加工外观检查序号规格要求检查基准事项缺陷判定CR Maj Min1铜插脚加工符合规定要求(烙铁要求温度在400-440度之间,焊接时间为3秒)线材勾脚焊接勾脚度小于90度●铜插脚松动歪斜●线材焊接时烫伤塑胶外壳●其它如有未按作业指导书规定要求作业●2电阻加工符合规定要求(见示图1)电阻成形后引脚变形●需套热缩管之电阻漏套热缩管或热缩管未将元件本体完全套住或露出元件顶部之距离不在1-2mm之间●自元件弯脚处起至元件本体之距离小于0.8mm或元件引脚直径两者中较大者●其它如有未按作业指导书规定要求作业●3电晶体加工符合规定要求(加装散热片)电晶体与散热片间漏抹散热胶或漏放置绝缘片/绝缘粒等绝缘物●见不到绝缘片露出电晶体底部边缘或见不到散热胶●用推力计(如示图3所示)加3kg的力推电晶体有松动●紧固螺丝未锁到位或打花,但无松动现象●散热件和电晶体接触面积小于75%(不影响电性条件下)●文件名称产品通用检验规范生效日期2018-03-10页码5/10示意图1示意图2說明:1.以推力计金属杆顶住电晶体侧面如图示位置,且施力“F”.2.F>3kg,电晶体无松动现象,則电晶体已锁紧,反之为异常.III:零件面外观检验序号规格要求检查基准事项缺陷判定CR Maj Min1零件表面标识清晰、正确.标识错误/无标识●标识模糊●2零件极性(有极性元件)零件极性插反●零件脚位装错●3无极性元件错件、漏件、孔位插错●4零件/物料和BOM或客户要求相符,同时符合安规要求零件/物料和BOM或客户要求不相符●零件/物料与安规报备要求不相符●5零件脚无氧化(未焊锡部份)零件脚氧化●6零件外表无破损零件外表轻微破损●零件外表严重破损●7零件面无锡渣等其它杂物有可导致短路之锡渣杂物或其它直径不大于02mm导电性杂物多于2个●其它不影响性能之细小杂物(直径不大于0.5mm)●8相邻零件脚无相碰短路现象相邻零件脚有相碰短路现象●文件名称产品通用检验规范生效日期2018-03-10页码6/109各零件之间隔符合要求各零件之间隔不符合要求,并对电性和安规有影响●各零件之间隔不符合要求,但对电性和安规无影响●10任一零件不得超出PCB外沿零件超出PCB外沿(设计规格要求除外)●高压区的元件在10N推力下可以碰到外壳●11保险丝座无变形保险丝座变形会造成保险丝脱落●12要求平贴PCB之零件符合规定(有规定架高零件除外)卧式零件浮高大于0.7mm●立式零件本体到PCB的距离小于0.4mm或大于1.5mm●变压器、大电容、CON座等未100%平贴PCB●13规定架高零件安装符合要求未按要求安装或元件本体距PCB面小于1.5mm●未弯曲引脚或用其它机械件支撑(设计规格要求除外)●14锁紧件紧固螺丝锁紧无松动现象紧固螺丝未锁紧或滑丝并有松动现象●紧固螺丝未锁到位,但无松动现象●15散热件安装正确,对元件不能造成损伤或应力,且元件与散热装置及安装表面充分接触散热件安装错误、漏装或散热件松动●散热件和元件接触面积小于75%(不影响电性条件下)●散热件倾斜大于5度●16线材焊接,祼铜部份祼铜部份超过0.5mm,未超1.0mm(无触电、短路风险)●续上序号规格要求检查基准事项缺陷判定CR Maj Min17输出线材无绞线现象线材绞线●18输出线材表面无烫伤/破损现象输出线材表面烫伤/破损超pvc绝缘层1/4以上●输出线材表面烫伤/破损末超pvc绝缘层1/4●19需点胶/固定剂元件符合规定要求未点或点错胶/固定剂●环形滤波器需点胶固定●点胶末达标准(卧式元件点胶高度需超元件厚度/直径的1/2,立式元件点胶长度需超元件周长的1/4)●20需加套热缩管的元件按要求加套热缩管未加套热缩管●热缩管未充分或末将接点完全套住●21按要求张贴标签未张贴标签或贴错位置●22O/P线材线位焊接正确线位焊接错误●23线材及外围元件不能碰及散热件线材及外转围元件碰及散热件●陶瓷电容器碰及发热元件●24元件弯月面绝缘层在焊接中焊接处有明显的间隙辅面没有良好的润焊●在焊接处没有明显的间隙●25穿孔接线柱加工未符合规定要求绕线未穿过接线柱的孔●接线头缠绕接线柱少于270度●绕线与相邻的非同电位导线的绝缘距离被减少●文件名称产品通用检验规范生效日期2018-03-10页码7/10Ⅳ:焊锡面外观检查序号规格要求检查基准事项缺陷判定CR Maj Min1焊接零件有良好润湿,部件轮廓容易分辨,焊接部件的焊点有良好的连接边缘焊点表面不润湿超焊盘周长180度或无良好的连接边缘●2焊点无短路、脱焊、空焊、冷焊、虚焊、锡裂等焊点有短路、脱焊、空焊、冷焊、虚焊、锡裂等现象●3焊点应无锡尖(毛刺)焊点锡尖(毛刺)高度超出2.5mm●焊点锡尖(毛刺)弯曲拖尾但不会造成短路现象●焊点锡尖(毛刺)弯曲拖尾造成短路或超过元件间的最小电气间隙●4焊锡面与PCB形成的夹角θ在30度到90度之间,粗引脚元件(ø>1.5mm)在45度到90度之间夹角θ超出规格要求●5元件引脚伸出焊锡面之高度符合规定要求元件引脚伸出焊锡面之高度小于0.8mm(厚度大于2.0mm的通孔板除外)●6元件引脚折弯处焊锡不可接触元件本体或密封端元件引脚折弯处焊锡接触到元件本体或密封端●7