焊接滚轮架设计
滚轮架设计

1. 方案的选择与确定................................ 错误!未定义书签。
错误!未定义书签。
1.1 滚轮架简介....................................... 错误!未定义书签。
错误!未定义书签。
1.2 滚轮架结构特点................................... 错误!未定义书签。
错误!未定义书签。
1.3 焊接滚轮架的设计:................................................1 1.4组合式滚轮架特点.................................................. 3 1.5 结构设计.......................................................... 4 1.6 关于滚轮架轴向窜动的问题.......................................... 5 1.7传动方案设计 (6)2. 焊接滚轮架的设计与计算 (8)2.1 焊接滚轮架主要技术参数:.......................................... 8 2.2 计算总传动效率.................................................... 8 2.3 无级变速器的选用: (8)2.4 减速器的选择:.................................................... 8 2.5 联轴器的选择...................................................... 9 2.6 滚轮架滚轮的设计 . (11)2.7 轴的结构设计..................................................... 11 2.8 轴承的选择....................................................... 12 2.9 轴承端盖的设计 (1)3 2.10 丝杆的设计...................................................... 14 2.11 键的设计........................................................ 15 2.12 机架的设计 (15)2.13 表面粗糙度的计算................................................ 16 2.14 驱动圆周力与摩擦阻力的计算:.................................... 17 2.15 滚轮支反力的计算................................................ 18 2.1 6 驱动圆周力与支反力的分析及中心角的确定.......................... 19 2.17 滚轮轴上载荷与驱动功率的计算.................................... 22 2.18 附着力的计算....................................................234常熟理工学院毕业设计(论文)2.19 轴承寿命的计算.................................................. 24 2.20 轴承的强度计算:................................................ 25 2.21 电动机的选型.................................................... 26 2.2 2 普通圆柱蜗杆传动主要参数及几何尺寸计算.......................... 27 2.22.1 模数m 和压力角a ............................................ 27 2.22.2 蜗杆的分度圆直径 d 1 .........................................27 2.22.3 蜗杆头数Z 1 ................................................. 27 2.22.4 导程角Y .................................................... 27 2.22.5 传动比i 和齿数比u ..........................................28 2.22.6 蜗轮齿数z 2 ................................................. 28 2.22.7 蜗杆传动的标准中心距a ...................................... 28 2.23 轴的校核........................................................ 30 2.24 焊接滚轮架的底架设计.. (30)结语................................................. 错误!未定义书签。
焊接滚动架课程设计40

焊接滚动架课程设计40一、课程目标知识目标:1. 学生能理解焊接滚动架的基本结构组成及其在工程中的应用。
2. 学生能够掌握焊接滚动架的设计原理,包括力学原理和材料选择。
3. 学生能够掌握焊接滚动架的制作流程,包括焊接工艺、安全规范和质量检验标准。
技能目标:1. 学生能够运用所学知识,设计简单的焊接滚动架结构,并准确计算所需材料。
2. 学生能够使用焊接设备,按照安全操作规程完成焊接滚动架的制作。
3. 学生能够运用质量检验标准,对焊接滚动架进行基本的质量检查和问题诊断。
情感态度价值观目标:1. 培养学生对于工程技术的兴趣和好奇心,激发他们探究焊接技术的热情。
2. 培养学生的团队合作意识,通过焊接滚动架的制作过程,理解集体协作的重要性。
3. 增强学生的安全意识,使其认识到在生产操作过程中遵守安全规程的必要性。
