MA线机LMALMA键盘按键功能说明书
MIDI键盘使用说明

MIDI键盘使用说明外观及功能键:使用功能说明:1.FUNC+琴键:2.音色1,2+琴键:分别对应了1-61,62-122号的标准MIDI音色号。
3.音色3+琴键:4.FUNC+音色1+琴键:设置滑音时间,琴键由左至右代表0-120,每个琴键对应值为2。
所有的控制命令都是如此完成的:压对应的控制键――迅速压下相应的琴键――松开琴键――松开控制键。
为一次标准的操作,不松开控制键,就不接受下一次的操作。
复位功能是指移调,升降音,力度曲线三种选择恢复到开机的状态力度的选择是4种力度曲线循环选择的,第四种为恒定音量输出。
自带电脑连线,插入声卡的MIDI/GAME 接口,即可工作。
MIDI 音色表钢琴0 Acoustic Grand Piano 大钢琴(声学钢琴)1 Bright Acoustic Piano 明亮的钢琴2 Electric Grand Piano 电钢琴3 Honky-tonk Piano 酒吧钢琴4 Rhodes Piano 柔和的电钢琴5 Chorused Piano 加合唱效果的电钢琴6 Harpsichord 羽管键琴(拨弦古钢琴)7 Clavichord 科拉维科特琴(击弦古钢琴)色彩打击乐8 Celesta 钢片琴9 Glockenspiel 钟琴10 Music box 八音盒11 Vibraphone 颤音琴12 Marimba 马林巴13 Xylophone 木琴14 Tubular Bells 管钟15 Dulcimer 大扬琴风琴16 Hammond Organ 击杆风琴17 Percussive Organ 打击式风琴18 Rock Organ 摇滚风琴19 Church Organ 教堂风琴20 Reed Organ 簧管风琴21 Accordian 手风琴22 Harmonica 口琴23 Tango Accordian 探戈手风琴吉他24 Acoustic Guitar (nylon) 尼龙弦吉他25 Acoustic Guitar (steel) 钢弦吉他26 Electric Guitar (jazz) 爵士电吉他27 Electric Guitar (clean) 清音电吉他28 Electric Guitar (muted) 闷音电吉他29 Overdriven Guitar 加驱动效果的电吉他30 Distortion Guitar 加失真效果的电吉他31 Guitar Harmonics 吉他和音贝司32 Acoustic Bass 大贝司(声学贝司)33 Electric Bass(finger) 电贝司(指弹)34 Electric Bass (pick) 电贝司(拨片)35 Fretless Bass 无品贝司36 Slap Bass 1 掌击Bass 137 Slap Bass 2 掌击Bass 238 Synth Bass 1 电子合成Bass 139 Synth Bass 2 电子合成Bass 2弦乐40 Violin 小提琴41 Viola 中提琴42 Cello 大提琴43 Contrabass 低音大提琴44 Tremolo Strings 弦乐群颤音音色45 Pizzicato Strings 弦乐群拨弦音色46 Orchestral Harp 竖琴47 Timpani 定音鼓合奏/合唱48 String Ensemble 1 弦乐合奏音色149 String Ensemble 2 弦乐合奏音色250 Synth Strings 1 合成弦乐合奏音色151 Synth Strings 2 合成弦乐合奏音色252 Choir Aahs 人声合唱“啊”53 Voice Oohs 人声“嘟”54 Synth Voice 合成人声55 Orchestra Hit 管弦乐敲击齐奏铜管56 Trumpet 小号57 Trombone 长号58 Tuba 大号59 Muted Trumpet 加弱音器小号60 French Horn 法国号(圆号)61 Brass Section 铜管组(铜管乐器合奏音色)62 Synth Brass 1 合成铜管音色163 Synth Brass 2 合成铜管音色2簧管64 Soprano Sax 高音萨克斯风65 Alto Sax 次中音萨克斯风66 Tenor Sax 中音萨克斯风67 Baritone Sax 低音萨克斯风68 Oboe 双簧管69 English Horn 英国管70 Bassoon 巴松(大管)71 Clarinet 单簧管(黑管)笛72 Piccolo 短笛73 Flute 长笛74 Recorder 竖笛75 Pan Flute 排箫76 Bottle Blow [中文名称暂缺]77 Shakuhachi 日本尺八78 Whistle 口哨声79 Ocarina 奥卡雷那合成主音80 Lead 1 (square) 合成主音1(方波)81 Lead 2 (sawtooth) 合成主音2(锯齿波)82 Lead 3 (caliope lead) 合成主音383 Lead 4 (chiff lead) 合成主音484 Lead 5 (charang) 合成主音585 Lead 6 (voice) 合成主音6(人声)86 Lead 7 (fifths) 合成主音7(平行五度)87 Lead 8 (bass+lead)合成主音8(贝司加主音)合成音色88 Pad 1 (new age) 合成音色1(新世纪)89 Pad 2 (warm) 合成音色2 (温暖)90 Pad 3 (polysynth) 合成音色391 Pad 4 (choir) 合成音色4 (合唱)92 Pad 5 (bowed) 合成音色593 Pad 6 (metallic) 合成音色6 (金属声)94 Pad 7 (halo) 合成音色7 (光环)95 Pad 8 (sweep) 合成音色8合成效果96 FX 1 (rain) 合成效果 1 雨声97 FX 2 (soundtrack) 合成效果 2 音轨98 FX 3 (crystal) 合成效果 3 水晶99 FX 4 (atmosphere) 合成效果 4 大气100 FX 5 (brightness) 合成效果 5 