标准焊接滚轮架说明书
滚轮架使用说明书
滚轮架使用说明书一、产品概述滚轮架是一种用于滚动装载物品的工具,广泛应用于仓储、物流、超市等领域。
它由滚轮、支架、横梁等部件组成,具有承重能力强、灵活性高等特点。
二、安装步骤1. 打开包装,将滚轮架的各个部件取出,包括滚轮、支架和横梁。
2. 将支架与横梁连接,并确保连接牢固。
3. 将滚轮插入支架底部的孔中,并确保滚轮安装牢固。
4. 安装完成后,将滚轮架放置在需要使用的地方,并确保地面平整稳固。
三、使用方法1. 将需要装载的物品放置在滚轮架的横梁上,确保平衡稳定。
2. 将滚轮架推动到需要的位置,利用滚轮的灵活性可以轻松移动物品。
3. 如果需要固定物品,可以使用绳子或者带子将物品固定在滚轮架上,以确保安全。
四、注意事项1. 在使用滚轮架时,应注意承重能力,不得超过产品规定的最大承重。
2. 在移动滚轮架时,应避免急停急转,以免造成物品滑落或者滚轮损坏。
3. 如果滚轮架长时间不使用,应存放在干燥通风的地方,避免长时间暴露在阳光下。
4. 使用滚轮架时,应定期检查滚轮的磨损情况,如有需要及时更换滚轮。
五、维护保养1. 滚轮架使用一段时间后,应及时清洁滚轮和横梁,以保持其正常运行。
2. 若滚轮架出现异常情况,如滚轮卡滞、支架松动等,应及时进行维修或更换部件。
3. 长时间不使用滚轮架时,应将其存放在干燥通风的地方,避免受潮生锈。
六、常见问题解答Q: 如何选择适合的滚轮架?A: 根据需要装载的物品重量和尺寸,选择承重能力和横梁长度适合的滚轮架。
Q: 滚轮架能否用于不平整地面?A: 滚轮架适用于平整稳固的地面,如果地面不平整,建议使用其他工具或进行地面修整。
Q: 如何保养滚轮架?A: 定期清洁滚轮和横梁,检查并维修滚轮架的各个部件。
七、总结滚轮架作为一种便捷的装载工具,广泛应用于各个领域。
正确安装和使用滚轮架,能够提高工作效率,保护物品安全,延长滚轮架的使用寿命。
在使用过程中,需注意承重能力、避免急停急转,并进行定期的维护保养。
40T焊接滚轮架设计说明毕业设计
1绪论1 绪论1.1 焊接设备概述焊接机械装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配—焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
这里称之为辅助装置和设备是为了与焊机相区别。
焊机是焊接过程中的核心装备,它包括焊接电源,焊接控制箱,焊接机头等,有自己的独立系统,不属于焊接机械装备的范畴。
而焊接机械装备相对焊机处于辅助的地位,是配合焊机进行焊接生产的装置和设备。
它包括的范围较广,按用途分,主要有焊接工装夹具、焊接变位机械和焊接输送机械三个方面,其次还有导电装置、焊剂输送与回收装置、坡口准备及焊缝清理精整装置等。
他们又是焊接机械装备的从属装置。
焊接机械装备可分为四大类: 1. 焊接工装夹具 2. 焊接变位机械 3. 焊接输送机械 4. 其他从属装置。
其中:(1)焊接工装夹具(按动力源分类)可分为:手动夹具、气动夹具、液压夹具、磁力夹具、电动夹具、真空夹具和混合式夹具;(2)焊接变位机械可分为:焊工变位机械、机变位机械、焊件变位机械,其中焊件变位机械可分为:焊接变位机、焊接回转台、焊接翻转机、焊接滚轮架;(3)焊件输送机械可分为:上料装置、配料装置、卸料装置、传送装置、各种专用吊具;(4)其他从属装置可分为:导电装置、焊剂输送与回收装置、焊丝清理及盘丝装置和埋弧焊焊剂垫等。
焊机变位机械是改变焊接机头空间位置进行焊接作业的机械设备。
它主要包括焊接操作机和电渣焊立架。
焊接操作机的结构形式很多,使用范围很广,常与焊件变位机械相配合,完成各种焊接作业。
若更换作业机头,还能进行其他的相应作业。
焊接变位机械是改变焊件、焊机或焊工空间位置来完成机械化、自动化焊接的各种机械设备。
使用焊接变位机械可缩短焊接辅助时间,提高劳动生产卒,减轻工人劳动强度,保证和改善焊接质量,并可充分发挥各种焊接方法的效能。
焊接变位机械的分类及各类所属设备如下:焊件变位机械:焊接变位机、焊接滚轮架、焊接回转台、焊接翻转机;焊机变位机械:焊接操作机、电渣焊立架;焊工变位机械:焊工升降台。
【精品】焊接滚轮架说明书
