开口销、弹性圆柱销检验规范
检具定位销与检测销技术规范标准

2. 定位销
-柱形销A1Z
- 圆孔(Rundloch) -长形孔(Langloch):设置防转功能
-锥形销A1k
-圆孔:其结构形式取决于D2的大小:
D2=额定孔径最大尺寸+0.5余量
D2<7.5 7.5<=D2<=22.0 D2>=22.0
-长形孔(设置防转功能)
A1K
对于圆形孔,且采用圆锥销A1K
圆锥销的形式取决于圆锥最大直径D2:
D2=额定孔径最大直径Ф+附加余量0.5mm
例如:额定圆孔径为Ф18.0+0.2
则D2= 18.2+0.5=18.7
则在制造该圆锥销时,考虑到制造公差取+0.1的因素,D2=18.7+0.1
对于长形孔,且采用圆锥销A1K
圆锥销的形式取决于圆锥最大直径D2:
D2=额定孔径最大直径Ф+附加余量0.5mm
例如:
长孔为: 18.0+0.2 9.0+0.2
D2长度方向= 18.2+0.5 = 18.7mm
考虑到制造公差取+0.1的因素,D2=18.7+0.1
D2宽度方向=9.2 +0.5 = 9.7mm
考虑到制造公差取+0.1的因素,D2=9.7+0.1
3. 定位销
-检测销由导向、检测及手柄三部分组成。
-在检测孔内,为保证检测销顺利进行检测,必须安装导向轴套,导向轴套和检具型体黏结而连接。
-为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。
-检测销和相应导向轴套的结构根据待检测孔形状的不同, 分为止转结构和不止转结构。
检具定位销与检测销技术规范标准

-销的安置:定位销和检测销用后应安放于检具本体上的相应弹簧夹里夹住。
-在检具总装图纸中,必须对定位销,定位孔有清晰的表述。
四、检测销
-检测销用于对待测孔的尺寸和位置度进行检测。
-检测销由导向、检测及手柄三部分组成。
-在检测孔内,为保证检测销顺利进行检测,必须安装导向轴套,导向轴套和检具型体黏结而连接。
距最大的两个孔检测,其他不作检测。
-为了保证检测孔在三坐标测量机测量时,测头能够进入,必须在孔位下设置自由面,原则: 自由面直径:冲压件孔径+7mm深度:从冲压件下表面起8mm.
-每个检测销配置①2mm冈冈丝绳,并将其固定于检具型体的适当部位。
-如果检具多于3个检测销,则在检具的适当位置必须用数字标注,以示区别.
-定位销的标注:在手柄凹槽内标注销子牌号以及对应的RPS点名称。
-根据零件RPS特性,定位销相应设置成锥型销(A1k,A2k)或柱型销(A1z,A2z)。
-在定位孔内,为保证ຫໍສະໝຸດ 位销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。
-定位销和相应导向轴套的结构根据孔的形状的不同要求,分防转结构和不防转结构。
-为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。
-检测销和相应导向轴套的结构根据待检测孔形状的不同,分为止转结构和不止转结构。
-如果在零件上同时存在许多(>2个)相同直径和相同位置公差要求的待检测孔,而这些孔须用检测销 检测,则通常设置一个检测销。该原则同样适用于双胞胎检具。
-如果零件通过模具在同一工序加工出一组相同技术要求的孔,则如果用检测销检测,通常只对间
附件一:关于检具定位销和检验销的说明
gb119.2圆柱销标准

圆柱销国家标准(GB)-弹性圆柱销标准国标GB:开口销GB /T 91-2000圆锥销GB /T 117-2000内螺纹圆锥销GB /T 118-2000圆柱销不淬硬钢和奥氏体不锈钢GB /T 119.1-2000圆柱销淬硬钢和马氏体不锈钢GB /T 119.2-2000内螺纹圆柱销不淬硬钢和奥氏体不锈钢GB /T 120.1-2000内螺纹圆柱销淬硬钢和马氏体不锈钢GB /T 120.2-2000 开尾圆锥销GB 877-76螺纹圆柱销GB 878-86弹性圆柱销直槽重型GB /T 879.1-2000弹性圆柱销直槽轻型GB /T 879.2-2000弹性圆柱销卷制重型GB /T 879.3-2000弹性圆柱销卷制标准型GB /T 879.4-2000弹性圆柱销卷制轻型GB /T 879.5-2000带孔销GB 880-86螺尾锥销GB /T 881-2000销轴GB /T 882-2008无头销轴(带孔销)GB /T 880-2008机床夹具零件及部件固定式定位销GB /T 2203-1991国际ISO:ISO 8733-1997 不淬硬钢和奥氏体不锈钢内螺纹圆柱销ISO 8734-1987 淬硬钢和马氏体不锈钢圆柱销ISO 8735-1997 淬硬钢和马氏体不锈钢内螺纹圆柱销ISO 8736-1986 不淬硬内螺纹圆锥销ISO 8737-1986 不淬硬螺尾锥销ISO 8748-2007 重型卷制弹性圆柱销ISO 8750-2007 标准型卷制弹性圆柱销ISO 8751-2007 轻型卷制弹性圆柱销ISO 8752-2009 重型开槽弹性圆柱销ISO 13337-2009 弹性圆柱销直槽轻型ISO 2338-1997 不淬硬圆柱销ISO 2339-1986 不淬硬圆锥销ISO 2341-1986 销轴ISO 2340-1986 无头销轴。
gb119.2圆柱销标准

中华人民共和国国家标准GB / T 119.2-2000eqv ISO 8734:1997圆柱销用硬化钢和马氏体不锈钢的平行销,硬化钢和马氏体不锈钢(道威尔销)的平行销2000-09-26第2001-期02-01实施国家质保局技术监督局发布的GB / T 119.2-2000的前言本标准等效于国际标准ISO 8734:1997。
