焊接滚轮架分解
最新4109 40t焊接滚轮架设计
410940t焊接滚轮架设计精品好文档,推荐学习交流第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
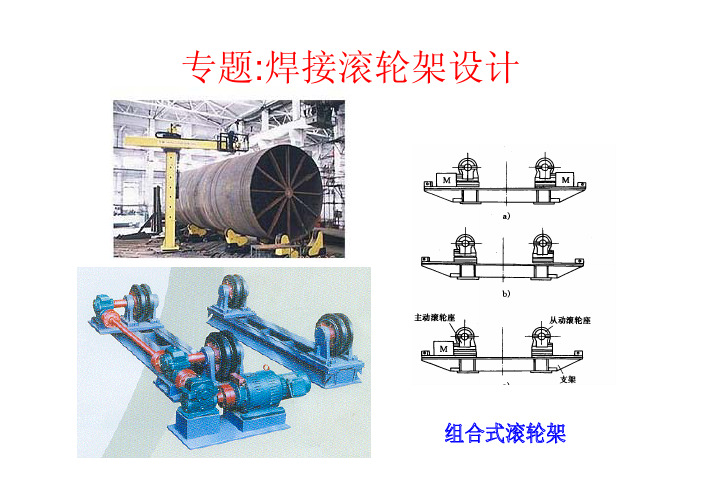
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
标准焊接滚轮架说明书
瀚诚焊割焊接滚轮架说明书瀚诚焊割技术地址:下城区朝晖路182号国都发展大厦1号楼12D:09 传真:04一、用途我公司设计制造的HGZ、HGK型焊接滚轮架吸取国外同类产品的优点,根据压力容器制造厂的使用要求而设计制造的。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
二、主要技术参数本滚轮架可分为可调式和自调式滚轮架,可适用规定围大小不同直径的产品、并能在规定围的焊接参数下,实现无级调速,传动噪声低,工件回转平稳。
主要技术参数如下:1、HGZ型自调式滚轮架规格型号HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 载重t 5 10 20 30 40 50 60 80 100滚轮组两只金属轮直径240 290 340 340 390 390 440 490 490 宽度20 25 30 30 40 40 50 60 80 一只橡胶轮直径250 300 350 350 400 400 450 500 500 宽度100 120 120 120 120 120 120 120 1202、HGK 型可调式滚轮架规格型号 HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 焊接直径最小 250 320 500 530 600 700 750 850 1000 四轮接触 735 910 1160 1291 1390 1523 1585 1790 2000 最大2300 2800 3500 3700 4200 4500 4800 5000 5500 钳形架中心 A90011001350145016001700180020002200滚轮线速度 m/h 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 电机功率 KW 0.75 1.1 1.5 2.2 3 4 4 4 5.5 调速方式 无级电磁 调速 电磁 调速 电磁 调速 电磁 调速 变频 调速 电磁 调速 电磁 调速 电磁 调速 电磁 调速 外形尺寸(驱动架)长×宽×高1695 × 672 × 6361930 × 795 × 7642240 × 835 × 8502370 × 850 × 9042480 × 955 × 10002620 × 985 × 10582930 × 1090 × 11233105 × 1165 × 11903510 × 1405 × 1320规 格 型 号 载重 中心距 滚轮直径滚轮宽度 筒体直径 滚轮线速 度(m/h) 电机功率 高度 总长 T A φ B 最小 最大 KW H L HGK-02 2 250~1000 200 80 250 1800 6~60 2×0.18 366 100 HGK-05 5 350~1350 250 100 250 2300 6~60 2×0.37 431 494 HGK-10 10 400~1550 300 120 300 2800 6~60 2×0.55 518 80 HGK-20 20 500~2300350120500 4500 6~602×1.1 625 500三、安装说明本机驱动和从动滚轮架必须安装在同一水平面的基础上,两组滚轮必须安放平行,其中心应一致,底平面与地面须贴平。
焊接滚轮架的特点与组成
焊接滚轮架的特点与组成焊接滚轮架,就是利用焊件和滚轮之间的摩擦力从而使焊件发生旋转的装置。
它在焊接行业中应用很多,有如下特点:(1)加热温度比熔焊低、加热时间短、热影响区小。
(2)焊接过程中施加压力,不加填充材料,简化了焊接过程。
(3)自调式滚轮架可以用压焊焊成与母材同等强度的优质接头,提高了焊接材料利用率。
焊接滚轮架的主要组成:焊接滚轮架主动滚轮架、从动滚轮架都是独立的,它们之间可根据工件的重量和长度任意的组合,其组合比列可以是一主一丛的组合,也可以是一主两丛、一主三从的组合,使用起来方便灵活,对焊件的适应性强。
主动架主要由底座、滚轮、传动减速机构、控制系统组成,从动架主要由底胎和滚轮组成。
(1)底胎采用H型钢焊接而成的钢架结构,保证其良好的刚性和在工作状态中设备的稳定性,并且能减轻整套焊接滚轮架的重量,即节约了大量的板材消耗又达到了工艺要求的设备使用的效果。
(2)滚轮焊接滚轮架的主动轮与从动轮上各有两只滚轮,选用金属材质的滚轮,这样就可以大大提高本焊接滚轮架的承载能力。
(3)旋转减速机构主动架上的两只滚轮分别有两台直联型双级摆线针轮减速机驱动形成回转驱动力,这种减速机的优势在于速比大,效率高,体积小,传动平稳可靠,寿命长,便于维护等特点。
