奥地利伯乐E6010管道焊条质保单
焊条质量证明书

焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。
伯乐 焊接 说明书

序言作为全球电弧焊接材料开发和生产的先驱供应商之一,伯乐焊接将在重大复杂焊接工程应用中作出突出贡献。
在油气运输日益增长和重要的今天,伯乐焊接也已积极投身于这个蓬勃发展的工业领域。
在不同气候条件和不同地形条件下得管道建设的需求激励着工程人员的创新步伐。
伯乐焊接与知名管道铺设公司一同面对挑战,并在倍受关注的纤维素焊条、药皮焊条、焊丝的强度及安全方面取得了世界领先的地位。
从陆上管道工程到驳船铺设海底曲折管道,全世界已有数万公里的管道使用伯乐焊材焊接。
选材指南伯乐焊接:管线焊材3焊材索引45管道钢材对照表伯乐焊接:管线焊材使用纤维素焊条立向下焊,阿联酋管道工程,芬兰6纤维素焊条选用指南由于纤维素药皮焊条的用量少,焊接速度快,多年来已成功地用于世界各地管道建设中的环缝焊接。
应用范围钢材等级高达API 5L X 80的全部管道材料。
这种焊条的优点使其适用于根部焊道、填充焊道和盖面焊道的焊接。
在高电流强度且大焊速进行立向下焊时,可以使用较大直径的焊条。
尽管伯乐纤维素焊条设计使焊缝具有较高的完整性和抗冲击强度,但是由于焊缝熔敷后高含氢量可能对管壁厚度和冲击强度有限制性要求。
因此,为获得最佳的焊接质量,在设计焊接工艺时,对此应给于适当的考虑。
伯乐焊接:管线焊材7根焊直流正接。
不允许重新烘干不允许重新烘干预热、层间温度及焊根焊直流正接。
不允许重新烘干89伯乐焊接:管线焊材根焊直流正接。
不允许重新烘干不允许重新烘干预热、层间温度及焊不允许重新烘干预热、层间温度及焊10(3/64 - 1/16英寸)1/16 - 5/64英寸(1/16英寸)/64英寸 ≤20 mm (≤3/4英寸)> 20 mm (> 3/4英寸)ø 2.5 mm (3/32")50 - 180 A ø 3.2 mm (1/8")80 - 100 A ø 4 mm (5/32")120 - 150 A0204060801001201401601803268104140176212248284320356焊接技术预热和层间温度为了防止氢致裂纹的产生,在管子施焊前进行预热处理并且在每层焊道之间保持一定层间温度是十分必要的。
焊材质量证明书(精选8篇)

焊材质量证明书(精选8篇)篇1:焊材质量证明书.1 焊接材料质量证明书应包括9项规定,并在明显部位作出清晰的标志; .2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
焊接材料质量证明书应注明○1标准号○2 规格○3 批号○4熔敷金属的`化学成分○5力学性能○6药皮含水量(或熔敷金属含氢量)○7相关的特殊性能测定○8生产日期○9在明显部位应有清晰的标志GB150.4-制造、检验和验收讲义中提示如下:篇2:焊材质量证明书电焊条牌号及规格:SHJ422 Φ4.0mm报告编号:04-08-2023样品编号(或批号):0报告日期:-08-25(1)药皮焊条外观质量:一、外表质量:合格二、焊条药皮偏心度:合格三、焊接工艺性能:优良(2)熔敷金属及焊接接头机械性能:MPa MPa δs(%) J(0℃)≥330 ≥420 ≥22 ≥27 380 470 32 91 92 (3)熔敷金属化学成分:(%)S≤0.035 P≤0.040 C- Mn- 0.011 0.025 0.06 0.35(4)T型接头角焊缝:合格X射线探伤:合格检验员:检验专用章:某某焊接器材有限公司地址:某某路451号电话:电挂:邮编:篇3:质量证明书格式质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
质量总检验员签字年月日质量检验专用(公章)年月日产品技术特性产品编号产品主要受压元件使用材料一览表审核人:填表人: 年月日共页第页产品焊接试板力学和弯曲性能检验报告产品编号理化责任师:填表人:年月日共页第页质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
油气管道的焊接知识

油气管道的焊接学问随着石油工业的进展,管道输送油气以其安全经济、专能、高效而飞速进展。
长距离、大管径、高压力正成为陆上油气输送管道的进展方向,管线用钢X56—X70 系列高强钢已广泛用于管道建设中, X80 高级强度管线也处于开发应用阶段,如德国 1993 年建成一条直径 1200mm、126km 长的X80 管线,1994 年加拿大试建一条Φ1200mm\33km,X80 管线。
由于油气管线飞速建设的需要,管道焊接工艺、焊接设备、焊接材料也相应有很大进展,不少厂家参与了市场竞争,国内外已具备了不少成熟的管道施工的焊接设备和焊材,以下为有关国外著名厂家生产的管线焊接用设备和材料的调查状况供参考。
1国内外油气管线常用的焊接工艺概述七、八十年月管线的焊接主要以下向纤维素焊条手工焊和半自动 CO2 焊为主,由于这些方法为手工操作,因此效率低,且焊接质量也受到了人工技能水平的制约,八十年月中期,由于电力电子技术和计算机技术的不断进展,焊接设备的掌握技术进入智能化时代,因此为管道焊接自动化设备、工艺的成功实施制造了条件,使管道的焊接效率和焊接质量有了很大提高,如林肯公司开发的STT〔The Surface Tension Transfer〕CO2 气保焊电源技术和设备,以其严峻的电弧,微小的飞溅和极佳的打底焊质量引起了世人的关注,成为管道焊接,特别是打底焊首选的方法之一。
又如 MAGNATECH 公司生产的管道全位置自动焊接设备,应用了自适应掌握技术,不仅抑制了人工操作的水平制约,而且大大提高了焊接效率和质量。
归纳目前管道焊接的施工工艺主要有下述几种:1.1用纤维素下向焊条手工焊,当有硫化氢腐蚀较严峻的管线或在严寒环境中运行的管线,承受低氢型立下向焊条焊接。
由于手工焊的敏捷性以及焊接设备的要求不高等缘由,目前室外管线的焊接,手工电弧焊的工作量仍占 40—50%,例如近年来我国陕西至北京的管线工程就从伯乐公司购置了各种纤维素焊条 1千多吨,推测今后几年我国油气管线的年需焊条量位 3—5 千吨,并还有增加的趋势。
奥地利伯乐焊接公司简介1

销售额(根据地区分类)
其余欧洲地区
亚太地区
7 % 13 %
美洲 4%
1 % 非洲
75 %
欧盟地区
Presentation.ppt
销量前十位国家
奥 地 利 伯 乐 焊 接 公 司
Dr. F. Lengheim 12/04
6. 7.