4. 培养学生的创新精神,鼓励他们在设计过程中尝试新方法,解决实际问题。
分析:本课程针对高年级工程技术相关专业的学生设计,课程性质为实践性强的专业课。
学生已有一定的理论基础,需要通过实践加深对知识的理解和应用。
教学要求强调理论与实践相结合,注重培养学生的实际操作能力。
课程目标设定旨在使学生不仅掌握焊接滚动架的相关知识,还能通过动手实践,培养解决实际问题的能力,同时强化安全意识与团队协作精神。
通过具体学习成果的分解,教师可进行针对性的教学设计和学习成效的评估。
二、教学内容1. 焊接滚动架结构组成及功能- 教材第3章:焊接结构设计基础- 内容:焊接滚动架的各部分结构及其功能,包括支架、滚轮、轴承等的选用原则。
2. 焊接滚动架设计原理- 教材第4章:焊接结构的力学设计- 内容:焊接滚动架的力学分析,材料选择,强度、刚度及稳定性计算。
3. 焊接工艺及安全规范- 教材第5章:焊接工艺及设备- 内容:常用焊接方法、工艺参数及其在焊接滚动架中的应用;焊接安全操作规程。
4. 焊接滚动架制作流程- 教材第6章:焊接结构制造工艺- 内容:焊接滚动架的加工工艺、装配工艺、焊接工艺及后续处理。
焊接滚轮架设计设计
焊接滚轮架设计设计焊接滚轮架是一种用于搬运和定位大型工件的设备,特别适用于焊接过程中需要旋转工件的场合。
在设计焊接滚轮架时,需要考虑到工件的重量、尺寸和形状,以及其在焊接过程中的定位要求和移动要求。
本文将详细介绍焊接滚轮架的设计,包括其结构设计、工作原理和设计要点。
结构设计:焊接滚轮架的主要结构包括滚轮架体、滚轮支撑装置和传动装置。
滚轮架体通常采用钢板焊接而成,具有足够的强度和刚度以承载工件的重量。
滚轮支撑装置通常采用可调节式结构,以适应不同尺寸的工件,并保证工件的水平度和垂直度。
传动装置通常采用电动滚轮或液压滚轮,以实现工件的旋转和定位。
工作原理:焊接滚轮架的工作原理是通过滚轮的旋转运动,将工件从一处位置滚动到另一处位置,并保持其平稳和稳定的定位。
滚轮架通过传动装置驱动滚轮的旋转,实现工件的旋转运动。
同时,滚轮支撑装置通过调节滚轮的高度和角度,以适应不同尺寸的工件,并确保其保持水平和垂直的位置。
设计要点:1.工件的定位要求:在设计焊接滚轮架时,需要考虑工件的定位要求,包括工件的水平度和垂直度要求。
滚轮支撑装置的设计应具有足够的灵活性,以适应不同尺寸和形状的工件,并能够保持其水平和垂直的位置。
2.滚轮的选型与布置:滚轮的选型应考虑到工件的重量和摩擦要求。
较大的工件通常需要更大和更强的滚轮来承受其重量,并确保平稳的滚动。
滚轮的布置应均匀分布在滚轮架体上,以保持工件的平衡和稳定。
3.传动装置的设计:传动装置的设计应考虑到工件的旋转速度和精度要求。
对于较大的工件,通常需要采用液压传动装置,以实现更高的旋转力和更精确的控制。
对于较小的工件,电动传动装置可能更为合适。
4.结构的强度和刚度设计:焊接滚轮架的结构设计应具有足够的强度和刚度,以承受工件的重量和焊接过程中可能产生的振动和冲击。
在设计时,应采用合适的结构形式和尺寸,以确保其足够强大并能够满足工作要求。
总结:设计焊接滚轮架是一个复杂的过程,需要充分考虑工件的特点和焊接过程中的要求。
焊接滚轮架毕业设计
焊接滚轮架毕业设计焊接滚轮架毕业设计在工程领域中,焊接技术一直扮演着重要的角色。
而焊接滚轮架作为焊接设备的重要组成部分,其设计与制造对于提高焊接效率和质量至关重要。
本文将探讨焊接滚轮架的毕业设计,包括设计原理、材料选择和制造流程等方面。
一、设计原理焊接滚轮架的设计原理主要涉及到滚轮的选择和布置、结构的稳定性以及操作的灵活性。
首先,滚轮的选择应考虑到所需承载能力和摩擦力,以确保焊接工件在滚动过程中的稳定性。
其次,滚轮的布置应合理,以满足不同焊接工件的需求。
最后,焊接滚轮架的结构应具备足够的稳定性,以确保焊接过程中的安全性和可靠性。
二、材料选择在焊接滚轮架的材料选择上,应考虑到其强度、耐磨性和耐腐蚀性等方面。
通常情况下,焊接滚轮架的主要构件采用高强度钢材制作,以确保其承载能力和结构的稳定性。
而滚轮则可以选择具有较高硬度和耐磨性的材料,如合金钢或硬质橡胶等。
此外,对于焊接滚轮架的表面处理,可以采用镀锌或喷涂等方式,以提高其耐腐蚀性和美观度。
三、制造流程焊接滚轮架的制造流程包括材料切割、焊接、加工和装配等步骤。
首先,根据设计要求,对所需材料进行切割,以得到各个构件的形状和尺寸。
然后,通过焊接工艺将构件进行连接,形成滚轮架的基本结构。
接下来,对焊接接头进行加工,以提高其精度和表面质量。
最后,对各个构件进行装配,并进行必要的调试,以确保焊接滚轮架的正常运行。
四、创新点在焊接滚轮架的毕业设计中,可以考虑加入一些创新点,以提升其性能和功能。
例如,可以设计可调节高度的滚轮架,以适应不同高度的焊接工件。
另外,可以考虑加入自动控制系统,以实现焊接滚轮架的自动化操作。
此外,还可以通过优化结构设计和材料选择,降低焊接滚轮架的重量和能耗,提高其工作效率和环境友好性。
总结起来,焊接滚轮架的毕业设计涉及到设计原理、材料选择和制造流程等方面。
在设计中应注重滚轮的选择和布置、结构的稳定性以及操作的灵活性。
材料选择应考虑到强度、耐磨性和耐腐蚀性等因素。
机械毕业设计994T焊接滚轮架机械设计毕业论文
本科毕业设计(论文) 4T焊接滚轮架机械设计年级:学号: 20033935姓名:专业:指导老师:第I页院系材料科学与工程学院专业材料成型及控制工程年级 2 姓名题目 4T焊接滚轮架机械设计指导教师评语指导教师 (签章)评阅人评语评阅人 (签章) 成绩答辩委员会主任 (签章)年月日摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式4T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架AbstractWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, four pairs of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.