宇进注塑机参数表
注塑机的基本参数及型号表示

注塑机的基本参数及型号表示注塑机的基本参数注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依据。
1,注塑量——在对空注射条件下,注塑螺杆或柱塞作一次最大注塑行程时,注塑系统所能达到的最大注出量。
该参数在一定程度上反映了注塑机的加工能力,标志着该注塑机能成型塑料制品的最大质量,是注塑机的一个重要参数,注塑量一般有二种表示方式,一种以PS为标准(密度ρ=1.05g/cm3)用注出熔体的质量(g)表示,另一种是用注出熔体的容积(cm3)来表示根据定义,注塑螺杆一次所能注出的最大注塑容量的理论值为:螺杆头部在其垂直与轴线方向的最大投影面积与注塑螺杆行程的乘积。
QL =π/4 D2 S注塑机在工作过程中是达不到理论值的,因为塑料的密度随温度,压力的变化而发生相应变化,,因此,注塑容量需作适当修正,修正后的注塑容量为Q=αQL =π/4 D2 Sα, α——射出系数,一般为0.7∽0.9,在注塑机上加工塑料制品,一般制品的质量及浇注系统总用料量以不超过注塑机注塑量的25%∽70%为好,2,注塑压力——螺杆或柱塞端面作用于熔体单位面积上的力,注塑压力的大小与注塑机结构,流动阻力,制品形状,塑料的性能,塑化方式,塑化温度,模具结构,模具温度和对制品精度要求等因素有关,实际生产中,注塑压力能在机器容许的范围内调节,注塑压力的大小要根据实际情况进行选用,一般注塑压力选择范围如下。
A 、物料流动性好,制品形状简单,臂厚较大,一般注塑压力小于340∽540Kgf/cm2 。
适用于LDPE,PA等物料的加工。
B、物料熔体黏度较低,制品精度一般,注塑压力为680∽980Kgf/cm2 。
适用于PS,HDPE等物料的加工。
C 、物料熔体黏度中等或较高,制品精度有要求,形状复杂,注塑压力为980∽1370Kgf/cm2 。
适用于PP,PC等物料的加工。
注塑机参数及状态一览表
90T 90T 90T 90T 90T 160T 200T 160T
发那科S-2000i250B 发那科S-2000i150A 住友SH160C 住友SH220C 住友SE180D 住友SH160C 发那科300C 发那科280C PZⅢ850-i69A 百塑V3-2R-120T 东芝450 海天200X/1 海天200X/1 海天200X/1 海天240W2 海天180 海天110X/1 海天110X/1 百塑V3-2R-120T 住友IM30 住友SH50C 住友SE50D 住友SH100C 住友SH100C 海天110X/1 海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 日精立式 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
STAR 天行 -
100 120 120 120 120 120 120 100 120 100 60 100 80 100 100 120 120
双合金 双合金积康 双合金 双合金(华鸿) 双合金(积康) 标配 双合金 双合金积康 双合金积康 双合金 标配 双合金荣昌 标配 双合金积康 双合金
新机 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 没更换过 110428 090924 100906 120204积康 120607腾明 130122 120209北仑 1303320 积康 120202积康 120220北仑 120223红建
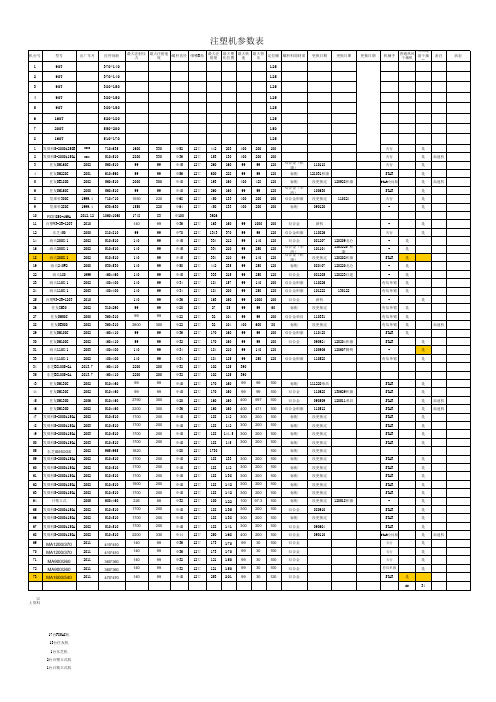
注塑机参数表

中日合资宁波通用塑料机械制造有限公司注塑机技术规格表