元件切脚后,露出PCB的高度在1.0mm到2.5mm之间(特殊规格要求除外)超出规定的要求●8PCB表面无焊锡球/渣PCB板面的锡珠、锡渣不允许●有距离线路/焊点在0.13mm以内的锡球/珠(直径大于0.2mm)●有在线路间或元件间形成短路的焊锡球/渣●9PCB表面或安装件上应无助焊剂残留物或其它杂物,并无明显的侵蚀现象金属表面或安装件上有助焊剂残留物或其它杂物,或有明显的侵蚀现象(免清洗助焊剂允许有良性残留)●表面残留有可能导致短路的锡渣或其它金属物●锡面残留不良标签●10元件弯脚不能有短路现象元件弯脚有短路现象●元件弯脚末端与线路或焊锡点距离于小于0.13mm●11PCB表面丝印清晰正确表面丝印模糊、漏印、错印●12PCB印刷线路表面无开路、短路、破损、划伤PCB印刷线路表面开路、短路●线路损伤深度超线路宽之1/10●PCB边缘缺口长超3mm,宽超0.5mm或影响线路电气性能和装配的●文件名称产品通用检验规范生效日期2018-03-10页码8/10续上序号规格要求检查基准事项缺陷判定CR Maj Min13PCB印刷线路表面无露铜、铜泊翘起线路表面露铜(非设计要求)●铜泊翘起高度超过一个焊盘厚度或面积超焊锡面积的1/5●14装配孔无孔堵塞现象装配孔内有少量锡渣残物且不影响装配和性能●孔内锡渣残物堵塞影响装配●15PCB表面无沾胶或污渍PCB表面有沾胶或污渍现象●16DC线与PCB板焊接DC线与PCB板焊接时,应按从左到右,从上到下的顺序一排一排的焊接,不可跳焊或中间留有焊孔●17在导线、焊盘与基材之间无分离现象在导线、焊盘与基材之间的分离大于一个焊盘的厚度●18阻焊膜在经过焊锡和清洁工艺后无裂痕、起泡现象阻焊膜的局部剥落影响组件的外观和功能●起泡/刮伤/空洞使焊料桥接●19PCB无起泡或分层现象起泡或分层的区域超出镀覆孔或内部导线间距之1/4●发生起泡或分层的区域使镀覆孔间或者板面下的导线连通起来●20PCB表面无烟烧/烤焦所造成的表面物理损伤PCB印刷线路表面烧/烤焦造成表面物理损伤●Ⅴ:结构外观检验:序号规格要求检查基准事项缺陷判定CR Maj Min1各组件(开关、螺丝、风扇、插座)规格正确任一组件规格用错●2组件紧固螺丝扭力、规格符合要求螺丝规格用错●漏打螺丝●螺丝打花、滑丝●螺丝扭力不符合要求●3麦拉片/装置位置正确漏装麦拉片●麦拉片装置错误可能会造成短路●4机内线材布局整齐无碰及散热片机内线材布局不整齐●线材碰及散热片●5机内各组件无松动现象机内各组件有松动现象、异响●6面板各开关功能正常面板开关有卡键、松动、失效现象●7机内各接插件接触良好机内接插件有松动现象●机内接插件脱落●8PCB元件不能碰及散热片元件碰及散热片,但未造成短路情形●文件名称产品通用检验规范生效日期2018-03-10页码9/10元件碰及散热片,造成短路情形●9接地焊片安装焊接良好接地焊片与PCB孔位错位.●备注其它未列入此规范之检验项目则参照各机种标准样板Ⅵ:整体外观检查序号规格要求检查基准事项缺陷判定CR Maj Min1各外贴标签规格/内容及张贴位置/方向正确,无外观不良现象(如起皱、气泡、残缺、划伤、倾斜等)标签规格/内容错误●标签字体模糊不清●标签表面有大于5mm的气泡及起皱、残缺、划伤、脏污●标签倾斜大于1度或移位超过1mm●标签翘角●标签贴反●2适配器Case上下壳无段差、间隙、色差(特殊规格要求除外)Case上下壳段差大于0.3mm、间隙大于0.3mm●Case上下壳有色差现象●备注1.其它未列入此规范之检验项目则参照各机种标准样板2.若客户有其它要求或与客户标准有差异时则依客户标准判别Ⅶ:安规特性检查序号规格要求检查基准事项缺陷判定CR Maj Min1高压测试符合安规要求产品无法通过高压测试或高压测试时出现跳火杂音等情形●2接地导通测试符合安规要求产品无法通过接地导通测试●3漏电流测试符合安规要求产品无法通过漏电流测试●4绝缘测试符合安规要求产品无法通过绝缘测试●5各安规元件符合规定安规器件与《安全清单》或样板不符●6各安全器件丝印或贴纸型号及规格符合要求安全器件丝印,贴纸,型号或参数与《安全清单》或样板不符●备注其它未列入此规范之检验项目则参照各机种标准样板或安全清单资料文件名称产品通用检验规范生效日期2018-03-10页码10/10Ⅷ:电气特性检验序号规格要求检查基准事项缺陷判定CR Maj Min1输出电压正常输出无电压●输出电压超出规格上下线●输出电压INT●2各电性功能测试正常轻载和重载状态不开机●短路当机时,任一组DC输出电压大于3V●短路时,机器无电或异音过大(50cm外能明显听到)●短路时炸机或不保护●敲打测试时,任一组输出电压或纹波或杂讯值发生变化●敲打测试时炸机●工作时产生异音(50cm外能明显听到)或明显可觉之掁动●其它功能测试时,有无输出、异音等不良情形●产品的任一部件功能失效●备注其它未列入此规范之检验项目则参照各机种测试规格。
锡焊料相关标准