【Key words】:weld, frock clamp, turning rolls目录第一章文献综述 (1)1.1焊接的应用 (1)1.2焊接机械装备 (1)1.2.1焊接机械设备的分类 (2)1.2.2焊接机械装备对焊接生产的作用 (2)1.3焊接自动化: (3)1.4焊接工装夹县 (4)1.4.1焊接工装夹具的特点 (5)1.4.2焊接工装夹具的分类 (6)1.4.3对焊接工装夹具的设计要求 (6)1.4.4焊件在焊接工装夹具中的定位方法 (7)1.5焊接变位机械 (8)1.5.1焊接变位机械的分类 (8)1.5.2焊接变位机械应具备的性能 (9)1.6几类焊接机械设备的具体介绍 (10)1.6.1焊接变位机 (10)1.6.2焊接翻转机 (11)1.6.3焊接操作机 (12)1.6.4焊接滚轮架 (13)1.6.5关于滚轮架轴向窜动的问题 (16)第二章方案的选择与确定 (18)2.1组合式滚轮架的特点: (18)2.2滚轮驱动方案 (20)2.3减速器的选择: (20)2.4连轴器的选用: (21)2.5滚轮架滚轮的设计 (22)2.6轴的设计 (23)2.7轴承的选用 (24)2.8轴承端盖的设计 (25)2.9丝杠的设计 (26)2.10键的设计 (27)2.11机架的设计 (27)2.12表面粗糙度 (29)第三章计算与校核 (30)3.1焊接滚轮架的设计计算 (30)3.1.1驱动圆周力与支反力的分析及中心角的确定 (30)3.1.2 焊接滚轮架的受力分析 (33)3.1.3滚轮支反力的计算 (34)3.2电动机的选定 (36)3.3轴的校核 (37)3.4滚轮处键的校核 (38)3.5轴承寿命计算 (38)3.6轴承的强度计算................................... 错误!未定义书签。
40T焊接滚轮架设计说明毕业设计
1绪论1 绪论1.1 焊接设备概述焊接机械装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配—焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
这里称之为辅助装置和设备是为了与焊机相区别。
焊机是焊接过程中的核心装备,它包括焊接电源,焊接控制箱,焊接机头等,有自己的独立系统,不属于焊接机械装备的范畴。
而焊接机械装备相对焊机处于辅助的地位,是配合焊机进行焊接生产的装置和设备。
它包括的范围较广,按用途分,主要有焊接工装夹具、焊接变位机械和焊接输送机械三个方面,其次还有导电装置、焊剂输送与回收装置、坡口准备及焊缝清理精整装置等。
他们又是焊接机械装备的从属装置。
焊接机械装备可分为四大类: 1. 焊接工装夹具 2. 焊接变位机械 3. 焊接输送机械 4. 其他从属装置。
其中:(1)焊接工装夹具(按动力源分类)可分为:手动夹具、气动夹具、液压夹具、磁力夹具、电动夹具、真空夹具和混合式夹具;(2)焊接变位机械可分为:焊工变位机械、机变位机械、焊件变位机械,其中焊件变位机械可分为:焊接变位机、焊接回转台、焊接翻转机、焊接滚轮架;(3)焊件输送机械可分为:上料装置、配料装置、卸料装置、传送装置、各种专用吊具;(4)其他从属装置可分为:导电装置、焊剂输送与回收装置、焊丝清理及盘丝装置和埋弧焊焊剂垫等。
焊机变位机械是改变焊接机头空间位置进行焊接作业的机械设备。
它主要包括焊接操作机和电渣焊立架。
焊接操作机的结构形式很多,使用范围很广,常与焊件变位机械相配合,完成各种焊接作业。
若更换作业机头,还能进行其他的相应作业。
焊接变位机械是改变焊件、焊机或焊工空间位置来完成机械化、自动化焊接的各种机械设备。
使用焊接变位机械可缩短焊接辅助时间,提高劳动生产卒,减轻工人劳动强度,保证和改善焊接质量,并可充分发挥各种焊接方法的效能。
焊接变位机械的分类及各类所属设备如下:焊件变位机械:焊接变位机、焊接滚轮架、焊接回转台、焊接翻转机;焊机变位机械:焊接操作机、电渣焊立架;焊工变位机械:焊工升降台。
焊接滚轮架标准
焊接滚轮架标准一、引言焊接滚轮架是一种常见的工业设备,用于支撑和移动货物。
作为一种重要的装备,它需要符合一定的标准,以确保其质量和性能。
本文将从设计、材料、制造和测试等方面探讨焊接滚轮架的标准要求。
二、设计要求焊接滚轮架的设计需要满足以下要求:2.1 抗压能力焊接滚轮架在工作过程中需要承受货物的重量和压力。
因此,它必须具有足够的抗压能力,能够安全地支撑和移动货物。
2.2 结构稳定性为了确保焊接滚轮架在使用过程中不会发生倾覆和翻倒的情况,其结构必须稳定,能够经受住外部的挤压和震动。
2.3 强度和硬度焊接滚轮架需要具备足够的强度和硬度,以确保其在使用过程中不会变形或损坏。
三、材料要求为了保证焊接滚轮架的质量和性能,选材是至关重要的。
3.1 钢材焊接滚轮架的主要材料通常是钢材,因其具备较高的强度和耐磨性。
选择合适的钢材可以提高焊接滚轮架的使用寿命和可靠性。
3.2 钢板厚度焊接滚轮架的钢板厚度应根据所需的承重能力和使用环境来确定。
较大的承重能力要求更厚的钢板,而恶劣的使用环境可能需要更耐腐蚀的材料。
四、制造要求焊接滚轮架的制造过程中有一些关键的要求。
4.1 焊接工艺焊接滚轮架的焊接工艺应满足现行的焊接标准。
焊接缺陷和焊接接头的质量是焊接滚轮架的重要指标,必须符合相关的检测要求。
4.2 表面处理焊接滚轮架制造完成后,其表面需要进行处理以防止腐蚀和增加耐磨性。
一种常用的方法是对表面进行喷涂防锈漆或者热镀锌处理。
五、测试要求为了确保焊接滚轮架的质量和性能,对其进行一系列的测试是必要的。
5.1 负荷试验负荷试验是测试焊接滚轮架的承重能力的关键步骤。
在负荷试验中,需要对焊接滚轮架逐渐增加载荷,观察其变形情况并判断其是否满足设计要求。
5.2 行走试验焊接滚轮架的行走试验可以测试其在各种地面条件下的稳定性和灵活性。
通过模拟实际使用场景,观察滚轮架的行走情况,以评估其是否满足标准要求。
5.3 耐久性测试耐久性测试是验证焊接滚轮架的使用寿命的重要方法。
自调试焊接滚轮架如何设计
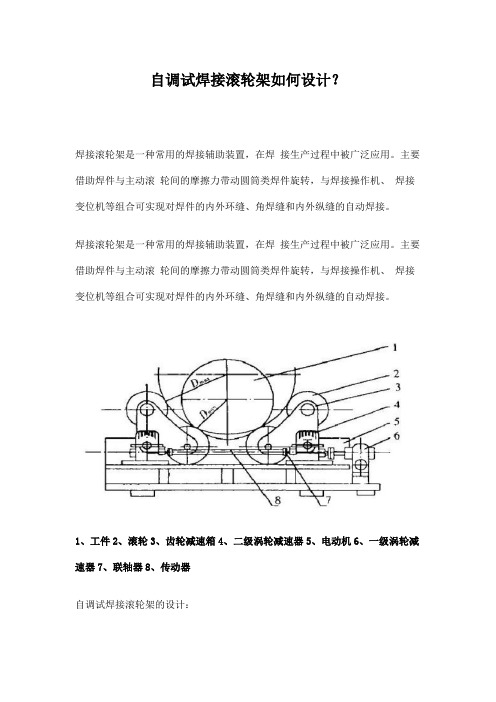
自调试焊接滚轮架如何设计?焊接滚轮架是一种常用的焊接辅助装置,在焊接生产过程中被广泛应用。
主要借助焊件与主动滚轮间的摩擦力带动圆筒类焊件旋转,与焊接操作机、焊接变位机等组合可实现对焊件的内外环缝、角焊缝和内外纵缝的自动焊接。
焊接滚轮架是一种常用的焊接辅助装置,在焊接生产过程中被广泛应用。
主要借助焊件与主动滚轮间的摩擦力带动圆筒类焊件旋转,与焊接操作机、焊接变位机等组合可实现对焊件的内外环缝、角焊缝和内外纵缝的自动焊接。