明亮101 FX 6 (goblins) 合成效果 6 鬼怪102 FX 7 (echoes) 合成效果 7 回声103 FX 8 (sci-fi) 合成效果 8 科幻民间乐器104 Sitar 西塔尔(印度)105 Banjo 班卓琴(美洲)106 Shamisen 三昧线(日本)107 Koto 十三弦筝(日本)108 Kalimba 卡林巴109 Bagpipe 风笛110 Fiddle 民族提琴111 Shanai 山奈打击乐器112 Tinkle Bell 叮当铃113 Agogo [中文名称暂缺]114 Steel Drums 钢鼓115 Woodblock 木鱼116 Taiko Drum 太鼓117 Melodic Tom 通通鼓118 Synth Drum 合成鼓119 Reverse Cymbal 铜钹声音效果120 Guitar Fret Noise 吉他换把杂音121 Breath Noise 呼吸声122 Seashore 海浪声123 Bird Tweet 鸟鸣124 Telephone Ring 电话铃125 Helicopter 直升机126 Applause 鼓掌声127 Gunshot 枪声MIDI 10号通道打击乐音色表音高音色35 Acoustic Bass Drum36 Bass Drum 137 Side Stick38 Acoustic Snare39 Hand Clap40 Electric Snare41 Low Floor Tom42 Closed Hi-Hat43 High Floor Tom44 Pedal Hi-Hat45 Low Tom46 Open Hi-Hat47 Low-Mid Tom48 Crash Cymbal 150 High Tom51 Ride Cymbal 152 Chinese Cymbal53 Ride Bell54 Tambourine55 Splash Cymbal56 Cowbell57 Crash Cymbal 258 Vibraslap59 Ride Cymbal 260 Hi Bongo61 Low Bongo62 Mute Hi Conga63 Open Hi Conga64 Low Conga65 Low Timbale67 High Agogo68 Low Agogo69 Cabasa70 Maracas71 Short Whistle72 Long Whistle73 Short Guiro74 Long Guiro75 Claves76 Hi Wood Block77 Low Wood Block78 Mute Cuica79 Open Cuica80 Mute Triangle81 Open Triangle关于软件本键盘可以和支持MIDI输入的各种软件良好配合,在使用中,注意设定软件的输入口为连接键盘的MIDI口(MPU401)即可,在使用游戏杆模拟弯音轮等控制器时,要注意输入口改变,在外挂软件中设置正确,若设置不对,会出现MIDI键盘信号或模拟控制器信号不能同时使用的问题。
调音台图解和使用说明
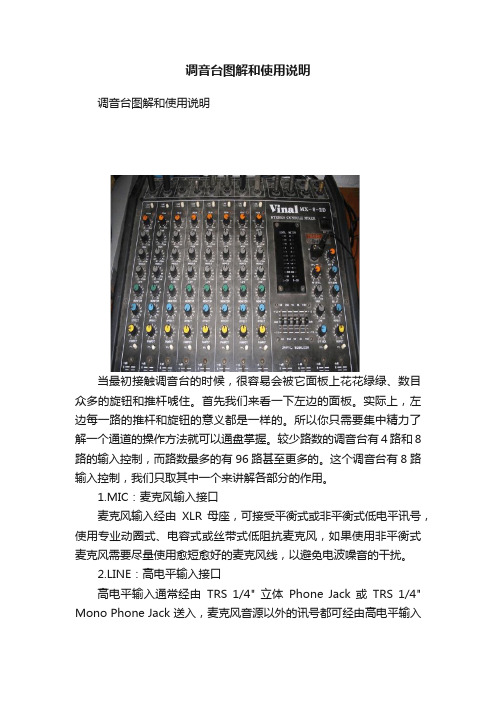
调音台图解和使用说明调音台图解和使用说明当最初接触调音台的时候,很容易会被它面板上花花绿绿、数目众多的旋钮和推杆唬住。
首先我们来看一下左边的面板。
实际上,左边每一路的推杆和旋钮的意义都是一样的。
所以你只需要集中精力了解一个通道的操作方法就可以通盘掌握。
较少路数的调音台有4路和8路的输入控制,而路数最多的有96路甚至更多的。
这个调音台有8路输入控制,我们只取其中一个来讲解各部分的作用。
1.MIC:麦克风输入接口麦克风输入经由XLR 母座,可接受平衡式或非平衡式低电平讯号,使用专业动圈式、电容式或丝带式低阻抗麦克风,如果使用非平衡式麦克风需要尽量使用愈短愈好的麦克风线,以避免电波噪音的干扰。
2.LINE:高电平输入接口高电平输入通常经由TRS 1/4" 立体Phone Jack 或TRS 1/4" Mono Phone Jack 送入,麦克风音源以外的讯号都可经由高电平输入至混音机,立体Phone Jack 的输入是平衡式的,相同于XLR 的方式,但是如果一定要用非平衡式器材时,可用Mono Phone Jack ,其接线不能太长(4.5m 以内)。
3.LINE -20DB:衰减20 分贝按键按下此键可以对输入电平衰减20 分贝。
一般在环境噪音较大,设备电平噪音较大或电平过高的时候使用该按键。
使用该键将对音频输入信号的所有频率进行衰减,以达到将音量较小的杂音或电噪音过滤掉的目的。
有时会出现输入电平信号过高的现象,如不进行衰减,则衰减器的控制范围就会大大降低,只能在一个很小的区域内滑动,造成对音量输出控制很难操作。
此时应按下此键,以增大衰减器的有效控制范围。
4.PEAK:峰值指示灯Peak 灯亮时,警告使用者输入信道内的讯号过强。
发现Peak 灯亮时,并且任由这种情况持续的话,调音台会启动自我保护功能,切断音源输出。
所以,此时应调整输入音量大小,否则,调音台的音频输出将被自动切断。
MA2各功能区介绍
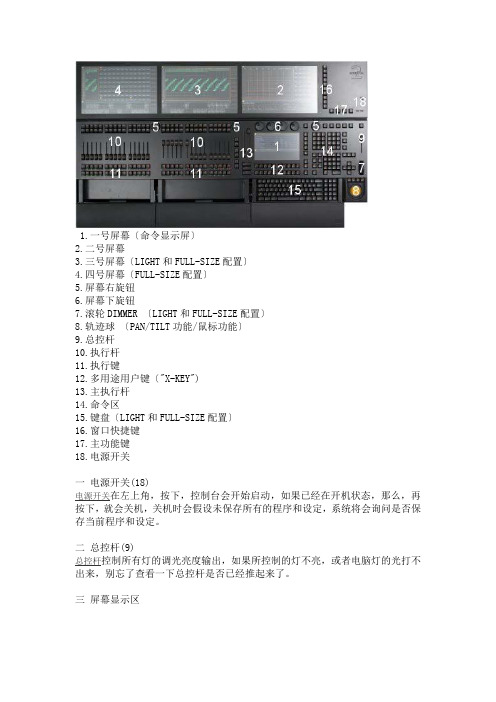
1.一号屏幕〔命令显示屏〕2.二号屏幕3.三号屏幕〔LIGHT和FULL-SIZE配置〕4.四号屏幕〔FULL-SIZE配置〕5.屏幕右旋钮6.屏幕下旋钮7.滚轮DIMMER 〔LIGHT和FULL-SIZE配置〕8.轨迹球〔PAN/TILT功能/鼠标功能〕9.总控杆10.执行杆11.执行键12.多用途用户键〔"X-KEY")13.主执行杆14.命令区15.键盘〔LIGHT和FULL-SIZE配置〕16.窗口快捷键17.主功能键18.电源开关一电源开关(18)电源开关在左上角,按下,控制台会开始启动,如果已经在开机状态,那么,再按下,就会关机,关机时会假设未保存所有的程序和设定,系统将会询问是否保存当前程序和设定。
二总控杆(9)总控杆控制所有灯的调光亮度输出,如果所控制的灯不亮,或者电脑灯的光打不出来,别忘了查看一下总控杆是否已经推起来了。
三屏幕显示区触摸屏(1,2,3,4),显示的内容由操作者采用窗口组成元素进行自由组合设定。
