电批操作培训资料
电批操作培训资料
C. 电批嘴的规格要选用适合螺丝 规格,不能使用已损伤的电批嘴 ,否则易造成螺丝头部磨花
D. 锁螺丝的时间不宜过长,以螺 丝锁到位即可
第二节、电批使用方法 注:无提环压丙开关电批
6. 无提环压丙开关电批的使用与有提环压 丙开关电批区别:
第五节、螺丝锁附不良分析
3. 螺丝歪斜 / 螺丝不水平:
产生原因: A. 电批不垂直, B. 批头晃动 / 批嘴弯曲 C. 被锁螺丝面不水平 改善对策: A. 电批垂直紧贴螺丝头 B. 电批卡锁口坏,更换电批,
批嘴弯曲,更换批嘴 C. 增加夹具水平固定被锁物
第四节、使用电批的技巧
六字诀:“垂直”、“下压”、“用力”
A. 垂直---- 使用电批时垂直对准螺丝孔 B. 下压---- 电批嘴朝下方向压贴螺丝 C. 用力---- 锁或松螺丝时均需用适当力度 下压电批,否则螺丝就会被批花
第五节、螺丝锁附不良分析
1. 螺丝滑丝: 螺丝锁到位,但会随批头旋转,无法锁紧
第一节、电批结构及功能介绍
电批(见左图) 也叫电动起子、电螺丝刀。 用途:用于拧紧和旋松螺钉 用的电动工具。该电动工具 装有调节和限制扭矩的机构 ,主要用于装配线,是大部 分生产企业必备的工具之一
第一节、电批结构及功能介绍
① ②
1. 电源线 2. 提环压丙开关 3. 换向开关 4. 调扭力螺纹套 5. 批(刀)头锁套 6. 扭力刻度指示
⑥ 7. 批嘴(批头)
③
⑦
④ ⑤Biblioteka 第一节、电批结构及功能介绍
1. 电源线: 连接电流电压进入电批主板
2. 提环压丙开关:控制电批作业开关,按下后电批马达会根 据设定方向旋转动作来执行作业 A. 按开关时,如果力矩过小不能转动,应注意些状态控 制在 6 秒内,以免电批内部电机损坏。 B. 不可长时间按住开关不放,应该正常使用,延长其使 用寿命
电批学习教程
电批的使用: 第二节 电批的使用:
电批的组成(如图3): 一、电批的组成(如图 ):
1、电批---内藏马达及齿轮箱,带动螺丝刀头旋转。 常用型号有: DLV7321型 白色)、DLV7323型 绿色)、 )、DLV7323 DLV7321型(白色)、DLV7323型(绿色)、 CL-3000型 白色) CL-3000型(白色) 2、电批控制器---根据开关控制来驱动电批马达工作。 常用型号有:DLV1213型和CLT-50型 DLV1213型和CLTDLV1213型和CLT 50型
电批的使用: 第二节 电批的使用:
2、螺丝锁付: 、螺丝锁:
①将转向开关切换到(正转)的位置;如果螺丝为左螺丝时,则开关切换至(反转)的位置。 ②用食指按下起动开关,令电批头旋转,在螺丝盘中将一螺丝吸附在电批头尖部(新电批头使用前, 需先接触强磁铁,使其具有磁性),并松开起动开关。如遇到批头与螺丝沟槽吻合不佳时,须用 手进行调节。 吸附螺丝方法如图4所示: 吸附螺丝方法如图4所示:
PSK1 PSK1.7X3.5 3 .5
ф1.7
3 .5
PUK1 PUK1.7X3.5
2)螺丝形状记号含义: 螺丝形状记号含义: 螺丝形状记号含义
第一字母:P---精密十字螺丝、T---薄型精密十字螺丝 第二字母:H---平头、S---碟型头、U---蜗型头 第三、四字母:K---标准螺丝、T---自攻螺丝、W---双螺纹 B--B型(螺距是标准的1.5倍)
2、设定螺丝锁付力矩 、
1)上紧力 上紧力是指将螺丝拧紧所需的最小力矩。 上紧力 a)由于每个产品的材质及形状的差异,上紧力矩也存在差异,需经过试验来决定该值(通常要 用该力矩固定2个以上的零件来决定) b)作业标准书记载的上紧力矩为最小值,即必须大于等于该值方可将螺丝拧紧。 2)松力矩 松力矩是指将螺丝拧松所需的最小力矩。 松力矩