2.
5.
9. 1. 8.
4.
10. 3.
Presentation.ppt
Kapfenberg Istanbul
Zurich
Cairo
Athens
Mailand
Cittadella
Singapur
Sao Paulo
销售公司 生产公司 合资企业 授权公司
Dr. F. Lengheim 12/04
Presentation.ppt
产品范围
药皮焊条
奥
药芯焊丝
地
GMAW/GTAW 焊丝
奥 地 利 伯 乐 焊 接 公 司
Dr. F. Lengheim 12/04
发电站
轴同辐流式涡轮机
奥地利Voith Hydro集团
Presentation.ppt
奥 地 利 伯 乐 焊 接 公 司
Dr. F. Lengheim 12/04
发电站
水斗式水轮机
轴流式水轮机
Presentation.ppt
奥 地 利 伯 乐 焊 接 公 司
Dr. F. Lengheim 12/04
Presentation.ppt
德国伯乐蒂森焊接技术集团公司
奥 地 利 伯 乐 焊 接 公 司
Toronto Houston Mexiko City
焊丝质量证明书

gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇二:焊条质量证明文件汇总表焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇三:压力管道组成件及焊材质量证明文件一览表_-不改篇四:压力管道组成件及焊材质量证明文件一览表-不改篇五:(碳钢二氧化碳气体保护焊丝1.2mm技术标书(实芯焊丝)) 设备购置技术标书审批表第一节供货范围、技术规格、参数与要求一、货物需求一览表二、使用环境 1.工作环境1.1周围环境温度:-10℃~35℃。
1.2设备安装场所海拔高度:不低于1200m。
1.3周围空气相对湿度:95%(在25℃时)。
1.4使用电源:ac380v,50hz 。
1.5使用地点:室内、外使用。
1.6使用焊机:yd-350gr 。
三、技术参数及要求 1.技术参数1.1焊丝类型:实芯。
1.2焊丝型号:er50-6。
1.3焊丝材质:低碳钢(wc ≤ 0.25%)。
1.4焊丝直径:1.2mm。
2. 技术要求2.1焊丝尺寸应符合gb/t 25775的规定。
2.2焊丝使用时容易引弧并能稳定地连续熔化,焊缝形成美观可用于各种空间的焊缝。
2.3焊丝应适合在自动或半自动焊接设备上均匀、连续地送进。
2.4焊丝的药芯应填充均匀,以使焊接工艺性能和熔敷金属力学性能不受影响。
2.5焊丝表面应平滑光洁,不应有毛刺、凹坑、划痕、锈皮,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
镀铜焊丝的镀层应均匀牢固,不应出现起皮或脱落,焊丝表面应采用其他不影响焊接和力学性能的处理方法。
焊条电弧焊常见焊接缺陷及防止措施
焊条电弧焊常见焊接缺陷及防止措施(1)焊缝尺寸不符合要求①形状焊缝表面高低不平、焊缝波纹粗劣、纵向宽度不均匀、余高过高或过低、角焊缝单边以及焊脚尺寸不符合要求等。
如图2-27 所示。
图2-27 焊缝表面尺寸不符合要求②危害造成焊缝成形不美观,影响焊缝与母材金属的结合强度,易产生应力集中,降低接头承载能力等。
图2-28 焊接裂纹③产生原因焊件坡口角度不对、装配间隙不均匀、焊接参数选择不合适或运条手法不正确等。
④防止措施选择适当的坡口角度和间隙,提高装配质量,正确选择焊接工艺参数和提高焊工的操作技术水平等。
(2)裂纹焊接中的裂纹有很多类型,产生裂纹的原因也很多,关于裂纹的理论知识在以后的章节有介绍,这里不再多讲。
常见裂纹形状见图2-28 所示。
(3)咬边图2-29 咬边①形状沿着焊趾的母材部位上被电弧熔化而形成成的凹陷或沟槽称为口角边。
其形状如图2-29 所示。
②危害降低接头强度及承载能力,易产生应力集中,形成裂纹等。
③产生原因焊接工艺参数选择不当,焊接电流过大,电弧过长,焊条角度不正确以及运条不适当等。
图2-30 未焊透④防止措施选择正确焊接电流和焊接速度,电弧不能拉得太长,掌握正确的运条方法和运条角度等。
(4)未焊透①形状焊接时,接头根部未完全熔合的现象称为未焊透。
如图2-30 所示。
②危害易造成应力集中,产生裂纹,影响接头的强度及疲劳强度等。
③产生原因坡口角度过小,间隙过小或钝边过大;焊接速度过快;焊接电流太小;电弧电压偏低;焊接时有磁偏吹现象;清根不彻底;焊条可达性不好等。
④防止措施正确选择焊接参数、坡口尺寸,保证必须的装配间隙,认真操作,仔细清理层间或母材边缘的氧化物和熔渣等。
(5)未熔合①形状熔焊时,焊缝与母材之间或焊缝与焊缝之间,未能完全熔合的部分称为未熔合。
主要产生在焊缝侧面及焊层间。
如图2-31 所示。
图2-31 未熔合②危害易产生应力集中,影响接头连续性,降低接头强度等。
③产生原因层间及坡口清理不干净,焊接线能量太低,电弧指向偏斜等。
下向焊简介

下向焊简介随着石油天然气及石油化工工业的发展,下向焊接技术自20世纪60年代引进中国以来,经过几十年的发展,我国已具有成熟的手工下向焊接技术,目前正在普及半自动下向焊技术及全自动气保护下向焊技术,并作为长输管道及市政管道焊接技术发展的趋势,在全国建设中大力推广(本文由河南吉利管焊培训中心编辑制作)特点在管道水平放置固定不动的情况下,焊接热源从顶部中心开始垂直向下焊接,一直到底部中心。
其焊接部位的先后顺序是:平焊、立平焊、立焊、仰立焊、仰焊。