从动架上没有传动减速机,只有两只金属滚轮,因为从动架只起到支撑与辅助传动的作用。
(4)控制系统采用变频器无极调速,调速范围宽,精度高,启动扭矩大,驱动能力强,高可靠性,多种自我保护功能,免维修等特点。
焊接滚轮架的启动、停止、正反转及调速,均在控制平台上操作。
设备的控制配电箱放置在远离设备的一侧,变频器速度显示,其显示单位设为Hz。
焊接滚轮架的工作状态及转速调节通过控制按钮完成的。
正转、反转/停止——当工件装卡完毕后,即将开始工作时,扳动正转/反转开关,焊接滚轮架的控制变频器得电,这时摆线减速机就能得电工作。
并且可以调节工件得旋转方向,当需要停止时把纽子扳到停止位置即可。
焊接滚轮架结构、性能、特点比较
焊接滚轮架结构、性能、特点比较摘要:目前,世界各地的许多自动焊接设备制造商正在生产焊接辊架。
商品型号和规格很多,结构也不同。
它们适用于不同的主要用途,并且每种用途都有自己的特点。
中国超重型焊轮架的主要客户集中在大中型石化设备、电力设备和重型设备加工制造业的生产和制造。
使用的焊轮架来自不同的国家。
关键词:焊接滚轮架;结构;性能;特点比较1焊接滚轮架结构和工作原理大中型焊轮架主要由主动架、从动架、机械设备和防窜设备组成。
根据工件孔径的不同,可以使用滚轮组来调整滚轮的中心距,以满足工件的要求。
主动滚轮架和从动滚轮架都是独立的。
主动辊架和从动辊架可以根据工件的净重和长度随机组合。
它们的组成比例可以构成一主一从、一主两从、一主三从等等,应用方便,对焊接零件的适用性强。
主动架主要由底座、滚轮、传动装置、自动控制系统等组成,底座与槽钢采用电焊方式焊接而成,具有良好的刚度和运行可靠性。
主动架上的两个辊子组采用包钢带,其承载能力非常大,驱动能力强。
大中型焊轮架的原理主要是基于传动装置和自动控制系统。
机架上的两个滚轮由两个蜗轮减速器驱动以产生旋转驱动力,自动控制系统用于管理和调整操作中的速度和精度。
2几种重型焊接滚轮架的比较2.1速度控制系统德国PEMA300吨辊架现阶段采用时尚的通讯交流电机调速系统软件,速度精度高;西班牙安萨尔多企业采用调速系统,具有速度反馈;Isaacenterprise采用带速度反馈的直流数据调速系统;直流电机的运行参数可以在直流数据调速系统中预设,速度精度较高。
在Isaac企业,旧型号和规格的速度自动控制系统采用传统的反馈调速系统。
2.2机械转动系统德国PEMA300吨辊道架采用行星减速器直联式,行星减速器输出轴与辊道直接连接。
由于采用高性能行星减速器,传动机构体积小、重量轻、焊接质量稳定。
Ansaldo采用带同步皮带的直流电机,通过与制动系统组装的减速箱,根据传动链将驱动力传递给滚筒。
机械系统简单,具有足够的驱动力。
防窜焊接滚轮架:滚轮架体和驱动执行系统设计(含全套CAD图纸)
目录摘要 (I)Abstract (II)第一章方案的选择和确定 (1)1.1 滚轮架简介 (1)1.2 滚轮架分类 (1)1.3 结构设计 (2)1.4滚轮驱动方案的拟定 (3)第二章焊接滚轮架的设计与计算 (3)2.1 焊接滚轮架主要技术参数 (3)2.2 滚轮直径的确定 (3)2.3 中心距的确定 (4)2.4 驱动圆周力和摩擦力的计算 (5)2.5 滚轮支反力的计算 (6)2.6 焊接滚轮架的电动机驱动功率的确定及型号选择 (7)2.7联轴器的选择 (9)2.8 减速器的选择 (9)2.9 滚轮架滚轮的设计 (10)2.10 主动滚轮轴的设计与校核 (11)2.11 轴承的选择与强度计算 (12)2.12齿轮的设计与校核 (13)2.13 轴承端盖的设计 (15)第三章焊接滚轮架的防窜研究 (16)3.1关于滚轮架轴向窜动的问题 (16)3.2调节方式的比较 (17)第四章调速控制系统的总体设计 (19)4.1控制装置的选择 (19)4.2控制系统设计 (20)参考文献 (26)摘要焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架,第二类是组合式滚轮架。
本文主要对组合式小型焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
探讨了滚轮架上简体轴向运动的机理和特性,详细比较了升降式、平移式和偏转式三种机械调节方式的优缺点,依据焊接滚轮架上工件轴向运动的理论基础,分析了防止工件轴向窜动的一种调节方式。
本文还介绍了通过变频器对电动机进行速度调节,从而实现对滚轮速度的控制。