项目 螺杆直径 螺杆长径比 理论注射容量 注 射 实际注射质量 部 注射压力 分 注射速率 塑化能力 螺杆转速 合模力 动模板行程 拉杆间距 合 模具厚度 模 顶出力 部 分 顶出行程 定位孔直径 喷嘴球径 顶出杆数 加热功率 电机功率 其 油泵额定压力 它 油箱容积 机器外形尺寸 机器重量 KW KW Mpa L mm t 规格 mm L/D cm3 g Mpa g/s g/s rpm KN mm mm mm KN mm mm mm TWX2080 A 45 23.3 340 306 219 132 26 B 50 21 425 380 177 160 32 180 2080 460 510X461 200-500 53 130 160 Sr15 9 11.5 18.5 16 500 5270X1340X2040 7 C 55 19 515 460 146 205 38 D 60 17.5 610 540 123 235 42 A 55 22.9 569 520 193 198 36 TWX2680 B 60 21 678 630 162 232 42 180 2680 540 580X534 230-550 70 140 160 Sr15 9 15.6 22 16 550 5700X1440X2150 8.5 C 64 19.6 770 710 142 260 44 A 60 22.7 787 750 184 262 38 TWX3580 B 65 21 924 880 156 308 52 160 3580 660 660X660 220-660 70 150 160 Sr15 13 16.55 30 16 620 6330X1590X2200 11 C 70 19.5 1070 1000 135 350 62 A 65 21.5 1094 984 181 320 45 TWX4080 B 70 20 1269 1142 156 370 52 180 4080 640 710X640 250-700 90 160 160 Sr15 13 22 37 16 650 6710X1730X2120 14 C 75 18.7 1457 1311 136 426 60 A 70 22.5 1423 1320 186 330 45 TWX4280 B 75 21 1635 1521 162 380 52 150 4280 715 760X700 300-800 145 200 200 Sr15 13 24.1 37 16 880 7320X1800X2660 18 C 80 19.2 1858 1公司注塑机技术规格表
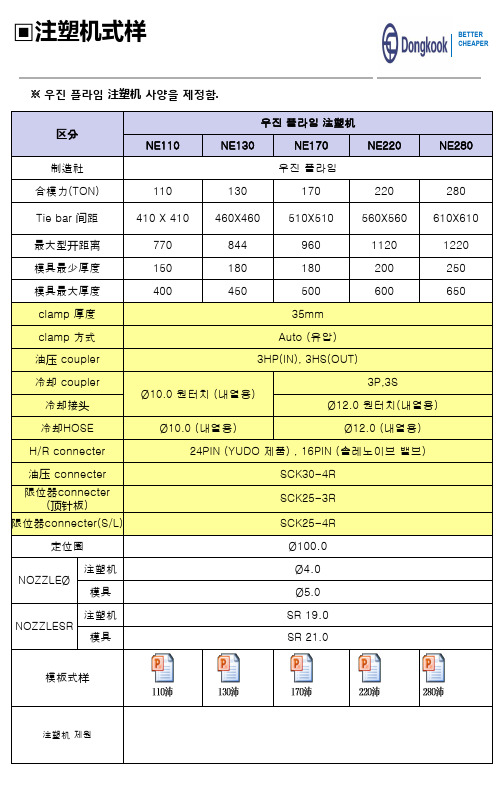
宇进注塑机注塑机式样150105
BETTER CHEAPER
※ 우진 플라임 注塑机 사양을 제정함. 宇进注塑机 区分 DL1300 DL1800 DL2000 ND2500 ND3000
制造社
合模力(TON) Tie bar 间距 最大型开距离 1300 1410X1410 2500 1800 1610X1610 3200
宇进注塑机
Ø 12.0 원터치(내열용)
Ø 12.0 (내열용)
24PIN (YUDO 제품) , 16PIN (솔레노이브 밸브) SCK30-4R SCK25-3R SCK25-4R Ø 100.0 Ø 4.0
SR 19.0 SR 21.0
模板式样
注塑机 제원
BETTER CHEAPER
※ 우진 플라임 注塑机 사양을 제정함. 宇进注塑机 区分 NE380 制造社 合模力(TON) Tie bar 间距 最大型开距离 模具最少厚度 模具最大厚度 clamp 厚度 clamp 方式 油压 coupler 冷却 coupler Ø 10.0 원터치 (내열용) 冷却接头 冷却HOSE H/R connecter 油压 connecter 限位器connecter(顶 针板) 限位器 connecter(S/L) Ø 10.0 (내열용) Ø 12.0 원터치(내열용) Ø 12.0 (내열용) 380 710 X 710 1450 300 750 480 830 X 830 1580 350 800 NE480 NE580 宇进注塑机 580 910 X 910 1800 400 950 40mm Auto (유압) 3HP(IN), 3HS(OUT) 3P,3S 680 880 NE680 NE880
BETTER CHEAPER
NE280
注塑机基本参数表
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
A4 2003 IS350GS-19A
350 东芝
311709 M0310002 730*730