下向焊焊接工艺采用纤维素下向焊焊条,这种焊条以其独特的药皮配方设计,与传统的由下向上施焊方法相比其优点主要表现在:(1)焊接速度快,生产效率高。
因该种焊条铁水浓度低,不淌渣,比由下向上施焊提高效率50%。
(2)焊接质量好,纤维素焊条焊接的焊缝根部成形饱满,电弧吹力大,穿透均匀,焊道背面成形美观,抗风能力强,适于野外作业。
(3)减少焊接材料的消耗,与传统的由下向上焊接方法相比焊条消耗量减少20%-30%。
(4)焊接一次合格率可达90%以上。
一.下向焊技术应用城市燃气管道工程施工过程中,与长输管线的野外施工不同,受到诸多外界因素限制。
城市地网中,河流、公路、和频繁的地下障碍,都为施工带来很大难度。
在管道铺设过程中,既有穿越工程,又有过河道明开工程,还有沉管工程等;此外,作业空间小也会增加了施工的难度。
针对上述出现的问题,为保证工程质量,施焊时,根据外部环境有的管段采用分段施工,分段下管,也有的管段采用沟下组焊,围绕焊接质量从各角度加以控制。
采用下向焊的焊接缝隙小,焊接速度快,使得与传统上向焊工艺相比,显得高效、节能;另外,选用的纤维素焊条,焊条电弧吹力大、抗外界干扰能力强;连续焊接,焊接接头少,焊缝成型美观;采用的多层多道焊操作工艺,使得焊缝的内在质量好,无损检测合格率高。
1.焊前准备:钢管的组对及定位焊是保证焊接质量和焊缝背面成型良好的基础,管材单边坡口角度为28°-32°,钝边厚度1.0-1.5mm,对口间隙1.2-2.0mm,最大错边量不大于管外径的3‰,且≤2mm要求管道端面切口平整,不得有裂纹,且切口面与管轴线垂直,不垂直的偏差不得大于1.5mm;焊前分别用角磨机、电动钢丝刷将坡口两侧表面各50mm的油污、浮锈、水分、泥沙、气割后的熔渣、氧化皮等杂物以及坡口内侧机加工毛刺等清除干净,使坡口及两侧各大于10mm范围的内外表面露出金属光泽。
长输管道焊接材料的选择

一般来讲,σ0.5(0.2)≤415MPa输油、输水管道干线焊接可选择高纤维素型焊条进行各层焊接;输气管道或σ0.5>415Mpa输油管道干线焊接可采用高纤维素型焊条根焊、热焊+低氢型下向焊条填充、盖面的复合工艺。
2 焊丝
长输管线用焊丝分为实心焊丝和药芯焊丝两种。
(1) 实心焊丝
3 保护气体
长输管道的自动焊接多采用二氧化碳气体保护焊和氧化性混合气体保护焊,即所用的气体为CO2、CO2+Ar或CO2+Ar+O2。其中惰性气体(如Ar)在熔化极气体保护焊中的作用是把电弧和熔化金属周围的空气排开,以免空气中的有害成分影响电弧的稳定性和液态金属被污染。其它非惰性气体(如CO2、O2)也能用来作为熔化极气体保护焊的保护气体。其前提是这些气体虽然能与被保护液体金属发生某些冶金反应,但在焊接过程中可以创造条件使这些反应的后果不至于造成对焊接接头的危害。如采用CO2作为保护气体,虽然在焊接过程
(2) 药芯焊丝
近年来,随着长输管线向着高强度、大口径、厚壁化方向发展,传统的手工焊焊接方法已逐渐地被半自动焊和自动焊焊接方法所取代,其中以半自动焊应用发展最为迅速,之而来的是药芯焊丝得以迅猛发展。
药芯焊丝之所以能得到如此的重视和发展,与它自身的许多特点是分不开的,表现在:熔敷速度快,焊接生产率高;与实芯焊丝相比,药芯焊丝电弧软、飞溅小,焊接工艺性能好;熔深大,成型美观;综合成本低。
中CO2在电弧的高温下分解出O2和CO2,进而使Fe氧化生成FeO和可能导致气孔,但这一不良影响可通过在焊丝中加入适量的Si、Mn等脱氧元素来予以解决。研究发现,保护气体成分和流量对焊缝成型有一定的影响,成分和流量不同,焊缝中含氧不同,焊缝成型不同,缺陷几率也不同。如进行STT气体保护焊根焊时采用纯CO2作为保护气体且流量偏大时,因CO2分解吸热作用焊缝冷凝加快,铁水流动性变差,致使正面焊缝易形成山脊形,在随后的焊接过程中其凹陷处易导致未熔合、夹渣等缺陷,背面焊缝易导致假熔现象,这一问题在施焊环境温度较低和线能量较低时表现尤为突出。此外,焊缝因快速冷凝易导致焊缝中气孔。若采用CO2+Ar混合气体如CO2(15~20%)+Ar(85~80%)可改善铁水流动性,获得良好的焊缝成型,母材与焊缝过渡良好且焊缝中含氧量低,焊缝冲击韧性好。这一点在选择保护气体成分和流量时应引以重视。
伯乐焊材CHI
高强管道钢
API X65 X70 X80 X100-X110
EN L450MB L485MB L555MB
FOX CEL-FOX CEL+
FOX BVD RP
FOX EL 85-FOX CEL 85 G FOX BVD 85
FOX CEL-FOX CEL+
FOX BVD RP
FOX CEL 85-FOX CEL 85 G FOX BVD 90
Pipeshield 71 T8-FD
12, 18 12 - 17 13 - 19 13, 19
Pipeshield 71 T8-FD
12 - 18 14
Pipeshield 71 T8-FD
12 - 18 14 - 17
Pipeshield 71 T8-FD
12, 18 12 - 17 13 - 19 13, 19
FOX BVD RP
FOX CEL 75, FOX CEL 75 G FOX BVD 85
FOX CEL 85, FOX CEL 85 G
FOX EV Pipe
FOX EV Pipe FOX EV 60 Pipe
SG 3-P K-Nova Ni
FOX EV Pipe FOX EV 60 Pipe
SG 3-P K-Nova Ni
据当今最先进的工业特殊要求生产。 对于特定客户或特殊工艺要求,我们可提供相关文件、证书、 检验、包装与产品标识等。详细情况请与我们联系!
