焊接施工检查记录表
钢筋焊接质量检测记录表

钢筋焊接质量检测记录表项目信息
项目名称: [请填写项目名称]
项目地点: [请填写项目地点]
日期: [请填写日期]
检测人员信息
检测人员: [请填写检测人员姓名]
资质: [请填写检测人员资质]
检测要求
根据相关标准和要求,对钢筋焊接质量进行检测,包括以下项目:
1. 焊接材料检查
2. 焊缝外观检查
3. 扩展性能检查
4. 抗冲击性能检查
检测结果
1. 焊接材料检查
- 焊条牌号: [请填写焊条牌号]
- 焊接工艺: [请填写焊接工艺]
- 焊缝检测结果: [请填写焊缝检测结果,例如合格、不合格]
2. 焊缝外观检查
- 焊缝外观检查结果: [请填写焊缝外观检查结果,例如合格、不合格]
- 外观缺陷描述: [请填写外观缺陷描述,如果有]
3. 扩展性能检查
- 扩展性能检查结果: [请填写扩展性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
4. 抗冲击性能检查
- 抗冲击性能检查结果: [请填写抗冲击性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
备注
[请填写其他需要记录的信息以及备注]
签名
检测人员: [请填写检测人员姓名]
日期: [请填写日期]
以上为钢筋焊接质量检测记录表,供参考使用。
根据实际情况填写相关信息,并确保记录准确可靠。
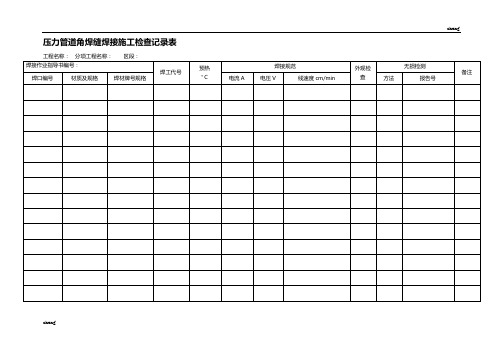
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
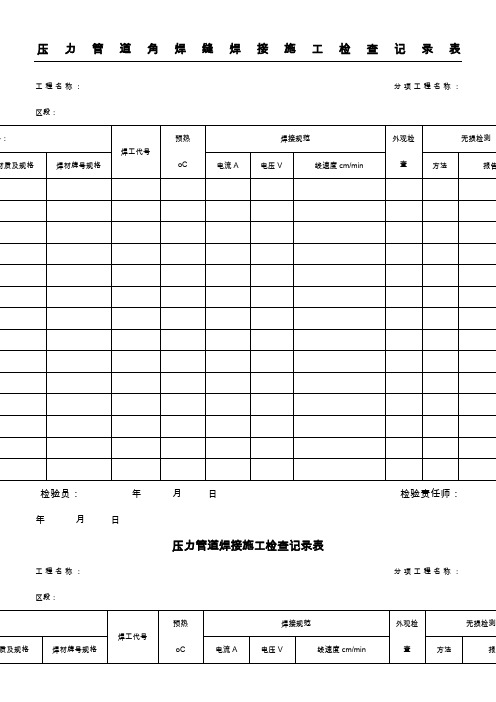
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
电焊作业专项安全检查表