储水筒筒体用滚轮架设计及其焊接工艺设计姓名:苗冲学号:2010100921专业:材料成型10—2指导老师:丁敏2013年12月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备.焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接.若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强.设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容........................................ 错误!未指定书签。
1。
1设计内容................................... 错误!未指定书签。
1。
2给定参数................................... 错误!未指定书签。
二、设计方案分析及确定.............................. 错误!未指定书签。
2。
1滚轮架类型的确定........................... 错误!未指定书签。
2。
2传动方案的确定............................. 错误!未指定书签。
三、滚轮形式及尺寸参数的确定........................ 错误!未指定书签。
焊接滚轮架标准
焊接滚轮架标准一、引言焊接滚轮架是一种常见的工业设备,用于支撑和移动货物。
作为一种重要的装备,它需要符合一定的标准,以确保其质量和性能。
本文将从设计、材料、制造和测试等方面探讨焊接滚轮架的标准要求。
二、设计要求焊接滚轮架的设计需要满足以下要求:2.1 抗压能力焊接滚轮架在工作过程中需要承受货物的重量和压力。
因此,它必须具有足够的抗压能力,能够安全地支撑和移动货物。
2.2 结构稳定性为了确保焊接滚轮架在使用过程中不会发生倾覆和翻倒的情况,其结构必须稳定,能够经受住外部的挤压和震动。
2.3 强度和硬度焊接滚轮架需要具备足够的强度和硬度,以确保其在使用过程中不会变形或损坏。
三、材料要求为了保证焊接滚轮架的质量和性能,选材是至关重要的。
3.1 钢材焊接滚轮架的主要材料通常是钢材,因其具备较高的强度和耐磨性。
选择合适的钢材可以提高焊接滚轮架的使用寿命和可靠性。
3.2 钢板厚度焊接滚轮架的钢板厚度应根据所需的承重能力和使用环境来确定。
较大的承重能力要求更厚的钢板,而恶劣的使用环境可能需要更耐腐蚀的材料。
四、制造要求焊接滚轮架的制造过程中有一些关键的要求。
4.1 焊接工艺焊接滚轮架的焊接工艺应满足现行的焊接标准。
焊接缺陷和焊接接头的质量是焊接滚轮架的重要指标,必须符合相关的检测要求。
4.2 表面处理焊接滚轮架制造完成后,其表面需要进行处理以防止腐蚀和增加耐磨性。
一种常用的方法是对表面进行喷涂防锈漆或者热镀锌处理。
五、测试要求为了确保焊接滚轮架的质量和性能,对其进行一系列的测试是必要的。
5.1 负荷试验负荷试验是测试焊接滚轮架的承重能力的关键步骤。
在负荷试验中,需要对焊接滚轮架逐渐增加载荷,观察其变形情况并判断其是否满足设计要求。
5.2 行走试验焊接滚轮架的行走试验可以测试其在各种地面条件下的稳定性和灵活性。
通过模拟实际使用场景,观察滚轮架的行走情况,以评估其是否满足标准要求。
5.3 耐久性测试耐久性测试是验证焊接滚轮架的使用寿命的重要方法。
焊接滚轮架说明书
焊接滚轮架说明书储水筒筒体用滚轮架设计及其焊接工艺设计姓名: 苗冲学号: 2010100921专业: 材料成型10-2指导老师: 丁敏2013年 12 月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容 (4)1.1设计内容 (4)1.2 给定参数 (4)二、设计方案分析及确定 (4)2.1滚轮架类型的确定 (4)2.2 传动方案的确定 (5)三、滚轮形式及尺寸参数的确定 (6)3.1滚轮形式的确定 (6)3.2 滚轮尺寸及中心距的确定 (6)3.3焊接滚轮架传动部分的设计 (8)四、滚轮架受力分析及校核 (9)4.1焊接滚轮轴的设计及校核 (10)4.2蜗杆轴的设计与计算 (10)五、滚轮架零部件的设计与选择 (11)5.1轴承端盖的设计 (11)5.2键的选择 (19)5.3联轴器的选择 (20)5.4机架的设计 (21)第二部分:储水筒筒体焊接工艺设计六、任务描述 (13)七、焊接母材304不锈钢简介 (17)八、TIG焊工艺 (17)九、焊接操作 (17)第三部分:结论第一部分:焊接滚轮架的分析设计一、 设计内容1.1设计内容本次课程设计的题目为焊接滚轮架及储水筒焊接工艺设计。