触摸屏既是信息显示的窗口,也是直接进行触摸操作的界面。
grand MA2的一号屏为9'寸多点触摸屏幕,二号、三号、四号屏为15.4'寸触摸屏。
〔注:3号屏只有LIGHT和FULL-SIZE配置,4号屏只有FULL-SIZE配置〕窗口快捷键(16),10个,可以存储和调出编好的窗口。
屏幕右旋钮(5),主要用于滚动翻阅屏幕信息,正常旋转旋钮,光标上下移动。
按下旋钮并旋转,光标位置左右移动。
屏幕下旋钮(6),4个,用于调节设定数值,在不同的界面状态下,输入的数值含义不同。
可以用它们调节灯具的亮度,颜色,图案,位置等参数。
多用途用户键(12),20个,在某些菜单中作为快捷键使用,方便用户的双手快捷操作,提高用户的操作正确性。
四执行键区程序执行杆(10),30个(最小的型号是15个)用于存储和调用程序,编组,效果等。
每个执行杆上有二个按键,下有一个按键,它们的功能可以根据需要设定。
MAX线机LM精编MA键盘按键功能说明书精编版
M A X线机L M精编M A键盘按键功能说明书公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-M A X线号机L M-370A/L M-380A键盘按键功能说明书日本MAX公司LM-380A新一代微电脑线号印字机:是针对电力成套及其他需要布线行业制作套管、标签标示的专业设备。
本公司本着“品质优良、价格合理、服务及时”的经营原则。
并不断追求更高的企业品质以回馈各界的支持与厚爱!公司所有产品均为终身维护,一年免费保修。
LM-380A微电脑高速套管打印机一套标准配置机器一台,手提箱一个,专用电源一个,LM-IR310B色带一盘,LM-IR300B色带卡匣1个.中英文说明书各一本.LM-380A微电脑高速套管打印机主要功能:MAX LETATWIN LM-380A电脑线号印字机是针对专业人士制作套管及标签标示所全新设计(中文化的标示,操作更简单轻松)1、高速打印:LM-380A拥有快速的打印功能,可提供每秒25m的打印速度,能够在一分钟内高速打印出35个20mm长的套管。
2、最大打印长度:LM-380A一次最大打印套管长度可达20M(LM-370A为6M)、标签贴纸一次最大打印长度可达5M(LM-370A为1M)3、LM-380A拥有强大的内存容量:内建大容量记忆体,最大可容纳40000个字元。
4、功能强大的PC专用软件:LM-380A可以使用附赠的专用软件编辑,搭配CF CARD储存大量的标示文字资料,操作更能让您随心所欲。
5、切刀深度调整:LM-380A拥有独特的切刀调整功能,当半切刀位置太深或太浅时,可以通过调整半切深度拉杆来调整切刀深度。
6、全中文输入,中文化键盘及界面(除了英文字母、数字和特殊符号,中文字也可以利用键盘直接拼音输入。
7、高质量打印材料:可打印0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、4.0mm、6.0mm的套管和热收缩套管,打印速度快,不掉色。
ma常用快捷键
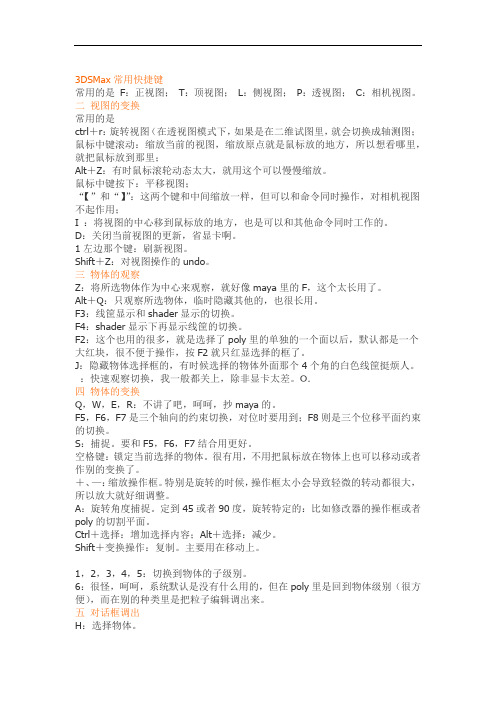
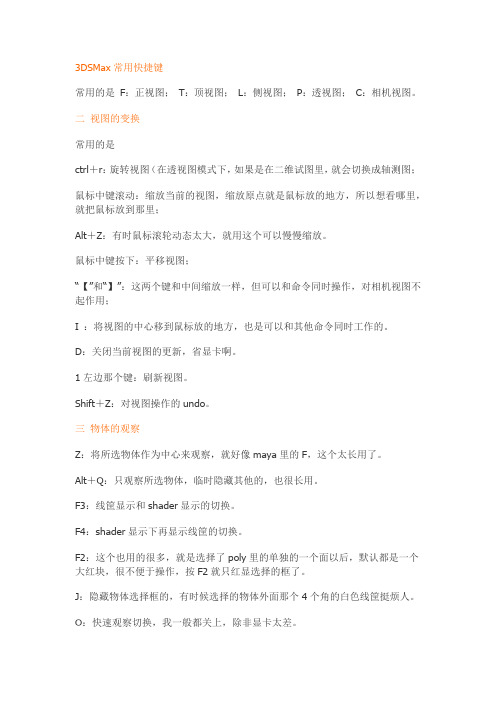
3DSMax常用快捷键常用的是F:正视图;T:顶视图;L:侧视图;P:透视图;C:相机视图。
二视图的变换常用的是ctrl+r:旋转视图(在透视图模式下,如果是在二维试图里,就会切换成轴测图;鼠标中键滚动:缩放当前的视图,缩放原点就是鼠标放的地方,所以想看哪里,就把鼠标放到那里;Alt+Z:有时鼠标滚轮动态太大,就用这个可以慢慢缩放。
鼠标中键按下:平移视图;“【”和“】”:这两个键和中间缩放一样,但可以和命令同时操作,对相机视图不起作用;I :将视图的中心移到鼠标放的地方,也是可以和其他命令同时工作的。
D:关闭当前视图的更新,省显卡啊。
1左边那个键:刷新视图。
Shift+Z:对视图操作的undo。
三物体的观察Z:将所选物体作为中心来观察,就好像maya里的F,这个太长用了。
Alt+Q:只观察所选物体,临时隐藏其他的,也很长用。
F3:线筐显示和shader显示的切换。
F4:shader显示下再显示线筐的切换。
F2:这个也用的很多,就是选择了poly里的单独的一个面以后,默认都是一个大红块,很不便于操作,按F2就只红显选择的框了。
J:隐藏物体选择框的,有时候选择的物体外面那个4个角的白色线筐挺烦人。
:快速观察切换,我一般都关上,除非显卡太差。
O.四物体的变换Q,W,E,R:不讲了吧,呵呵,抄maya的。
F5,F6,F7是三个轴向的约束切换,对位时要用到;F8则是三个位移平面约束的切换。
S:捕捉。
要和F5,F6,F7结合用更好。
空格键:锁定当前选择的物体。
很有用,不用把鼠标放在物体上也可以移动或者作别的变换了。
+、—:缩放操作框。
特别是旋转的时候,操作框太小会导致轻微的转动都很大,所以放大就好细调整。
A:旋转角度捕捉。
定到45或者90度,旋转特定的:比如修改器的操作框或者poly的切割平面。
Ctrl+选择:增加选择内容;Alt+选择:减少。
Shift+变换操作:复制。
主要用在移动上。
1,2,3,4,5:切换到物体的子级别。
MA说明书
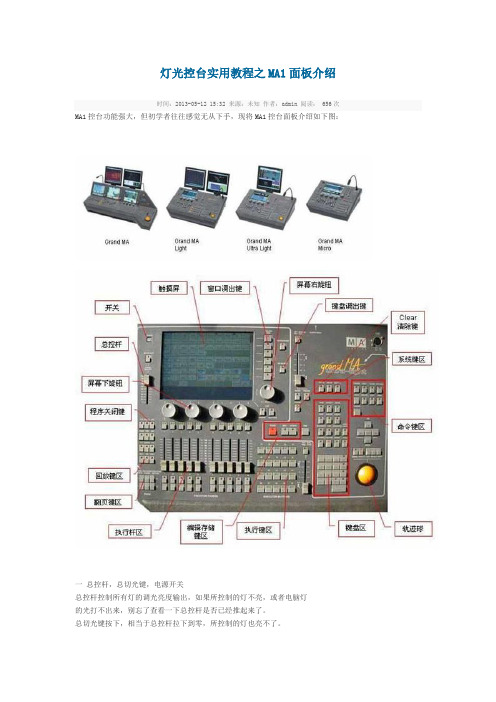
灯光控台实用教程之MA1面板介绍时间:2013-05-12 15:32 来源:未知作者:admin 阅读: 656次MA1控台功能强大,但初学者往往感觉无从下手,现将MA1控台面板介绍如下图:一总控杆,总切光键,电源开关总控杆控制所有灯的调光亮度输出,如果所控制的灯不亮,或者电脑灯的光打不出来,别忘了查看一下总控杆是否已经推起来了。
总切光键按下,相当于总控杆拉下到零,所控制的灯也亮不了。
电源开关在左上角,按下,控制台会开始启动,如果已经在开机状态,那么,再按下,就会关机,关机时会自动保存所有的程序和设定。
提示:总切光键默认为点控状态,即按下时切光,一松开,就不起作用,象点控键一样。
这是可以通过改变默认值而改变它的状态的。
二、屏幕显示区触摸屏,显示的内容由操作者采用窗口组成元素进行自由组合设定。
触摸屏既是信息显示的窗口,也是直接进行触摸操作的界面。
窗口调出键,6个,可以存储和调出编好的窗口。