电批使用知识 新(3块)

29
30
防静电要求的元器件及线 路板时,必须把电批接地。 路板时,必须把电批接地。
接地线
V电批平衡器的使用 电批平衡器的使用
电批平衡器简介
Ø 电批平衡器如图所示,是用 电批平衡器如图所示, 来挂电批的作用。 来挂电批的作用。平衡器的钩 部用于固定平衡器,旋转盘用 部用于固定平衡器, 于调整电批使用时的高度,绳 于调整电批使用时的高度, 有上下拉动的弹性,方便电批 有上下拉动的弹性, 上下操作。 上下操作。
Ø 生产线电批力矩由专 人根据作业指导书上力 矩要求进行调整,测量, 矩要求进行调整,测量, 调整后,其他人不可乱 调整后, 调。
专人调整
13
V电批的使用 电批的使用
电批嘴: 电批嘴:
Ø 电批嘴有各种规格,根据螺 电批嘴有各种规格, 钉的大小选择合适的电批嘴。 钉的大小选择合适的电批嘴。 Ø 更换电批嘴时,用手指将换 更换电批嘴时, 嘴器压下,用手将电批嘴拔出, 嘴器压下,用手将电批嘴拔出, 再进行更换电批嘴。 再进行更换电批嘴。
电批平衡器 电批 电批助动器
3
V电批简介 电批简介
电批的特点: 电批的特点:
Ø 力矩可调、稳定。 力矩可调、稳定。 使用时通常将电批 平衡器悬挂在高处。 平衡器悬挂在高处。
4
V电批简介 电批简介
电批的种类: 电批的种类:
Ø 目前我们所使用 的电批规格有两种。 的电批规格有两种。
CL-4000 CL-3000
18
Ø 浮起: 没有打到位(力矩 浮起: 没有打到位( 不足或螺钉与螺孔配合过紧) 不足或螺钉与螺孔配合过紧)
浮起
V电批的使用 电批的使用
注意事项(四-2) 注意事项(
Ø 电批作业不良及原因: 电批作业不良及原因: Ø 歪斜: 电批不是直压下。 歪斜: 电批不是直压下。
电批培训教材

垂直于所加工 工件正上方
80mm
2.电批的使用方法讲解
➢打螺丝操作规范
1.左右手分工将产品工件装配在一起 2.左手取放钮盖,右手持握电批
3.垂直将批咀对准螺丝孔,按压启动开 关,将螺丝打入孔中
3.电批的维护与保养
电批培训教程
Contents
1
电批结构及功能介绍
2
电批使用方法讲解
3
电批的维护与保养
4 Boa 打螺丝不良案例分析
1.电批结构及功能介绍
调扭刻线
提环压丙开关
调扭螺纹套
电批头
6刀头锁套
电源线 换向开关
1.电批结构及功能介绍
➢电批咀介绍 我们公司使用的电批头直径有∅4. ∅5. 另:由于Boa车间所用的批咀为为定制批咀
THE END THANK YOU!
线; 5.作业员不可以私自调节电批扭力; 6.电批需定期送ME进行加油等常规保养,如遇到问题需送ME进行维修和保养。
4.Boa 打螺丝不良案例分析
➢1.钮盖拔起功能测试飞转、晃动
原因分析: 1.电批批力过小,打螺丝时钮盖没打到位; 2.底座未攻牙,导致正常的批力无法打到位; 3.电批不垂直或晃动。
1.电批结构及功能介绍
➢电批工作原理
电批是通过配套火牛把交流点(220V)转化成直流电,再通过直流马达产生旋转, 此旋转动能通过齿轮及批咀传到螺丝头上。
批咀转动批头
直流马达产生旋转
220V交流电通过火 牛转为直流电
2.电批的使用方法讲解
➢更换电批头方法:推上电批头端的套筒,将批头顺着导沟插入主轴内.然后松开套 筒 ,将批头牢牢套住
电批风批培训教材
课题:正确使用风批与电批
目的:提高员工打螺丝的技巧与技术,减少损耗、提 高产品质量。
对象:天瑞电器有限公司生产部负责打螺丝的员工及 相关组长
---date: 2017.4.24 Good is not enough, each product MUST be perfect!!!