(仅供参考)焊接滚轮架及焊接操作机设计说明书
石油输送管线焊接装置设计摘要随着石油业的高速发展,各种石油管道应运而生,促进了石油管道焊接装备的快速发展。
为了减少石油管道现场施工量,提高管道安装的效率,可以将管道在工厂进行对接焊接,本次设计针对石油输送管道的对接展开设计。
通过对石油φ⨯的石油输送管道的对接焊接,设计焊接装置的了解,针对X80钢102020mm mm了管道环焊缝焊接装备—伸缩臂式焊接操作机和焊接滚轮架。
伸缩臂式焊接操作主要有机架底座、立柱、悬臂梁、滑鞍以及焊机组成,悬臂梁通过动力系统实现悬臂的上下左右运动,从而使焊机能够顺利到达指定的焊接位置进行焊接工作。
焊接滚轮架主要组成部分包括焊接滚轮、滚轮支架、滚轮基座等,主动滚轮架还应该包含有相应的动力系统以及配套的电力设备等,滚轮架不仅能够支撑管道,而且可以驱动管道转动,通过焊接操作机和滚轮架的完美组合实现管道的对接。
关键词:石油管道,焊接装备,焊接操作机,焊接滚轮架OIL PIPELINE WELDING DEVICE DESIGNABSTRACTWith the rapid development of the oil industry,the various oil pipeline came into being,and promote the rapid development of the oil pipeline welding equipment.In order to reduce the amount of oil pipeline construction site,to improve the efficiency of pipeline installation,the pipe can be butt-welded at the factory,this design for the oil pipeline to start docking equipment design.By understanding on oil welding apparatus for butt welding X80pipeline steel oil pipeline girth weld design welding equipment-Telescopic welding machine and welding roller stand.Telescopic main frame welding operation base,column,cantilever,saddle and welding composition,vertical and horizontal movement of the cantilever arm machine to achieve through the power system,so that the welder reaches the specified welding place to work.The main part of the welding roller stand,including welding roller, roller frame,wheel base,etc.,active wheel frame should also contain a corresponding electrical power systems and ancillary equipment,roller frame can not only support the pipeline,and the pipeline can