键盘调出键,当需要用到键盘输入数值和字母时,按此键,在屏幕上出现一个软键盘,供输入使用。
幕右旋钮,主要用于滚动翻阅屏幕信息,正常旋转旋钮,光标上下移动。
按下旋钮并旋转,光标位置左右移动。
屏幕下旋钮,4个,用于调节设定数值,在不同的界面状态下,输入的数值含义不同。
可以用它们调节灯具的亮度,颜色,图案,位置等参数。
正常旋转选钮为微调,按下并旋转为快速粗调。
灯光控台实用教程之MA1面板介绍(2)时间:2013-05-12 15:32 来源:未知作者:admin 阅读: 657次三执行键区程序执行键,5只X4排,共20只(最大的型号是40只)。
可以翻64页。
用于存储和调用程序。
执行键时间杆,在执行键右侧,用于设定执行键之间的切换时间。
四执行杆区程序执行杆,10只(最大的型号是20只),可以翻64页。
用于存储和调用程序,编组,效果等。
每个执行杆上有一个按键,下有2个按键,它们的功能可以根据需要设定。
单控杆,如果你的控制台需要控制硅箱进行调光,那么,执行杆可以被切换成为单控杆。
键盘快捷键说明书

组合键功能(Windows)组合键功能(Mac)系统功能背光调节按键 / 灯光自定义说明和调用说明1 2 3 4 5目录HotKeys (Windows)HotKeys (Mac)System CommandsBacklight SettingsKey/Lighting Effects Customization Instruction 6 7 8 9 10Menu1组合键功能(Windows)注:以下功能通过Fn+对应键组合实现F1 F2 F3 F4 F5 F6 F7 F8我的电脑电子邮件Windows搜索浏览器主页多媒体播放器播放/暂停上一首下一首IPCM<>InsertPrtSc计算器静音调低音量调高音量将 W A S D与 ↑↓ ← → 键对调W2组合键功能(Mac)注:以下功能通过Fn+对应键组合实现F1 F2 F3 F4 F7 F8 F9 F10降低显示亮度增加显示亮度开放任务控制呼出Siri向后跳(音频)暂停/播放(音频)向前跳过(音频)静音F11F12IPCM<>调低音量调高音量InsertPrtSc计算器静音音量减小音量增大OptionCommandCommand将 W A S D与 ↑ ↓←→ 键对调左Win左Alt右AltW3系统功能Fn + 左Win 长按Fn+ Backspace 5秒长按Fn + Q 3秒长安Fn + O 3秒锁Win键恢复出厂设置进入Windows系统进入Mac系统4背光调节L ↑↓←→-=Z X 左Ctrl 注:以下功能通过Fn+对应键组合实现常亮、呼吸、霓虹、光波、涟漪、繁星点点、川流不息、如影随形、聚合、正弦波 彩泉涌动、百花争艳、一石二鸟、峰回路转、斜风细雨、雨滴、流星、踏雪无痕、层出不穷、极光 (共20种)在所有灯效RGB彩光模式下,调节灯光颜色致7色单色+RGB循环灯光关闭/开启灯光变亮灯光变暗灯光方向向左灯光方向向右灯光速度变慢灯光速度变快侧边灯光亮度切换,5档,循环侧边灯光速度切换,5档,循环侧边灯光模式切换,包括关闭 共6种 空格在侧边灯光模式,调节灯光颜色致7色单色+RGB循环Delete \1. 键盘按键/灯光自定义需配合驱动进行。
ma 常用快捷键
3DSMax常用快捷键常用的是F:正视图;T:顶视图;L:侧视图;P:透视图;C:相机视图。
二视图的变换常用的是ctrl+r:旋转视图(在透视图模式下,如果是在二维试图里,就会切换成轴测图;鼠标中键滚动:缩放当前的视图,缩放原点就是鼠标放的地方,所以想看哪里,就把鼠标放到那里;Alt+Z:有时鼠标滚轮动态太大,就用这个可以慢慢缩放。
鼠标中键按下:平移视图;“【”和“】”:这两个键和中间缩放一样,但可以和命令同时操作,对相机视图不起作用;I :将视图的中心移到鼠标放的地方,也是可以和其他命令同时工作的。
D:关闭当前视图的更新,省显卡啊。
1左边那个键:刷新视图。
Shift+Z:对视图操作的undo。
三物体的观察Z:将所选物体作为中心来观察,就好像maya里的F,这个太长用了。
Alt+Q:只观察所选物体,临时隐藏其他的,也很长用。
F3:线筐显示和shader显示的切换。
F4:shader显示下再显示线筐的切换。
F2:这个也用的很多,就是选择了poly里的单独的一个面以后,默认都是一个大红块,很不便于操作,按F2就只红显选择的框了。
J:隐藏物体选择框的,有时候选择的物体外面那个4个角的白色线筐挺烦人。
O:快速观察切换,我一般都关上,除非显卡太差。
四物体的变换Q,W,E,R:不讲了吧,呵呵,抄maya的。
F5,F6,F7是三个轴向的约束切换,对位时要用到;F8则是三个位移平面约束的切换。
S:捕捉。
要和F5,F6,F7结合用更好。
空格键:锁定当前选择的物体。
很有用,不用把鼠标放在物体上也可以移动或者作别的变换了。
+、—:缩放操作框。
特别是旋转的时候,操作框太小会导致轻微的转动都很大,所以放大就好细调整。
A:旋转角度捕捉。
定到45或者90度,旋转特定的:比如修改器的操作框或者poly的切割平面。
Ctrl+选择:增加选择内容;Alt+选择:减少。
Shift+变换操作:复制。
主要用在移动上。
1,2,3,4,5:切换到物体的子级别。
火花机MAKINO
日本牧野NC ELECTRICAL DISCHARGE MACHINE数控计算机火花机SIMPLE OPERATION MANUA L简明操作手册(M G H系统)牧野机床(中国)有限公司应用部编制二零零四年二月二日前言MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司本手册主要内容有﹕一、机床简介二、操作按钮键的使用三、加工前的准备事宜四、程序的编写五、如何激活加工六、机床各功能的使用七、MODEL PLAN(数据模型)八、摇动方式九、加工方式十、放电组合的选用十一、扩孔加工十二、精密加工定位技术十三、抛光加工(面积小于30×30mm,非镜面加工机)十四、螺纹孔加工(I用G103扩镗,II用C轴头)十五、C轴头的使用十六、镜面机的加工(HQSF)十七、ATC的使用十八、连续加工的步骤十九、IES程序自成二十、G码和M码表二十一警报以及消除二十二日常保养二十三附表由于时间仓促,资料有限,错误在所难免,在内容和技术上尚有不足、不当之处,恳请广大用户赐面给予斧正、以及提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精,务求做到最好。