电批与风批的使用及维护
一.风批与电批的结构原理
◆ 风批转动是由一个五个风翼的风动转子带动,经一组行星
齿牙带动批嘴转动,以达到所动螺丝的目的。
◆ 电批转动是由电机转动,带动批嘴雷动以达到扭动螺丝的目的
。
电批
风批
Good is not enough, each product MUST be perfect!!!
电批与风批的使用及维护
• 二. 电批与风批使用技巧
• 1. 使用正确的起子
十字螺丝则选择符合螺丝规格的十字起子头作业。 操作时将起子拿直,起子头紧贴螺丝头缺口操作。 • 2. 操作的姿势要使电批或风批与螺丝及被固定物体在一条线上,并且垂直于 锁螺丝面,螺丝锁下是垂直的,不能 有歪斜、晃动、否则螺丝会打不紧,滑丝 、打爆、螺丝 头花等不良现象。
Good is not enough, each product MUST be perfect!!!
•
•
Good is not enough, each product MUST be perfect!!!
电批与风批的使用及维护
•
•
改善对策:a.调小力矩 b.改用合适直径的螺丝 c.建议工程设计加厚物件壁厚
•
4.打滑丝:螺丝锁到位,但会随批头旋转,未紧密咬合 物件。
原因分析: a.力矩太大,锁到位被强拧螺丝 b.锁到位未及时松手,时间过长。 c.螺丝外径太小,太粗,咬牙太浅。 改善对策:a.调小力矩, b.锁到位时及时松手。 c.改用适合直径的螺丝。
电批风批使用培训教材

16
二.电批控制器使用:
1 . DLC1212 ( 3 )型: ( 控制 DLV7321 型及 DLV7323 型电 批)(图七) • 速度控制旋钮—用于调节批头的转速;小螺丝用低速, 大螺丝用高速。 • 柔起动旋钮—用于调节电批头的起动转速。锁付需高力 矩或锁付自攻螺丝时,要用快速(quick),否则无法将 螺丝锁紧。 2.CLT—50型:(控制CL-3000型电批) (图八)速度控制 开关—用于调节电批头的转速。小螺丝用低速(LOW, 670r.p.m),大螺丝用高速(HI,1000r.p.m)
24
6、将螺丝对准螺丝孔,并轻轻用力压住(按压力度以不使 螺丝产生压痕为准);保持电批-螺丝-被锁付部品(部组) 垂直,再次按下起动开关,螺丝旋入,当达到设定力矩时, 电批自动停止转动(发出“咔”的声音,并有振动感)。 7、锁螺丝时必须保持正确的手法。如图示
正确手法
正确手法
错误手法
错误手法 25
二、不良状况其改善对策
19
6.按下起动制时,电批因力矩过小不能转动时, 应注意此状应控制在10秒内,以免损坏电批 内马达. 7.电批出现有异常问题时,及时知人管理员送 于维修人员修理,一般异常现象为: a.起子不转动 b.起子转速不顺 c.起子头容易脱落或有晃动现象 d.起子不会自停
20
第四章、平衡器的使用方法:
一、平衡器是靠铁盒内装有发条弹簧的圆筒对吊线的回卷力 来实现悬挂工具的上下。2、悬挂工具的重量需在平衡器的 容量范围内,只有这样才能通过调整弹簧的力度而使工具保 持在适当的位置。因公司重量多为0.35~0.15kg,故多使用 DLW1000G型。以下为各型号的容量一览表:
14
6.准备好螺丝,螺丝盒和相应的打螺丝固定工具. 7.切换方向控制开关,将电批调至正确的方向上. 8.方向控制开关:FOR为顺时针转,正方向拧紧螺丝. 9.REV为逆时针旋转,反方向拧紧螺丝. 10.试打螺丝,并将扭力调节至适合当力矩处. 11.扭力的调节方法:将扭力微调环向上旋,则刻度值 越大,扭力弈越大.反之,将扭力微调坏向下旋,则刻 度值越小力弈越小. 12.用电批打螺丝时,必须要按开关制,其正确的姿势 为用食指勾压开关制,不可用多指按压