伯乐焊接特别领先于高温抗蠕变钢、不锈钢和镍基合金焊接 材料。相信凭借伯乐焊接80多年的经验与实践,我们可以成为 当今高要求工业用户的最佳合作伙伴。 您可以登录网站获得您附近的销售 伙伴。
天然气 4000 1016
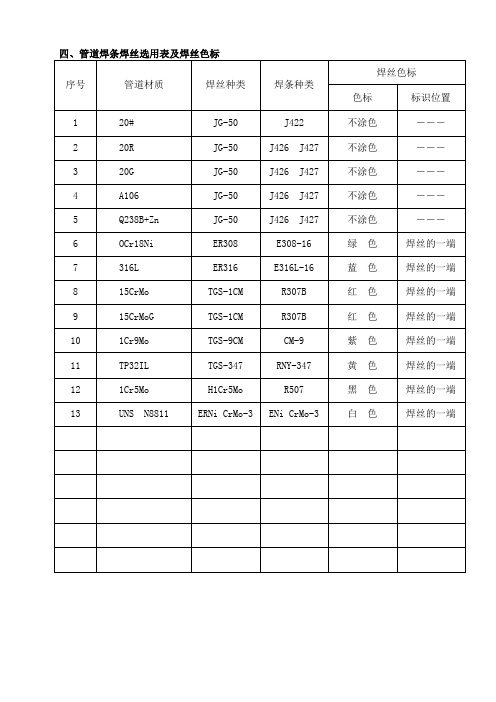
管道焊条焊丝选用表及焊丝色标
70.13
77.68
85.18
92.62
100.02
107.37
350
356
51.79
60.24
68.65
77.01
85.32
93.58
101.80
109.96
118.07
126.14
400
406
59.18
68.88
78.52
88.11
97.65
107.15
116.59
125.99
135.33
13.0
125.99
17.0
163.08
22.0
208.33
26
243.64
32.0
295.13
36.0
328.47
40.0
361.02
450
457
8.0
88.58
11
120.98
14.0
152.94
19.0
205.22
24.0
256.27
30
315.89
35.0
364.23
40.0
411.33
45.0
外径
壁厚及理论质量
mm
SCH20
SCH30
SCH40
SCH60
SCH80
SCH100
SCH120
SCH140
SCH160
XXS
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
Kg/m
mm
电焊条牌号及用途
电焊条汇总及用途GB标准(中国国家强制性国家标准)。
国家标准:是在全国范围内统一的技术要求,由国务院标准化行政主管部门编制计划,协调项目分工,组织制定(含修订),统一审批、编号、发布。
法律对国家标准的制定另有规定的,依照法律的规定执行。
国家标准的年限一般为5年,过了年限后,国家标准就要被修订或重新制定。
AWS标准(美国焊接协会的缩写 American Welding Society ),AWS有很多标准有关于钢结构桥梁铁路,最常见的是AWS D1.1.JIS标准(日本工业标准)是日本国家级标准中最重要、最权威的标准。
由日本工业标准调查会(JISC)制定。
电焊条分类堆焊焊条铬镍不锈钢焊条一、焊条牌号:GB(AWS)A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902 牌号二、主要用途:1、A002E308L-16用于超低碳00Cr19Ni10不锈钢结构的焊接;2、A022E316L-16用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接;3、A022MoE317L-16用途同A022,耐蚀性更优于A022 ;4、A042E309MoL-16抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接;5、A052------用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;6、A062E309L-16抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;7、A102E308-16焊接工艺性能优异,用于一般的不锈钢结构的焊接;8、A107E308-15同A102,可全位置焊接;9、A132E347-16抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接;10、A137E347-15用途同A132,可全位置焊接;11、A172E307-16抗裂性好,焊ASTM307钢及异种钢;12、A202E316-16用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接;13、A207E316-15同A202,可全位置焊接;14、A212E318-16同A202,抗晶间腐蚀性能好;15、A237E318V-15用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接;16、A222E317MoCu-16在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢;17、A302E309-16用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接;18、A302SLE309Mo-16对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件;19、A307E309-15用途同A302,可全位置焊接A312E309Mo-16异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接;20、A402E310-16用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接;21、A407E310-15同A402,可全位置焊接;22、A412E310Mo-16同A402,在抗裂、耐蚀、耐热方面优于A402、A407 A422------用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接;23、A502ED16-25MoN-16用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢;24、A507ED16-25MoN-15同A502,可全位置焊接;25、A607E330MoMnWNb-15用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接;26、A902E320-16耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条一、铬不锈钢焊条牌号GB(AWS):G202、G207、G217、G302二、主要用途1、G202E410-16用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊;2、G207E410-15用途同G202,可全位置焊接3、G217E410-15用于0Cr13、1Cr13、2Cr13不锈钢结构焊接4、G302E430-16用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条一、铜及铜合金焊条牌号GB(AWS):Cu107、Cu207、Cu227、Cu237二、主要用途:1、Cu107ECu紫铜.耐大气,海水腐蚀.导电性好。
浅谈阿尔及利亚沙漠水管道项目SMAW+FCAW焊接工艺