1、工件2、滚轮3、齿轮减速箱4、二级涡轮减速器5、电动机6、一级涡轮减速器7、联轴器8、传动器自调试焊接滚轮架的设计:1.每付滚轮架由1台主动架、1台从动架组成。
2.主动架由底座、滚轮支撑座、滚轮、丝杆丝母、驱动电机减速机、控制系统等部分组成。
3.从动架由底座、滚轮支撑座、滚轮、丝杆丝母等部分组成(不含驱动部分)。
4.底座位于滚轮架的最下方,用于承受工件和滚轮架本身的重量,并将这些重量分散地传递到车间地面,满足车间地面的承载能力要求。
底座采用优质钢板、型钢焊接而成,焊后退火处理,以消除饲料机械焊接应力,然后精加工而成,具有强度高、刚性好、长期使用不变形和减震性能好等特点。
5.滚轮支撑座置于底座上,底座上安装有正反扣丝杠,丝母固定在滚轮支撑座,丝杠两端设有手轮,可通过手摇手轮调整两滚轮的间距,以适应不同直径工件加工需要。
6.滚轮用于支撑工件并传递扭矩,通过键连接与转轴连接,并安装于摆架端部;电机输出扭矩经齿轮机构传递给滚轮,最终通过滚轮与工件之间的摩擦力驱动工件转动。
采用钢芯外包聚氨酯,钢芯用于承载工件重量,外包聚氨酯部分用于增加摩擦力,能有效防止工件转动过程中发生打滑。
7.采用两套驱动减速系统同步驱动,分别由三相交流电机、摆线针轮减速机和涡轮蜗杆减速机组合而成。
既体现减速系统的高效率,又具有良好的自锁定位功能。
8.滚轮架设有机械固定靠轮式防窜装置,筒体类工件在滚轮架上焊接时,可有效防止轴向窜动,轴向窜动量≤±3mm。
专题 焊接滚轮架设计
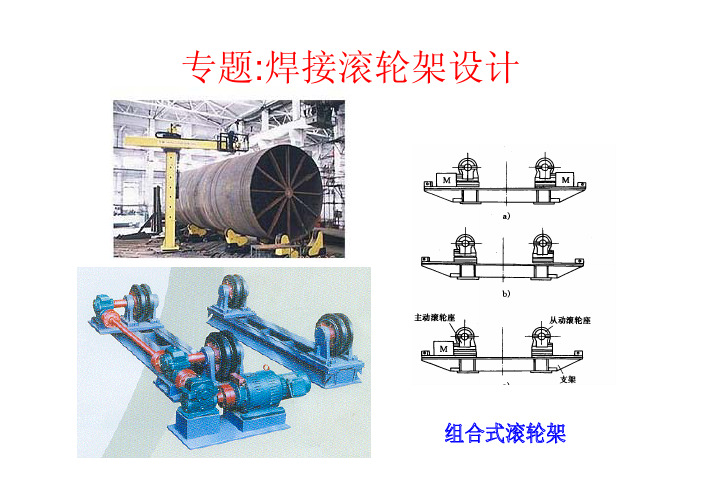
专题:焊接滚轮架设计对于重型滚轮架(如图1-13),多采用车间起重设备挪动滚轮架座进行分段调节。
•关于滚轮架轴向窜动的问题•如果滚轮和焊件都是理想的圆柱体,且各滚轮尺寸一致,并且其转动轴线都在同一水平面内并与焊件轴线平行时,放在滚轮架上的焊件是不会产生轴向窜动的,这是理想情况。
但实际上是不可能做到的,尤其是焊件就不可能做到理想中的圆柱体。
多次试验证明将主、从滚轮架在水平和轴向上的位置找好,固定下来,下次再用时仍会窜动。
即便是同一个焊件,此时调整后已不再窜动,但换个方向旋转或将该焊件吊起移动位置后再放到滚轮架上,该焊件又会窜动了,更不用说换另外一个焊件了。
国内一些工厂采用在焊件端头硬顶的办法,这种办法对设备和焊件都有损害,实属无奈。
国外制作的防窜滚轮架,虽能满足要求,可惜价格较昂贵。
理论和实践都证明:影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。
因此,在制造和使用焊接滚轮架时,首先要尽量做到:①主、从滚轮架都位于同一中心线上。
②各滚轮的轴线都在一个水平面内且相互平行。
③滚轮间距相等。
实际上,焊件在滚轮架上的轴向窜动,其焊件本身是在作螺旋运动,如能采取措施,把焊件的左旋及时地改为右旋或将右旋改为左旋,直至焊件不再作螺旋运动为止。
目前,已有三种执行机构可完成防止工件窜动任务:(1)顶升式执行机构从动滚轮架的一侧滚轮可以做升降运动,使焊件轴线发生偏移,同时也使焊件自重产生的轴向分量发生变化。
这种调节方式其优点是调节灵敏度较高,缺点是制造成本高,体积大。
(2)偏移式执行机构从动滚轮架的两侧滚轮沿其垂直中心线可做同向偏移,以此改变滚轮与焊件的轴向摩擦分力。
这种调节方式其优点是灵敏度高,但最大的缺点是对滚轮的磨损太大。
(3)平移式执行机构从动滚轮架的两侧滚轮可以同时垂直于焊件轴心线做水平移动,从而达到调节焊件轴心线以及调节滚轮轴线夹角的目的。
这种调节方式其优点是稳定性好,制造成本低,结构简单,不占用额外的安装空间。
t焊接滚轮架设计
第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
自调试焊接滚轮架如何设计
自调试焊接滚轮架如何设计1.承载能力:自调试焊接滚轮架需要能够承受焊接工件的重量,并能够在工艺过程中保持稳定。
因此,在设计中需要考虑选择合适的材料和结构,以确保足够的承载能力。
2.可调性:自调试焊接滚轮架需要具备可调节高度和角度的功能,以适应不同焊接需求和工件的形状。
可以通过使用液压或电动驱动装置来实现高度调节,同时可以设计可调的滚轮和支撑臂,以适应不同角度的需要。
3.稳定性:焊接过程中产生的振动和冲击会对自调试焊接滚轮架造成较大影响。
为了确保焊接的质量和稳定性,需要在设计中考虑使用防震材料或减震装置,以降低振动对滚轮架的影响。
4.控制系统:自调试焊接滚轮架需要具备一个可控制的系统,以调整滚轮的旋转速度和焊接工件的移动速度。
可以采用传感器和电子控制装置来实现对系统的精确控制,以确保焊接的均匀进行。
5.安全性:在设计自调试焊接滚轮架时,需要充分考虑安全性因素。
例如,可以设置安全开关或警示装置来避免操作人员发生意外。
滚轮架的结构也需要考虑人机工程学原理,使得操作人员能够方便和安全地进行操作。
在设计自调试焊接滚轮架时,可以参考以下的步骤:1.确定焊接工件的重量和尺寸,以确定所需的承载能力和结构要求。
2.设计合适的滚轮和支撑臂,以实现可调节高度和角度的功能。
3.考虑减震和防震措施,以确保焊接过程中的稳定性。
4.选择合适的传感器和控制装置,以实现对滚轮和焊接工件速度的精确控制。
5.考虑人机工程学原理,设计便于操作的控制面板和安全装置。
6.根据设计要求制作样机,并进行实验验证,以确认设计的可行性和效果。
综上所述,设计自调试焊接滚轮架需要考虑承载能力、可调性、稳定性、控制系统和安全性等因素,通过合理设计和实验验证,可以确保焊接过程的质量和效率。
自调式焊接滚轮架设计

摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对自调式式20T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架;校核;合理性AbstractWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, twenty pairs of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.Key words:weld, frock clamp, turning rolls; check; rationality目录摘要.............................................................................................I Abstract.......................................................................................II 目录.............................................................................................III 第1章绪论 (1)第2章焊接机械概述 (2)2.1 焊接的应用 (2)2.2 焊接机械装备 (2)2.2.1焊接机械装备的分类 (2)2.2.2焊接机械设备在焊接生产中的作用 (3)2.3焊接工装夹具 (4)2.3.1焊接工装夹具的分类 (4)2.3.2 焊接工装夹具的特点 (5)2.3.3焊接工装夹具的设计要求 (6)2.3.4焊接工装夹具设计方案的确定 (7)2.3.5焊件在夹具中的定位 (8)2.4 焊接变位机械 (10)2.4.1 焊接变位机械的分类 (10)2.4.2焊接变位机械应具备的性能 (11)2.5 几类焊接机械设备的具体介绍 (12)2.5.1 焊接变位机 (12)2.5.2焊接翻转机 (13)2.5.3焊接操作机 (14)2.5.4焊接滚轮架 (14)2.5.5关于滚轮架轴向窜动的问题 (16)第3章方案的选择与确定 (17)3.1自调式滚轮架的特点 (17)3.2滚轮驱动方案 (17)3.3减速装置的选择 (17)3.4联轴器的选用 (20)3.5滚轮架滚轮的设计 (21)3.6轴的设计 (22)3.7轴承的选用 (25)3.8键的选用 (25)第4章计算和校核 (26)4.1焊接滚轮架的设计计算 (26)4.1.1驱动圆周力与摩擦阻力的计算 (26)4.1.2 滚轮支反力的计算 (28)4.1.3驱动圆周力与支反力及中心角的确定 (29)4.2 轴的校核 (31)4.3滚轮处键的校核 (35)4.4轴承寿命计算 (36)第5章结论 (38)参考文献 (39)致谢 (41)附件1 (42)附件2 (62)第1章绪论本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后进行的。
40吨焊接滚轮架的设计分解

目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 本课题背景 (1)1.2 焊接滚轮架的发展现状 (2)1.3本文设计目的和意义 (4)第2章焊接滚轮架的设计 (5)2.1 确定参数 (5)2.2 确定滚轮驱动方案 (5)2.3 确定滚轮直径及偏心系数 (6)2.4 驱动圆周力和摩擦力的计算 (7)2.5 滚轮轴上的载荷及轴径的计算 (10)2.6 附着力验算 (11)2.7 焊接滚轮架的电动机驱动功率的确定及型号选择 (11)第3章减速器的设计 (13)3.1 选择传动比 (13)3.2 计算各轴的参数 (13)3.3选择传动类型和蜗轮蜗杆材料 (15)3.4确定蜗杆头数 (15)3.5按齿面接触疲劳强度计算进行设计 (15)3.6蜗杆与蜗轮的主要参数与几何尺寸 (16)3.7蜗杆轴的设计 (17)3.7.1蜗杆轴的强度校核计算 (18)3.7.2蜗杆轴刚度校核 (18)3.7.3热平衡计算 (19)3.7.4 精度等级公差和表面粗糙度的确定 (20)3.8 蜗轮轴的设计 (20)3.8.1 按弯扭合成校核轴的强度 (21)第4章滚轮架零部件结构的设计 (24)4.1 滚轮架滚轮的设计 (24)4.1.1确定滚轮结构类型 (24)4.1.2主动滚轮轴的设计 (25)4.1.3轴承端盖的设计 (25)4.2 键及联轴器的选择 (26)4.2.1主动滚轮轴上键的选择及型号确定 (26)4.2.2蜗杆轴及蜗杆上键的选择及型号确定 (26)4.2.3联轴器的选择 (27)4.3 机架的设计 (27)4.4 表面粗糙度 (28)总结 (29)致谢 (30)参考文献 (31)摘要随着现代工业的高度发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已基本取代了铆钉连接工艺。
焊接产品质量的好坏不仅取决于焊接工艺质量,与备料、装配等工序也有密切联系。
因此,在整个焊接生产过程中,不论产品的质量要求和批量的大小,均应考虑采用生产工艺装备。
44吨混合式焊接滚轮架的设计
44吨混合式焊接滚轮架的设计目录1、焊接滚轮架分析 (2)2、方案的选择与确定 (3)2.1驱动方案的拟定 (3)2.2传动方案的确定 (3)2.3滚轮的直径确定 (3)2.4偏心系数的确定 (4)3、计算与校核 (5)3.1焊接滚轮架的设计计算 (8)3.2电机型号的确定 (10)3.3传动比分配及减速器选择 (10)3.4滚轮架滚轮设计 (11)3.5主动滚轮轴的设计计算 (12)3.6蜗杆轴的设计计算 (12)3.7蜗轮蜗杆传动设计计算 (13)3.8 V带设计计算 (15)4、滚轮架零部件结构设计选择 (15)4.1轴承端盖的设计 (16)4.2键及联轴器的选择 (16)4.3机架的设计 (17)4.4表面粗糙度 (18)5、小结及参考资料 (19)44吨混合式焊接滚轮架的设计 1 焊接滚轮架分析1.1课程设计题目分析焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架,第二类是组合式滚轮架。
本次设计的就是组合式滚轮架,它的主动滚轮架,从动滚轮架,混合式滚轮架都是独立的,使用时可根据焊件的重量和长度进行任意组合,其组合比例也不是1与1的组合。
因此,使用方便灵活,对焊件的适应性很强。
本次课程设计即是组合式滚轮架,草图如下图1-1组合滚轮架草图1.2 给定参数吨位:44TG=44×103×9.8=4.31×105N焊接滚轮的圆周速度:V=6~60m/h 范围内无级可调。
中心角: 110~45=α主要计算结果及参数武汉理工大学《工装模具课程设计》说明书2 方案的选择与确定2.1滚轮驱动方案的拟定为使焊接滚轮架的滚轮间距调节方便可靠,组合便利,采用主动轮单独驱动的设计方案,即每个主动轮单独利用一台电动机和减速机构驱动。
不过要注意解决好各主动轮的同步问题,在选用电动机和减速机结构上要尽量选用特性一致且经过实测的使用。
最新4109 40t焊接滚轮架设计汇总