关键词:焊接滚轮架轴向运动速度调节AbstractWelding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, 2000kg of modular T-welded wheel for the design, as well as axial, bond and other main component of checking.The merits and shortcomings of three mechanical adjusting manners (elevatory, translatory and deflective) are compared with each other in detail and it is proposed that the manufacturing One type of adjusting methods for the anti-drifting of the cylinder is analysed in the paper,based on the basic theory of the axial drifting of the cylider on a welding roller bed.This article also introduces by frequency converter for motor speed adjustment, to achieve control of the wheel speed.Key words: welding turning roller axial drifting speed regulation第一章方案的选择和确定1.1 滚轮架简介滚轮架是容器生产中最常用的一种工艺装备。
专题 焊接滚轮架设计
专题:焊接滚轮架设计对于重型滚轮架(如图1-13),多采用车间起重设备挪动滚轮架座进行分段调节。
•关于滚轮架轴向窜动的问题•如果滚轮和焊件都是理想的圆柱体,且各滚轮尺寸一致,并且其转动轴线都在同一水平面内并与焊件轴线平行时,放在滚轮架上的焊件是不会产生轴向窜动的,这是理想情况。
但实际上是不可能做到的,尤其是焊件就不可能做到理想中的圆柱体。
多次试验证明将主、从滚轮架在水平和轴向上的位置找好,固定下来,下次再用时仍会窜动。
即便是同一个焊件,此时调整后已不再窜动,但换个方向旋转或将该焊件吊起移动位置后再放到滚轮架上,该焊件又会窜动了,更不用说换另外一个焊件了。
国内一些工厂采用在焊件端头硬顶的办法,这种办法对设备和焊件都有损害,实属无奈。
国外制作的防窜滚轮架,虽能满足要求,可惜价格较昂贵。
理论和实践都证明:影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。
因此,在制造和使用焊接滚轮架时,首先要尽量做到:①主、从滚轮架都位于同一中心线上。
②各滚轮的轴线都在一个水平面内且相互平行。
③滚轮间距相等。
实际上,焊件在滚轮架上的轴向窜动,其焊件本身是在作螺旋运动,如能采取措施,把焊件的左旋及时地改为右旋或将右旋改为左旋,直至焊件不再作螺旋运动为止。
目前,已有三种执行机构可完成防止工件窜动任务:(1)顶升式执行机构从动滚轮架的一侧滚轮可以做升降运动,使焊件轴线发生偏移,同时也使焊件自重产生的轴向分量发生变化。
这种调节方式其优点是调节灵敏度较高,缺点是制造成本高,体积大。
(2)偏移式执行机构从动滚轮架的两侧滚轮沿其垂直中心线可做同向偏移,以此改变滚轮与焊件的轴向摩擦分力。
这种调节方式其优点是灵敏度高,但最大的缺点是对滚轮的磨损太大。
(3)平移式执行机构从动滚轮架的两侧滚轮可以同时垂直于焊件轴心线做水平移动,从而达到调节焊件轴心线以及调节滚轮轴线夹角的目的。
这种调节方式其优点是稳定性好,制造成本低,结构简单,不占用额外的安装空间。
焊接滚轮架结构、性能、特点比较
4 ・ 接 设备 与 材 料 2 焊
文 章 编 号 :10 .2 XI0 20 .0 20 1 20 5 20 】20 4 .2 3
焊 接 技 术
第 3 卷 第 2期 2 ( 1 0 2年 4月 1
焊 接 滚 轮 架 结 构 、 性 能 、 特 点 比 较
从 重 型 焊 接 滚 轮 架 国 内 目前 的 占有 率 看 , 由 于 瑞 典 EA S B公 司 进 人 中 国 市 场 早 .公 司 在 国 际 上 的 知 名 度 高 .产 品 质 量 稳 定 ,故 障 率 低 . 产 品 结 构 有 独 特 的 特 点 , 使 许 多 大 公 司 使 用 E A 的 产 品 , 拥 有 较 高 的 占 有 率 , 但 是 价 格 SB 高 : 意 大 利 A S L O 公 司 的 3 0 t 接 滚 轮 架 和 焊 接 操 作 NA D 5 焊
( )稀 土 元 素 对 提 高铁 基 自熔 性 台 金 粉 末 喷焊 层 耐磨 性 1
的 主要 机 制 是 :细 化 了喷 焊 层 组 织 ,促 使硬 质 化台 物 弥 散 、均
匀 地 分 布 , 阻 碍 了 位 错 运 动 , 提 高 了 喷 焊 层 的 强 韧 性 , 改 善 了 台 金 粉 末 的 自熔 性 .提 高 了 喷 焊 层 与 基 体 的 结 台 强 度 。 ( ) 研 制 的 新 型 铁 基 自熔 性 台 金 粉 末 具 有 优 良 的 性 能 价 2 格 比 ,该 粉末 的研 制成 功 将 极 大 地促 进 其推 广 与 应 用
机 在 中 国 有 两 套 , 由 于 其 产 品 的 设 计 结 构 , 决 定 了 它 对 工 件 加 工 的 局 限 性 。 芬 兰 P MA E MEK 公 司 的 P MA 3 0 N 滚 轮 E 0 T 架 在 内 地 有 一 套 ,在 台 湾 有 数 套 。 在 此 分 别 对 各 系统 进 行