drive rotates through and combinations of wheel frame welding operation machine to achieve docking pipeline.KEY WORDS:Oil pipeline,Welding equipment,Welding machine,Welding roller frame目录摘要 (I)ABSTRACT (II)目录 (III)前言 (1)第1章概述 (2)1.1焊接机械装备的分类和作用 (2)1.2焊接工装的分类 (3)第2章焊接滚轮架的设计 (5)2.1驱动圆周力的计算 (5)2.2滚轮轴的选择 (8)2.2.1轴的介绍 (8)2.2.2轴的常用材料 (9)2.2.3轴的计算 (10)2.3滚轮的设计 (12)2.4轴承的选择和端盖的设计 (13)2.4.1轴承的选择和校核 (13)2.4.2轴承端盖的设计 (15)2.5齿轮的设计 (17)2.5.1齿轮的失效形式 (17)2.5.2齿轮的计算校核 (18)2.6传动系统的设计 (19)2.6.1电动机的选择 (19)2.6.2减速器选用 (21)第3章焊接操作机 (22)3.1焊接操作机的分类 (22)3.2焊接操作机传动设计 (24)3.2.1伸缩臂与滑鞍的升降设计 (24)3.2.2伸缩臂的伸缩设计 (25)结论 (27)谢辞 (28)参考文献 (29)外文资料翻译 (31)前言石油行业的速速发展,也带动了许多与石油相关行业发展,其中对管道制造业发展也带来了新的活力。
焊接操作机焊接滚轮架不同构造及操作步骤
焊接操作机焊接滚轮架不同构造及操作步骤焊接操作机是一种用于焊接工艺的设备,用于提供稳定的工作平台和固定的焊接工具。
焊接滚轮架是焊接操作机的一个重要组成部分,它能够提供滚动辅助支撑,使焊接过程更加稳定和精确。
下面将详细介绍焊接滚轮架的不同构造和操作步骤。
1.焊接滚轮架的不同构造(a)万向滚轮架:这是一种常见的焊接滚轮架,它由一个底座、一个转动机构和一组滚轮组成。
滚轮通过转动机构连接到底座上,可以实现水平、垂直和回转运动,因此具有较大的灵活性和适应性。
(b)固定滚轮架:这种滚轮架是用于较小的焊接工件或固定位置焊接的场景。
它通常由一个底座和一组固定滚轮组成,通过调整滚轮的位置和角度来适应不同的焊接需求。
(c)伸缩滚轮架:这种滚轮架能够根据工件尺寸的变化来进行调整,具有较强的适应性。
它由一个底座、一个伸缩装置和一组滚轮组成,通过改变伸缩装置的长度来调整滚轮的间距和位置。
2.焊接滚轮架的操作步骤步骤一:准备工作在开始操作之前,需要对焊接滚轮架进行检查和准备工作。
首先,检查滚轮架的各个部件是否完好无损,滚轮是否正常运转,固定螺栓是否松动。
然后,确定焊接滚轮架的正确位置和方向,确保其稳定性和操作便捷性。
最后,根据焊接工艺要求,选择合适的滚轮架以及辅助配件。
步骤二:安装工件将需要焊接的工件放置在焊接滚轮架上,根据工件的尺寸和形状,调整滚轮之间的间隔和位置。
确保工件可以平稳滚动,并且滚轮与工件之间有适当的接触面积。
步骤三:调整焊接位置根据焊接工艺要求,调整焊接枪或焊接电源的位置和角度,使其与工件的焊接部位相匹配。
确保焊接枪和焊接滚轮的协调运动,以实现精确的焊接。
步骤四:进行焊接启动焊接设备,调节焊接电流、电压和速度等参数,开始进行焊接。
同时,通过控制焊接滚轮的转动和滚动,使焊接工件保持恒定的速度和力度。
注意监测焊接过程中的温度、电流和焊接质量,及时调整和处理。
步骤五:完成焊接当焊接结束后,关闭焊接设备,停止焊接滚轮的运转。
滚轮架
本标准于 90年发布, 19 本次修订系首次修订。
中华人民共和国机械行业标准
J/ 9 8 一1 9 B T 1 7 9 9
焊
接
滚
轮
架
代 替 Z J 3 3 9 B 0 - 0 3 0
We ig rig l l n t nn r l d u o s
1 范围
本标准规定了焊接滚轮架的分类 、 技术要求 、 试验方法和检验规则等 内容 本标准适用于通用型滚轮架 。 对于有特殊要求的滚轮架或专用机可参考本标准, 由制造厂与用户双 方协商处理 。
6 64 长轴式滚轮架的滚轮工作面的材料 由供需双方商定。 ..