一次线长度超过规定或不穿管的扣5分、焊把线接头超过三处或绝缘老化的扣3分、电源不使用自动开关的扣3分
5
电焊机绝缘
一、二次线圈绝缘电阻大于或等于1MΩ
10
6
使用环境
电焊机使用场所清洁,无严重的粉尘,周围10米范围内不得存放氧气、乙炔等易燃易爆物品,不得在下方有易燃物品的高空施焊,配备消防用品
10
无消防用品的扣3分
7
焊机安放
电焊机有完整的防护外壳,防雨罩的扣3分
8
个人防护
佩戴面罩或防护眼镜,戴电焊手套,穿绝缘鞋
10
参加人员
检查结果及整改意见:
记录人:
电焊作业专项安全检查表
检查时间:年月日
使用位置
操作人
检查得分
检查项目
检查内容及要求
实际分值
检查分值
1
电焊机安装与验收
有完整的防护外壳和符合要求的电气装置,各部件完整,有验收合格手续、签字齐全
10
电焊机安装后无验收合格手续的扣10分
2
防护装置
开关箱内设有触电保护器,设置二次空载降压保护
20
电焊机一、二次线接线柱防护罩齐全
电焊机设有良好的保护接零(或保护接地),且接触良好,禁止连接建筑物的金属构架做焊接回路
未作保护接零、无漏电保护器的扣5分、无二次空载降压保护的扣5分
3
焊钳
焊钳加紧力较好,绝缘可靠,隔热层完好
10
4
导线
电焊机必须装有专用电源开关,使用自动开关控制,电源线一次线长度不得大于5米,且穿管保护
20
焊接二次线长度不得大于30米,接头不允许超过3处
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)
压力管道焊接现场施工检查记录表格模板
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
焊 接 施 工 及 检 查 记 录 表
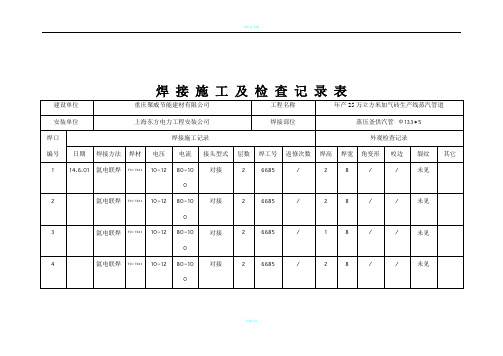
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。
001-渝建竣-110 钢结构焊接施工检查记录
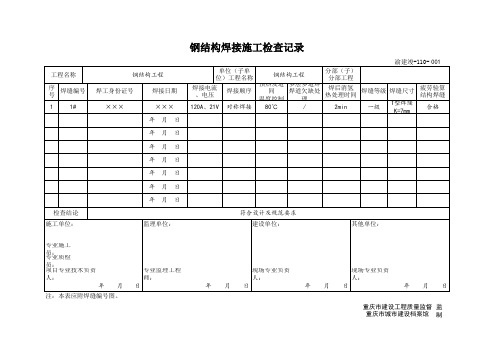
工程名称
序 号
焊缝编号
1
1#
钢结构工程
焊工身份证号 ×××
焊接日期 ×××
年月日
单位(子单 位)工程名称
焊接电流 、电压
焊接顺序
120A、21V 对称焊接
钢结构工程
预热及道 多层多道焊
间 焊道欠缺处
温度控制
理
80℃
/
渝建竣-110- 001人: 年月日
年月日
重庆市建设工程质量监督 监 重庆市城市建设档案馆 制
焊缝等级 焊缝尺寸
2min
一级
T型焊缝 K=7mm
疲劳验算 结构焊缝
合格
年月日
年月日
年月日
年月日
年月日
检查结论 施工单位:
年月日 监理单位:
符合设计及规范要求 建设单位:
其他单位:
专业施工 员: 专业质检 员: 项目专业技术负责 人:
年月
注:本表应附焊缝编号图。
专业监理工程 师: 日
现场专业负责 人: 年月日
表管道焊接检查记录

施焊日期
外观质量检查结果
无损检测结果
1306-B1
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
1306-B2
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
1306-B3
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
1306-B4
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
1306-B5
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
1306-B6
对接
16Mn
DN400
转动焊口
GTAW/SMAW
φ/φ
XXX2519
合格
合格
专业工程师: 质量检查员: 记录人: 年 月 日
XXX2519
合格
合格
1308-B8
对接
16Mn
DN400
转动焊口
9
合格
合格
专业工程师: 质量检查员: 记录人: 年 月 日
表A.0.5管道焊接检查记录
产品名称:XXXX
管段号
Class600 DN200
无损检测方法
RT-ABII
无损检测比例
100%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
注:t≤12mm余高0~12mm;t>1.5mm余高0~2.5mm。焊接工段签名:日期:探伤室签名:日期:
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
焊接施工检查记录表
工作令号:xxxx
焊接作业指导书编号:
焊工
(钢印)
焊接规范
外观
自检
探伤外观检查
焊缝编号
材质
焊材牌号规格
电流A
电压V
线速度cm/min
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□
160~250□
150~250□
12~20□
18~30□
8~18□
25~40□
合格□
不合格□
余高:≤1.5mm□、≤2mm□、≤2.5mm□、≤3mm□
无咬边□、咬边深度X长度≤0.8mmX20mm□
20□
16Mn□
0Cr18Ni9□
TIG-J50(φ2.5)□TWE-711(φ1.2)□
TGS-308(φ2.4)□TFW-308L(φ1.2)□