铅及铅合金1.电解沉积用铅阳极板(YS/T498-2006)2.铅及铅锑合金板(GB/T1470-2014)3.铅及铅锑合金管(GB/T1472-2014)4.铅及铅锑合金棒和线材(YS/T636-2007)5.保险铅丝(GB3132-1982)6.高纯铅(YS/T265-2012)7.粗铅(YS/T71-2013)8.铅锭(GB/T469-2013)9.再生铅及铅合金锭(GB/T21181-2007)10.铅及铅合金废料(GB/T13588-2006)锡及锡合金1.锡阳极板(GB/T2056-2005)2.免清洗焊接用焊锡丝(SJ/T11168-1998)3.锡铅钎料(GB/T3131-2001)4.铸造锡铅焊料(GB/T8012-2013)5.无铅锡基焊料(YS/T747-2010)6.高纯锡(YS/T44-2011)7.锡粉(GB/T26304-2010)8.电子产品焊接用锡合金粉(SJ/T11391-2009)9.锡锭(GB/T1599-2014)10.锡阳极泥(YS/T992-2014)11.锡及锡合金废料(GB/T21180-2007)12.GBT 20422-2018 无铅钎料13.GBT 29089-2012球形焊锡粉14.GBT 31475-2015 电子装联高质量内部互连用焊锡膏15.GBT 6208-1995钎料型号表示方法16.GBT 728-2010 锡锭17.SJT11273-2002 免清洗液态助焊剂18.GBT 9491-2002 锡焊用液态焊剂(松香基)19.SJ 2660-1986 软钎焊用树脂系焊剂试验方法20.SJ-2659-86 电子工业用树脂芯焊锡丝和软钎焊用树脂系焊剂试验方法21.SJ_T 11319-2005 动态氧化渣试验方法22.GBT 15829-2008 软钎剂分类与性能要求23.GB-T 8146-2003 松香试验方法24.GBT 11364-2008 钎料润湿性试验方法25.SJ 11389-2009无铅焊接用助焊剂26.SJ 11390-2009无铅焊料试验方法27.GBT 10574.1-2003 锡铅焊料化学分析方法锡量的测定28.SJT 11186-1998 锡铅膏状焊料通用规范29.GB/T 11364-2008 钎料润湿性试验方法30.GB/T 31985-2015光伏涂锡焊带31.SJ/T 11519-2015电子连接用镀锡铜线规范32.GB/T 4910-2009镀锡圆铜线33.YS/T 866-2013电容器端面用无铅锡基喷金线34.YS/T 523-2011锡、铅及其合金箔和锌箔35.GB/T 2056-2005电镀用铜、锌、镉、镍、锡阳极板36.GB/T 3260.10-2013锡化学分析方法37.GB/T 2424.17-2008电工电子产品环境试验第2部分:试验方法试验T:锡焊试验导则38.电工电子产品环境试验第2部分:试验方法试验T:锡焊GB/T 2423.28-200539.ISO 9453:2014 焊料合金-化学成分与形式40.ISO 9455 也对一系列助焊剂(焊接辅料)各项性能指标测试41.ASTM B32-2004 金属软钎料规程42.GB/T 17461-1998金属覆盖层锡-铅合金电镀层43.GB/T 17462-1998金属覆盖层锡-镍合金电镀层44.J-STD-004助焊剂要求45.J-STD-005焊膏要求46.J-STD-006电子焊接领域电子级焊料合金及含助焊剂与不含助焊剂的固体焊料的要求47.TM-650所有试验检测方法48.IPC-HDBK-005焊膏评估指南\49.JIS Z 3197-1999 树脂型助焊剂试验方法50.JIS Z 3198 1-7 2003无铅焊料试验方法:熔化温度,机械拉伸,铺展,焊点拉伸与剪切,QFP拉伸,润湿平衡及接触角,片式元件焊点的剪切试验51.JIS Z 3282-2006树脂芯焊料52.JIS Z 3 284-2014锡膏53.JIS Z 3910-1990锡铅焊料化学分析方法。
锡膏出现焊接缺陷是什么原因

锡膏出现焊接缺陷是什么原因出现焊锡缺陷等问题原因及解决:1、锡膏在冰箱存放的时间最好不要超过一个月,2、锡膏开封后,最好在当天内一次用完,超过时间使用期的焊膏绝对不能使用。
从漏版上刮回的焊膏也应密封冷藏。
3、锡膏使用前解冻四个小时以上再搅拌,应至少用搅拌机或手工搅拌5分钟4、锡膏放到钢网上的时候,尽量放使用的锡膏克数,不要超太多,放够用的克数就行,放太多或使用太久锡膏会出现虚焊,焊接不良等现象5、每隔一个小时要加放新的锡膏到钢网上6、钢网上的线路板最好在半个小时内过炉,不应放太久未过炉,超过时间会氧化7、焊点工艺一定要按锡膏的炉温表调好8、含BI的锡膏焊点是最脆弱的,受到一定的推力就会出现脱落现象,如果线路板能耐得了高温,最好不要选择BI无素锡膏9、线路板焊板上的铜的氧化标准跟锡膏的使用有关系,铜氧化标准起标的话,会影响锡膏的氧化速度SINOSMT用焊锡膏知识介绍及其使用过程中常见问题之原因分析SINOSMT用焊锡膏知识介绍及其使用过程中常见问题之原因分析夏杰一、SINO焊锡膏的主要成份及特性大致讲来,焊锡膏的成份可分成两个大的部分,即助焊剂和焊料粉(FLUX &SOLDER POWDER)。