/
min300 950 ### 125 ### 直压 659 628 cm3 ∮50 20 ∮ 4.0 320 2765 325 100 2 普通 JIS CYWS-900G
700 恩格尔
165354
1025*930
/
450-950 ### ### 250 ### 直压 2871 2734 cm3 ∮90 20 ∮ 5.5 430 2180 496 120 2 加硬 JIS CYWS-1200GⅡ 140kw/250A 56 131 100 140 1000 8.78*3.0*2.45 110 7 1420*1420 90
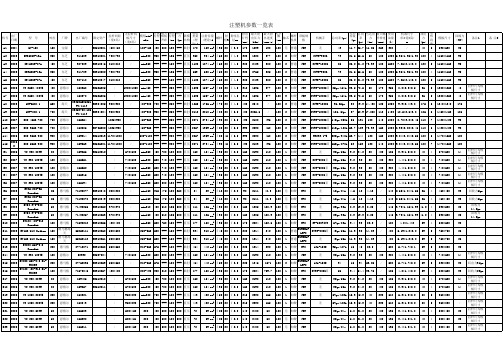
注塑机参数一览表
机号
出厂 日期
A1 2004
型号 HV-150
吨位 厂牌 150 宝源
出厂编号 /
固定资产
拉杆间距 (宽*高)
无拉杆机 板尺寸
(宽*高)
开模 最大 顶出 锁模 模厚min- 行程 模板 行程 力 锁模
max (mm 开距 (mm (kn 结构 ) (mm ) )
射出 重量 (理 论)g
14
拉杆尺为模 板尺寸
B2 2007 VC 330/120TE
120 恩格尔
165551
/
740*680 min300 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
注塑机参数选型对照表
注塑机参数选型对照表品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm455055螺杆长径比 L/D202020理论注射容量 cm320412570注射重量 g291375519注射速率 g/s171235248塑化能力 g/s202429.6注射压力 Mpa188187178螺杆转速 rpm0-2550-2550-225合模装置锁模力 KN160020002500移模行程 mm430490540拉杆内间距mm470×470530×530580×580最大模厚 mm520550580最小模厚 mm180200220顶出行程 mm140140150顶出力 KN336262顶出杆根数 PC599其他最大油泵压力 Mpa161616油泵马达 Kw223030电热功率 Kw9.7514.2516.65外型尺寸m 5.15×1.35×1.96 5.45×1.58×2.04 6.09×1.67×2.09机器重量 t 5.3 6.98.3料斗容积 kg255050油箱容积 L350420555射胶量 oz熔胶率 kg/hr射台拉力 Ton射胶行程 mm射台行程 mm模板最大间距 mm锁模行程 mm容模量 mm最大模具尺寸 mm最小模具尺寸 mm顶针力 T on马达最大电流 A系统压力 Mpa加热区 unit净重 ton 5.3 6.98.3温度控制区 unit循环时间 s油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L255050螺杆行程 mm理论注射速度 mm171235248理论射嘴接触力 KN射移行程 mm430490540品牌型号东华机械项目参数注射装置TTI—160Se TTI—190Se TTI—260Se 螺杆直径mm455055螺杆长径比 L/D2020.220理论注射容量 cm329452601注射重量 g296406541注射速率 g/s148175255塑化能力 g/s注射压力 Mpa181181180螺杆转速 rpm220145190合模装置锁模力 KN160190260移模行程 mm446490525拉杆内间距mm460×460510×510580×580最大模厚 mm最小模厚 mm顶出行程 mm130140160顶出力 KN顶出杆根数 PC559其他最大油泵压力 Mpa171717油泵马达 Kw电热功率 Kw10.7213.2215.42外型尺寸 m机器重量 t 4.668.2料斗容积 kg油箱容积 L220250280射胶量 oz10.514.419.1熔胶率 kg/hr91.282.3134.5射台拉力 Ton 5.3 5.38.3射胶行程 mm207230253射台行程 mm320360400模板最大间距 mm90610001105锁模行程 