410940t焊接滚轮架设计精品资料第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
焊接滚动架课程设计34

焊接滚动架课程设计34一、教学目标本课程的教学目标是使学生掌握焊接滚动架的基本原理、结构特点和操作方法,培养学生具备焊接滚动架的安装、调试和维护能力。
具体目标如下:1.知识目标:(1)了解焊接滚动架的定义、分类和应用领域;(2)掌握焊接滚动架的基本原理和结构组成;(3)熟悉焊接滚动架的操作方法和注意事项。
2.技能目标:(1)能够正确安装和调试焊接滚动架;(2)能够对焊接滚动架进行日常维护和故障排除;(3)具备焊接滚动架的操作技能,能在实际工作中应用。
3.情感态度价值观目标:(1)培养学生的团队协作精神和安全意识;(2)激发学生对焊接滚动架技术的兴趣和好奇心;(3)使学生认识到焊接滚动架在工程中的重要性,树立正确的职业观念。
二、教学内容根据课程目标,教学内容主要包括以下几个方面:1.焊接滚动架的基本原理:介绍焊接滚动架的工作原理、技术参数和性能指标。
2.焊接滚动架的结构组成:讲解焊接滚动架的各个部分,如滚轮、支架、传动系统等。
3.焊接滚动架的操作方法:教授焊接滚动架的启动、停止、速度调节等操作步骤。
4.焊接滚动架的安装与调试:指导学生进行焊接滚动架的安装、调试及注意事项。
5.焊接滚动架的维护与故障排除:讲解焊接滚动架的日常维护、故障排查与处理方法。
三、教学方法为了提高教学效果,本课程采用多种教学方法相结合:1.讲授法:通过讲解焊接滚动架的基本原理、结构组成和操作方法,使学生掌握相关知识。
2.案例分析法:分析实际工作中的焊接滚动架应用案例,帮助学生了解焊接滚动架在工程中的重要性。
3.实验法:安排实验室实践环节,让学生亲自动手操作焊接滚动架,提高实际操作能力。
4.讨论法:学生进行小组讨论,分享学习心得和经验,培养学生的团队协作精神。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的焊接滚动架教材,为学生提供系统的理论知识。
2.参考书:提供相关领域的参考书籍,丰富学生的知识储备。
100t焊接滚轮架设计--总体设计和从动滚轮座设计
100t焊接滚轮架设计--总体设计和从动滚轮座设计毕业设计(论文)说明摘要焊接与铸造、锻压、切削加工、热处理等金属加工工艺组合,成为机械制造业的主要加工方法,许多传统的铸锻产品,也由焊接制品或铸—焊、锻—焊制品所代替。
焊接结构生产的整个过程同其他任何一生产过程一样,除了基本的生产工序以外,还包括大量的辅助工序,其中主要是焊接零件的制备、装配、工序间的传送和制品的变位与清理等。
通过载重量计算出轴、轴承、联轴器等的具体尺寸、并对其进行校核。
初期进行传动比的分配,主动轮上的功率除以传动效率从而算出需要的电机功率,从而选择电动机,再将电动机的转速进行分配算出减速器、涡轮蜗杆。
关键词: 焊接;生产工艺质量;焊接滚轮架;筒形工件毕业设计(论文)说明AbstractWelding and casting, forging, machining, heat treatment and other metalprocessing technology portfolio and become the main processing machinery manufacturing methods, the Casting and Forging in many traditional products, but also by the welding or casting products - welding, forging - replaced by welding products.Welded structure with the entire process of production of any other as a production process, in addition to the basic production processes, but also including a large number of auxiliary procedures, which are mainly parts of the preparation of welding, assembly, delivery andinter-process products such as variable bit with the clean-up . Load is calculated through the shaft, bearings, couplings, such as the specific size, and check them. The initial stage of the distribution of the transmission ratio, active power divided by the number of launches in order to calculate the transmission efficiency of the electric power needs in order to select the motor, and then carry out the distribution of motor speed reducercalculated, turbine worm.Key words: welding; production process quality; welding wheel frame; cylindrical workpieceI毕业设计(论文)说明目录摘要...................................................................... ................................... ..Abstract ............................................................... .................................. I 目录...................................................................... ................................. ? 