6了 滚轮直径、 . 滚轮架的额定载重量及筒体类工件最大、 最小直径应符合表 7 规定。
68 焊接滚轮架每对滚轮的中心距必须能根据筒体类工件的直径作相应的调整, . 保证两滚轮对筒体的
包角大于40 5, 10 小于 1,
69 筒体类工件 在防轴 向窜动滚 轮架上进行焊接时, 整个 焊接 过程 中工件 的轴 向窜 动A应 . 在
1 「 ̄ 1 1
移 动式
一 了‘
从
动
48 7
J/ 9 8 一1 9 B T 1 7 9 9
表 z续 ) (
类 型
型 式
移动功能
传
动
机
构
示
意
图
主
动
u1 r -
固定式
从
动
自调式滚轮架
主
动
组合 式滚 轮架
移动式
憧 必 鬃  ̄ 缪
尸 月
刁 国
己 了刁
从
动
固定 式
从
动
wn u a I 理生里丝
焊接滚轮架说明书
储水筒筒体用滚轮架设计及其焊接工艺设计**: **学号: **********专业: 材料成型10-2****: **2013年 12 月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容 ............................................................................... 错误!未定义书签。
1.1设计内容 .......................................................................... 错误!未定义书签。
1.2 给定参数 .......................................................................... 错误!未定义书签。
二、设计方案分析及确定 ........................................................... 错误!未定义书签。
安全操作规程-焊接滚轮架
焊接滚轮架安全操作规程
一、目的
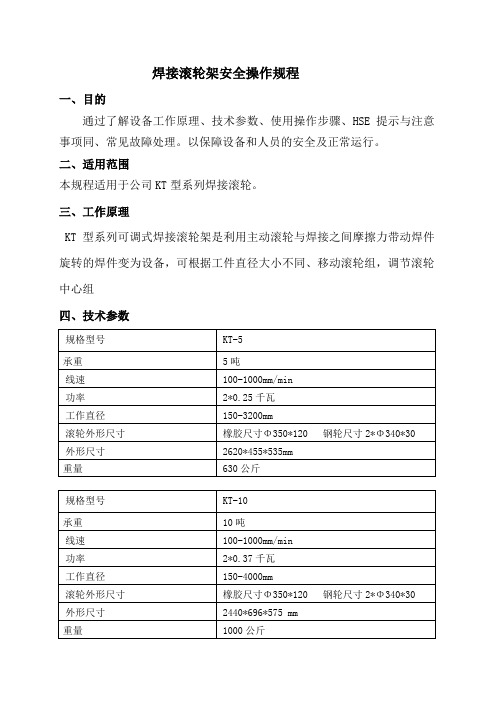
通过了解设备工作原理、技术参数、使用操作步骤、HSE提示与注意事项同、常见故障处理。
以保障设备和人员的安全及正常运行。
二、适用范围
本规程适用于公司KT型系列焊接滚轮。
三、工作原理
KT型系列可调式焊接滚轮架是利用主动滚轮与焊接之间摩擦力带动焊件旋转的焊件变为设备,可根据工件直径大小不同、移动滚轮组,调节滚轮中心组
四、技术参数
五、使用操作步骤
1、手控盒使用说明:设备控制箱放置设备底座一侧,变频器数字显示通常为Hz,滚轮架工作状态及速度调节通过手柄完成
2、“手动/联动”开关---当工件装夹完毕,将开关掷向“手动”,此时扳动“正转/反转”开关即可调节工件的旋转方向,调节速度“速度调节”旋钮可进行速度大小的调节
3、当开关掷于“联动”位置时,设备处于工作准备状态
4、“正转/反转”开关---将开关掷于“正转”时,工件即逆时针方向旋转;将开关掷于“反转”时,工件呈顺时针方向旋转
5、“速度调节”旋钮---此旋钮用于调节滚轮旋转速度
六、HSE提示,注意事项
1、三相电网连接线应牢靠
2、进行焊接作业时,焊接接地电缆必须连接牢固,否则将影响焊接作业
3、变频器的维修应由专业人员进行,一般人员请勿动手
4、当工件置于设备上或正在使用过程中,工件下严禁站人
5、放置在滚轮架上的工件必须确保工件中心与主、从动架两滚轮中心的夹角在45°-90°范围内。
KT型可调滚轮架使用说明书
KT型可调滚轮架使用说明书KT型可调滚轮架使用说明书请在安装、使用、维护之前认真阅读此说明书,以便您正确使用目录1.主要用途及使用范围2.产品适用工作条件及工作环境3.主要规格及技术参数4.产品主要结构5.安装与使用6.设备润滑与维护7.注意事项8.随机文件1.主要用途及使用范围1.1主要用途及特点KT型可调式焊接滚轮架是利用主动滚轮与焊件之间的摩擦力带动焊件旋转的变位机械,可根据工件直径大小不同,移动滚轮组,调节滚轮中心距,主要用于管道、容器、锅炉、油罐等圆筒形工件的装配与焊接,我公司滚轮架滚轮旋转采用交流电机驱动、变频调速,具有调速范围宽,转动平滑性好,低速特性硬等特点。