mm容模量 mm175-510175-510200-580最大模具尺寸 mm最小模具尺寸mm320×320350×350400×400顶针力T on 3.74.5 6.1马达最大电流 A586372系统压力 Mpa加热区 unit4+14+15+1净重 ton 4.668.2温度控制区 unit循环时间 s油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L螺杆行程 mm理论注射速度 mm理论射嘴接触力 KN射移行程 mm品牌型号震雄集团项目参数注射装置EM150-SVP EM220-SVP EM260-SVP 螺杆直径 mm465260螺杆长径比 L/D202035理论注射容量 cm332499777注射重量 g305459715注射速率 g/s塑化能力 g/s注射压力 Mpa162218271724螺杆转速 rpm230191205合模装置锁模力 KN150220260移模行程 mm410490530拉杆内间距mm455×425560×560580×580最大模厚 mm最小模厚 mm顶出行程 mm100130180顶出力 KN顶出杆根数 PC其他最大油泵压力 Mpa178178178油泵马达 Kw202035电热功率 Kw9.713.918.3外型尺寸 m机器重量 t 4.1 5.77.6料斗容积 kg油箱容积 L射胶量 oz10.816.225.2熔胶率 kg/hr射台拉力 Ton射胶行程 mm200235275射台行程 mm模板最大间距 mm86010901130锁模行程 mm容模量 mm160-450195-600195-600最大模具尺寸 mm最小模具尺寸 mm顶针力 T on 4.27.77.7马达最大电流 A系统压力 Mpa加热区 unit净重 ton 4.1 5.77.6温度控制区 unit3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8油缸容量 liter275360430机身尺寸(长×宽×高)4.7×1.2×1.9 5.3×1.5×2.1 6.3×1.5×2.2模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L螺杆行程 mm理论注射速度 mm理论射嘴接触力 KN射移行程 mm。
注塑机参数
注塑机参数
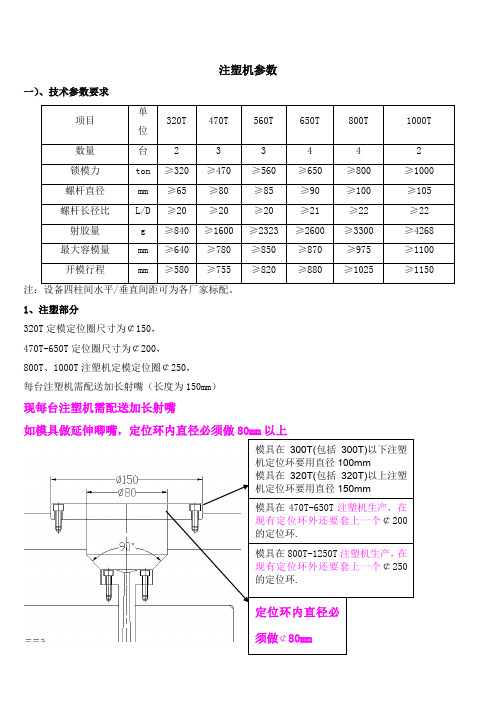
一)、技术参数要求
1、注塑部分
320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200, 800T 、1000T 注塑机定模定位圈¢250, 每台注塑机需配送加长射嘴(长度为150mm )
现每台注塑机需配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm 以上
射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上
具体见B尺寸
机台号射嘴外径 A 发热圈到射嘴前端距离B
206H011/17 (320
吨)D45 30
208H017-19 (480/500吨) D50 50
209G004-6 (560
吨)D50 50
210H004-7 (650吨)D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50
发件人:李健锋 [mailto:lijf9@]
发送时间: 2010年7月14日 16:19
收件人: 'zhongshengmould'
抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'
主题:注塑机资料
现每台注塑机配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm以上
唧嘴R要做到SR22
模具在300T(包括300T)以下注塑机定位环要用直径100mm
模具在320T(包括320T)以上注塑机定位环要用直径150mm
模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.