前言...................................................................... ................................... 1 第1章绪论...................................................................... .................... 2 1.1焊接工艺概述 ........................................................................................................... 2 1.2 工艺装备与生产的工艺的关系 ..................................................................... ......... 2 1.3 焊接工艺装备 ..................................................................... ..................................... 5 第2章滚轮架概述 ..................................................................... ......... 9 2.1 滚轮架分类 ..................................................................... ......................................... 9 2.2 中心角与驱动力、支反力的关系 ..................................................................... ..... 9 2.3滚轮驱动方案 ..................................................................... .................................... 10 第3章滚轮架的设计与校核 ............................................................. 13 3.1 电动机的选择...................................................................... ................................. 13 3.2 从动轮的设计...................................................................... ................................. 14 3.3 圆柱蜗杆的设计...................................................................... ............................. 18 结论...................................................................... ................................. 22 参考文献 ..................................................................... .......................... 23 致谢...................................................................... ................................. 24 附件1....................................................................... ............................. 25 附件2....................................................................... .. (39)II毕业设计(论文)说明前言随着现代工业的高速发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已经基本取代了铆接连接工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业设计(论文) 4T焊接滚轮架机械设计年级:学号:姓名:专业:指导老师:20** 年 6 月毕业论文任务书班级学生姓名学号发题日期:**年02月16 日完成日期:毕业当年的**月29日题目4T焊接滚轮架机械设计本论文的目的、意义目前常用的焊接滚轮架有长轴式和组合式两种常见形式,组合式滚轮架可根据焊件的重量和长度进行任意组合,其组合比例也不仅是1与1的组合。
因此,使用方便灵活,对焊件的适应性很强。
在本次设计的组合式滚轮架中充分考虑了滚轮架的合理性及经济型等因素,通过这次毕业设计了解了焊接滚轮架的结构,用途等。
并对焊接机械在生产中的促进作用有了更深刻的认识。
巩固了四年来学到的知识,为今后工作打下了结实的基础。