牧野机床(中国)有限公司应用部二○○四年二月二日一、机床简介2)机床性能指针最小步进单位:(C轴度),最小驱动单位:(C轴度/,工件坐标系:80个,程序内存量:470KB,电池使用年限10年,三轴滑枕控制移动,行程限位保护电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设),加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。
冷却系统:强压气冷,积碳跳逸保护,显示器:15"彩色夜光晶液显,可触幕。
3)主要功能对话式编程model plan 摇动辅助orbital functions 牧野专家系统expert system 绘图graph 逸离和回复retract and return function 自动定位measuring function 时间控制time-controlled machining 加工监察系统machining progress monitor加工时间显示machining time display程序测试machining model override function 故障自诊Hitch auto diagnose自动关机power supply off 帮助指导help function NC功能general NC function 程序自动生成programming support function 行程限位保护travels limit protect 仿真加工model machining no-effective 自动灭火automatic fire extinguisher附配件功能optional:自动转换电极ATC (automatic tool change)镜面加工HQSF(high-quality high-speed finish machining)电极旋转补偿electrode rotation compensation[必须配置C轴旋转头]电极中心自动补偿electrode center automatic compensationMAKINO STANDARD ELECTRODE REDUCTION标准火花位二、常用机床按键一、手动操作盒1)ATC MAGAZINE 自动换刀库旋转盘转动2)上油键3)工作升/降按键4)INTERRUPT 校工键5)HOLDER-UNCLAMP 电极夹头键6)速度调速键7)翻页键: 翻页键是在放电组合等多页数据时用于翻页之用8)激活键用来执行程序等;停止键是用于机床暂停;回复键是机床复位之用9)功能执行按钮—固化功能模式MACH 自动回到机床原点(在每天旱晨关上电源,加工之前必须动作,这对加工精度很有利。
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
[VIP专享]MAX_线号打印机说明书
![[VIP专享]MAX_线号打印机说明书](https://img.taocdn.com/s3/m/34e1d17eb90d6c85ed3ac645.png)
1.目的对公司线号打印机使用做指导说明。
2.范围适用于公司线号打印机。
3.基本操作3.1 首先打开卡匣盖,装入所需的材料。
接着,关上卡匣盖,打开电源。
3.2 出现选择印刷物的画面时,用上下左右选择键,设定“印刷物”和“尺寸”。
设定完成后,按Enter键,出现输入画面。
注意:当要变更印刷物时,请关闭电源,重新设定。
3.3 套管印字3.3.1 根据要求按步骤3.2选择好印刷物为套管和合适的尺寸。
3.3.2 出现输入画面,确实将Lock键打开ON,按左右选择键,将光标移至 P的下面。
3.3.3 按PITCH键来设定“段落长度”,按左右键选择要求的长度。
注意:也可以利用数字键来直接输入。
设定完成后,按Enter键。
3.3.7 按PRT键来设定“连续”,可按左右选择键来选择所需连续值。
指的是连续出现相同段落。
设定完成后,按Enter键完成。
3.3.8 按左右选择键,将光标移到B的后面,然后输入要求打印的内容。
在按BLOCK键产生一个新的段落。
输入完成按Enter键。
3.3.9 按PRINT键来激活印刷。
出现印刷范围设定屏幕,如不需更改数据,请直接按Enter键。
3.3.10 出现印刷全长画面,如不需改变数据。
请直接按Enter键。
开始印刷。
3.4 贴纸印字3.4.1根据要求按步骤3.2选择好印刷物为贴纸和要求尺寸。
3.4.2其余步骤同套管印字3.5 使用功能3.5.1 字体尺寸在光标停留的段落上,按SIZE键,出现文字尺寸设定画面,按左右选择键选择文字尺寸的数值;按向下选择键,将光标移到“自动”栏,按左右键,选择“OFF”。
按Enter完成设定.注意:只有在“自动”被选择到“OFF”时,字体大小设定才有效。
3.5.2 文字宽度在光标的位置设定“文字宽度”,按WIDTH键,出现印字方向设定画面;按左右选择键选择文字宽度的设定值,按Enter完成设定。
3.5.3 字距/行距设定按C/SPC键,出现字距/行距设定画面;按左右选择键选择“字距”的设定值。
MAX线号机LM-370ALM-380A键盘按键功能说明书范文-图文
MAX线号机LM-370ALM-380A键盘按键功能说明书范文-图文MA某线号机LM-370A/LM-380A键盘按键功能说明书MA某公司LM-380A新一代微电脑线号印字机:是针对电力成套及其他需要布线行业制本公司本着“品质优良、价格合理、服务及时”的经营原则。
并不断追求更高的企业品质以回馈各界的支持与厚爱!公司所有产品均为终身维护,一年免费保修。
日本LM-380A微电脑高速套管打印机一套标准配置机器一台,手提箱一个,专用电源一个,LM-IR310B色带一盘,LM-IR300B色带卡匣1个.中英文说明书各一本.LM-380A微电脑高速套管打印机主要功能:1、高速打印:LM-380A拥有快速的打印功能,可提供每秒25m的打印速度,能够在一分钟内高速打印出35个20mm长的套管。