电批操作培训教材 - 新版格式

16
用电批打螺丝时,必须要按开关制,其正确的姿势为用食指勾压开关制,不可用多指按压 电批上有吊环扣的必须将平衡器或吊钩悬挂于正确位置 严禁摔打电批(谨防碰撞或掉落现象,否则会产生马达噪音及起子晃动现象). 拔电批与配套电箱的连接插头,应以插头基部为力点,不应有用力拉扯电线,以免损坏接
触插头. 电批工作时摇晃大的必须停止使用,以免更深度地损坏电批,并知会管理人员按排维修. 当电批力矩过小,不能满足使用时,应停止使用,及时知会管理人员安排更换大力矩的电
4
图例
名称 内六角螺丝
用途说明 用于有螺纹的部品
组合螺丝
有垫片的螺丝(防止松动)
自攻螺丝
用于无螺纹部品,如塑料制品
自钻自攻螺丝 用于没有螺孔和丝牙的金属或塑料部品
注:螺钉可按不同的用途、形状、以及工艺制造方式 进行分类,有兴趣的可以了解右边附件:
三、电批的使用
电批的组成 电批是生产线用来打螺钉的作业工具, 一般由以下四部分组成: 电批助动器 平衡器 电批 电批嘴
8
绳子
五、紧固螺钉步骤
9
紧固螺钉的操作步骤:
查看电批头和螺丝头的型号与SOP所指示的相同 查看与要紧固的螺钉部品是否已放入固定位置 紧固螺钉是,电批嘴与部品成直角,不得用过大力度按下电批 紧固螺钉后,螺钉得锁紧,不倾斜,张开,螺钉没有破损痕迹, 螺钉的螺纹部分没有变形
电批嘴应与螺钉“十字” 凹口完全粘合
12
■不良现象:螺丝浮起 ■不良原因:
1.力矩过小 2.未锁到位已停手,时间太短
■纠正方法:
1.加大力矩 2.确定螺丝锁到位后,方可松手
六、紧固螺钉不良及分析
13
■不良现象:螺丝头花 ■不良原因:
1.力矩过小,锁紧时间过长 2.批头晃动
电批操作培训资料

汇报人:
日期:
目录
• 电批基础知识 • 电批操作前的准备 • 电批的操作步骤 • 电批的维护与保养 • 电批操作的安全风险与应对措施 • 电批操作实例与案例分析
01
电批基础知识
电批的定义和分类
电批定义
电批是一种电动工具,用于拧紧或松开螺栓、螺母等紧 固件。
电批分类
根据动力来源不同,电批可分为电动电批、气动电批和 手动电批等。
01
储存环境
将电批储存在干燥、通风的地方,避免阳光直射 和高温。
02
保管方式
将电批放在专用的工具箱或架子上,避免碰撞和 损坏。
电批操作的安全风险与应对
05
措施
电批操作中的安全风险
机械伤害
电批的旋转部件可能导致 机械伤害,如切割、撞击 、夹压等。
电击伤害
电批的电气系统存在漏电 、短路等风险,可能引发 电击事故。
丝规格调整参数。
问题二
电批操作过程中出现异常声音或 震动。分析原因:电批内部零件 松动或损坏。解决方案:立即停
止操作,检查并维修电批。
问题三
电批操作效率低下,影响生产进 度。分析原因:操作手法不熟练 或选用的电批型号不合适。解决 方案:加强操作培训,选用高性
能电批。
改进建议与经验分享
建议一
建立完善的电批操作规范和维护保养制度,确保 操作人员遵循标准流程进行操作。
卫生要求
使用电批时应保持工作场所清洁,禁止在食品、药品等行业使用未经消毒的电批,使用过程中 应及时清理电批上的油污和灰尘,使用完毕应存放在干燥通风的地方。
02
电批操作前的准备
操作人员的资格与培训
资格要求