若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环行卡箍内,也可在焊接滚轮架上进行装焊作业。
大于100T或小于0.5T规格的滚轮架,或有特殊变动及改装的滚轮架,我公司将根据用户的具体需求进行生产。
本公司保留对上述参数修改的权利。
1.2产品型号及含义K T —□□承重能力□□吨可调式滚轮架2.产品适用工作条件及工作环境2.1工作条件●海拔高度不超过1000m●周围空气温度范围:0℃~40℃●空气相对湿度:在日平均温度不大于25℃时,最湿月份的平均最大相对湿度为90%。
●电网电压波动:±10%内(当电网频率为额定值时)●电网频率波动:≤±1%(当电网电压为额定值时)2.2工作环境设备应安置在无严重危害或影响滚轮架正常使用的爆炸性或腐蚀性工业气体、水蒸汽、盐雾和化学性沉积物处,并应远离剧烈震动和颠簸的场合。
3.主要规格及技术参数型号承重T 线速mm/min工作直径mm 滚轮直径mm 长x 宽x 高(mm) 电压VKT-3 3 120-2500250 2000X580X430 KT-5 5 150-32002010X455X550 KT-10 10 150-40002200X600X640 KT-20 20 300-45003502200X650X640 KT-30 30 300-45002300X800X725 KT-50 50 70-1200300-5200425 3350X1290X1025 KT-80 80 500-78004100X1410X1000 KT-100 100 500-78004100X650X1000 KT-150 150 1000-78004600X1560X1135 KT-20020060-1000 1000-7800580 4600X900X11353804.产品主要结构该系列产品均为组合式滚轮架,其主动滚轮架、从动滚轮架都是独立的,它们之间根据工件重量和长度可任意组合,其组合比例可以是一主一从的组合用方便灵活,对焊件的主动架、从动架俯视图主动架结构简图如图所主动架主要由底座、转减速机构、控制系统4.1底座采用型钢焊接而成的保证了良好的刚性和工设备的稳定性。
4109-40t焊接滚轮架设计
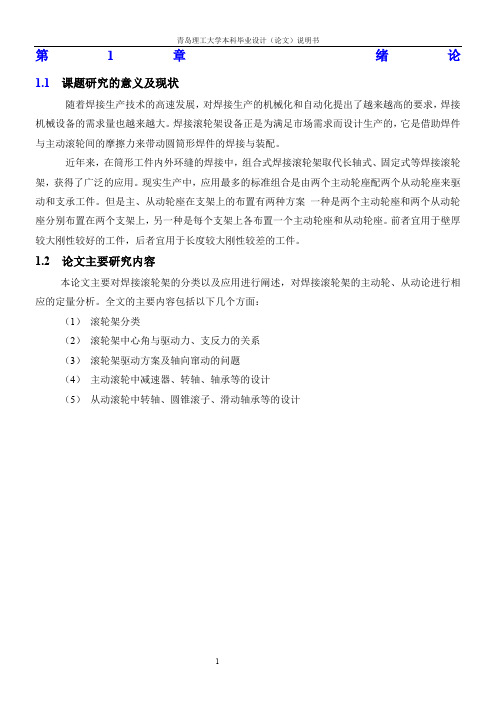
青岛理工大学本科毕业设计(论文)说明书第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计1第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
瀚诚焊割
焊接滚轮架
说
明
书
瀚诚焊割技术
地址:下城区朝晖路182号国都发展大厦1号楼12D
:09 传真:04
一、用途
我公司设计制造的HGZ、HGK型焊接滚轮架吸取国外同类产品的优点,根据压力容器制造厂的使用要求而设计制造的。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
二、主要技术参数
本滚轮架可分为可调式和自调式滚轮架,可适用规定围大小不同直径的产品、并能在规定围的焊接参数下,实现无级调速,传动噪声低,工件回转平稳。
主要技术参数如下:
1、HGZ型自调式滚轮架
规格型号HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 载重t 5 10 20 30 40 50 60 80 100
滚轮组两
只
金
属
轮
直径240 290 340 340 390 390 440 490 490 宽度20 25 30 30 40 40 50 60 80 一