打印长度可达5M(LM-370A为1M)3、LM-380A拥有强大的内存容量:内建大容量记忆体,最大可容纳40000个字元。
4、功能强大的PC专用软件:LM-380A可以使用附赠的专用软件编辑,搭配CFCARD储存大量的标5、切刀深度调整:LM-380A拥有独特的切刀调整功能,当半切刀位置太深或太浅时,可以通过调整半切深度拉杆来调整切刀深度。
6、全中文输入,中文化键盘及界面(除了英文字母、数字和特殊符号,中文字也可以利用键盘直接拼音输入。
7、高质量打印材料:可打印0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、4.0mm、6.0mm的套管和热收LM-380A高速电脑套管打号机(线号印字机,线号机,印字机)是配线行业的一次飞跃,高性能、300dpi的打印精度,清晰、永不褪色。
打印套管25毫米/秒。
高速印字,还可打印贴纸(5mm、9mm、12mm)、端子标记带(7mm、9mm、12mm)及套管(0.5,1.0,1.5,2.5,4.0,6.0)平方,操作简单,可与电脑间接连及单机使用。
支持简体中文、英文、数字和各种电设符号,可解除您所有配线行业的标识,单机贮存40000个字符,数字、英文进位,方便快捷。
FANUC 0I MATE济南第一机床厂车床面板操作

FANUC 0I MATE济南第一机床厂车床面板操作FANUC 0I MATE 济南第一机床厂车床面板操作39.1 面板按钮说明39.2 车床准备39.2.1 激活车床点击电源开按钮,使机床总电源打开。
检查“急停”按钮是否松开至状态,若未松开,点击“急停”按钮,将其松开。
39.2.2 车床回参考点检查操作面板,查看是否在回参考点模式,若指示灯亮,则已进入回原点模式;否则点击按钮,使系统进入回原点模式。
在回原点模式下,先将X轴回原点,点击操作面板上的“回参考点”按钮,X,Z 轴将回原点,CRT上的X坐标变为“390.00”,Z坐标变为“300.00”,此时CRT界面如图39-2-2-1所示。
图39-2-2-12.3.1 车床选择和安装刀具系统中数控车床允许同时安装8把刀具(后置刀架)或者4把刀具(前置刀架)。
对话框图2-3-1-1a图2-3-1-1 车刀选择对话框1) 选择、安装车刀(1) 在刀架图中点击所需的刀位。
该刀位对应程序中的T01~T08(T04)。
(2) 选择刀片类型。
(3) 在刀片列表框中选择刀片。
(4) 选择刀柄类型。
(5) 在刀柄列表框中选择刀柄。
2) 变更刀具长度和刀尖半径:“选择车刀”完成后,该界面的左下部位显示出刀架所选位置上的刀具。
其中显示的“刀具长度”和“刀尖半径”均可以由操作者修改。
3) 拆除刀具:在刀架图中点击要拆除刀具的刀位,点击“卸下刀具”按钮。
4) 确认操作完成:点击“确认”按钮。
39.3 对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
下面具体说明车床对刀的方法。
其中将工件右端面中心点设为工件坐标系原点。
将工件上其它点设为工件坐标系原点的方法与对刀方法类似。
39.3.1 试切法G54~G59测量工件原点,直接输入工件坐标系G54~G591)切削外径:点击机床面板上的按钮,机床进入手动操作模式,点击控制面板上的按钮,使机床在X轴负方向移动;同样点击按钮使机床在Z轴负方向移动。
阿玛达激光操作手册

2050×750×1176mm
寸 {80.71×29.53×41.57in.} {80.71×29.53×41.57in.} {80.71×29.53×41.57in.} {80.71×29.53×46.30in.}
7
第一章 控制
8
9
10
[17] STAR 按钮 在 MEMORY 或 MDI 的模式中按下后开始操作,同时在操作中按键灯点亮。 [18] STOP 按钮 停止正在进行的操作,在停止运行期间按键灯随之点亮,当再次按下此按键时终止中断模式。
c) 在操作设备时必须站在危险区以外。
d) 接通电源时不要打开激光振荡器或电源控制盒――里面有高压。
e) 不要把钥匙留在钥匙开关里,当不用时钥匙要由专门的人员保管。
f) 当你佩戴起搏器或类似的电子设备时不要靠近设备,因为设备运行时产生的 电磁波可
能干扰起搏器等设备甚至会使其失灵。
g) 不要把会反射激光光束的材料或物体放在激光头下,不要加工铜质的材料,这么做不仅会
X
80m/min
80m/min
{262.4ft/min}
{262.4ft/min}
Y
80m/min
80m/min
{262.4ft/min}
{262.4ft/min}
Z
60m/min
60m/min
{196.8ft/min}
{196.8ft/min}
工件最大重量 (只有设备)
580kg {1278.9lb}
11
但是,如果设备停止是由于安全报警引起的,此按键灯会一直亮着。 [19] EMERGENCY STOP 按钮 可以在任何模式下停止对设备的操作,被终止的操作不会恢复,只能从新开始。当按下此按键 , 按键即被锁定,只有插入钥匙并顺时针旋转才能解锁。解锁后保管好钥匙。 [20] SHUTTLE 开关 当旋转到 ON 时选择用于切割的 CO2 激光,当旋转到 OFF 时选择用于定位的 He-Ne 激光。 [21] MODE 按钮 这些按键用来选择 CNC 模式。只有当 MODE 开关旋到 ON 时这些按键才可以使用,当模式被 选定时按键灯点亮,当手动按键被按下,可以进行手轮控制盒的操作,同时所有的模式灯熄灭 , 当任何模式按键被按下或再次按下手动按键时可以恢复 CNC 控制面板操作。
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
键盘使用说明
按键操作说明
按键操作: 键盘控制暂只支持ASCII通讯协议
矩阵通道切换:先通过“数字键+OUTPUT”选择输出通道,然后“数字 键+INPUT”选择输入通道。切换成功后键盘液晶面板会出现“OK”字样。 若未出现,表示操作失败。 多台矩阵的控制需要通过“数字键+MTX”切换不同的设备地址进行控制。 比如“1+MTX”控制设备地址为1的矩阵,“2+MTX”切换控制设备地址为2的 矩阵。