模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm。
宇进注塑机参数表

宇进注塑机参数表(原创版)目录1.引言:介绍宇进注塑机参数表2.参数表内容:介绍宇进注塑机参数表的具体内容3.参数表解读:详细解读宇进注塑机参数表的各项参数4.参数表应用:说明宇进注塑机参数表在实际生产中的应用5.结论:总结宇进注塑机参数表的重要性正文一、引言在现代工业生产中,注塑机是一种常见的生产设备,广泛应用于塑料制品、电子元件等领域。
其中,宇进注塑机作为行业内的佼佼者,凭借其优秀的性能和稳定的品质受到广大用户的青睐。
为了更好地使用和维护宇进注塑机,了解其参数表是非常重要的。
本文将对宇进注塑机参数表进行详细的解读,帮助大家更好地掌握注塑机的使用技巧。
二、参数表内容宇进注塑机参数表包含了以下几个方面的内容:1.基本参数:包括机型、注射容量、注射压力、锁模力等,这些参数代表了注塑机的基本性能。
2.液压系统参数:包括油泵流量、油泵压力、系统压力等,这些参数影响着注塑机的工作效率和稳定性。
3.电气系统参数:包括电源电压、电机功率、控制系统等,这些参数关系到注塑机的能源消耗和自动化水平。
4.机器尺寸与重量:包括机器长度、宽度、高度、重量等,这些参数决定了注塑机的占地面积和搬运需求。
5.配件参数:包括喷嘴、加热器、冷却器等,这些参数影响着注塑机的生产效率和产品质量。
三、参数表解读1.基本参数:注射容量决定了注塑机的生产能力,注射压力和锁模力则影响着制品的成型质量和效率。
2.液压系统参数:油泵流量和压力直接影响着注塑机的工作效率,系统压力则关系到制品的成型质量和稳定性。
3.电气系统参数:电源电压和电机功率关系到注塑机的能源消耗和稳定性,控制系统则影响着注塑机的自动化水平和操作便利性。
4.机器尺寸与重量:了解机器尺寸和重量有助于合理安排生产场地和搬运注塑机。
5.配件参数:喷嘴的口径和加热器、冷却器的温度影响着熔融料的流动性和制品的成型质量。
四、参数表应用在实际生产中,正确设置和调整宇进注塑机参数表的各项参数,可以有效提高生产效率,保证制品的质量。
宇进注塑机参数表
宇进注塑机参数表
(原创版)
目录
1.宇进注塑机参数表概述
2.宇进注塑机的主要参数
3.宇进注塑机的参数表解读
4.宇进注塑机的参数表在实际操作中的应用
正文
一、宇进注塑机参数表概述
宇进注塑机参数表是宇进注塑机的一项重要组成部分,它是一份详细记录了注塑机各项性能参数的数据表。
这份表格可以帮助操作者更好地了解注塑机的性能,同时也为操作者提供了依据,使他们能够根据生产需要调整注塑机的参数,从而达到最佳的生产效果。
二、宇进注塑机的主要参数
宇进注塑机的主要参数包括:注射速度、注射压力、模具温度、熔融温度、冷却时间、预热时间等。
这些参数对于注塑过程有着重要的影响,因此需要操作者进行精确的调整。
三、宇进注塑机的参数表解读
在宇进注塑机的参数表中,各项参数都有其独特的含义和作用。
例如,注射速度决定了注塑机每次注射的时间,注射压力则决定了熔融塑料在注射筒中的压力,模具温度和熔融温度则影响了塑料的成型效果,冷却时间和预热时间则影响了模具的使用寿命和产品的质量。
四、宇进注塑机的参数表在实际操作中的应用
在实际操作中,操作者需要根据生产需要和产品特性,合理调整宇进
注塑机的各项参数。
例如,如果生产的产品需要较高的注射压力,那么操作者就需要相应地提高注射压力;如果生产的产品对成型效果要求较高,那么操作者就需要提高模具温度和熔融温度。
通过合理调整宇进注塑机的参数,操作者可以有效提高生产效率和产品质量。
注塑工艺参数标准设定一览表(上中下集)
注塑工艺参数标准设定一览表(上中下集)常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
常用塑料注塑技术参数表注塑机参数设置表
常用塑料注塑技术参数表
成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