该系列包括:a)开口销:GB / T 91;b)锥销:GB / T 117,GB / T 118,GB / T 877和GB / T 881;硬化钢和马氏体不锈钢(定位销)。
C)圆柱销:GB / T 119.1,GB / T 119.2,GB / T 120.1,GB / T 119.2,GB / T 120.1,GB / T 120.2,GB / T 878和GB / T 880; d)销轴:GB / T 882;E)弹性销:GB / t 879.1,GB / T 879.2,GB / T 879.3,GB / T 879.4和GB / T 879.5; F)槽销:槽销:GB / T 13829.1,GB / T 13829.2和GB / T 13829.3,ISO 8734没有规定包装技术要求,而包装技术要求在本标准中有所规定桌子桌子桌子桌子(桌子桌子桌子桌子桌子桌子桌子桌子桌子)未指定包装技术要求2),ISO 8734未指定简化标记。
本标准根据GB / T 1237(5.2)的简化原理给出了简化标记的例子。
本标准是GB / T 119-1986的修订版之一,主要修改如下:a)取消A,C,D型;取消H8,H11和U8的直径公差,并规定“其他公差应由双方同意”(图1和表1);b)取消d = 0.6、0.8、1.2、25、30、40和50 mm的直径规格(表1); C)取消1 = 2 mm 和1 = 120-200 mm的长度规格,并根据20 mm的增加将公称长度L增加到大于100 mm (表1);d)全面调整材料和热处理规定(表2);E)添加未经表面处理和磷化处理的钢销(表2);f)明确规定,所有公差仅适用于涂层和电镀之前的公差(表2)。
销检验标准
u、无检验报告判定不合格
GB/T 879.1-2000弹性圆柱销
正常供货每月提供一次检验报告,长期 直槽 重型
未供货后再次供货时提供检验报告。
2. 原因描述:
说明
3. 测试方法:
4. 注意事项:
SQE:
日期:
1. 2. 检验记录 要求 3. 4.
抽样方案按照第 3 步规定进行;对供应商的每个送货批次产品进行随机抽样检验。 对产品的 1、4、5、7、8、9、11、12、13 项的检验结果:检验合格,记录“Y”字样;检验不合格,记录“N”字样,并对不合格项目的原因作出 详细记录。 对产品的第 6、10 项的检测结果:检验合格,记录“Y”字样;检验不合格,记录“N”字样,并对不合格项目的原因或测试数据作出详细记录。 产品的最终判定结果必须用“Y”、“N”作出判定,
目测
8、表面不允许有裂缝、不允许有影响使用的毛刺、不允 h、外观质量不合格则判定不合格
许有不规则的有害的缺陷
GB/T 119.2-2000圆柱销 淬硬 钢和马氏体不锈钢 GB/T 120.2-2000内螺纹圆柱销
GB/T 879.1-2000弹性圆柱销
直槽 重型
GB/T 882-2008 销轴
GB/T 91-2000
a、材质单格式及必填内容应符合采购
1、《原材料材质单》或《质量证明书》(样品确定、定期 物流事业部规定的《原材料材质单的规
检验);
定》
第 2 步 标准确认 第 3 步 抽样方案
标准齐套性: 2、是否有该型号部品的技术条件、通用技术标准; 3、是否有检验标准,标准是否为最新版本;
b、检验标准为受控、最新版本; c、受控图纸、检验标准,缺一项时反 馈 SQE。
GB/T 119.2-2000圆柱销 淬硬
14.定位销相关的要求(零件定位孔径选用规范)

定位销相关的要求:1.1 零件定位销应尽量考虑在标准序列中选用,标准序列中没有的能满足使用要求的则按非标件的编号要求及规范设计。
定位销的定位面要有热处理硬度要求,具有一定的防锈性能,定位销热处理后要求具有良好的抗冲击性能(即韧性)。
1.2 4位销(圆柱销)与2位销(菱形销、扁销):1.2.1针对刚性较差的零件,为了减少工件在焊接过程中的变形移位,夹具的定位销以4位销为主;1.2.2针对刚性较好的零件(如大梁、小螺母板等),采用4位销有可能会因工件定位孔相对于定位销因出现微小偏差而无法定位的情况,应采用4位销+2位销的定位方式1.3 定位销与工件被定位孔的配合尺寸关系:(其余非标)定位销的定位直径=(工件被定位孔径理论值-0.3)+h7采用螺孔定位时,因螺孔位置精度较差,应适当放大间隙,推荐:螺孔定位销的定位直径=(被定位螺孔小径理论值水)+h7M6、M8、M10,取k=0.4> M12 的,取k=0.5螺孔小径部分参考如下:1.3 普通辅纹豉恭本擬寸(GH /T iy<>—IVKI J理舟熬惯曲F 獰卷或RJF”歆直IR 量割*卜疑点向昭二炮劉1v #, J -T J小哥“I員H = ~ 尸二 CL H6A0254O3 尸£* —网霹岐丸桂、£ _ *| ft.it A H z 血 ---------------------- 內鼻吐中軽,石 ---- 卅■・!《中径r U. ------- 内算试小护:£ —— ■址小性=P --------- Mbt L fl ——馆蝸L.馬电禺僵* 1」/ nun舍筛宣區ft« 壯引,(4 Ji tHR rf>小軽:&恰沖E p* 用叩径 小 te褊一舉凤|第二睪列 綁二搭列直 £第二Fg 政Jl». «£ 4( 10.1 O STSa. arc O.TS9D.7£JTta.?5 *_ 3JOCl*5. ^176. ISf 1 1o.zS® a.ftu a eaf CO.S>6.^5&.JIW0.4ar RO 0.8B31 一 ±4山 Iffi6 iM? 1.2広2 I.OMKOTO 打亠史£90-W5S *10.75 比观7.3IS6-.V1? 7. JW1 .4m 沪1.20% i_CKF3 (0.9)程戍5今0*4 1.170 V P 1B3 f (.25)1飢曲氛却1疋0 ■计1+S?JI-3&I L .3831。