2009 年第 6 期 文学 浅谈阿尔及利亚沙漠水管道项目 SM AW + FCAW 焊条和焊接工艺。 管口组对必须注意保证组对间隙、 钝边尺寸和坡口角度, 重点保证坡口角度, 若坡口角 度过大则会影响根部背面成形和焊接过程中电弧的 稳定性 , 造成焊口焊接后背面成形差 ( 背面咬边、 接 头脱节等 ) , 若坡口角度过小则会影响层焊接时运送 焊条 , 电弧无法击穿坡口根部 , 造成背面无法成形或 未焊透。 4. 3 操作要领 根 焊: 根 焊必 须实 现单 面焊 双面 成形。 FO X CEL E 6010 纤维素焊条根焊时一般直流反接 , 为确 保根焊焊接及背面成形良好 , 采用短弧焊法 , 以使电 弧与焊接坡口表面保持良好的接触 , 焊条以垂直向 下的方法进行焊接操作 , 焊条与垂线的夹角范围为 ( 焊条角度见图 1) 。 10 ~ 25° 根焊中 , 控制焊道接头质 量是保证焊接质量的关键, 焊接接头质量决定了根 层焊缝的质量, 由于焊道接头处 容易产生气孔、 内
Ξ
②纤维素型焊条作为打底层焊接 , 可以免去背 面铲根等操作, 从而提高工作效率, 改善劳动条件。 ③纤维素 型焊条的不足是焊缝的 扩散氢含量 高、 抗裂性稍差, 所以对于高压管道的焊接国内外目 前一般只采用纤维素焊条打底。 焊缝的填充及盖面 而是选择其他的焊接工艺。 ④本工程采用的纤维素型焊条是奥地利伯乐公 司的 FO X CEL E6010 焊条。 采 用半自 动药芯 下向 焊丝进 行填 充盖 面 (FCAW ) 焊的特点: ① FCAW —— 是 英 文“ F luxed Co red A rc 的缩写, 中文译为: 药芯焊丝电弧焊。 它是 W elding” 使用药芯焊丝作为焊接材料的一种熔化极气体保护 焊或自保护焊法 , 在国际国内管道施工中被广泛用 于全位置半自动下向焊焊接工艺 ( 主要用于热焊、 填 充、 盖面焊) 。 ②半自动 FCAW 下向焊接具有工艺性能优良、 电弧稳定、 生产效率高、 飞溅小、 焊缝成型美观、 钢种 与空间位置适应性好、 抗风能力强等优点。 ( 与半自 动 CO 2 气体保护下向焊接工艺相比 ) ③半自动 FCAW 下向焊它把热焊、 填充焊、 盖 面 焊焊口一次合格率平均提高了约 15% , 生产率提 高约 1. 25 至 1. 5 倍。(与传统的下向焊条电弧焊工艺 相比) ④半自动 FCAW 下向焊它具有设备投资少、 成 本回收快、 综合成本低等优点 (与自动焊相比 )。 ⑤ 半自动 FCAW 下向焊它需要的焊工培训时 间短, 易掌握。 在十几年的工程施工中焊接质量稳 定 , 经过 X 射线拍片检查 , 焊口一次合格率平均在 95%~ 98% 左右。
焊材质量证明书
焊材质量证明书焊材质量证明书篇一:焊接材料质量证明书的核查内容弋兆文在南京关于 NB/T47014 替代 JB4708 宣贯 9.2.1 焊接材料质量证明书应包括 9 项规定,并在明显部位作出清晰的标志; 9.2.2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
焊接材料质量证明书焊接材料质量证明书应注明 1 标准号 ? 2 规格 ? 3 批号 ? 4 熔敷金属的化学成分 ? 5 力学性能 ? 6 药皮含水量(或熔敷金属含氢量) ? 7 相关的特殊性能测定 ? 8 生产日期 ? 9 在明显部位应有清晰的标志 ? GB150.4-2017 制造、检验和验收讲义中提示如下:篇二:C-33焊接材料质量证明书××焊接器材有限公司电焊条质量证明书电焊条牌号及规格:SHJ422 Φ 4.0mm 样品编号(或批号) :04359710(1)药皮焊条外观质量:一、外表质量:合格二、焊条药皮偏心度:合格三、焊接工艺性能:优良(2)熔敷金属及焊接接头机械性能:屈服点σ MPa ?330 380 抗拉强度σ MPa ?420 470 伸长率δ s(,) ?22 32 冲击值(V 型) J(0?) ?27 91 92 报告编号: 04-08-2069 报告日期:2017-08-25sb(3)熔敷金属化学成分:(,) S?0.035 P?0.040 0.011 0.025(4)T 型接头角焊缝:合格 X 射线探伤:合格C0.06Mn0.35此焊条质量符合中华人民共和国国标 GB/T51117-1995 焊条型号 E4303 ? 检验合格证检验员:×××检验专用章:××焊接器材有限公司地址:××路 451 号电话:××××××××电挂:××××邮编:××××篇三:压力管道组成件及焊材质量证明文件一览表_-不改施工单位:压力管道组成件及焊材质量证明文件一览表序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 A3 A4 A5 A6 A7 A8 A9 A10 A11备注:工程名称:证件自编号 A66 A1 A2 A3证件出厂自编号 2017413 12061479 11081364 0000077668复验报告编号制造厂家天津钢管集团股份有限公司天津钢管集团股份有限公司天津钢管集团股份有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司规格型号材质 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948单位米米米米米米米米米米米米米米领用量使用部位108×6 273×8 325×8 57×4 219×7 89×4 159×6 57×3.5 426×9 89×4133×4.548.4 55.9 76 15 53.9 15.7 100 30 25 549.8 123 11 11 80000077668 0000082581 0000044659 C11660126616 0000080752 0000077481 0000080399 0000071662 0000082020莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司20# 20# 20# 20#20#45×3.5 57×3.5108×4.5编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 15 16 17 18 19 20 21 22 23 24 25 26 27 28证件自编号 A12证件出厂自编号BGTYG1301040000200复验报告编号制造厂家烟台鲁宝钢管有限责任公司烟台鲁宝钢管有限责任公司规格型号材质单位米米米米米米米米米领用量使用部位273×7 426×8 76×4 219×6 159×5 89×4 45×3.557×3.5 76×420# 20# 20# 20# 20# 304 304 304 30444 4558 29.5A13 A140000081971BGTYG1303120171400莱钢集团烟台钢管有限公司烟台鲁宝钢管有限责任公司烟台鲁宝钢管有限责任公司A15 A16 A17 A18201704001340 201704001319 201704001318 201703002627江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司68 48.8 25 12.1A19 