1. 注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4. 保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5. 背压
背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数。
宇进注塑机参数表

宇进注塑机参数表摘要:一、宇进注塑机参数表简介1.宇进注塑机的背景与特点2.参数表的作用和重要性二、宇进注塑机的主要参数1.注射能力2.注射速度3.注射压力4.模具尺寸5.合模力6.机器尺寸和重量三、宇进注塑机的辅助参数1.电源要求2.气压要求3.操作温度和湿度4.噪音等级四、参数表在选购注塑机时的作用1.对比不同型号的宇进注塑机2.评估注塑机的性能和适用性3.选择最适合需求的注塑机型号五、参数表在注塑机使用和维护中的作用1.指导操作员正确使用注塑机2.帮助维修人员诊断故障和进行维修3.监控注塑机的工作状态和性能正文:宇进注塑机参数表详细介绍了宇进注塑机的相关参数,包括主要参数和辅助参数。
这些参数对于了解宇进注塑机的性能、选择合适的注塑机型号以及正确使用和维护注塑机具有重要作用。
宇进注塑机作为一款具有高效率、高稳定性和高精度的注塑设备,广泛应用于各种塑料制品的生产。
参数表详细列出了注塑机的主要性能指标,如注射能力、注射速度、注射压力、模具尺寸、合模力等,这些参数可以帮助用户对比不同型号的宇进注塑机,评估其性能和适用性,从而选择最适合自身需求的注塑机型号。
此外,参数表还提供了诸如电源要求、气压要求、操作温度和湿度、噪音等级等辅助参数。
这些辅助参数对于确保注塑机正常运行以及保证操作员和维修人员的安全同样具有重要意义。
例如,电源和气压要求可以帮助用户提前准备合适的电源和气源;操作温度和湿度范围则可以指导用户在合适的环境条件下使用注塑机,避免设备因过高或过低的温度和湿度而受损;噪音等级则有助于评估注塑机的工作噪音,以便采取相应的降噪措施。
在选购宇进注塑机时,参数表是用户的重要参考依据。
通过对比不同型号注塑机的参数,用户可以了解其性能优劣,从而做出明智的选择。
而在注塑机的使用和维护过程中,参数表同样发挥着重要作用。
操作员可以依据参数表的指导正确地操作注塑机,避免因操作不当而导致的设备损坏;维修人员在诊断故障和进行维修时,参数表也可以提供必要的信息支持。
注塑参数表
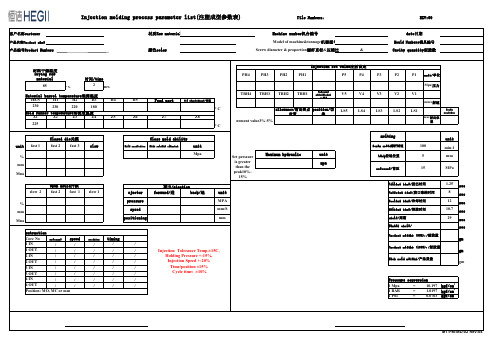
客户名称customer材质Raw materials Machine number机台编号date日期产品名称Product nameModel of machine&tonnage 机器型号颜色color Screw diameter & proportion 螺杆直径&压缩比&时间/time° ChrsHEN H1H2H3H4H5Feed portOil temperature/油温° CZ1Z2Z3Z4Z5Z6Z7Z8° Cunit fast 1fast 2fast 3slowMold protectionHigh voltage clampingunit min-1%mm Mpasec sec %sec mm sec Mpasec sec Core No pressure speed positiontiming gm 1 IN /////1 OUT /////gm 2 IN /////2 OUT /////3 IN /////3 OUT /////4 IN /////4 OUT /////1 Mpa =10.197kgf/cm 21 BAR = 1.0197kgf/cm 21 PSI =0.0703kgf/cm 2Injection Tolerance Temp.