(一)、助焊剂的主要成份及其作用:A、活化剂(ACTIV ATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、SINO焊料粉:焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。
r型和rma型助焊剂标准

r型和rma型助焊剂标准
R型和RMA型助焊剂的标准可能因地区和行业而异,但通常会涉及到一些通用的性能指标和规范。
以下是一些常见的标准:
1. 成分:助焊剂应包含适当的活性剂、溶剂、稳定剂和其他可能的添加剂,以确保其具有适当的助焊性能。
2. 粘度:助焊剂应具有适当的粘度,以确保其在喷涂、刷涂或浸渍过程中具有良好的流动性和覆盖性。
3. 腐蚀性:助焊剂应具有一定的腐蚀性,以去除焊接表面的氧化物和其他污染物,但不应过分腐蚀金属表面。
4. 焊接残留物:助焊剂在焊接后应留下适量的残留物,以保护焊接点免受腐蚀和机械损伤。
5. 稳定性:助焊剂应具有良好的稳定性,以确保其在储存和使用过程中不会变质或分离。
6. 安全性:助焊剂应符合相关国家和地区的安全法规和标准,以确保其在使用过程中不会对人体健康和环境造成危害。
7. 环保性:助焊剂应符合环保法规和标准,如无卤素、低VOC等要求。
8. 兼容性:助焊剂应与所使用的基材、焊料和焊接工艺相兼容。
9. 可靠性:助焊剂应具有良好的可靠性,以确保其在使用过程中不会引起焊接缺陷或故障。
具体标准可能会因不同的行业、应用领域和供应商而有所不同,因此建议在使用特定类型的助焊剂时查阅相关的行业规范和标准。
助焊剂通用规范
助焊剂通用规范-CAL-FENGHAI.-(YICAI)-Company One1助焊剂通用规范2014-08-15发布2014-09-01实施助焊剂通用规范免清洗液态助焊剂———————————————————————————————————————1 范围本标准规定了电子焊接用免清洗液态助焊剂的技术要求、实验方法、检验规则和产品的标志、包装、运输、贮存。
本标准主要适用于印制板组装及电气和电子电路接点锡焊用免清洗液态助焊剂(简称助焊剂)。
使用免清洗液态助焊剂时,对具有预涂保护层印制板组件的焊接,建议选用与其配套的预涂覆助焊剂。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 190 危险货物包装标志GB 2040 纯铜板GB 3131 锡铅焊料GB 电工电子产品基本环境试验规程润湿称量法可焊性试验方法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 4472 化工产品密度、相对密度测定通则GB 印制板表面离子污染测试方法GB 9724 化学试剂PH值测定通则YB 724 纯铜线3 要求外观助焊剂应是透明、均匀一致的液体,无沉淀或分层,无异物,无强烈的刺激性气味;一年有效保存期内,其颜色不应发生变化。
物理稳定性按试验后,助焊剂应保持透明,无分层或沉淀现象。
密度按检验后,在23℃时助焊剂的密度应在其标称密度的(100±)%范围内。
不挥发物含量按检验后,助焊剂不挥发物含量应满足表1的规定。
PH值按检验后,助焊剂的PH值应在~范围之内。
卤化物助焊剂应无卤化物。
当按试验后,助焊剂不应使铬酸银试纸颜色呈白色或浅黄色。
SMT 通用PFMEA
需求在线AOI,程序 识别chip元件及芯片 极性和焊接效果
托盘放置(良品用绿色/不良品用 红色,待检品用黄色);板架,区 域标识正确/明显
按《PCBA放置操作指导书》要求 作业;管理员巡线检查 培训PCBA放置操作标准
管理员巡线检查
21
作业员检验技能不足
22
补料清单 出错
不良流出或误判 补错料
23
手补/手贴物料出错、反 向
错料
5
2、作业员工作疏忽取错文件
2
5
1、作业员对标准不熟悉
4
5
2、作业员未按标准检验
4
5
作业员写错物料编码或位号
3
5
1、炉前目检申请物料出错
4
5
2、作业员贴错/反向
4
24
抽检频率 过小
不良流出
5
作业员未执行检验标准
锡膏助焊剂挥发,难印 刷,引起漏印/少锡
锡膏印刷
3
1、作业员不清楚标准
3
2、作业员未依SOP操作
4 4
裸露/开封锡膏的室温放 锡膏助焊剂挥发难印刷,
3
1、作业员不清楚标准
3
置时间过长
引起漏印/少锡
3
2、作业员未依SOP操作(及时回 收、冷藏)
4
3
36
3
36
3
36
60
锡膏厚度 超限
连锡、少锡、空焊
有跳动时,在线工程师及时改善
按要求的时机作首件检查并记录
首检后,实行三人确认
培训作业员掌握检验标准
关键点制作NG品对作 业员定期考核
签名确认,监控该工位的标准遵 守情况
反馈发放部门及时更改,要求其
工艺守则
一.概述:本文件规定了产品生产作业的要求。
本文件适用于全部产品的生产过程。
二.引用标准:无三.通用守则:3.1 作业前阅读相关作业指导书,按指导书的规定操作;无作业指导书时,按典型工艺操作,或按管理人员的指示操作。
3.2 保持工作环境干净整洁,不摆放与工作无关的物品。