A20201704001338 201703000530江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司89×4 57×3.5 720×10 377×8321 321 316L 316L米米米米41 31.5 1备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 29 30 31 32 33 34 35 36 37 38 39 40 41 42证件自编号 A72证件出厂自编号201708239复验报告编号制造厂家江苏武进不锈钢股份有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司规格型号材质单位米个个个个个个个个个个个个个领用量 42使用部位108×4.5WN100(B)-40M WN100(B)-40FM WN100(B)-40RF WN250(B)-25RF WN250(B)-16M SO300(B)-16RF SO200-16RF SO80-16RF SO150-16RF SO80(B)-16RF SO40(B)-16RF SO50(B)-16RF WN50(B)-16RF321 20# 20# 20# 20# 20# 20# 20# 20# 20# 304 304 304 20#18 2 2 14 1 3 28 45 29 19 2912 8A21130415邹平县长通石化管件有限公司邹平县长通石化管件有限公司A22 A22+A35 A23 A24 A25 A25 A25 A26备注:130415 130415 130414 130403 ZH13040001 ZH13040001 ZH13040001 130415邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 43 44 45 46 47 48 49 50 51 52 53 54 55 56证件自编号证件出厂自编号复验报告编号制造厂家邹平县长通石化管件有限公司规格型号WN50(B)-40RF PL125(B)-16RF PL80(B)-16RF PL25(B)-16RF BL80(B)-16RF PL50(B)-16RF SO25(B)-16RF WN50(B)-16RF WN700(B)-16RF WN80(B)-16RF WN65(B)-16RF SO350(B)-16RF WN100(B)-16RF WN25(B)-16RF材质单位个个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20# 20# 20# 321 316L 321 321 316L 321 3214 9 19 4 1 18 2 2 1 26 4 4 20 2A27 A27 A28 A29 A28 A30 A31 A32 A31 A31 A32 A33A31130402 130402 130422 130413 130422 130414 ZH1305003 ZH13005006ZH13040003 ZH1305003 ZH13005006 ZH13040003 ZH13050297邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 5758 59 60 61 62 63 64 65 66 67 68 69证件自编号 A34 A35 A36 A37 A35 A35证件出厂自编号 130516 130414 130509 130509 130414 130414复验报告编号制造厂家邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司规格型号SO100(B)-16RF SO250(B)-16RF SO400(B)-16RF SO65(B)-16RF SO200(B)-16RF SO125(B)-16RF WN300(B)-16RF S=8 WN350(B)-16RF S=8 WN80(B)-16RF S=8WN65(B)-16RF S=4 WN50(B)-16RF S=3.5 WN25(B)-16RF S=3 WN125(B)-16RF S=4.5材质单位个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20# 20# 20 20 321 321 321 321 32125 8 1 6 10 17 4 4 6 2 2 613A33 A33 A31 A31 A33ZH1305003 ZH1305003 ZH1305003 ZH1305003 ZH13040003江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 70 71 72 73 74 75 76 77 78 79 80 81 82 83证件自编号 A38证件出厂自编号130609复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司规格型号φ 108X7 90E(L) φ 273X9 90E(L) φ 325X9 90E(L) φ 219X8 90E(L) φ 89X5 90E(L) φ 159X7 90E(L)材质 20# 20#单位个个个个个个领用量使用部位11 19 4 11 45 12A39 A38 A39+A40 A39130609 130609 130609 130609河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司20#20#20# 20#A41130609 130609河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司φ426×10 90E(L) φ 325×9 90E(S) φ 57X5 90E(L) φ 57X4.5 90E(L) φ 133X5.5 90E(L) φ 89×5 90E(L) φ 57×4.5 90E(L)20# 20# 20# 20# 20# 20# 20#个个个个个个个3 1 4 6 15 6 10A41 A38 A42 A43 A43备注: 130609 130609 130507 130507 130507编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 84 85 86 87 88 89 90 91 92 93 94 95 96 97证件自编号 A42 A43 A42 A44 A45 A46 A52 A53+A54 A52 A55 A55+A56 A57 A57 A54证件出厂自编号 130507 130507 130507 130516 130601 130601 20170400290 20170400289 20170400290 20170503582 20170400304 20170503580 20170503580 