焊接操作机焊接滚轮架不同构造及操作步骤
焊接操作机焊接滚轮架不同构造及操作步骤焊接操作机是一种用于焊接工艺的设备,用于提供稳定的工作平台和固定的焊接工具。
焊接滚轮架是焊接操作机的一个重要组成部分,它能够提供滚动辅助支撑,使焊接过程更加稳定和精确。
下面将详细介绍焊接滚轮架的不同构造和操作步骤。
1.焊接滚轮架的不同构造(a)万向滚轮架:这是一种常见的焊接滚轮架,它由一个底座、一个转动机构和一组滚轮组成。
滚轮通过转动机构连接到底座上,可以实现水平、垂直和回转运动,因此具有较大的灵活性和适应性。
(b)固定滚轮架:这种滚轮架是用于较小的焊接工件或固定位置焊接的场景。
它通常由一个底座和一组固定滚轮组成,通过调整滚轮的位置和角度来适应不同的焊接需求。
(c)伸缩滚轮架:这种滚轮架能够根据工件尺寸的变化来进行调整,具有较强的适应性。
它由一个底座、一个伸缩装置和一组滚轮组成,通过改变伸缩装置的长度来调整滚轮的间距和位置。
2.焊接滚轮架的操作步骤步骤一:准备工作在开始操作之前,需要对焊接滚轮架进行检查和准备工作。
首先,检查滚轮架的各个部件是否完好无损,滚轮是否正常运转,固定螺栓是否松动。
然后,确定焊接滚轮架的正确位置和方向,确保其稳定性和操作便捷性。
最后,根据焊接工艺要求,选择合适的滚轮架以及辅助配件。
步骤二:安装工件将需要焊接的工件放置在焊接滚轮架上,根据工件的尺寸和形状,调整滚轮之间的间隔和位置。
确保工件可以平稳滚动,并且滚轮与工件之间有适当的接触面积。
步骤三:调整焊接位置根据焊接工艺要求,调整焊接枪或焊接电源的位置和角度,使其与工件的焊接部位相匹配。
确保焊接枪和焊接滚轮的协调运动,以实现精确的焊接。
步骤四:进行焊接启动焊接设备,调节焊接电流、电压和速度等参数,开始进行焊接。
同时,通过控制焊接滚轮的转动和滚动,使焊接工件保持恒定的速度和力度。
注意监测焊接过程中的温度、电流和焊接质量,及时调整和处理。
步骤五:完成焊接当焊接结束后,关闭焊接设备,停止焊接滚轮的运转。
焊接滚轮架

3焊接滚轮架分类
结 长轴式滚轮架 构
形
式
分
组合式滚轮架
类
1 2
焊接滚轮架分类——结构形式
3焊接滚轮架分类
结 构
长轴式 滚轮架
滚轮沿两平行轴排列,与驱动装置相 联的一排为主动滚轮,另一排为从动 滚轮,也有两排均为主动滚轮的,主
形
要用于细长薄形焊件的组对与焊接。
式
分
类
1—从动滚轮 2—主动滚轮 3—驱动装置
防轴向窜动滚轮架
总结
焊
架
接 滚
轮
定 义
结 构
工 理作
原
应 用
设 分计 类
产 品
高度 mm 600 700 720 750 800 850 1400 1450
宽度 mm 650 800 820 850 900 1200 1900 2100
总长 mm 2200 2600 2600 2800 2800 3000 4000 4200
5焊接滚轮架产品类型 ➢ 非自调式焊接滚轮架
5焊接滚轮架产品类型 ➢ 30T可调滚轮架
总长 mm 1770 1800 2050 2180 2500 2800
5焊接滚轮架产品类型 ➢ 自调式焊接滚轮架
5焊接滚轮架产品类型 ➢ 倾斜自调式滚轮架
5焊接滚轮架产品类型
KT双驱动可调式焊接滚轮架
规格型号
KT-5 KT-10 KT-20 KT-30 KT-40 KT-60 KT-80 KT-100
Welding turning roller 主讲:曲瑞
1
焊接滚轮架定义及组成
2
焊接滚轮架原理及应用
3
焊接滚轮架的分类
50吨焊接滚轮架主动滚轮架设计(机械CAD图纸)

50吨焊接滚轮架主动滚轮架设计摘要在焊接生产中,经常会遇到需要焊接变位及选择合适焊接位置的情况,针对这些实际需要,我们设计和研制了各种各样的焊接变位装置。
焊接滚轮架就是一种能实现焊件自动变位的焊接辅助设备。
它的动力驱动装置通过传动装置驱动主动滚轮转动,利用主动滚轮与圆筒类工件之间的摩擦力带动工件旋转实现变位,可实现工件的焊缝处于最理想的位置进行焊接,从而大大提高焊缝的焊接质量和生产率,并大大降低焊工劳动强度。
本次设计的题目是50吨焊接滚轮架主动滚轮架的设计,要求可根据工件的直径调节滚轮的中心距,整个机械系统简单可靠,操作方便,经济适用。
本次设计的主要内容包括:主动滚轮架的底座、主动滚轮机构、减速器机构等的机械设计、装配图和零件图设计以及编写设计说明书。
本文简要地介绍了50吨滚轮架设计的主要内容,包括设计题目的分析、总体方案的确定、电机的选择、传动比的分配、主动滚轮机构的设计以及主要传动件的设计校核等内容。
本次设计的主动滚轮架与从动滚轮架是相互独立的,使用时可根据焊件的重量和长度进行任意组合,因此使用方便灵活,对焊件的适应性很强。