操作人员应具备相关的上岗证书 或职业资格证书,确保具备操作 电批的资格。
电批及打螺丝培训资料
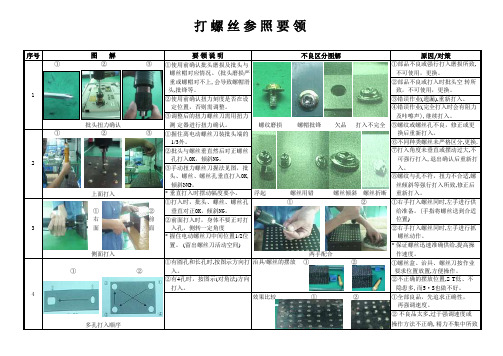
序号图 解要 领 说 明不良区分图解原因/对策① ② ③①使用前确认批头磨损及批头与①部品不良或强行打入磨损所致, 螺丝帽对应情况。
(批头磨损严 不可使用,更换。
重或螺帽对不上,会导致螺帽滑②部品不良或打入时批头空 转所 头,批锋等。
致,不可使用,更换。
②使用前确认扭力刻度是否在设③错误作业(遗漏),重新打入。
定位置,否则需调整。
④错误作业(完全打入时会有阻力③调整后的扭力螺丝刀需用扭力 及咔嚓声),继续打入。
批头扭力确认测 定器进行扭力确认。
螺纹磨损 螺帽批锋 欠品 打入不完全⑤螺纹或螺丝孔不良,修正或更① ② ③①握住离电动螺丝刀装批头端的 换后重新打入。
1/3外。
⑥不同种类螺丝未严格区分,更换.②批头与螺丝垂直然后对正螺丝⑦打入角度未垂直或摆动过大,不 孔打入OK,倾斜NG。
可强行打入,退出确认后重新打③手动扭力螺丝刀握法见图,批 入。
头、螺丝、螺丝孔垂直打入OK,⑧螺纹与孔不符,扭力不合适,螺 倾斜NG 。
丝倾斜等强行打入所致,修正后上面打入* 垂直打入时摆动幅度要小。
浮起 螺丝用错 螺丝倾斜 螺丝折断 重新打入。
①打入时,批头、螺丝、螺丝孔 ① ②①右手打入螺丝同时,左手进行供 ① ② 垂直对正OK,倾斜NG。
给准备。
(手指将螺丝送到合适 右 前②前面打入时,身体不要正对打 位置)面 面入孔,侧转一定角度②右手打入螺丝同时,左手进行抓* 握住电动螺丝刀中间位置1/2位 螺丝动作。
置。
(留出螺丝刀活动空间)* 保证螺丝迅速准确供给,提高操侧面打入两手配合作速度。
①有圆孔和长孔时,按图示方向打治具/螺丝的摆放 ① ②①螺丝盒、治具、螺丝刀按作业 ① ②入。
要求位置放置,方便操作。
②有4孔时,按图示(对角法)方向②不正确的摆放位置,S·T 低、不 打入。
隐患多,而5·S也做不好。
效果比较 ① ②①全部良品,先追求正确性, 再强调速度。
② 不良品太多,过于强调速度或多孔打入顺序操作方法不正确,精力不集中所致打 螺 丝 参 照 要 领2431。
打螺丝技巧培训
电批的使用和打螺丝的技巧培训二、培训对象 :装置部负责打螺丝的职工及有关组长.三、培训内容 :1、企业的使用的风批、电批的种类及外面构造.2、电批的使用方法和保护3、打螺丝的不良情况与改良对策。
第一章工具的种类和外构造一、工具的种类 :1.风批:风批转动是由一个五个风翼的风动转子带动 ,经一组行星齿牙带动批嘴转动 , 以达到扭动螺丝的目的 .2.电批 :电批转动是由电机转动,带动批嘴转动以达到扭动螺丝的目的.二、电批的构造 :一、企业常用螺丝和电批头:1、螺丝 :(如三管风车)①PA1.5*8 帽,锁转头上下盖②PA1.5*6 帽,锁 xx 上下盖③PA1.4*4 帽,锁刷片④PB2.3*6 帽,锁电池箱2、用的电批头为 :十字槽头 ,直径为Φ4mm,Φ1.5,Φ2.5,xx 有 40mm,60mm第二章电批的使用方法和保护一、电批的使用前准备工作:1.将电批接入配套的电源电箱中,再插上电源翻开电源箱开关.2.将电批悬挂于弹簧上或均衡器。
3.安装适合的批头 .4.安装批头方法 :推上电批头端的套筒 ,将批头顺着导沟插入主轴内 .而后松开套筒 ,将批头紧紧套住 .5.拆卸方法 :推上电批头端的套筒 ,将电批头顺着致使沟拔出,松开套筒 ,这样能够拿出批头.6.准备好螺丝 ,螺丝盒和相应的打螺丝固定治具。