130609复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司河北龙润管道集团有限公司规格型号φ 108×5.5 90E(L) φ 273×8 90E(L) φ 76×5 90E(L) φ 219×7 90E(L) φ 159×6 90E(L) φ 377×9 90E(L) φ 89X590E(L) φ 45X4.5 90E(L) φ 57X4.5 90E(L) φ 57×4.5 90E(L) φ 108×5.590E(L) φ 720×11 90E(S) φ 377×9 90E(S) φ 108X6 T(S)材质单位个个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20#20#304 30417 6 4 6 6 4 23 12 12 2 14 1 2 1304 321 321 316L 316L 20#备注: 编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目单位序号 98 99证件自编号 A55证件出厂自编号 130621复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司规格型号φ 219×7 T(S) φ 133X5 T(S) φ 89X4 T(S) φ 108×4.5T(S) φ 89×4T(S) φ 133×4.5 T(S) φ89×57T(R)δ =4.5×3.5 φ 400X400X300T(R) 89×89×76 T(R)δ =4 φ57X57X45 T(R)δ =3.5 φ 219×159R(C) φ 76X57 R(C)δ =4X3.5 φ108×76R(C)δ =4。
管子质量保证书
尊敬的用户:您好!感谢您选择我们的管子产品。
我们深知质量是产品的生命,为此,我们郑重地向您承诺:我们的管子产品均严格按照国际标准进行生产,并为您提供以下质量保证:一、严格的质量控制1. 在生产过程中,我们严格遵循ISO9001质量管理体系,确保每一根管子都经过严格的质量检验。
2. 我们使用的原材料均来自知名供应商,确保原材料的质量稳定。
3. 我们的生产设备先进,技术成熟,确保产品的尺寸和性能符合国际标准。
二、完善的售后服务1. 产品自出厂之日起,享受一年内的免费保修服务。
2. 保修期内,如产品出现质量问题,我们将及时提供免费的维修或更换服务。
3. 保修期外,我们将根据实际情况,为您提供有偿的维修或更换服务。
4. 无论在保修期内还是保修期外,我们都会在接到您的维修请求后24小时内给予答复,并在48小时内给予解决。
三、不属于保修范围的情况1. 超过保修期的产品。
2. 不能提供购买凭证的产品。
3. 未按产品使用说明书的要求使用、维修而造成损坏的产品(特别注意发生进水、摔坏以及人为的损坏)。
4. 客户擅自维修、拆卸产品的或者客户委托非本公司指定的维修人员维修、拆卸产品的。
5. 使用非正规的劣质通信电缆造成的损坏。
6. 由于水灾、火灾、雷击、地震等不可抗拒灾害造成产品发生故障或损坏的。
7. 其它非产品自身原因造成的故障或损坏。
四、产品质量承诺我们承诺,我们的管子产品在正常使用条件下,能满足您的需求,如因产品质量问题给您带来损失,我们将承担相应的法律责任。
我们真诚地希望我们的产品能为您带来便利和舒适,如果您在使用过程中有任何疑问或建议,请随时与我们联系,我们将竭诚为您服务。
再次感谢您对我们产品的支持,期待您的光临!此致敬礼!XXXXXXXXXXXXX公司日期:____年__月__日。
焊条材质证明书精选-证明书

焊条材质证明书精选-证明书焊条材质证明书精选-证明书1. 产品描述本证明书是针对焊条材质进行测试和验证的结果。
经过严格的实验测试和质量控制,我们郑重声明焊条材质符合以下要求。
该产品是由高质量原材料制成的,确保其性能和可靠性。
我们对该产品的质量和品质负责。
2. 焊条材质检测过程焊条材质的测试检测是基于以下标准进行的:ASTM A5.1 / A5.1M:标准规定了用于焊接结构钢的焊条的要求及试验方法。
AWS A5.1 / A5.1M:美国焊接学会制定的焊接钢结构用焊条材料的标准。
我们在实验室进行了一系列的测试,包括成分分析、力学性能测试、金相分析和显微组织观察等。
2.1 成分分析我们对焊条材质进行了成分分析,结果如下:元素含量 (%) --C 0.05 -Si 0.20 -Mn 0.80 -S 0.010 -P 0.015 -Fe 98.145 -其他杂质 0.00 -2.2 力学性能测试我们采用了标准的力学性能测试方法,测试结果如下:性能指标测试结果 -抗拉强度(MPa) 550 -屈服强度(MPa) 520 -延伸率(%) 25 -冲击韧性(J) 50 -2.3 金相分析和显微组织观察我们进行了金相分析和显微组织观察,以评估焊条材质的组织结构和显微硬度。
经过观察和分析,焊条材质的组织结构均匀,显微硬度符合相应标准要求。
3.根据上述测试结果和分析,我们郑重声明焊条材质符合以下要求:1. 焊条材质的成分符合ASTM A5.1 / A5.1M和AWS A5.1 / A5.1M的要求。
2. 焊条材质的力学性能满足相关标准的要求。
3. 焊条材质的金相特征和显微硬度符合相应标准。
我们对该产品的质量负责,并保证其性能和可靠性。
如有任何质量问题,请您及时联系我们,我们将竭诚为您解决。
4. 认证和签名证明人:__________。
E6010焊材复检模版

焊材检验报告
适用项目:焊材检验
编制单位:XX单位
执行标准:AWS A5.1
检验材料:见表1
检验内容:
1.熔敷金属力学性能试验
1.1 试件制备
熔敷金属力学性能试验板的制备执行AWS A5.1标准。
1.2 焊接规范
平板对接,焊接工艺参数见表1-1
1.3 射线检测
在外观检查合格的基础上,对试件进行了射线检测,射线检测执行AWS A5.1标准的规定。
射线探伤结果:合格。
1.4熔敷金属力学性能试验
根据AWS A5.1标准对熔敷金属进行拉伸试验和Charpy-V冲击试验,试验数据见表1-2、表1-3。
注:按标准规定,计算均值时去掉最高值和最低值
1.5熔敷金属化学成分分析
根据AWS A5.1标准对熔敷金属进行化学成分分析试验。
试验结果见表1-3,与标准相符合,检验合格。
注:表中标准值单值均为最大值
检验结论
根据检验和试验结果BOHLER FOX CEL E6010(φ4.0mm)焊材合格(以上仅对做试验的批号而言,批号:XXXX)。
308焊条质保书

308焊条质保书如果您购买的308焊条出现不合格情况时,本公司将依据本质保书按如下所述事项予以保证。
保证内容1.如果在您购买的308焊条中出现材料或制造上不合格时,本公司将给予免费修理。
(以下将免费修理称之为保证修理)2.保证修理是指可以部件或者修理。
3.拆卸下的不合格产品将归本公司所有。
保证期限接受保证修理的期限自购买入商品之日起的一年之内。
但是如果是长期,频繁业务使用的情况下,保证期限是六个月或1000小时。