只
橡
胶
轮
直径250 300 350 350 400 400 450 500 500 宽度100 120 120 120 120 120 120 120 120
2、HGK 型可调式滚轮架
规格型号 HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 焊接直径
最小 250 320 500 530 600 700 750 850 1000 四轮接触 735 910 1160 1291 1390 1523 1585 1790 2000 最大
2300 2800 3500 3700 4200 4500 4800 5000 5500 钳形架中心 A
900
1100
1350
1450
1600
1700
1800
2000
2200
滚轮线速度 m/h 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 电机功率 KW 0.75 1.1 1.5 2.2 3 4 4 4 5.5 调速方式 无级
电磁 调速 电磁 调速 电磁 调速 电磁 调速 变频 调速 电磁 调速 电磁 调速 电磁 调速 电磁 调速 外形尺寸
(驱动架)
长
×
宽
×高
1695 × 672 × 636
1930 × 795 × 764
2240 × 835 × 850
2370 × 850 × 904
2480 × 955 × 1000
2620 × 985 × 1058
2930 × 1090 × 1123
3105 × 1165 × 1190
3510 × 1405 × 1320
规 格 型 号 载重 中心距 滚轮直径
滚轮宽度 筒体直径 滚轮线速 度(m/h) 电机功率 高度 总长 T A φ B 最小 最大 KW H L HGK-02 2 250~1000 200 80 250 1800 6~60 2×0.18 366 100 HGK-05 5 350~1350 250 100 250 2300 6~60 2×0.37 431 494 HGK-10 10 400~1550 300 120 300 2800 6~60 2×0.55 518 80 HGK-20 20 500~2300
350
120
500 4500 6~60
2×1.1 625 500
三、安装说明
本机驱动和从动滚轮架必须安装在同一水平面的基础上,两组滚轮必须安放平行,其中心应一致,底平面与地面须贴平。
四、操作说明
1、运转前必须对减速器加油,一级减速器加稀油,二级可加油脂。
2、机械启动运转时,应没有异常噪声及振动现象,如有必须排除
故障,当工件吊放在滚轮架上后应试运转一周,观察工件是否与滚轮紧贴,是否有大的轴向窜动,否则须调整滚轮架的安放位置。
3、启动电机时,须先闭合控制箱上的两极开关,并将调速旋转至
最小位置,启动后再调至所需速度,接通电源后即可按“正转”
或“反转”,但中途如要改变运转方向,则必须先按“停止”
按钮,待电机停止后,再按“正转”或“反转”按钮。
五、维护和保养
1、焊接使用前检查并清除本机上的障碍物,并有专人使用和保
管,滚轮上切勿接触油和火种,经常观察和保持减速器的油位。
2、焊接地线不能直接搭接在滚轮架上,以免损坏轴承。
3、①日常检查
通电和运行时不得打开控制箱,从外部检查设备的运行,确认没有异常情况。
⑴运行性能符合标准规。
⑵周围环境符合要求(无雨水、无腐蚀性气体、无高温环境)。
⑶显示部件正常。
⑷没有异常的噪声、振动和气味。
⑸没有过热或变色等情况。
②定期检查
定期检查时,先停止运行,切断电源和打开控制装置外盖。
⑴电源电压在允许围。
⑵清除控制板上的灰尘。
⑶电缆绝缘情况,如有损坏应立即停止使用并检修。
⑷各种连接器部件,如有松动,紧固后方可使用。
⑸控制线路及各电器元件,如有损坏器件并能影响动作或成为日后故障隐患的,须加以修复。