GB117-2000圆柱销【参考借鉴】

圆 柱 销本标准等效采用国际标准 IS0 2339:1986《圆柱销 不淬硬》。
本标准是国家标准“销”产品系列标准的一部分。
该系列包括:a )开口销: GB /T 91;b )圆锥销:GB /T 117、GB /T 118、GB /T 877和GB /T 881;c )圆柱销: GB /T 119.1、GB /T 119.2、GB /T 120.1、GB /T 120.2、GB /T 878和GB /T 880;d )销轴:GB /T 882;e )弹性销:GB /T 879.1、GB/T 879.2、GB/T 879.3、GB/T 879.4和GB /T 879.5;f )槽销:GB /T 13829.1、GB/T 13829.2和GB/T 13829.3。
IS0 2339 仅规定易切钢,本标准予以全面规定(表 2)IS0 2339 仅对锥度规定用光学比较器检验,本准规定锥度公差及检验方法按GB/T 11334由双方协议(表2)。
IS0 2339 未规定包装技术要求,本标准予以规定(表 2)。
ISO 2339 未规定简化标记,本标准按 GB /T 1237 简化的原则给出简化的标记示例(5.2条)。
本标准是GB/T 117-1986 的修订本,主要修改如下:a) 对公称直径d,增加可由供需双方协议采用的公差all 、cll 和f8(表 1);b) 增加公称长度 l 大于200mm ,按20mm 递增的规定(表 1);c) 增加材料Y12、Y15(表 2);d) 增加不经表面处理和磷化处理(表 2)。
e) 明确规定:所有公差仅适用于涂、镀前的公差(表 2)。
本标准自实施之日起,代替 GB /T 117-1986。
本标准由国家机械工业局提出。
本标准由全国紧固件标准化技术委员会归口。
本标准由机械科学研究院负责,北京标准件工业集团公司和上海标准件六厂参加起草。
本标准由全国紧固件标准化技术委员会秘书处负责解释。
gb119.2圆柱销标准

gb119.2圆柱销标准
销一般用以联接、锁定零件或作装配定位用,也可以作为安全装置的零件。
圆柱销靠过盈固定在孔中,用以固定零件、传递动力,或作定位件。
类型图片特点应用
普通圆柱销
销孔应铰制,利用微量的过盈把圆柱销固定在销孔中,多次拆装会使过盈量减小,降低连接的牢固性和定位精度用于定位、联接、也可用做安全销。
内螺纹圆柱销
销孔应铰制,利用微量的过盈把圆柱销固定在销孔中,多次拆装会使过盈量减小,降低连接的牢固性和定位精度。
用于定位、联接、也可用做安全销。
且内螺纹圆柱销用于盲孔。
弹性圆柱销
用弹簧钢制成纵向开缝并经淬火的圆管。
利用其高的弹性,均匀地挤紧在销孔中,坚固可靠。
对销孔的精度和表面粗糙度要求较低,可以多次装拆,但刚度较差。
适用于有冲击、振动的场合。
不宜用于有高精度要求的定位。
定位销通常不受或只受很小的载荷,其尺寸常由经验决定。
联接用销常受挤压和剪切,但销的尺寸可根据联接结构特点和经验确定,然后按受力情况作相应的强度校核。
安全销直径应按过载时被剪断的强度条件决定。
圆柱销的强度计算公式如下
销的剪切强度过盈连接配合分为直接过盈和带辅助零件的过盈两种。
前者利用两零件本身的过盈配合来实现,靠摩擦力来传递载荷。
而圆柱销的过盈配合属于直接过盈配合。
gb119.2圆柱销标准

圆柱销用淬火钢和马氏体不锈钢制平行销,以及淬火钢和马氏体不锈钢平行销(Dowell 销)2000-09-26,2001-02-01版本,由国家质量监督管理总局发布,检验检疫GB/T 119.2-2000前言本标准相当于国际标准ISO 8734:1997。
本系列包括:a)开口销:GB/T 91;b)锥销:GB/T 117、GB/T 118、GB/T 877、GB/T 881;淬火钢和马氏体不锈钢(定位销)。
C)圆柱销:GB/T 119.1、GB/T 119.2、GB/T 120.1、GB/T 119.2、GB/T 120.1、GB/T 120.2、GB/T 878、GB/T 880;d)销轴:GB/T 882;E)弹性销:GB/T 879.1、GB/T 879.2、GB/T 879.3、GB/T 879.4、GB/T 879.5;F)槽销:槽销:GB/T 13829.1、GB/T 13829.2、GB/T 13829.3,ISO 8734未规定包装技术要求,本标准对包装技术要求作了规定。
表,表,表(表,表,表,表,表)没有规定包装技术要求2),ISO 8734没有规定简化标记。
本标准根据GB/T 1237(5.2)的简化原则给出了简化标记的示例。
本标准是GB/T 119—1986的修订版之一。
主要变化如下:a)取消a、C、D型;取消H8、H11、U8直径公差,并规定“其他公差应由双方商定”(图1和表1);b)取消直径规格D=0.6、0.8、1.2、25、30、40和50 mm(表1);C)取消1=2 mm和1=120-200 mm规格的长度,根据增加的20 mm(表1),将公称长度L增加到100 mm以上(表1);d)材料和热处理规程的综合调整(表2);E)增加未经表面处理和磷化处理的钢销(表2);f)明确规定所有公差仅适用于涂装和电镀前的公差(表2)。
E本标准自实施之日起代替GB/T 119—1986的有关部分。
标准件的标记规范.