关键词:焊接,滚轮架,可调式,设计,校核THE DRIVING ROLLER CARRIER DESIGN OFA FIFTY TONS WELDING ROLLER CARRIERABSTRACTIn welding production, it is common for us to turn the weldment and choose the appropriate welding position. According to the actual needs, we have designed and developed a variety of welding displacement equipment. For example,welding roller carrier is one of such kinds of welding auxiliary equipment which can realize welding displacement automatically. Its driving device takes the driving roller rotation through the transmission device, and with the help of the friction between the cylinder weldment and the driving roller ,it can realize the rotation and displacement of the workpiece, which can ensure the welding line in the ideal position for welding, so as to improve the welding quality and productivity dramatically, and reduce the labor intensity of welders significantly.The topic of this thesis is the driving roller carrier design of a fifty tons welding roller carrier. The center distance of its rollers should be adjustable according to the diameter of the workpiece and its mechanical system should be simple, reliable, easy to operate, affordable. The main content of my task includes: the driving roller base and mechanism design, the retarding mechanism design, assembly drawing and part drawing design and writing the design specification. The design process of a 50 tons welding roller carrier is briefly introduced in this paper. The main content includes: the design subject analysis, the determination of overall scheme, the choice of motor, the distribution of transmission ratio, the design of the active roller mechanism and the main transmission parts design and checking.Due to driving roller carrier and drivenroller carrier are mutually independent, they can be combined with each other flexibly according to the weight and length of the weldment.For the sake of this, it is convenient to use, flexible and adaptable.KEY WORDS:welding,roller bed, adjustable, design, checking目录前言 (1)第一章题目分析与方案确定 (3)§1.1设计题目分析 (3)§1.2给定参数 (3)§1.3传动方案的确定 (4)第二章主动滚轮架的设计计算 (5)§2.1滚轮的直径及中心距的确定 (5)§2.2驱动圆周力和摩擦力的计算 (6)§2.3滚轮轴上的载荷的计算 (8)§2.4滚轮轴径大小的计算 (8)§2.5附着力验算 (9)§2.6焊接滚轮架的电动机驱动功率的确定 (9)§2.7电动机型号的确定 (10)§2.8传动比分配 (10)第三章各级传动的校核计算 (11)§3.1 初步设计计算参数 (11)§3.2带传动的设计计算 (11)§3.3蜗轮蜗杆传动校核计算 (12)§3.4第一级齿轮传动的校核计算 (14)§3.5第二级齿轮传动的校核计算 (17)第四章轴承和轴的校核计算 (20)§4.1Ⅰ轴及轴承的校核 (20)§4.2Ⅱ轴及轴承的校核 (23)§4.3Ⅲ轴及轴承的校核 (27)§4.4键的校核计算 (31)结论 (33)参考文献 (34)致谢 (35)前言在焊接生产中,经常会遇到需要焊接变位及选择合适焊接位置的情况,针对这些实际需要,我们设计和研制了各种各样的焊接变位装置,使焊缝处于易焊位置,可以实现焊接的机械化、自动化,从而提高了焊接的质量和焊接效率并大大地降低了工人的劳动强度。