几种接口的介绍:
RS485:
市面上常见的RS485接头
键盘RS485接口
键盘上的RS485接口用的是2PIN的凤凰头。保证键盘接口的两根线和摄 像头的接口一一对应就可通信。
1、连接12V电源,连接键盘串口到矩阵串口(双公DB9 头,交叉线)。 2、开机后键盘将进行自检,此时请不要摇杆或按键,否 则自检键产生错误。 3、自检完成后键盘将进入待遇界面: SC2300 VER01<03> System keyboard 其中<03>表示控制3号矩阵 4、按SYSTEM键可进入系统操作
故障排除:
常见问题 故障排除 备注源自矩阵切换无法控制 设备地址是否和键盘MTX设置一致; 矩阵通信协议是否为ASCII协议; 检查RS232线是否为交叉线。 矩阵通道无法关闭 现有键盘暂只支持大规模矩阵通道 的关闭功能 摄像头不能控制 RS485连接是否正确; 波特率,通信协议是否正确设置。
系统界面如下: OUT VGA MTX 002 003 001 “OUT” 表示输出通道数。 “VGA” 表示输入通道数,可通过MODE键切换,有“AFV, AUDIO,DDC,VIDEO”几种状态。 “MTX” 表示设备地址。
操作面板按键操作使用说明书

操作面板按键操作使用说明书第 1 页共 16 页第 2 页 共 16 页1.操作面板概述操作面板(如图1-1所示),正面分为两大区域:液晶显示区域及按键操作区。
图1-1在整个操作面板正面的左边偏上位置,为液晶显示区域,用于显示当前系统状态,包括缝纫模式、各种参数、前/后固缝设置,以及抬压脚、停针位、剪线、慢速起缝等液晶字符。
系统上电后操作面板将自动进行一次自检,这时液晶显示区内的所有图标会闪亮一次,而后只显示系统的当前设置,其他没有选择的功能其所代表的图标将不被点亮。
如图1-2所示,图中是所有液晶字段均被点亮的状态。
图1-2操作面板每个按键的说明详见表1。
表1 :操作面板按键说明序号 外观 描述1功能键:主要起确定操作和确认参数设置的作用,还可以与其它按键组合进入更高一级的参数设置;2前加固缝(起始倒针)功能选择键:每有效按动一次,设置将在前单固缝、前双固缝、前四固缝和无前固缝之间循环选择,选择时液晶屏幕左边会显示出设置的前固缝液晶字符标识;详细见“2.1.2前/后加固缝设置”说明。
3后加固缝(结束倒针)功能选择键:每有效按动一次,设置将在后单固缝、后双固缝、后四固缝和无后固缝之间循环选择,选择时液晶屏幕左边会显示出设置的后加固缝液晶字符标识;详细见“2.1.2前/后加固缝设置”说明。
第 3 页 共 16 页序号 外观 描述4自由缝纫模式键:每有效按动一次系统即进入自由缝工作模式状态,功能选择后液晶屏幕下方会显示自由缝状态标识,详细见“2.1.1 缝纫模式设置”说明。
5多段缝模式选择键:每有效按动一次,液晶显示出多段缝的段数设置参数,按P 键后进入各段数的针数设置,功能选择后液晶屏幕下方会显示多段缝状态标识,详细见“2.1.1 缝纫模式设置”说明中多段缝的设置说明。
6 W 缝键:每有效按动一次,系统即进入W 缝工作模式状态,功能选择后液晶屏幕下方会显示W 缝状态标识,详细见“2.1.1 缝纫模式设置”说明中W 缝的设置说明。
MA2各功能区介绍
MA2各功能区介绍
1.一号屏幕(命令显示屏)
2.二号屏幕
3.三号屏幕(LIGHT和FULL-SIZE配置)
4.四号屏幕(FULL-SIZE配置)
5.屏幕右旋钮
6.屏幕下旋钮
7.滚轮DIMMER (LIGHT和FULL-SIZE配置)
8.轨迹球(PAN/TILT功能/鼠标功能)
9.总控杆
10.执行杆
11.执行键
12.多用途用户键('X-KEY')
13.主执行杆
14.命令区
15.键盘(LIGHT和FULL-SIZE配置)
16.窗口快捷键
17.主功能键
18.电源开关
一电源开关(18) 电源开关在左上角,按下,控制台会开始启动,如果已经在开机状态,那么,再按下,就会关机,关机时会若未保存所有的程序和设定,系统将会询问是否保存当前程序和设定。
二总控杆(9) 总控杆控制所有灯的调光亮度输出,如果所控制的灯不亮,或者电脑灯的光打不出来,别忘了查看一下总控杆是否已经推起来了。
三屏幕显示区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MAX 线号机LM-370A/LM-380A键盘按键功能说明书
日本MAX公司LM-380A新一代微电脑线号印字机:是针对电力成套及其他需要布线行业制作套管、标签标示的专业设备。
本公司本着“品质优良、价格合理、服务及时”的经营原则。
并不断追求更高的企业品质以回馈各界的支持与厚爱!公司所有产品均为终身维护,一年免费保修。
LM-380A微电脑高速套管打印机一套标准配置
机器一台,手提箱一个,专用电源一个,LM-IR310B色带一盘,LM-IR300B色带卡匣1个.中英文说明书各一本.
LM-380A微电脑高速套管打印机主要功能:
MAX LETATWIN LM-380A电脑线号印字机是针对专业人士制作套管及标签标示所全新设计(中文化的标示,操作更简单轻松)
1、高速打印:LM-380A拥有快速的打印功能,可提供每秒25m的打印速度,能够在一分钟内高速
打印出35个20mm长的套管。
2、最大打印长度:LM-380A一次最大打印套管长度可达20M(LM-370A为6M)、标签贴纸一次最大
打印长度可达5M(LM-370A为1M)
3、LM-380A拥有强大的内存容量:内建大容量记忆体,最大可容纳40000个字元。
4、功能强大的PC专用软件:LM-380A可以使用附赠的专用软件编辑,搭配CF CARD储存大量的标
示文字资料,操作更能让您随心所欲。
5、切刀深度调整:LM-380A拥有独特的切刀调整功能,当半切刀位置太深或太浅时,可以通过调
整半切深度拉杆来调整切刀深度。
6、全中文输入,中文化键盘及界面(除了英文字母、数字和特殊符号,中文字也可以利用键盘直
接拼音输入。
7、高质量打印材料:可打印0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、4.0mm、6.0mm的套管和热收
缩套管,打印速度快,不掉色。
还可打印5mm、9mm、12mm不干胶标签.