标准件的标记规范1、前言本标准适用于BOM、爆炸图、装配图及部件图、工序作业指导书、检验与试验作业指导书等技术文件。
2、引用或参考标准GB/T1237-2000《紧固件的标记方法》GB/T117-2000《圆锥销》GB/T 118-2000《内螺纹圆锥销》GB/T 119.1-2000《普通圆柱销》GB/T 879.1-2000《弹性圆柱销》GB/T 91-2000《开口销》GB/T 65-2016《开槽圆柱头螺钉》GB/T 67-2008《开槽盘头螺钉》GB/T 70.1-2008《内六角圆柱头螺钉》 GB /T 2671.2-2004《内六角花形圆柱头螺钉》GB/T 68-2016《开槽沉头螺钉》 GB/T 69-2016《开槽半沉头螺钉》GB/T 818-2016《十字槽盘头螺钉》 GB/T 819.1-2016《十字槽沉头螺钉》GB/T 83-1988《方头长圆柱球面端紧定螺钉》GB/T 41-2016《1型六角螺母—C级》GB/T 9457-1988《1型六角开槽螺母—细牙—A和B级》GB/T 6172.1-2016《六角薄螺母—A和B级一倒角》GB/T 6174-2016《六角薄螺母—B级—无倒角》GB 6178-1986《1型六角开槽螺母—A和B级》GB/T 812-1988《圆螺母》GB /T 97.1-2002《平垫圈A级》 GB 894.1-1986《轴用弹性挡圈—A型》GB 93-1987《标准型弹簧垫圈》GB 893.1-1986《孔用弹性挡圈—A型》GB 863.1-1986《半圆头铆钉》GB 865-1986《沉头铆钉》GB/T 872-1986《扁平头铆钉》GB 876-1986《空心铆钉》3、螺钉 (螺栓、螺丝)3.1 螺钉常见的头型圆柱头平圆头大扁头沉头半沉头六角头六角垫圈头平圆垫圈头防松垫圈头大平头3.2 螺钉顶部常用的槽型:一字槽十字槽一十字槽 H字槽梅花槽三角槽内六角三翼槽3.3常用螺钉的尾端与代码A B AB BT T C3.4螺钉的标记名称+末端代码特征代号+规格×长度槽型、头型表面处理或材料%标记说明:%a) 螺纹的特征代号:“ST”表示自攻;“M”表示标准普通螺纹。
开口销标准及其使用.doc

开口销标准及其使用洪都科技·标准化园地·开口销标准及其使用姚长和标准化处摘要衬当前机械行业广泛采用的两个开口梢国家标准进行了分析比较,论述了两个标准的主要区别,同时介绍了使用开口梢应注意的事项。
关挂甸国家标准标准化开口梢使用三。
,,气笼作为紧固件家族一员的开口销,同螺栓、螺汀、螺母等成员一样,被广泛用于各种机械产品上。
开口销的主要功能是防止螺母松动或销轴脱落。
正确应用开口销不仅可简化设计,复合材料的疲劳强度而言仅仅用最大应力尸二达到某一数值材料就会破坏是不全面的,必须说明对于破坏循环次数为的最大应力值尸二,因此,、只有给出尸、两个量才能表示材料疲劳特征。
从碳纤复合材料疲劳曲线上可以看出,碳纤复合材料厚度为的疲劳曲线水平渐近线还很不稳定,从而说明碳纤复合材料在指定寿命。
,时所求出的条件平均疲劳极限仍有破坏的危险性。
收稿日期一一作者简介尹为恺,男,年月出生,曾就读于北京航空航夭大学长期从事材料及元件的疲劳和断哭测试工作。
发表学术论文余篇,有篇获全国和部级优秀论文奖。
第期姚长和开口销标准及其使用有且对保证产品的正常工作及安全可靠性都有重要作用。
因此,开口销的生产与使用一直受‘询有关人员的重视。
现在新的开口销标准已开始贯彻,而老产品还在采用旧标准。
于是一个工厂出现了新、旧开口销标准同时使用的新情况。
为避免引起混乱和差错,在当前使有关人进一步弄清新、旧标准的区别与使甲注意事项是十分必要的。
一、开口销标准开口销是我国较早开展标准化的项目之一。
”年代末,在参照当时一些国外有关资料的基础上制定出了开口销国家标准,对开口销的结构型式,规格系列等作了全面规定。
从那以后开口销标准进行了多次修订。
最新的开口销国家标准的编号为一,即年版标准以下简称新标准。
按有关文件要求,作为强制性的新标准,应从年开始在新产品上贯彻实施。
由于新标准件生产的滞后,以及各行业有关标准与新标准协调等问题解决的不及时,使新标准全面贯彻受到影响。
弹性销标准
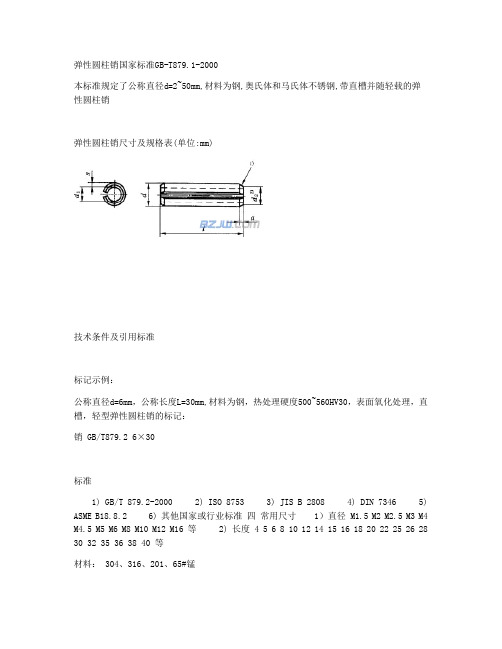
弹性圆柱销国家标准GB-T879.1-2000
本标准规定了公称直径d=2~50mm,材料为钢,奥氏体和马氏体不锈钢,带直槽并随轻载的弹
性圆柱销
弹性圆柱销尺寸及规格表(单位:mm)
技术条件及引用标准
标记示例:
公称直径d=6mm,公称长度L=30mm,材料为钢,热处理硬度500~560HV30,表面氧化处理,直槽,轻型弹性圆柱销的标记:
销 GB/T879.2 6×30
标准
1) GB/T 879.2-2000 2) ISO 8753 3) JIS B 2808 4) DIN 7346 5) ASME B18.8.2 6) 其他国家或行业标准四常用尺寸1)直径 M1.5 M2 M2.5 M3 M4 M4.5 M5 M6 M8 M10 M12 M16 等2) 长度 4 5 6 8 10 12 14 15 16 18 20 22 25 26 28 30 32 35 36 38 40 等
材料: 304、316、201、65#锰
说明:弹性圆柱销:GB879-86、DIN1481、ISO8752 重型直槽弹性圆柱销:GB/T879.1-2000
轻型直槽弹性圆柱销:GB/T879.2-2000
重型卷制弹性圆柱销:GB/T879.3-2000
标准型卷制弹性圆柱销:GB/T879.4-2000
轻型卷制弹性圆柱销:GB/T879.5-2000
卷制弹性圆柱销:DIN7343、ISO8750
齿型弹性圆柱销:Z1020。
实用标准紧固件检验要求规范

修订记录一、目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
二、适用范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
三、一般性检查(按S-3级, AQL=2.5)3.1 查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括:1.供方名称或厂标;2.制造依据的标准;3.精度级别;4.表面处理方法。
3.2外观检查3.2.1抽查是否有等级钢印标志a)性能等级为4.6、5.6及≥8.8级的螺栓、螺钉必须标志;b)性能等级为5级及≥8级的螺母必须标志;c)螺纹直径≥5mm的螺栓、螺钉、螺母才需要标志。
3.2.2螺钉表面:表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。
四、尺寸检查(按S-3级,AQL= 2.5) 依据相关的国标或技术要求进行检查4.1对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹规止通规进行检测;a)电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使用公差等级为6h螺纹环规检查;b)电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公差等级为6H螺纹止通规及塞规检查;c)螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两个螺纹才合格。
4.2对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。
五、性能检查5.1硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定)a)根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可;b)有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必须为4.8级,螺母必须为8级;c)对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深度。
1.自攻、自挤螺钉热处理后的表面硬度应≥450HV0.32.自攻钉热处理后的芯部硬度:螺纹≤ST3.9:270~390 HV5螺纹≤ST4.2:270~390 HV103.自挤螺钉热处理后芯部硬度应为290~370HV104.自攻螺纹规格与渗碳层的关系:5.自挤螺钉螺纹规格与渗碳层的关系:6.自攻螺钉表面硬度测试应在平面上进行,并优先在头部进行。
GB879.1弹性圆柱销优质弹簧销 定位销 销子 65Mn
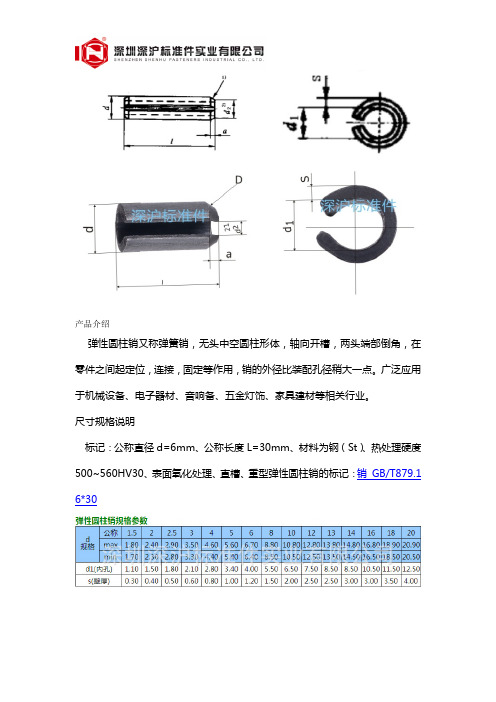
产品介绍
弹性圆柱销又称弹簧销,无头中空圆柱形体,轴向开槽,两头端部倒角,在零件之间起定位,连接,固定等作用,销的外径比装配孔径稍大一点。
广泛应用于机械设备、电子器材、音响备、五金灯饰、家具建材等相关行业。
尺寸规格说明
标记:公称直径d=6mm、公称长度L=30mm、材料为钢(St)、热处理硬度500~560HV30、表面氧化处理、直槽、重型弹性圆柱销的标记:销GB/T879.1 6*30
技术条件和引用标准
材料
钢
化学成分、%
优质碳素钢硅锰钢
C>0.65、Mn>0.50.淬火并回火硬度:
420-520HV30或奥氏体回火硬度:
500-560HC30
C>0.50.Si>1.50.Mn>0.70.淬
火并回火硬度420-560HV30
直槽槽的形状和宽度由制造者任选
表面缺陷不允许有不规则的和有害的缺陷.销的任何部位不得有毛刺剪切试验GB/T13683
表面处理不经处理
验收及包装GB/T90。
GB117-2000圆柱销.doc

GB/T 117-2000圆柱销前言本标准等效采用国际标准IS0 2339 : 1986《圆柱销不淬硬》。
本标准是国家标准“销”产品系列标准的一部分。
该系列包括:a)开口销: GB/ T 91 ;b)圆锥销: GB/ T 117 、GB/ T 118 、 GB/T 877 和 GB/ T 881;c)圆柱销 : GB / T 119.1 、 GB/ T 119.2 、 GB/ T 120.1 、 GB/ T 120.2 、GB/ T 878 和 GB/T 880 ;d)销轴: GB/ T 882 ;e)弹性销: GB/ T 879.1 、 GB/T 879.2 、 GB/T 879.3 、 GB/T 879.4 和 GB/ T 879.5 ;f )槽销: GB/ T 13829.1 、 GB/T 13829.2 和 GB/T 13829.3 。
IS0 2339 仅规定易切钢,本标准予以全面规定(表 2 )IS0 2339 仅对锥度规定用光学比较器检验,本准规定锥度公差及检验方法按GB/T 11334 由双方协议(表2)。
IS0 2339 未规定包装技术要求,本标准予以规定(表 2 )。
ISO 2339 未规定简化标记,本标准按GB/ T 1237 简化的原则给出简化的标记示例( 5.2 条)。
本标准是 GB/T 117-1986 的修订本,主要修改如下:a) 对公称直径 d, 增加可由供需双方协议采用的公差all 、 cll 和 f8( 表 1) ;b)增加公称长度 l 大于 200mm,按 20mm递增的规定 ( 表 1) ;c)增加材料 Y12、 Y15(表 2 );d) 增加不经表面处理和磷化处理(表 2 )。
e) 明确规定:所有公差仅适用于涂、镀前的公差(表 2 )。
本标准自实施之日起,代替GB/ T 117-1986 。
本标准由国家机械工业局提出。
本标准由全国紧固件标准化技术委员会归口。
gb119.2圆柱销标准
圆柱销用硬化钢和马氏体不锈钢的平行销,硬化钢和马氏体不锈钢的平行销(道威尔销)2000-09-26第2001-02-01版实施国家质量监督检验检疫总局发布的GB / T 119.2- 2000前言本标准等效于国际标准ISO 8734:1997。
该系列包括:a)开口销:GB / T 91;b)锥销:GB / T 117,GB / T 118,GB / T 877和GB / T 881;硬化钢和马氏体不锈钢(定位销)。
C)圆柱销:GB / T 119.1,GB / T 119.2,GB / T 120.1,GB / T 119.2,GB / T 120.1,GB / T 120.2,GB / T 878和GB / T 880; d)销轴:GB / T 882;E)弹性销:GB / t 879.1,GB / T 879.2,GB / T 879.3,GB / T 879.4和GB / T 879.5; F)槽销:槽销:GB / T 13829.1,GB / T 13829.2和GB / T 13829.3,ISO 8734没有规定包装技术要求,而包装技术要求在本标准中有所规定桌子桌子桌子桌子(桌子桌子桌子桌子桌子桌子桌子桌子桌子)未指定包装技术要求2),ISO 8734未指定简化标记。
本标准根据GB / T 1237(5.2)的简化原理给出了简化标记的例子。
本标准是GB / T 119-1986的修订版之一,主要修改如下:a)取消A,C,D型;取消H8,H11和U8的直径公差,并规定“其他公差应由双方同意”(图1和表1);b)取消d = 0.6、0.8、1.2、25、30、40和50 mm的直径规格(表1); C)取消1 = 2 mm和1 = 120-200 mm的长度规格,并根据20 mm的增加将公称长度L增加到大于100 mm(表1);d)全面调整材料和热处理规定(表2);E)添加未经表面处理和磷化处理的钢销(表2);f)明确规定,所有公差仅适用于涂层和电镀之前的公差(表2)。
开口销、弹性圆柱销检验规范
开口销、弹性圆柱销检验规范
2009年12月
一、适用范围
本规范适用于户内高压真空断路器、组合电器及山东泰开真空开关有限公司生产的其它产品用弹性圆柱销、开口销的安装及质检对安装状况的检查。
二、具体规定