焊接操作机,焊接滚轮架不同构造及操作步骤
焊接操作机应用:焊接操作机是与焊接滚轮架、焊接变位机等组合,对构件的内外环缝、角焊缝、内外纵缝进行自动焊接的专用设备,有固定式、回转式、全位置等多种结构形式。
可根据用户的需求选择结构并配套各种焊机以及增加跟踪、摆动、监控、焊剂回收输送等辅助功能.焊接操作机组成原理:主要由操作装置、控制装置、动力源装置、工艺保障装置组成。
焊接操作机可与专用的焊件变位机械配合,实现缸体一次装夹,两根焊枪同时焊接左右两侧,使得加工精确度和生产效率很大幅度的提高焊接操作机一般由立柱、横梁、回转机构、台车等部件组成。
各部件为积木式结构,一般立柱、横梁为其基本部件,其余部件可据用户使用要求选配。
立柱及横梁采用折弯焊接结构件,具有很好的刚性。
轻、中型、重型焊接操作机均采用三角型导轨,超重型采用平面方形导轨,均经刨床加工。
保证了导轨的高精度及其耐磨性。
应用于压力容器中锅炉汽包,石化容器等圆筒形工件的内外缝的纵缝焊和环缝焊焊接。
独特的横梁和立柱截面设计,焊后去应力处理,经刨、磨成型。
重量轻、强度高、稳定性好。
横梁内伸缩臂的设计,可有效增加横梁的水平伸缩距离横梁升降采用交流电机恒速方式,升降平稳、均匀,安全系数高。
带安全防坠装置。
横梁伸缩、立柱电动回转、电动台车均采用交流电机变频无级调速,恒转矩输出,速度平稳(特别是低速下),启动或停止迅捷,速度数字显示并可预置。
立柱回转分为手动、电动两种,回转支承采用国内名牌厂家的产品,自带高精度齿轮,转动灵活,并可手动锁紧,安全可靠。
台车采用标准铁路路轨为行走轨道,分为手动及电动两种。
手动适用于轻型及移动范围较小的操作机,电动则适用于重型或移动范围较大的操作机。
人型操作机设有载人操作平台,随横臂一起移动。
采用手控盒、机头控制箱(焊接控制箱)构成近控与远控方式,操作灵活方便,并在电气箱预留联动接口,可与滚轮架、变位机、圆形回转工作台等实现同步联动。
折叠分类焊接操作机的结构形式很多,使用范围广,长与焊件变位机械相配合,完成各种焊接作业。
40吨焊接滚轮架的设计分解

目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 本课题背景 (1)1.2 焊接滚轮架的发展现状 (2)1.3本文设计目的和意义 (4)第2章焊接滚轮架的设计 (5)2.1 确定参数 (5)2.2 确定滚轮驱动方案 (5)2.3 确定滚轮直径及偏心系数 (6)2.4 驱动圆周力和摩擦力的计算 (7)2.5 滚轮轴上的载荷及轴径的计算 (10)2.6 附着力验算 (11)2.7 焊接滚轮架的电动机驱动功率的确定及型号选择 (11)第3章减速器的设计 (13)3.1 选择传动比 (13)3.2 计算各轴的参数 (13)3.3选择传动类型和蜗轮蜗杆材料 (15)3.4确定蜗杆头数 (15)3.5按齿面接触疲劳强度计算进行设计 (15)3.6蜗杆与蜗轮的主要参数与几何尺寸 (16)3.7蜗杆轴的设计 (17)3.7.1蜗杆轴的强度校核计算 (18)3.7.2蜗杆轴刚度校核 (18)3.7.3热平衡计算 (19)3.7.4 精度等级公差和表面粗糙度的确定 (20)3.8 蜗轮轴的设计 (20)3.8.1 按弯扭合成校核轴的强度 (21)第4章滚轮架零部件结构的设计 (24)4.1 滚轮架滚轮的设计 (24)4.1.1确定滚轮结构类型 (24)4.1.2主动滚轮轴的设计 (25)4.1.3轴承端盖的设计 (25)4.2 键及联轴器的选择 (26)4.2.1主动滚轮轴上键的选择及型号确定 (26)4.2.2蜗杆轴及蜗杆上键的选择及型号确定 (26)4.2.3联轴器的选择 (27)4.3 机架的设计 (27)4.4 表面粗糙度 (28)总结 (29)致谢 (30)参考文献 (31)摘要随着现代工业的高度发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已基本取代了铆钉连接工艺。
焊接产品质量的好坏不仅取决于焊接工艺质量,与备料、装配等工序也有密切联系。
因此,在整个焊接生产过程中,不论产品的质量要求和批量的大小,均应考虑采用生产工艺装备。
最新4109 40t焊接滚轮架设计汇总

410940t焊接滚轮架设计精品资料第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
8 非自调式焊接滚轮架的设计