7.切换方向控制开关 ,将电批调至正确的方向上.8.方向控制开关 :FOR为顺时针转 ,正方向拧紧螺丝 .(打螺丝)为逆时针旋转 ,反方向拧紧螺丝 .(退螺丝)10.试打螺丝 ,并将扭力调理至适合当力矩处.(扭力调理是从小往大调)11.扭力的调理方法 :将扭力微调环向上旋 ,则刻度值越大 ,扭力弈越大 .反之 ,将扭力微调坏向下旋 , 则刻度值越小力弈越小 .12.注意 :用电批打螺丝时 ,一定要按开关制 ,其正确的姿势为用食指勾压开关制,不行用多指按压 .二、电批的养护和保护:1.电批上有吊坏扣的一定将均衡器或吊钩悬挂于正确地点.2.禁止摔打电批 (提防碰撞或掉落现象 ,不然会产生马达噪音及起子晃动现象).3.拔电批与配套电箱的连结插头 ,应以插头基部为力点 ,不该有使劲拉扯电线 , 免得破坏接触插头 .4.电批工作时摇摆大的一定停止使用 ,免得更深度地破坏电批 ,并知会管理人员按排维修 .5.当电批力矩过小 ,不可以知足使用时 ,应停止使用 ,实时知会管理人员安排改换鼎力矩的电批.6.按下起动制时 ,电批因力矩过小不可以转动时 ,应注意此状应控制在 10 秒内 , 免得破坏电批内马达 .7.电批出现有异样问题时,实时知人管理员送于维修人员维修,一般异样现象为:a.起子不转动 c.起子头简单零落或有晃动现象b.起子转速不顺 d.起子不会自停第三章打螺丝的技巧和不良情况一、螺丝的技巧1.使用正确的起子头作业(1)十“”字型螺丝则选择切合螺丝规格的“十”字型起子头作业 .(2)操作时将起子拿直 ,起子头紧贴螺丝头缺口操作 .2.操作时姿势要使用批从轴与螺丝从轴在一条直线上 ,而且垂直于锁螺丝面 , 螺丝锁下是垂直的 ,不可以有倾斜 ,晃动 ,不然螺丝会锁不紧、滑丝、打爆、螺丝头花等不良现象 .3.锁螺丝的力矩条适合 ,一般为~4.电批锁紧时间不宜过长,应小于 10 秒.5.注意 :不可以使用已破坏的电批头,这样批头易造成螺丝头部磨花.二、不良情况其改良对策:1.螺丝倾斜 :螺丝未水平产生原由 :a.电批落下时不垂b.批头晃动 ,造成螺丝倾斜c.被锁紧面不水平改良方法 :a.风批 ,螺丝人轴垂直于被锁紧物体b.被锁紧面放水平 (增添水平固定工具)c.批头晃动 ,维修风批2.打暴物体 :被锁件的螺丝槽处产生暴裂产生原由 :a.力矩过大改良对策 :a.调小力矩b.螺丝的外径过大 b.改用适合直径的螺丝c.物体的比太薄 c.建议工程设计加厚对象臂厚3.打滑丝 :螺丝锁到位 ,但会随批头旋转 ,未密切咬合对象 .产生原由 :a.力矩太大 ,锁到位后被强拧滑丝改良对策:a调小力矩b.锁位后未实时放手 ,时间过长 b.锁到位后实时放手c.螺丝外径太小、太粗、咬牙太浅 c.改用适合直径的螺丝d.锁位后未实时放手 ,时间过长 .e.螺丝外径太小、太粗、咬牙太浅4.锁不到位 :风批锁下后自动停不动或转速迟缓,但螺丝未完整锁下 ,留有空隙产生原由 :a.力矩过小改良对策 :a.加鼎力矩b.未锁到时已住手 ,时间很短 b.确立螺丝锁到位后 ,方可放手5.顶白、起泡 :螺丝锁下后 ,被锁件邻近有损害 ,造成塑料起泡 .产生原由 :a.力矩过大改良对策 :a调小力矩b.螺丝与被锁件之间配合不好 b.改短或改细螺丝c.螺丝过长或过粗6.螺丝头脱漆、花 :涂有黑漆的螺丝 .表面的漆被磨损掉 ,露出金属银白色 .(螺丝 +字槽了。
电批风批操作培训
• F.开始正式打螺丝作业.