(一)、弹性圆柱销安装、检验规范:
1、安装前对所用弹性销进行外观校验,表面不允许有裂缝、浮锈、氧化皮
及影响使用的条痕和毛刺;禁止装配前敲击销端头部,使销变形;
2、对图纸要求的,严格按图纸加工销孔,配钻孔时销孔尺寸控制见附表1;
3、安装单弹性销时,槽口的方向应与轴的转动方向成90°敲入,装双弹
性销时,两弹性销的槽口成180°角,且与轴的转动方向成90°,安装
时,应先将外销敲入约2/3后,再装内销,一并敲入销孔后,使两端的
外露部分大致相等,见图1;
4、将弹性销安装完毕后,应在敲击端涂黑漆防锈;
(二)、开口销安装、检验规范:
1、采用的开口销不应有折断、裂纹、锈蚀等现象;
2、开口销的公称规格应等于开口销孔的直径,具体选用标准见附表2,见
图3;
3、应由根部劈紧,使开口销不致窜动;
4、开口销开口必须对称,两脚劈开后都须卷在圆销或轴上,使劈开部分的
弧面与圆销或轴的圆弧面平行,并尽量靠近圆销或轴,使两开口角
度>180°。
见图2;
5、严禁用线材或其它材料代替开口销。
螺栓紧固件需要检测哪些项目紧固件检测标准大全

螺栓紧固件需要检测哪些项目紧固件检测标准大全紧固件是一种用来紧固连接的机械基础零件,广泛应用于不同行业中,包括机械、电子、电器、化工、模具、液压、车辆、船舶、建筑、仪器、仪表等行业,是应用最广泛的标准化、系列化、通用化的机械基础件之一。
紧固件包括多种类型和规格,性能用途各异。
检测橡塑材料检测实验室可紧固件检测服务。
作为第三方检测中心,机构拥有CMA、CNAS检测资质,检测设备齐全、数据科学可靠。
紧固件检测产品螺栓、螺母、螺柱、螺钉、铆钉、垫圈、挡圈、焊钉等螺栓:细腰螺栓、高强度螺栓、六角头螺栓、圆头螺栓、方形头螺栓、沉头螺栓等螺柱:螺丝柱、六角螺柱、铜螺柱、m3螺柱、双头螺柱、m6螺柱、塑料螺柱螺钉:木螺钉、自攻螺钉、机螺钉、自攻螺钉、钻尾螺钉、墙板钉、纤维板钉、木螺钉、六角木螺钉、不脱出螺钉、组合螺钉、微型螺钉、家具螺钉、电子螺钉、链带螺钉等螺母:高强度自锁螺母、尼龙自锁螺母、自锁螺母,防松螺母,锁紧螺母,四爪螺母,旋入螺母,保险螺母,细杆螺钉连接螺母等垫片:橡胶垫片、无石棉纤维橡胶垫片、金属垫片、缠绕式垫片、包覆垫片等挡圈:锥销锁紧挡圈、螺钉锁紧挡圈、带锁圈的螺钉锁紧挡圈、钢丝挡圈、孔用弹性挡圈-A型、孔用弹性挡圈-B型、轴用弹性挡圈-A型、轴用弹性挡圈-B型、螺钉紧固轴端挡圈、螺栓紧固轴端挡圈、孔用钢丝挡圈、轴用钢丝挡圈等销:圆锥销、内螺纹圆锥销、圆柱销、内螺纹圆柱销、开尾圆锥销、螺纹圆柱销、弹性圆柱销直槽轻型、带孔销、螺尾锥销、开口销等铆钉:半圆头铆钉、平头铆钉、半空心铆钉、实心铆钉、沉头铆钉、抽芯铆钉、空心铆钉等焊钉:属于一种高强度刚度连接的紧固件,焊钉是电弧螺柱焊用圆柱头焊的简称组合件和连接副组合件:指组合供应的一类紧固件钢丝螺套:锁紧型螺纹丝套、右旋钢丝螺套、左旋钢丝螺套、无表面处理层钢丝螺套、有表面处理层钢丝螺套等紧固件检测项目分析项目:成分分析、未知物分析、材质鉴定、失效诊断分析、对比分析、材料热分析等;性能检测:难燃性、防锈性、抗老化性、气密性、耐膨胀性、耐腐蚀性、耐冲击性、耐候性、耐磨性、尺寸稳定性、耐化学性、耐负压性、工艺性等;无损检验:X射线无损探伤、电磁超声、超声波、涡流探伤、漏磁探伤、渗透探伤、磁粉探伤;其他:质量检测、缺陷、疲劳、表面粗糙度、脆性、载荷、结构、寿命、压缩强度、耐高温、耐低温、硬度、质量检测、内外螺纹、焊接强度、盐雾、力矩、尺寸、摩擦系数、外观、焊接检测等;紧固件检测标准GB/T 16823.1-1997 螺纹紧固件应力截面积和承载面积GB/T 16823.2-1997 螺纹紧固件紧固通则GB/T 3098.10-1993 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母GB/T 3098.11-2023 紧固件机械性能自钻自攻螺钉GB/T 3098.1-2023 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.12-1996 紧固件机械性能螺母锥形保证载荷试验GB/T 3098.13-1996 紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径110mmGB/T 3098.14-2000 紧固件机械性能螺母扩孔试验GB/T 3098.15-2023 紧固件机械性能不锈钢螺母GB/T 3098.16-2023 紧固件机械性能不锈钢紧定螺钉GB/T 3098.17-2000 紧固件机械性能检查氢脆用预载荷试验平行支承面法 GB/T 3098.18-2023 