3.3 保持手和手套清洁,不在产品上留下污渍或指纹。
3.4 不用裸露的手或手指接触待焊表面(焊盘和焊端),徒手取放PCB板时,只可接触其边缘。
3.5 在接触敏感元器件操作前,正确使用和仔细检查人员以及设备的静电防护措施,确定措施有效再进行操作。
安装IC的PCB板,只能放置于专用搁架或防静电保护袋中3.6 任何生产作业均要保护好产品的外观,杜绝人为搁、碰、划伤的发生;不使用堆叠的方式搁置或存放在制品,防止机械损伤;尽可能一次就把产品做好,避免反复操作造成的损坏。
避免不正确的操作,防止元器件、连接器、印制板焊盘和导线等被损伤。
3.7 使用设备时,按作业规定的工艺参数进行设置或调整;有特定软件的,调用特定程序运行。
做好设备的维护和保养工作,并做好记录。
3.8 提供电器连接和热传导的螺纹紧固件,要拧紧压平,如有要求,要拧紧至指定的最小扭矩。
3.9 生产作业中,按照工艺规定使用焊锡、助焊剂、焊锡膏、稀释剂、清洗剂、粘接剂、清洁用品等材料,不能私自变更。
3.10 移动周转箱时使用手推车,不在地上拖动周转箱。
3.11 带有引线的组件,不能用手提拿其引线进行周转或搬运。
3.12 取放电源变压器或其它任何已装配线圈的工件时,不得提拿线圈,只能拿住工件本体。
3.13 元器件安装后,应满足最小电器间隙的要求,元器件和引线脚倒向任何可能的方向,均不会造成短路。
3.14 进行粘接作业、密封作业和三防作业时,粘接剂或绝缘漆的涂覆不超过规定的范围,不得浸入任何电气触点。
3.15 固定工件时,先将工件摆正放平到位,再使用工具将固件拧紧。
不得借助电批(风批)和螺纹紧固件旋转的压力迫使未放平的工件到位。
通用工艺文件

上海欧秒电力监测设备有限公司前言 (1)目录 (4)第一章:元器件成型……………………………….……..(4—8)第二章:元器件焊接……………………………………….(8—12)第三章:产品组装…………………………………….…..(12—15)第四章:产品内部导线连接….….. ……………. . ……..(15—25)第五章:产品测试…………………………………….….(26—27)引言为了更好的规范生产过程中产品的制造工艺,本文件将不同产品在制造过程中所用到的相同工艺要求进行逐一讲解,便于每位员工能更好的认识产品制造过程中工艺的重要性。
保持产品质量一致性。
第一章 元器件成型3.1、元器件成型3.1.1、元器件在成型的整个过程中,要做好不同元器件的区分、标识、摆放、包装和防静电措施。
电子元器件的存储条件是: 温度:18℃~30℃ 湿度:30%~75%3.1.2、元器件在焊接或组装之前,都需要有一道成型工序,元器件成型是针对直插元器件,元器件成型又分为立式和卧式两种,这两种成型方式主要是取决于PCB 板的设计和一些元器件在线路中的特殊安装方式。
有极性元器件在成型和插装时元器件本体标识方向应于PCB 板标识方向保持一致,无极性元器件在成型和插装时成型方向和在PCB 板上的插装方向要一致。
3.1.3、元器件在成型时,本体与引脚的2mm 至3mm 处不能受力,在此距离之外再进行180。
或90。
的弧形弯脚,弯曲处的圆角半径 R 应要大于两倍的引脚直径, 弯曲后的两根引脚要与元件本体垂直,元器件悬空插入时,成型的高度可以根据实际的要求调节,成型的一般方式可以参照图1~图4。
(图1)(图3) (图4)3.1.4、元器件必须按照焊盘间距进行弯曲成型,弯曲基本对称,保证元器件安装后标识明显可见。
如图5所示;特殊情况下,标识优先外露的优先顺序为极性、数值、型号。
字符标识范围(图5)元器件标识朝向范围示意3.1.5、元器件引脚末端折弯要求。
助焊剂的主要种类1

氢化松香1简介英文名称:hydrogenated rosin由于松香容易结晶,其分子结构中的树脂酸中含有共轭双键,故反应性高,不稳定性,易氧化。
为提高其耐氧化性能,可将松香改性得到氢化松香,歧化松香或聚合松香,但价格昂贵。
2基本性能松香可以部分或全部被氢气饱和,部分为氢所饱和的松香称为二氢松香,通称氢化松香,结构式C19H31COOH,分子量304.46。
全部为氢所饱和的称为四氢松香,又称全氢化松香,结构式C19H33COOH,分子量306.47。
氢化松香的颜色变浅,具有较高的抗氧化性能,在空气中不致氧化,在光的作用下不易变色,减少了脆性,元结晶趋势,增加了溶解性,提高了初黏性、相容性、粘接性和耐老化性。
氢化松香为无定形透明固体树脂,含有二氢枞酸75%,相对密度1.045。
软化点70~72℃。
折射率 1.5270。
黏度(60%甲苯溶液)3.6mPa·S。
酸值162mgKOH/g。
皂化值167mgKOH/g。
闪点(开杯)203℃。
溶于乙醇、丙酮、二氯乙烷、二硫化碳、甲苯、松节油、石油醚、溶剂汽油和植物油中。
抗氧化性能好,脆性小,热稳定性高。
无毒,LD50 7600mg/kg。