±15C,Holding Pressure +-15%,Injection Speed +-20%Time/position ±15% Cycle time: ±10%Pressure conversiongmmm Screw speed螺杆转速back松退位置pressure/背压Each mold weight/产品重量29Target cycle/125Set pressure is greater than the peak10%-15%顶出/eiection 2Position: MO, MC or mmextraction MPaallowance/射出终点位置Product weight (95%)./射胶量Product weight (100%)./射胶量Melting time/熔胶时间10.7cycle/周期mm/S mmOpen mould开模unit mpaClose mold abilityMpapressure Cooling time/冷却时间positioningspeed MPA 8unit Filling time/射出时间 1.25slow 2fast 2fast 1slow 1ejector forward/进back/退Freezing time/胶口冻结时间unit100Closed die关模mm/射出位置225meltingasurement value3%-5%mm/s 射速230230220180LS1LS3position/切换LS4Mold runner temperature热流道温度 Injection molding process parameter list(注塑成型参数表) File Numbers: REV:00Injection set value注射设定PH4PH3PH2PH1P5P4P3P2P1unit/单位Drying raw materialMould Numbers模具编号材料干燥温度Mpa/压力V1Material barrel temperature炮筒温度TRH4TRH3TRH2TRH1PressuremaintainingspeedV5V4V3V285Cavity quantity型腔数产品编号Product Numbers MT-FM-MD-02 Rev:04LS5Screw positionLS215Maximum hydraulic。
宇进注塑机参数表
宇进注塑机参数表1. 简介注塑机是一种用于制造塑料制品的设备,宇进注塑机是目前市场上非常知名和受欢迎的注塑机品牌之一。
宇进注塑机参数表是该注塑机的详细参数清单,包括了各种技术指标和性能参数。
本文将对宇进注塑机参数表进行全面、详细、完整且深入地探讨。
2. 参数表结构宇进注塑机参数表通常按照以下结构组织:2.1 基本信息基本信息包括注塑机的型号、品牌、生产日期、产地等。
这些信息对于用户来说是非常重要的,可以帮助用户了解注塑机的基本情况。
2.2 机械部分参数机械部分参数包括了注塑机的尺寸、重量、最大开模行程、注射力等。
这些参数直接关系到注塑机的工作性能和稳定性,对于用户来说也是非常重要的。
2.3 液压系统参数液压系统参数包括了注塑机的液压系统工作压力、流量、电机功率等。
液压系统是注塑机的核心部分,影响着注塑机的工作效率和稳定性。
2.4 控制系统参数控制系统参数包括了注塑机的控制方式、控制器品牌、控制精度等。
控制系统是注塑机的智能化部分,对于提高注塑机的自动化程度和生产效率非常重要。
2.5 注射系统参数注射系统参数包括了注塑机的最大注射容量、注射速度、射胶压力等。
注射系统是注塑机的关键部分,直接影响着塑料制品的成型质量。
2.6 保护系统参数保护系统参数包括了注塑机的过载保护、温度保护、压力保护等。
保护系统是注塑机的安全保障,对于预防事故和保护设备非常重要。
3. 参数的意义和影响因素注塑机参数表中的各项参数都有其特定的意义和影响因素。
下面将分别介绍各个参数的意义和影响因素。
3.1 机械部分参数•尺寸和重量:影响注塑机的安装和搬运。
•最大开模行程:影响注塑机的最大模具尺寸。
•注射力:影响注塑机的最大射胶压力。
3.2 液压系统参数•工作压力:影响注塑机的工作速度和稳定性。
•流量:影响注塑机的射胶速度和射胶量。
•电机功率:影响注塑机的能耗和工作效率。
3.3 控制系统参数•控制方式:影响注塑机的操作难度和自动化程度。
宇进注塑机注塑机式样150105
BETTER CHEAPER
※ 우진 플라임 注塑机 사양을 제정함. 宇进注塑机 区分 DL1300 DL1800 DL2000 ND2500 ND3000