•
注意: (1)批头要检查是否有磁性,如果没有磁性,要在磁铁上磨.
•
(2)有缺陷的批头(如崩牙,磨损)不能再使用
风批的维护与保养:
• 1.严禁摔打风批,以免产生杂音和电批头晃动现象. • 2.严禁用胶纸或布缠住风批的出风孔处,以免影响风批的扭力. • 3.操作时姿势要使风批从轴与螺丝从轴同在一条直线上. • 4.避免用力过猛,时间过长,以免打滑,打花螺丝. • 5.风批有任何异常应及时知会管理人员以专人维修,一般异常驻现象包括: • a.尾部漏风 • b.声音改变 • c.使用时有间断(INT)现象 • d.顺时针转动正常,逆时针时不能转动或力矩过小. • e.逆时针转动正常,顺时针不能转动或转矩小. • f.完全不能转动 • g.通风不使用时,风批内部有转动 • h.风批嘴转动,摆动较大 • 6.进风胶管不能打折. • 7.批嘴与螺丝头要匹配,力度要与生产样板相符. • 8.注意压缩空气供应管道是否积水(由于气管中难免有水蒸汽,在长时间不用风批时(如
• 拆卸方法:
•
将气须套管向上推,拔出气嘴,松开套管就可以了.
• B.将风批悬挂于平衡器或钩上.
• 注意:风批高度要合适,不宜过高或过低,弹筋力度要合适,不宜过松或过紧,要使作业员作 业时方便、有力、舒适.
• C.根据螺丝头的大小和锁紧的长度,选择合适的批头:
• (1)如果锁紧的长度深,选择较长的批头,否则选择短的批头.
并且垂直于锁螺丝面,螺丝锁下是垂直的,不能有歪斜,晃动, 否则螺丝会锁不紧、滑丝、打爆、螺丝头花等不良现象. • 三、锁螺丝的力矩调合适,一般为1.0~9.5kgf.cm • 四、电批锁紧时间不宜过长,应小于10秒. • 五、注意:不能使用已损坏的电批,这样批头易造成螺丝头 部磨花.
电批使用操作规范

五产线螺丝锁附不良现象分析
锁不到位:
4.锁下后自动停不动或转速缓慢,但螺丝未完全锁下,留有间隙 产生原因: a.力矩过小 b.未锁到时已停手,时间太短 改善原因: a.加大力矩 b.确定螺丝锁到位后,方可松手.
Thank y u
5.作业辅助工具:尽量使用工装用于定位,且工装要求适合作业,保证品质
6.作业品质:1)锁完螺丝后,螺丝须固定紧于被锁元件上.
2)螺丝须高于螺帽或其被 锁物件表面1.5个螺丝高度,个别情
况因对固定要求较严的产品,须增加固定胶来固定螺帽与螺丝以防螺帽脱
落.
3)锁完后螺丝不可有滑牙,螺丝槽不可打花.螺丝本体不可变形
五产线螺丝锁附不良现象分析
2.被锁件的螺丝槽处产生暴裂/螺丝断裂
产生原因: a.力矩过大 b.螺丝的外径过大 c.物体的壁太薄 改善对策: a.调小力矩 b.改用合适直径的螺丝 c.建议工程设计加厚对象壁厚 操作中如遇螺丝不够,不可随意用不同规格使用.
五产线螺丝锁附不良现象分析
3.螺丝滑丝:螺丝锁到位,但会随批头旋转, 未紧密咬合对象.
1、垂直——使用电批时应垂直对准螺丝孔 2、向下——电批咀朝下方向 3、用力——锁或取螺丝时均须用轻力按压
电批,否则,螺丝就会打花。
五 产线螺丝锁附不良现象分析
1.螺丝歪斜/螺丝未水平
产生原因: a.电批落下时不垂直 b.批头晃动,造成螺丝歪斜 c.被锁紧面不水平 改善方法: a.电批垂直于被锁紧物体面 b.被锁紧面放水平(增加水平固定工具) c.批头晃动,修理电批