3质量指标指标名称[1]特级二级二级外观透明透明透明颜色玻璃色块比色不深于罗维邦色号符合松香色级玻璃标准色块的要求黄≤ 12 20 30红≤ 1.7 2.1 2.5酸值/(mgKOH/g)≥ 162.0 160.0 158.0软化点(环球法)/℃≥ 72.0 71.0 70.0乙醇不溶物/%≤ 0.020 0.030 0.040不皂化物含量/%≤ 7.0 8.0 9.0枞酸含量/%≤ 2.00 2.50 3.00去氢枞酸含量/%≤ 10.0 10.0 15.0氧吸收量/%≤ 0.02 0.02 0.02国外牌号有Staybelite(美国)、Rosin731D(美国)、Weswaco rosin90(美国)。
4用途主要用于胶粘剂、涂料、油墨、电子工业助焊剂、食用酯胶原料等方面。
电子生产行业必知的13个标准

电子生产行业必知的13个标准1) IPC-ESD-2020:静电放电控制程序开发的联合标准。
包括静电放电控制程序所必须的设计、建立、实现和维护。
根据某些军事组织和商业组织的历史经验,为静电放电敏感时期进行处理和保护提供指导。
2) IPC-SA-61A:焊接后半水成清洗手册。
包括半水成清洗的各个方面,包括化学的、生产的残留物、设备、工艺、过程控制以及环境和安全方面的考虑。
3) IPC-AC-62A:焊接后水成清洗手册。
描述制造残留物、水成清洁剂的类型和性质、水成清洁的过程、设备和工艺、质量控制、环境控制及员工安全以及清洁度的测定和测定的费用。
4) IPC-DRM -40E:通孔焊接点评估桌面参考手册。
按照标准要求对元器件、孔壁以及焊接面的覆盖等详细的描述,除此之外还包括计算机生成的3D图形。
涵盖了填锡、接触角、沾锡、垂直填充、焊垫覆盖以及为数众多的焊接点缺陷情况。
5) IPC-TA-722:焊接技术评估手册。
包括关于焊接技术各个方面的45篇文章,内容涉及普通焊接、焊接材料、手工焊接、批量焊接、波峰焊接、回流焊接、气相焊接和红外焊接。
6) IPC-7525:模板设计指南。
为焊锡膏和表面贴装粘结剂涂敷模板的设计和制造提供指导方针i还讨论了应用表面贴装技术的模板设计,并介绍了带有通孔或倒装晶片元器件的?昆合技术,包括套印、双印和阶段式模板设计。
7) IPC/EIA J-STD-004:助焊剂的规格需求一包括附录I。
包含松香、树脂等的技术指标和分类,根据助焊剂中卤化物的含量和活化程度分类的有机和无机助焊剂;还包括助焊剂的使用、含有助焊剂的物质以及免清洗工艺中使用的低残留助焊剂。
8)IPC/EIA J-STD -005:焊锡膏的规格需求一包括附录I。
列出了焊锡膏的特征和技术指标需求,也包括测试方法和金属含量的标准,以及粘滞度、塌散、焊锡球、粘性和焊锡膏的沾锡性能。
9) IPC/EIA J-STD -006A:电子等级焊锡合金、助焊剂和非助焊剂固体焊锡的规格需求。
锡膏胶水助焊剂(膏)管控规范
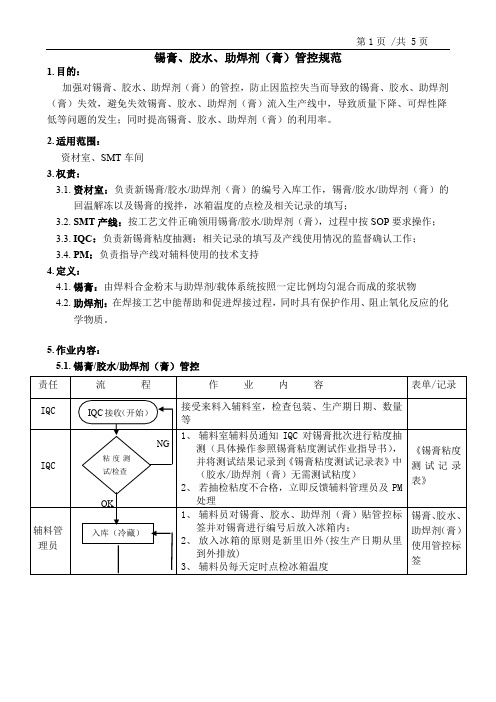
锡膏、胶水、助焊剂(膏)管控规范1.目的:加强对锡膏、胶水、助焊剂(膏)的管控,防止因监控失当而导致的锡膏、胶水、助焊剂(膏)失效,避免失效锡膏、胶水、助焊剂(膏)流入生产线中,导致质量下降、可焊性降低等问题的发生;同时提高锡膏、胶水、助焊剂(膏)的利用率。
2.适用范围:资材室、SMT车间3.权责:3.1.资材室:负责新锡膏/胶水/助焊剂(膏)的编号入库工作,锡膏/胶水/助焊剂(膏)的回温解冻以及锡膏的搅拌,冰箱温度的点检及相关记录的填写;3.2.SMT产线:按工艺文件正确领用锡膏/胶水/助焊剂(膏),过程中按SOP要求操作;3.3.IQC:负责新锡膏粘度抽测;相关记录的填写及产线使用情况的监督确认工作;3.4.PM:负责指导产线对辅料使用的技术支持4.定义:4.1.锡膏:由焊料合金粉末与助焊剂/载体系统按照一定比例均匀混合而成的浆状物4.2.助焊剂:在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。
5.作业内容:5.1.锡膏/胶水/助焊剂(膏)管控5.2.锡膏、胶水、助焊剂(膏)入库及保管5.2.1锡膏、胶水、助焊剂(膏)进料时需有制造方的检验合格报告,送货清单上需有所送的批号及对应的数量。
进料检验合格后方可入库。
5.2.2锡膏在入库前,需要抽测锡膏粘度,具体要求与操作请参照《锡膏粘度测试SOP》执行;5.2.3锡膏、胶水、助焊剂(膏)资材室入库时必须确认入库批次的失效期;车间领用放入冰箱前贴标签(标注于瓶上贴《锡膏使用管控标签》或《胶水使用管控标签》、《助焊剂(膏)使用管控标签》) 并统一编号,由辅料室负责;5.2.4锡膏、胶水、助焊剂(膏)必须低温冷藏,温度控制在5±3度,基准温度5±5℃;5.2.5每班点检冰箱的温度,并记录在《冰箱温度点检表》.如有异常应立即报PM处理。
5.3.锡膏、胶水、助焊剂(膏)回温,保证先进先出原则5.3.1 回温区5.3.1.1在工厂温湿度受控区回温,针筒胶水/助焊剂(膏)回温时要针头朝下放置5.3.1.2回温时间大于4小时,对回温超过12小时未使用的应进行二次冷藏;开封后应尽量在12小时内使用完。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