制造社
合模力(TON) Tie bar 间距 最大型开距离 1300 1410X1410 2500 1800 1610X1610 3200
宇进注塑机
1020 X 1020 1110 X 1110 2050 450 1100 2400 500 1200
24PIN (YUDO 제품) , 16PIN (솔레노이브 밸브) SCK30-4R SCK25-3R SCK25-4R
定位圈
注塑机 NOZZLEØ 模具 注塑机 NOZZLESR 模具
Ø 100.0
区分分?????注塑机ne110ne130ne170ne220ne280制造社?????合模力ton110130170220280tiebar间距410x410460x460510x510560x560610x610最大型开距离77084496011201220模具最少厚度150180180200250模具最大厚度400450500600650clamp厚度35mmclamp方式auto??油压coupler3hpin3hsout冷却coupler?100??????3p3s冷却接头?120??????冷却hose?100????120???hrconnecter24pinyudo??16pin???????油压connectersck304r限位器connecter顶针板sck253r限位器connecterslsck254r定位圈?1000nozzle?注塑机?40模具?50nozzlesr注塑机sr190模具sr210模板式样注塑机???注塑机式样bettercheaper?????注塑机??????
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宇进注塑机参数表
摘要:
1.引言
2.宇进注塑机参数表概述
3.参数表各项指标详解
3.1 型号与规格
3.2 射出压力与速度
3.3 锁模力与开模行程
3.4 模具厚度与安装方式
3.5 电机参数与加热器功率
4.参数表的实际应用
5.结论
正文:
【引言】
在现代工业生产中,注塑机作为一种重要的成型设备,被广泛应用于各种塑料制品的制造过程中。
其中,宇进注塑机凭借其优良的性能和稳定的品质,赢得了广大用户的信赖。
为了帮助用户更好地了解和操作宇进注塑机,本文将对宇进注塑机参数表进行详细的解读。
【宇进注塑机参数表概述】
宇进注塑机参数表是宇进公司针对其注塑机产品制定的一份详细的性能指标表。
该表包含了型号与规格、射出压力与速度、锁模力与开模行程、模具厚
度与安装方式、电机参数与加热器功率等各项关键指标,为用户提供了全面的参考依据。
【参数表各项指标详解】
3.1 型号与规格
宇进注塑机的型号与规格主要包括机器的型号、外形尺寸、重量、生产能力等,这些信息有助于用户根据实际需求选择合适的设备。
3.2 射出压力与速度
射出压力是指注塑机在注塑过程中,将熔融塑料从喷嘴射出的压力。
射出速度则是表示塑料从喷嘴到模具腔的速度。
这两个参数直接影响到制品的质量和生产效率。
3.3 锁模力与开模行程
锁模力是指注塑机在锁模过程中,模具腔能够承受的最大压力。
开模行程则是模具在开模过程中的最大移动距离。
这两个参数对于保证制品的成型质量和模具的使用寿命具有重要意义。
3.4 模具厚度与安装方式
模具厚度是指模具腔的厚度,它直接影响到制品的成型质量和模具的使用寿命。
安装方式则关系到模具的安装和拆卸便捷程度。
3.5 电机参数与加热器功率
电机参数主要包括电机的功率、电压、频率等,影响着注塑机的运行性能。
加热器功率则是指注塑机加热器的功率,它关系到熔融塑料的温度和流动性。
【参数表的实际应用】
在实际生产中,用户可以根据宇进注塑机参数表中的各项指标,合理选择和使用注塑机,以达到提高生产效率、降低生产成本、保证制品质量的目的。
同时,参数表也有助于维修人员快速了解设备的性能,为维修和保养提供依据。
【结论】
宇进注塑机参数表是宇进公司为其注塑机产品提供的一份详细性能指标表,包含了型号与规格、射出压力与速度、锁模力与开模行程、模具厚度与安装方式、电机参数与加热器功率等关键指标。