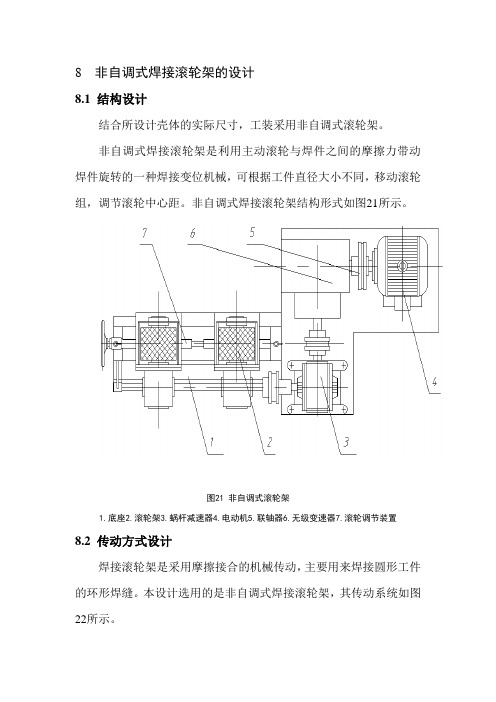
8 非自调式焊接滚轮架的设计8.1 结构设计结合所设计壳体的实际尺寸,工装采用非自调式滚轮架。
非自调式焊接滚轮架是利用主动滚轮与焊件之间的摩擦力带动焊件旋转的一种焊接变位机械,可根据工件直径大小不同,移动滚轮组,调节滚轮中心距。
非自调式焊接滚轮架结构形式如图21所示。
图21 非自调式滚轮架1.底座2.滚轮架3.蜗杆减速器4.电动机5.联轴器6.无级变速器7.滚轮调节装置8.2 传动方式设计焊接滚轮架是采用摩擦接合的机械传动,主要用来焊接圆形工件的环形焊缝。
本设计选用的是非自调式焊接滚轮架,其传动系统如图22所示。
图22 传动系统示意图1.电动机2.无级变速器3.标准蜗杆减速器4.蜗杆减速器5.滚轮8.3 焊接滚轮架主要技术参数额定载重量:20t;工件直径:400~2000mm;滚轮直径:410mm;滚轮宽度:170mm; 滚轮圆周速度:6~60m/h 电动机功率:3KW8.4 计算总传动效率查《机械设计手册》上册得:蜗轮蜗杆传动效率η1=0.72;轴承传动效率η2=0.99;联轴器效率η3=0.99。
总传动效率:η总=η无极×η12×η26×η33。
2×0.996×0.993=0.426代入数值得:总=0.9×0.728.5 无极变速器的选用为适应不同焊接速度的要求,主动滚轮要经常变更转速。
在电动机与蜗杆减速器之间。
常采用一级无极变速器。
当输入轴转速n1一定时,输出轴最快转速n2max与最慢转速n2min之比,即变速范围R。
且R=i max/i min,一般设计为对称调速,即升速比与降速比相等。
选用调速范围4:1,即R=4。
升速比i max=i==2,降速比i min=1/i=1/=0.5。
8.6 传动比及焊接速度的计算因为总传动比i总=n1/n4,式中n1为输入轴转速,n4为输出轴转速。
如滚轮与工件无相对滑动,则滚轮圆周速度为V=Dπn4/1000式中V—滚轮圆周速度(m/min)D—滚轮直径(mm)D=410mm 平均焊接速度V=0.4m/min所以n4=1000×0.4/ 410π=0.31,则i总=1000/ n4=3215。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接滚轮架设计—放轴向窜动
我国造1990年颁布了焊接滚轮架的行业标准 (ZBJ/I33003-1990)
1对滚轮架和滚轮形式进行了分类 2规定主动轮的圆周速度应在6-60mm/h 范围内无级可调, 3速度波动量按不同的工艺要求要低于±5%和±10% 4滚轮转速应稳定均匀不许有爬行现象 5传动机构中的涡轮齿轮副等传动零件应符合国标中的八级要求 6滚轮架的位置精度也有明确的规定, 7要求焊接滚轮架必须配备可靠的焊接电缆旋转 接地器(导电装置) 8滚轮架的额定载重量,滚轮直径及许用焊件的 最小,最大直径 9同时推荐累不同的额定载重量时的驱动总功率
5焊接滚轮架产品类型
特种用途焊接滚轮架:主要有升顶式装配滚轮架和防轴向窜动滚轮架
防轴向窜动滚轮架
总
结
分 类
定 焊 义 工 接 应 架 滚 结 理作 用 原 轮 构
设 计
产 品
焊接滚轮架设计—标准
5焊接滚轮架产品类型
自调式滚轮架系列
技术参数
载重 规格型号 ZT-5t ZT-10t ZT-20t ZT-30t T 5 10 20 30 中心距 mm 1030 1070 1160 1270 滚轮直径 mm 260 308 308 308 滚轮宽度 mm 120 170 200 220 焊件直径 mm 300-2500 350-3000 400-3500 500-4000 高度 mm 790 800 920 950 宽度 mm 700 750 910 990 总长 mm 1770 1800 2050 2180
非自调式焊接滚轮架
5焊接滚轮架产品类型
30T可调滚轮架
5焊接滚轮架产品类型
50吨滚轮架
100吨滚轮架
5焊接滚轮架产品类型 250吨滚轮架
5焊接滚轮架产品类型
300T滚轮架
5焊接滚轮架产品类型
500T滚轮架
5焊接滚轮架产品类型
不锈钢桶体滚轮架
5焊接滚轮架产品类型 椭圆工件滚轮架
1焊接滚轮架定义及组成
从动滚轮
动力装置 驱动
支架
焊接滚轮架
底座 主动滚轮 传动装置
焊接滚轮架——组成
2焊接滚轮架的工作原理及应用
工作原理:传动装置驱动主动滚轮,利用 主动滚轮与圆筒类工件之间的摩擦力带动 工件旋转实现变位,可实现工件的内外环 缝和内外纵缝的水平位置焊接,配套自动 焊接设备可实现自动焊接
焊接滚轮架的使用能大大提高焊缝质量,减
轻劳动强度,提高工作效率。
焊接滚轮架——应用
3焊接滚轮架分类
1
结 构 形 式 分 类
长轴式滚轮架
2
组合式滚轮架
焊接滚轮架分类——结构形式
3焊接滚轮架分类
结 构 形 式 分 类
长轴式 滚轮架
滚轮沿两平行轴排列,与驱动装置相 联的一排为主动滚轮,另一排为从动 滚轮,也有两排均为主动滚轮的,主 要用于细长薄形焊件的组对与焊接。
焊接滚轮架设计—中心角
4焊接滚轮架设计
3
附 着 力 的 校 验
为防止工件在滚轮上打滑, 还应对附着力进行校验