LM-380A高速电脑套管打号机(线号印字机,线号机,印字机)是配线行业的一次飞跃,高性能、300dpi的打印精度,清晰、永不褪色。
打印套管25毫米/秒。
高速印字,还可打印贴纸(5mm、9mm、12mm)、端子标记带(7mm、9mm、12mm)及套管,,,,,平方,操作简单,可与电脑间接连及单机使用。
支持简体中文、英文、数字和各种电设符号,可解除您所有配线行业的标识,单机贮存40000个字符,数字、英文进位,方便快捷。
一、在个人电脑上编辑资料:
可利用Microsoft Excel来编辑资料,然后储存在CF卡里。
也就是说,利用计算机可编辑出LM-370A想要印的内容。
注:
虽然资料可以被储存在LM-370A的“LMF”或“CSF”档案格式的文件里,但若要用个人电脑编辑,还是需要储存在“CSV”格式里面。
设定的内容无法被储存,资料只能以个人电脑储存。
1.利用CF卡储存电脑编辑的资料:
利用Excel编辑如下的资料:
COM1 X01 X02 R
X12 R
X13
*字体尺寸和印字长度,无法被设定。
①打开Excel,在萤幕上输入如下的资料。
A B
1 COM1
2 X01
3 X02
4 R X12
5 R X13
注:在LM-370A中,A、B、C字段被视为“行”,1、2、3被视为“段落”。
②在输入资料完成后,选择另存新档。
③建立新文件夹,文件夹的名称要在八个数字或英文字母以内(LM-370A无法读取中文档名)。
④选择CF卡所存在的磁盘位置,也就是储存资料的目的地。
从“档案类型”中选取“CSV(逗号分隔)”格式,并输入文件名称储存(文件名要在八个数字或英文字母以内(LM-370A无法读取中文档名)。
⑤编辑已储存于LM-370A中的资料,请参考如何使用外部记忆卡。
2.利用个人电脑开启在CF卡中的资料:
例:利用LM-370A将正确的内容储存于CF卡时
设定内容)
连续数字=开始:01,结束:03(10进位)
连续数字 =2PCS。
资料夹名称=370A,文件名称=TEST01
注:如储存在CF卡,请参阅“外部记忆”。
①打开Excel。
②打开位于CF卡的资料,在“文件类型”选择“所有文件”。
③资料将开启于Excel。
1 A
2 X01
3 X01
4 X02
5 X02
注:设定“连续数字”或“连续印字”时,将会逐一的在Excel上的储存格显示。
二、外部记忆
文件可被储存在CF卡里,可从“CSV”或“LMF”中,选择文件储存格式。
如果资料储存在“CSV”格式中,您将可使用个人计算机来编辑资料,它也可从Excel里,读取“CSV”的文件格式。
①装置CF卡在370A上。
②按“CARD”键,出现“记忆卡设定画面”。
[记忆卡]
读取
存盘
删除
③用▲/▼键,选择项目,再按“ENTER”键。
选择项目:读取、存盘、删除
读取=在CF卡里读取已储存的文件。
存盘=储存文件在CF卡里。
删除=在CF卡里删除文件。
④按▲/▼键,在下列显示的屏幕里,选择项目。
[读取]
FOLDER SAMPLE
EXT LMF
FILE TEST1
DATE 02/06/01
[存盘]
FOLDER SAMPLE
EXT LMF
FILE
DATE / /
[删除]
FOLDER SAMPLE
EXT LMF→
FILE TEST1
DATE 02/06/01
项目内容←/→键
FOLDER
文件夹显示资料夹名称。
以不超过八个字母,输入作档案名称来储存。
列出下一个资料夹。
EXT 档案类型(档案格式化的方法)。
LMF:LM-370A的特别延伸,可以储存文件的所有内容和设定,但不能使用于个人电脑。
CSV:可以用于个人电脑,但不能储存列印设定资料。
选择“LMF”和“CSV”
FILD文件列出档案名称。
若要储存,输入八个字母或数字的名称。
列出下一个档案。
DATE日期列出档案产生的日期。
若要储存,输入年/月/日的最后两个数字。
⑤储存上列表格项目时,请输入字母或数字。
请参考下列可被输入表格中的数字与字母。
! # $ % & ‘ ( ) - 0 1 2 3 4 5 6 7 8 9
@ A B C D E F G H I J K L M N O P Q R
S T U V W X Y Z ^ _ ` { }
⑥在选择文件后,请按“ENTER”执行。
注:文件夹与文件的名称必须是字母与数字所组合的名称;当使用新的CF卡时,请先建立一个文件夹。
中文按键名称英文按键名称按键功能
1开启/关闭ON/OFF开启/关闭电源
2返回ESC返回到之前的一个操作。
当打印或者显示一个“图像”,停止操
作
3大小SIZE设置字体的“大小” ---(见6-1:大小)
打印长度TP/LNG
(SHIFT+SIZE)
标准打印模式下设置”打印长度”和”边缘”
--(见6-5:标准打印)
字符宽度WIDTH设置字符”宽度”-----(见6-2:宽度)
间距C/SPC设置”字符间距”和”线间距”--(见6-3:字符
/线间距)
垂直VRT
(SHIFT+ C/SPC)
设置”垂直打印” ---(见6-6:垂直)
倾斜PITCH设置”倾斜长度” ---(见6-4:倾斜打
印)
倾斜切割P/CUT
(SHIFT+ PITCH)
设置“倾斜切割”的方式---(见6-4:倾斜打印)重复次数RPT设置重复次数---(见6-7:重复)
边框FRAME
(SHIFT+ RPT)
设置“边框”---(见6-9:边框)
排序SEQ设置连续数字---(见6-8:排序)
符号SYMBOL
(SHIFT+ SEQ)
运行“符号功能” --(见6-10:符号)
字记忆WORD运行“字记忆功能”--(见6-11:字记忆)选项OPTION改变“选项”设置--(见6-13:选项)图象IMAGE
(SHIFT+OPTION)
显示打印图象--(见6-12:图像)存储器MEMORY运行“存储器”功能--(见6-15-1:内部存储)
复制COPY复制光标所指的区块--(见6-14-1:复制)。