紧固件机械性能盲铆钉试验方法GB/T 3098.19-2023 紧固件机械性能抽芯铆钉GB/T 3098.20-2023 紧固件机械性能蝶形螺母保证扭矩GB/T 3098.21-2023 紧固件机械性能不锈钢自攻螺钉GB/T 3098.2-2023 紧固件机械性能螺母GB/T 3098.22-2023 紧固件机械性能细晶非调质钢螺栓、螺钉和螺柱GB/T 3098.23-2023 紧固件机械性能M42~M72螺栓、螺钉和螺柱GB/T 3098.3-2023 紧固件机械性能紧定螺钉GB/T 3098.5-2023 紧固件机械性能自攻螺钉 jsgf19310zjhGB/T 3098.6-2023 紧固件机械性能不锈钢螺栓、螺钉和螺柱GB/T 3098.7-2000 紧固件机械性能自挤螺钉GB/T 3098.8-2023 紧固件机械性能-200℃~+700℃使用的螺栓连接零件 GB/T 3098.9-2023 紧固件机械性能有效力矩型钢锁紧螺母GB/T 3103.1-2023 紧固件公差螺栓、螺钉、螺柱和螺母GB/T 3103.2-1982 紧固件公差用于精密机械的螺栓、螺钉和螺母GB/T 3103.4-1992 紧固件公差耐热用螺纹连接副GB/T 3104-1982 紧固件六角产品的对边宽度。
弹簧开口销标准及规格
标题:弹簧开口销标准及规格引言:弹簧开口销是一种常用的连接元件,在机械制造和装配中扮演着重要的角色。
本文将详细介绍弹簧开口销的标准和规格,以帮助读者更好地了解和选择适合的产品。
一、弹簧开口销的定义与分类1. 弹簧开口销的定义:弹簧开口销是一种具有开口设计的销,通常由弹簧钢材料制成,用于连接和固定机械零部件。
2. 弹簧开口销的分类:根据不同的形状和用途,弹簧开口销可分为直线型、圆环型和弯曲型三种。
二、弹簧开口销的标准1. 国际标准:目前,国际上广泛采用的弹簧开口销标准包括ISO8752和DIN1481两个系列。
ISO8752标准适用于直线型和圆环型弹簧开口销,而DIN1481标准适用于弯曲型弹簧开口销。
2. 国内标准:中国国家标准化管理委员会(SAC)发布了GB/T 879和GB/T 91两个标准,分别对直线型和圆环型弹簧开口销进行规范。
三、弹簧开口销的规格参数1. 直线型弹簧开口销:直线型弹簧开口销的规格主要包括直径(d)、长度(L)、开口直径(D)和开口长度(S)等。
常见的直径尺寸有1mm、2mm、3mm等,长度尺寸有10mm、15mm、20mm等。
2. 圆环型弹簧开口销:圆环型弹簧开口销的规格参数包括外径(D)、内径(d)、厚度(T)和开口宽度(W)等。
常见的外径尺寸有5mm、10mm、15mm等,内径尺寸有3mm、6mm、9mm等。
3. 弯曲型弹簧开口销:弯曲型弹簧开口销的规格通常以直径(d)、长度(L)和弯曲角度(θ)为主要参数。
常见的直径尺寸有2mm、4mm、6mm等,长度尺寸有10mm、20mm、30mm等。
四、弹簧开口销的材料选择1. 弹簧钢材料:弹簧开口销通常采用弹簧钢材料制造,如65Mn、60Si2MnA等。
这些材料具有优良的弹性和耐磨性,适用于各类机械装配和连接。
2. 不锈钢材料:在某些特殊环境下,如腐蚀性较大或要求美观的场合,可以选择不锈钢材料制造的弹簧开口销,如304不锈钢、316不锈钢等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开口销、弹性圆柱销检验规范
2009年12月
一、适用范围
本规范适用于户内高压真空断路器、组合电器及山东泰开真空开关有限公司生产的其它产品用弹性圆柱销、开口销的安装及质检对安装状况的检查。
二、具体规定
(一)、弹性圆柱销安装、检验规范:
1、安装前对所用弹性销进行外观校验,表面不允许有裂缝、浮锈、氧化皮
及影响使用的条痕和毛刺;禁止装配前敲击销端头部,使销变形;
2、对图纸要求的,严格按图纸加工销孔,配钻孔时销孔尺寸控制见附表1;
3、安装单弹性销时,槽口的方向应与轴的转动方向成90°敲入,装双弹
性销时,两弹性销的槽口成180°角,且与轴的转动方向成90°,安装
时,应先将外销敲入约2/3后,再装内销,一并敲入销孔后,使两端的
外露部分大致相等,见图1;
4、将弹性销安装完毕后,应在敲击端涂黑漆防锈;
(二)、开口销安装、检验规范:
1、采用的开口销不应有折断、裂纹、锈蚀等现象;
2、开口销的公称规格应等于开口销孔的直径,具体选用标准见附表2,见
图3;
3、应由根部劈紧,使开口销不致窜动;
4、开口销开口必须对称,两脚劈开后都须卷在圆销或轴上,使劈开部分的
弧面与圆销或轴的圆弧面平行,并尽量靠近圆销或轴,使两开口角
度>180°。
见图2;
5、严禁用线材或其它材料代替开口销。