助焊剂通用规范2014-08-15发布2014-09-01实施xxx电子分厂发布助焊剂通用规范免清洗液态助焊剂———————————————————————————————————————1 范围本标准规定了电子焊接用免清洗液态助焊剂的技术要求、实验方法、检验规则和产品的标志、包装、运输、贮存。
本标准主要适用于印制板组装及电气和电子电路接点锡焊用免清洗液态助焊剂(简称助焊剂)。
使用免清洗液态助焊剂时,对具有预涂保护层印制板组件的焊接,建议选用与其配套的预涂覆助焊剂。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 190 危险货物包装标志GB 2040 纯铜板GB 3131 锡铅焊料GB 2423.32 电工电子产品基本环境试验规程润湿称量法可焊性试验方法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 4472 化工产品密度、相对密度测定通则GB 4677.22 印制板表面离子污染测试方法GB 9724 化学试剂PH值测定通则YB 724 纯铜线3 要求3.1 外观助焊剂应是透明、均匀一致的液体,无沉淀或分层,无异物,无强烈的刺激性气味;一年有效保存期内,其颜色不应发生变化。
3.2 物理稳定性按5.2试验后,助焊剂应保持透明,无分层或沉淀现象。
3.3 密度按5.3检验后,在23℃时助焊剂的密度应在其标称密度的(100±1.5)%范围内。
3.4 不挥发物含量按5.4检验后,助焊剂不挥发物含量应满足表1的规定。
3.5 PH值按5.5检验后,助焊剂的PH值应在3.0~7.5范围之内。
3.6 卤化物助焊剂应无卤化物。
当按5.6试验后,助焊剂不应使铬酸银试纸颜色呈白色或浅黄色。
3.7 可焊性3.7.1 扩展率按5.7.1测试后,助焊剂扩展率应不小于80%。
3.7.2 相对润湿力按5.7.2测试后,助焊剂在第3s的相对润湿力应不小于35%。
3.8 干燥度按5.8检验后,助焊剂残留物应无粘性,表面上的白垩粉应容易被除去。
3.9 铜镜腐蚀试验按5.9试验后,铜镜腐蚀试验应满足表2的要求。
3.10 表面绝缘电阻按5.10试验后,试样件的表面绝缘电阻应不小于1×1010Ω。
3.11 电迁移按5.11试验后,试样件的最终表面绝缘电阻值SIR最终应不小于其初始表面绝缘电阻值的1/10,即SIR最终>SIR初始/10;试样件的枝晶生长不应超过导线间距的25%,导线允许有轻微的变色,但不能有明显的腐蚀。
3.12 离子污染5.12试验后,助焊剂的离子污染应满足表3中至少II级的规定。
3.13 残留有机物污染焊接后印制板表面助焊剂残留有机污染物是有害的,但由于目前还没有对不同布线密度的印制板表面可允许的残留有机污染物建立“量”的关系,因此对焊剂残留有机物污染暂不做强制规定,供需双方可根据实际需要按附录A做定性检测。
4 试验环境条件4.1正常试验大气条件正常试验大气条件应为:a)温度:20~28℃;b)相对湿度:45~75%;c)大气压力:86~106 kPa。
4.2 仲裁试验大气条件仲裁试验时大气条件为:a)温度:22~24℃;b)相对湿度:48~52%;c)大气压力:86~106 kPa。
5 试验方法5.1 外观用目视方法检查助焊剂是否透明、均匀一致,是否有沉淀、分层和异物,检查助焊剂在容器开启时是否有强烈的刺激性气味。
5.2 物理稳定性用振动或搅拌的方法使焊剂试样充分混匀,取50ml试样于100 ml试管中,盖严,放入冷冻箱中冷却到(5±2)℃,保持60min,再在此温度下目视观察助焊剂是否有明显分层或结晶物析出等现象。
打开试管盖,将试样放到无空气循环的烘箱中,在(45±2)℃温度条件下保持60min,再在此温度下目视观察助焊剂是否有结构上的分层现象。
5.3 密度当按GB4472标准测定焊剂在23℃时的密度时,测量值应在其标称比密度的(100±1.5)%范围。
5.4 不挥发物含量准确称量6g助焊剂(放入已恒量的直径约为50mm的扁形称量皿中),精确至0.002g,放入热水浴中加热,使大部分溶剂挥发后,再将其放入(110±2)℃通风烘箱中干燥4h,取出放到干燥器中冷至室温,称量。
反复干燥和称量,直至称量误差保持在±0.05g之内时为恒量。
按公式(1)计算助焊剂的不挥发物含量,即:不挥发物含量(%)= M2∕M1×100 (1)式中:M1—试样初始时的质量,g;M2—试样经110℃干燥后恒量时不挥发物的质量,g。
5.5 PH值按GB 9724标准测定助焊剂的PH值。
5.6 卤化物5.6.1 试剂制备a) 铬酸钾溶液:0.01N将1.94g铬酸钾(分析纯)溶解于去离子水中,并稀释至1L,摇匀备用。
b) 硝酸银溶液:0.01N将1.70g硝酸银(分析纯)放入棕色容量瓶中,用去离子水溶解,并稀释至1L,备用。
b) 异丙醇:分析纯5.6.2 铬酸银试纸制备将2cm ~5cm宽的滤纸带浸入0.01N铬酸钾溶液,然后取出自然干燥,再浸入0.01N硝酸银溶液中,最后用去离子水清洗。