1、学生应完成的任务1)完成焊接滚轮架CAD当量图纸大于3张,2)设计焊接滚轮架论文1份大于24000字3)关于滚轮架轴向窜动的英文翻译大于10000字符4)论文日志5)设计论文光盘一个2、论文各部分内容及时间分配:(共15周)第一部分阅读有关焊接滚轮架设计、CAD方面的文献资料,并进行了小结( 2周) 第二部分滚轮架设计方案制定,并进行了关于轴、轴承、键的计算校核( 2周) 第三部分绘制焊接滚轮架的总装图及零件图( 7周) 第四部分导师审阅论文( 1周) 第部分撰写论文( 1周) 评阅其答辩( 1周) 修改论文( 1周) 3、参考文献1)各类机械设计手册2)王政编,焊接工装夹具及变位机械图册3)前几届毕业学生的毕业论文等等备注指导教师:年月日审批人:年月日摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式4T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架AbstractWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, four pairs of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.【Key words】:weld, frock clamp, turning rolls目录第一章文献综述 (1)1.1焊接的应用 (1)1.2焊接机械装备 (1)1.2.1焊接机械设备的分类 (2)1.2.2焊接机械装备对焊接生产的作用 (2)1.3焊接自动化: (3)1.4焊接工装夹县 (4)1.4.1焊接工装夹具的特点 (5)1.4.2焊接工装夹具的分类 (6)1.4.3对焊接工装夹具的设计要求 (6)1.4.4焊件在焊接工装夹具中的定位方法 (7)1.5焊接变位机械 (8)1.5.1焊接变位机械的分类 (8)1.5.2焊接变位机械应具备的性能 (9)1.6几类焊接机械设备的具体介绍 (10)1.6.1焊接变位机 (10)1.6.2焊接翻转机 (11)1.6.3焊接操作机 (12)1.6.4焊接滚轮架 (13)1.6.5关于滚轮架轴向窜动的问题 (16)第二章方案的选择与确定 (18)2.1组合式滚轮架的特点: (18)2.2滚轮驱动方案 (20)2.3减速器的选择: (20)2.4连轴器的选用: (21)2.5滚轮架滚轮的设计 (22)2.6轴的设计 (23)2.7轴承的选用 (24)2.8轴承端盖的设计 (25)2.9丝杠的设计 (26)2.10键的设计 (27)2.11机架的设计 (27)2.12表面粗糙度 (29)第三章计算与校核 (30)3.1焊接滚轮架的设计计算 (30)3.1.1驱动圆周力与支反力的分析及中心角的确定 (30)3.1.2 焊接滚轮架的受力分析 (33)3.1.3滚轮支反力的计算 (34)3.2电动机的选定 (36)3.3轴的校核 (37)3.4滚轮处键的校核 (38)3.5轴承寿命计算 (38)3.6轴承的强度计算.................................... 错误!未定义书签。
结论................................................... 错误!未定义书签。
致谢................................................... 错误!未定义书签。
参考文献............................................... 错误!未定义书签。
第一章文献综述1.1焊接的应用焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。
焊接技术的发展与制造工业的需要紧密相关,一般工业先进国家,钢产量的50%左右需采用焊接工艺才能形成产品,在石油化工、矿山冶金、金属结构、起重运输、水陆交通、航天航空、桥梁建筑、电力能源等机械设备制造部门,焊接都有着广泛的应用。
许多设备中的大型结构,几乎都是焊接结构。
现在,随着科学技术的进步,生产规模的日益扩大,焊接结构正朝着超大型,高容量,高参数,耐磨,耐低温,耐动载的方向发展,这就不仅需要为焊接生产提供质量更高,性能更好的各种焊机,焊接材料和焊接工艺,而且要求提供各种性能优异的焊接工装设备,使焊接生产实现机械化和自动化,减少人为因素干扰,达到保证和稳定焊接质量,改善焊工劳动条件,提高生产率,促进文明生产的目的。
但是,焊接生产是综合性生产,在焊接制造过程中,除了焊接工序本身外,前后还有很多工序的配合,如备料、输送、装配、检验、校正等工序。
因此,焊接生产的机械化自动化不仅仅局限于焊接工序本身,而且包括了与焊接工序相衔接的上下各工序的机械化,自动化。
只有各工序实现了机械化,自动化,才能实现焊接生产的综合机械化,自动化。
1.2焊接机械装备焊接机械装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配—焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
这里称之为辅助装置和设备是为了与焊机相区别。
焊机是焊接过程中的核心装备,它包括焊接电源,焊接控制箱,焊接机头等,有自己的独立系统,不属于焊接机械装备的范畴。
而焊接机械装备相对焊机处于辅助的地位,是配合焊机进行焊接生产的装置和设备。
它包括的范围较广,按用途分,主要有焊接工装夹具、焊接变位机械和焊接输送机械三个方面,其次还有导电装置、焊剂输送与回收装置、坡口准备及焊缝清理精整装置等。
他们又是焊接机械装备的从属装置[1]从使用范围来分,焊接机械装备又分为通用和专用两大类。
通用焊接机械装备通用性强、适应性广,整台机械能适应产品结构的变化重复使用。
它们可以组合在一起使用,也可以组装在焊接生产线上,成为焊接生产线的一个组成部分。
由于这种装备通用性强,所以机械化、自动化水平不是很高,主要满足多品种、小批量焊接生产的需要。
专用焊接机械装备是为了适应单品种、大批量焊接生产的需要专门设计制造的。
这种装备专业性强、生产率高、控制系统先进,能很好地满足产品结构、装焊工艺、生产批量的要求。
例如:专用焊接工装夹具、专用焊接机床就属于这类装备。
1.2.1焊接机械设备的分类焊接机械装备可分为四大类:1.焊接工装夹具2.焊接变位机械3.焊接输送机械4.其他从属装置。
其中,1)焊接工装夹具(按动力源分类)可分为:手动夹具气动夹具液压夹具磁力夹具电动夹具真空夹具混合式夹具2)焊接变位机械可分为:焊工变位机械焊机变位机械焊件变位机械其中焊件变位机械可分为:焊接变位机焊接回转台焊接翻转机焊接滚轮架3)焊件输送机械可分为:上料装置配料装置卸料装置传送装置各种专用吊具4)其他从属装置可分为:导电装置焊剂输送与回收装置焊丝清理及盘丝装置埋弧焊焊剂垫等1.2.2焊接机械装备对焊接生产的作用焊接机械装备对焊接生产的有利作用有以下几个方面:1)采用焊接工装夹具,零件由定位器定位,不用划线,不用测量就能得到准确的装配位置,从而保证装配精度加快了装配作业的进程。