不能予以保证的事项:如果判断出是以下所示原因所引起的故障则不能予以保证修理。
1.未按产品说明指示实施定期检查保养;2.未按使用说明书指示的使用方法操作;3.保护保养不善或者错误;4.使用时超过了产品所规定的工作限制;5.在未经本公司允许的情况下进行改造;6.由于使用者不注意而引起的故障;对于如下所示事项不予以保证修理:1.经过一段时间后产生的老化现象(涂料装饰表面,金属镀层表面自然褪色等);2.不影响质量,性能的一般感觉现象;3.由于台风,水灾等天灾引起的问题;4.由于药品,盐害引起的问题;不负担如下所述事项的费用支出1.消耗品等以及属于此类的消耗品)和油脂类等;2.在购买商品的出售商店或本公司308焊条服务店以外的地方进行了修理;3.检修,清洁,调整以及定期检修保养。
接收保证修理的方法:当需要接受保证修理时,请携带质保书到购买商品的商店或者本公司308焊条服务店申请修理,在未携带保证书时将不给予保证修理。
保证服务的生效:当顾客在购买商品时,与商店双方在商品购买收据凭证单上填写必要事项并签字盖章即可生效。
XXXX有限公司。
焊接质量保证书
中国化学工程第三建设公司企业标准材料管理标准焊接材料管理规程q/hsg11.07-19991范围1.1本规程对压力容器车间制造、压力容器(含球罐)现场组焊、锅炉安装、压力管道安装等工程焊接材料(焊条、焊丝、焊剂,以下简称“焊材”)的采购、验收、一、二级库管理、烘烤、发放使用与回收等做出规定,适用于公司各施工现场及化工机械厂。
1.2本规程是《压力容器(含球罐)组焊质量保证手册》(q/hsa11-98)、《锅炉安装质量管理手册》(q/hsa15-96)中有关焊接材料管理制度的实施细则。
1.3重要钢结构件的焊接材料管理参照本规程执行。
2引用标准2.1《焊条质量管理规程》(jb3223-83)2.2《产品采购管理规定》(q/hsg11.02-1995)2.3《产品的搬运、贮存、发放及回收管理规定》(q/hsg11.03-1995)3采购3.1由技术人员根据设计要求和焊接工艺评定报告提出焊接材料使用计划,经焊接责任工程师或技术负责人审签后,作为编制焊接材料采购文件的依据。
3.2焊材采购文件由材料计划人员编制,材料责任师审核。
采购文件应明确焊材牌号、型号、规格、数量、供货时间、采用的标准及检验试验要求。
3.3材料部门在采购前应对焊材生产厂家或供应商进行分承包方的评定,确认其资质等级、质量保证能力、质量信誉和产品性能满足使用要求,方可签订采购合同。
采购过程中应对焊材生产厂家和供应商的供货质量进行有效控制。
3.4采购人员对采购的每一批号焊材均应及时向生产厂家(供应商)索取焊材质量保证书,必要时,应索取有关焊材使用说明书。
材料责任师应审查认可焊材使用说明书和质量保证书。
3.4.1焊条使用说明书通常应包括下列内容:(1)焊条型号、牌号、规格(直径和长度)和包装数量;(2)药皮类型;(3)熔敷金属的化学成份;(4)熔敷金属或对接接头的各项相关性能;(5)焊条焊前烘烤的必要性和烘烤规范;(6)焊条的用途及各种位置焊接的可能性;(7)简明焊接工艺规范;(8)其化需要说明事项。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奥地利伯乐FOX CEL+(伯乐纤维素E6010下向焊条)材质证书
(注:若查看原版pdf格式,请移步W W W.J )
EN ISO 2560-A: E 38 2 C 2 1 BÖHLER FOX CEL+ EN ISO 2560-B: E 43 10 A SMA W cellulosic electrode for
vertical down welding, pipe welding AWS A5.1: E6010
AWS A5.1M: E4310
Description
Cellulose electrode for vertical-down welding of large diameter pipelines. Especially recommended for root pass welding on D.C. positive polarity in the vertical down andvertical up welding positions.
Apart from its good welding and gap bridging characteristics Böhler FOX CEL+ provides a powerful arcthat deposites well penetrated, smooth root passes with high travel speeds as well as high safety against
the formation of piping or hollow bead and undercut.
Typical Composition of All-weld Metal
C Si Mn
wt-% 0.17 0.15 0.6
Mechanical Properties of All-weld Metal
u
yield strength R e MPa: 450 (大于等于390)
tensile strength R m MPa: 520 (470-540)
elongation A (L0=5d0) %: 26 (大于等于22)
impact work ISO-V KV J +20°C: +20°C: 105
0°C: 95
-20°C 65:(大于等于47)
-30°C: (大于等于27
u untreated, as-welded
Operating Data
re-drying: not allowed ø mm L mm amps A electrode identification: 2.5 300 50-90
FOX CEL+ 6010 E 38 2 C 3.2 350 80-130 preheating and interpass temperature 4.0 350 120-180
see page 2-49 negative
polarity for root
pass possible
Base Materials
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, P355T1,
P235T2-P355T2,L210NB - L415NB, L290MB - L415MB, P235G1TH, P255G1TH Root pass up to L555NB, L555MB
API Spec. 5 L: A, B, X 42, X 46, X 52, X 56, Root pass up to X 80
Approvals and Certificate
Subject to change without notice 11.04.2013 奥地利伯乐FOX CEL+E6010使用说明
(注:若查看原版pdf格式,请移步W W )。