此时纸带出现均匀的桔红—咖啡色。
将纸带放在黑暗处干燥后切成20mm×20mm的方片,放于棕色瓶中保存备用。
5.6.3 试验步骤将一滴(约0.05 ml)助焊剂滴在一块干燥的铬酸银试纸上保持15s,将试纸浸入清洁SJ/T 11273-2002 ———————————————————————————————————————的异丙醇中15s,以除去助焊剂残留物,试纸干燥10min后,目视检查试纸颜色的变化。
5.7可焊性5.7.1 扩展率5.7.1.1 试片的准备从GB/T 2040规定的二号铜板(牌号为T2)上切取0.3mm× 50mm × 50mm平整试片五块,去油后用500#细沙纸去除氧化膜,并用抛光膏抛光后用无水乙醇清洗干净并充分干燥。
为便于用镊子夹持试片,将试片的一角向上折弯。
应戴手套操作,手不能直接接触试片。
将试片放在温度为(150±2)℃的烘箱中氧化1h,所有试片应放在烘箱的同一高度上。
试片从烘箱中取出后,放在密封的干燥器中备用。
5.7.1.2 焊料环的准备将符合GB/T 3131规定的标称直径为1.5 mm的Sn99.3Cu0.7 锡铅焊料的丝材绕在圆柱形芯轴上,再沿芯轴方向将焊料切断,从芯轴上取下焊料环并整平。
每个焊料环的质量应为0.25g± 0.005g, 共做10个。
5.7.1.3 试验步骤从干燥器中取出五块铜试片,在每块试片中部放一个焊料环、在环中央滴0.10 ml(约2滴)助焊剂,在将这些试片水平地放置在(260±5)℃的焊锡槽的熔融焊锡表面上保持30s,取出试样并水平放置,冷却至室温。
用无水乙醇擦去助焊剂残渣,测量焊点高度hi精确到0.001mm。
以五块试片焊点高度的算数平均值作为焊点高度,但当单个试片焊点高度hi与平均高度hav绝对值之差大于每个试片焊点高度与平均高度绝对值之差的1.1倍时,即︱hi- hav︱>1.1[∑︱hi-hav︱/5]时, 则该试样的焊点高度值应删去不计。
i=1~55.7.1.4 计算将另外余下的五个焊料环放在小磁蒸发皿中,放在平板上加热,使其熔为一个小球。
冷却后,将其放到比重瓶中测定其在水中的排水量M,精确到0.001g,根据公式(2)求出小球的等效体积V,精确到0.001cm3; 小球的相应标称直径D按公式(3)求出;最后按公式(4)计算平均扩展率。
(2)D = 1.2407 ( V )1/3 (3)扩展率(%)= ×100 (4)式中:M—带小球比重瓶排开水的质量的数值,g;1.2407—经验常数;ρ—水的密度,g/cm3;V—小球体积,cm3;D—小球直径, cm;h—焊点高度,cm。
5.7.2相对润湿力5.7.2.1 标准助焊剂的制备将水白松香溶于无水乙醇或异丙醇中, 并使松香的质量分数为25%。
5.7.2.2 试件的制备取符合YB /T 724 规定的直径为0.8mm的二号铜线(牌号为T2)一段, 用溶剂擦洗去油, 用10%的稀盐酸浸泡5s, 用流水清洗, 再浸入无水乙醇中片刻,取出晾干后,将其挂在120℃烘箱中老化1h, 取出截成若干长1.5 cm ~2.0 cm 的小段(试件端面不应有毛刺并应与轴线垂直) 作为试件备用。
取10根试件用按5.7.2.1配制的标准助焊剂按5.7.2.3的方法测试后, 取得结果均匀一致时, 该试件才可用来进行以后各项试验。
5.7.2.3 试验步骤将按5.7.2.2制备的试件蘸上助焊剂, 按GB/T 2423.32进行潤湿力测试。
浸入深度为3 mm, 在此位置保持5s, 浸提速度为(20±5)mm/ s, 记录第3s的潤湿力与理论潤湿力之比。
5.8干燥度将经过5.7.1.1~5.7.1.3 试验( 但不除去焊剂残渣, 也不测焊点高度)的试样从锡焊槽中取出后, 在室温下冷却1.5h, 将白垩粉撒在其表面, 再用毛刷轻轻往下刷, 观察白垩粉是否有沾在焊剂残渣上的现象。
5.9 铜镜腐蚀试验5.9.1铜镜的准备将纯铜真空沉积在60mm×30mm×3mm的清洁光学玻璃表面上形成铜镜。
铜镜镀膜厚度应均匀, 其在0.5µm波长处的透射率应在(10±5)%范围。
在良好的光线下检查铜膜时, 铜膜上不能得有氧化膜和任何损伤。
5.9.2 试验步骤将大约0.05ml 的被测助焊剂和按5.7.2.1配制的0.05ml的标准助焊剂相邻滴在同一块铜镜表面上(滴管不得接触铜镜, 两种焊剂不得相连), 共做三块试样。
铜镜表面要自始自终无污物. 尘埃和指印。
将它们水平放置在温度为(23±2)℃和相对湿度(50±5)%的无尘密闭室24h。
然后将铜镜浸入清洁的无水乙醇(或异丙醇) 中除掉试验助焊剂和标准助焊剂。
检查清洗后的铜镜是否有腐蚀现象。
5.10表面绝缘电阻5.10.1试件准备选取表面绝缘电阻不小于1×1012Ω的试件三块(其图形如图1所示), 用清洗剂、自来水及去离子水清洗并用异丙醇漂洗凉干。
5.10.2测试步骤将0.30ml助焊剂试样均匀地滴加在按5.10.1制备好的三块试件上, 将试件图形面向下在(250±5)℃焊槽中浸焊(3±1)S(也可使用相同焊接条件的波峰焊机),取出放入温度85℃,湿度20%的环境试验箱中平衡3h。