FZ Q1 3T1
附着力大于等于3倍的主动轮上圆周力
焊接滚轮架设计—附着力
4焊接滚轮架设计
2.运用抵消原理动态调节 工件的旋向使工件 获得相对稳定的状态 1.改善滚轮架安装精度, 提高工件成形质量的同时, 增设工件轴向限位滚轮, 抑制轴向窜动
焊接滚轮架设计—驱动功率
4焊接滚轮架设计
2
D
L sin
2
Dr
中 心 角 的 选 择
中心角受非倾覆条件和改善传动 状况约束,一般45°到110°
选择合适的中心 角有利于工件的 稳定和传动的均 匀并可降低滚轮 的支反力和驱动 圆周力节省能源 消耗
Dmax 2.6L Dr
Dmin 1.22L Dr
3—从动滚柱
焊接滚轮架分类——结构形式
3焊接滚轮架分类
结 构 形 式 分 类
组合式 滚轮架
使用时可根据焊件的重量和长度进行 任意组合,使用方便灵活,对焊件的 适应性很强,是目前应用最广泛的结 构形式。
a)主动滚轮架 b)从动滚轮架 c)混合式滚轮架
焊接滚轮架分类——结构形式
3焊接滚轮架分类
1
调 节 方 式 分 类
2
sin
2
Q2
G 2 cos
2
[1
sin2 sinb cos
2
2
sin
2
]
mn T1
Dr d ( f r f s ) Q12 T12 2 2
P
M nn 9550
焊接滚轮架基本 采用直流电动机 驱动无极调速, 其滚轮线速度一 般在6~90m/h之间, 由单边驱动滚轮 受力状态可推得 一组重要公式
焊接滚轮架设计—滚轮
4焊接滚轮架设计
1
驱 动 方 式 及 驱 动 功 率 计 算
2 T1 G[ b sin cos ] 1
sin
2 T2 G b sin cos 1
sin
Q1
G 2 cos
sin cos [1 2 ] b cos sin 2 2
滚轮是滚轮架核心部件
主要有四种类型,其特点和适用 范围见下表
类型 钢轮 胶轮 组合轮 履带轮
特点 承载能力强制造简单 钢轮外包橡胶,摩擦力打,传动平 稳但橡胶易损坏 钢轮与橡胶轮相结合,承载能力比 橡胶轮高,传动平稳 大面积履带和焊件接触,防止薄壁 工件的变形传动平稳,但结构复杂
适用范围 一般用于重型焊件和需热处理的焊件以及额 定载重量大于60t的滚轮架 一般多用于10t以下的焊件和有色金属容器 一般多用于10~60t的焊件 用于轻型薄壁大直径的焊件及有色金属容器
ZT-40t
ZT-50t
40
50
1600
1700
425
425
220
220
600-4500
700-5000
1060
1200
1130
1180
2500
2800
5焊接滚轮架产品类型
自调式焊接滚轮架
5焊接滚轮架产品类型
倾斜自调式滚轮架
5焊接滚轮架产品类型
KT双驱动可调式焊接滚轮架 技术参数
规格型号 载重 滚轮直径 滚轮宽度 焊件直径 高度 宽度 总长
Welding turning roller 主讲:曲瑞
1 2
3 4 5
焊接滚轮架定义及组成
焊接滚轮架原理及应用 焊接滚轮架的分类 焊接滚轮架设计及标准 焊接滚轮架产品类型
焊接滚轮架主要内容提要
1焊接滚轮架定义及组成
焊接滚轮架是借助主动滚轮与焊 件间的摩擦力来带动焊件旋转的 变位机械。
焊接滚轮架——定义
T
KT-5 KT-10 KT-20 KT-30 KT-40
mm 260 310 310 425 425
mm 170 220 220 220 220
mm 250-2500 300-3000 300-4000 300-4500 300-4500
mm 600 700 720 750 800
mm 650 800 820 850 900
焊接滚轮架——工作原理
2焊接滚轮架的工作原理及应用
主要用于筒形焊件的装配与焊接。若对主、从
动滚轮的高度作适当调整,也可进行锥体、分段
不等径回转体的装配与焊接。 对于一些非圆长形 焊件,若将其装卡在特制的环形卡箍内,也可在 焊接滚轮架上进行装焊作业。焊接滚轮架还可配 合手工焊或作为检测、装配圆筒体工件的设备。
一种是自调式的
2
一种是非自调式的
焊接滚轮架分类——调节方式
3焊接滚轮架分类
自调式的可根据焊件 的直径自动调整滚轮 的间距; 自调试焊接滚轮架
焊接滚轮架分类——调节方式
3焊接滚轮架分类
•非自调式的是靠移动支架上的滚轮座来调 节滚轮的间距。
非自调式焊接滚轮架
焊接滚轮架分类——调节方式
4焊接滚轮架设计
1—从动滚轮 2—主动滚轮 3—驱动装置
焊接滚轮架分类——结构形式
3焊接滚轮架分类 有的长轴式滚轮架其滚轮为一长形滚 柱,直径0.3~0.4m、长度1~5m。 筒体置于其上不易轴向变形,适用于 薄壁、小直径、多筒节焊件的组对和 环缝的焊接。
结 构 形 式 分 类
长轴式 滚轮架
1—主动滚柱
2—驱动装置
mm 2200 2600 2600 2800 2800
5 10 20 30 40
KT-60
KT-80 KT-100
60
80 100
425
500 500
220
260 260
500-5000
800-7000 800-8000
850
1400 1450
1200
1900 2100
3000
4000 4200
5焊接滚轮架产品类型